JP6836318B2 - 方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 - Google Patents
方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 Download PDFInfo
- Publication number
- JP6836318B2 JP6836318B2 JP2015229824A JP2015229824A JP6836318B2 JP 6836318 B2 JP6836318 B2 JP 6836318B2 JP 2015229824 A JP2015229824 A JP 2015229824A JP 2015229824 A JP2015229824 A JP 2015229824A JP 6836318 B2 JP6836318 B2 JP 6836318B2
- Authority
- JP
- Japan
- Prior art keywords
- hot
- rolled
- steel sheet
- less
- annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Description
従って、これまでは、ヒステリシス損低減の観点から、結晶粒組織を(110)[001]方位に高度に揃え、結晶の欠陥を少なくするなどの方法が用いられてきた。一方、渦電流損低減には、板厚薄手化が最も効果的であるが、生産性や客先での工数増加という課題があるため、合金元素の添加による高固有抵抗化が有力となっている。
この知見を冷延焼鈍後に製品として使用される方向性電磁鋼板に応用することで部材加工性を改善することができること、及び、中間製品である熱延鋼板に応用することで、その後の冷間圧延時の圧延性を改善することができることを確認した。
さらにクラスタのサイズを調整した材料の磁気特性を検討するうち、クラスタの形成を抑制した材料は変形による磁気特性の劣化が小さくなることを知見し、本発明に到達した。
(1)組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼板中のDO3規則化クラスタのサイズが100nm以下であることを特徴とし、
ここで上記の数値限定範囲には、下限値及び上限値がその範囲に含まれるが、下限値に「超」と示す数値限定範囲には下限値が含まれず、上限値に「未満」と示す数値限定範囲には上限値が含まれない、方向性電磁鋼板。
(2)組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼スラブを、熱間圧延し、熱延板焼鈍し、冷間圧延し、仕上焼鈍して(1)に記載の方向性電磁鋼板を製造する際、前記冷間圧延後に実施する最終焼鈍の800℃超950℃以下の最高到達温度をT1℃とし、その冷却過程における、T1℃から800℃までの平均冷却速度を10℃/sec以下とし、800℃から300℃までの平均冷却速度を10℃/sec超で冷却することを特徴とする方向性電磁鋼板の製造方法。
(3)前記最終焼鈍の冷却過程において、300℃未満100℃以上の温度から80℃以上の温度の湯冷で冷却することを特徴とする(2)に記載の方向性電磁鋼板の製造方法。
(4)冷間圧延によって(1)に記載の方向性電磁鋼板を製造するための熱延板であって、組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜3.0%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼板中のDO3規則化クラスタのサイズが100nm以下であることを特徴とする方向性電磁鋼板用熱延板。
(5)組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼スラブを、熱間圧延し、熱延板焼鈍して(4)に記載の方向性電磁鋼板用熱延板を製造する際、前記熱延板焼鈍の800℃超950℃以下の最高到達温度をT2℃とし、その冷却過程における、T2℃から800℃までの平均冷却速度を10℃/sec以下とし、800℃から300℃までの平均冷却速度を10℃/sec超で冷却することを特徴とする方向性電磁鋼板用熱延板の製造方法。
(6)前記熱延板焼鈍の冷却過程において、300℃未満100℃以上の温度から80℃以上の温度の湯冷で冷却することを特徴とする(5)に記載の方向性電磁鋼板用熱延板の製造方法。
鋼にSiを添加すると鋼の脆性が低下する。また、すべり変形に必要な臨界応力が上昇し、冷間加工時に可動転位が導入されず、双晶が発生する。双晶は脆性破断の起点となることが知られており、このため、Siを多量に含有した鋼は、冷間加工において脆性破断が生じやすくなる。
そこで、このような硬度の異常上昇が生じる原因について調べた。硬度の上昇領域にあるFe−3.5%Si合金を溶融状態から急冷して種々の熱処理を施した材料を作成し、TEMで詳細に観察したところ、一部の材料では径が200nm程度のDO3規則化クラスタが観察された。
さらに鋼材の加工性との関連を調査すると、クラスタ形成が観察された材料では、硬度上昇ばかりでなく、鋼材の脆性も顕著に劣化していることが判明した。
クラスタは相対的に不安定なものであり高温では消失すると考えられることから、熱処理の冷却過程を制御することでクラスタの生成を抑えることができるのではないかとの考えの下に実験を重ねた結果、生成するクラスタのサイズを100nm以下にすることにより脆化が抑えられること、及び、熱処理後の冷却条件を制御することで、クラスタが生成してもそのサイズを小さく抑制できることが見いだされた。
さらにこれら材料の変形挙動を調査する中で、変形後の磁気特性を比較したところ、クラスタのサイズが小さいものは変形による磁気特性の低下が小さいことがわかった。この理由は明確ではないが、クラスタは鋼材の変形において、転位のすべり系を限定する効果を有すると予想される。このため、鋼材の変形時、クラスタのサイズが大きい材料では変形が拘束され、双晶の発生を増大させる。一般的に電磁鋼板中に双晶が存在すると磁気特性が顕著に低下することが知られており、本発明は双晶の発生を回避する効果を有しているものと推察される。
このクラスタのサイズは、TEMで観察されるクラスタの円相当の直径とする。
なお、本発明で規定するクラスタは原子レベルでの微妙な配列を感知する必要があり、TEM観察においては細心の注意を払い観察すべきものである。特に電子ビーム径をナノオーダーまで細く絞ることが必要となる場合が多い。
注意を要するのは、本発明で規定する鋼板の組成は、通常の方向性電磁鋼板の表面に形成される皮膜(グラス皮膜、絶縁被膜)を除去した鋼板の組成(後述の「母鋼板」の組成)であることである。
グラス皮膜は、例えば、フォルステライト(Mg2SiO4)、スピネル(MgAl2O4)、または、コーディエライト(Mg2Al4Si5O16)などの複合酸化物によって構成されている。
絶縁皮膜は、例えば、コロイダルシリカ及びリン酸塩を含有し、電気的絶縁性だけでなく、張力、耐食性及び耐熱性等を鋼板に与える役割を担っている。
最初の鋳造工程では、質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜3.0%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる化学成分を有する溶鋼が連続鋳造機に供給されて、スラブが連続的に製出される。
ここで、スラブ加熱温度が1280℃以上の製造方法においては、窒化は必要としないが、スラブ加熱温度を1280℃以下とする製造方法においては、通常、鋼板の窒素量を酸可溶性Alの質量分率[Al]に対して2/3程度以上となるように、例えば、アンモニアを含む水素窒素雰囲気中で、700℃〜850℃の温度域で焼鈍し、鋼板を窒化させるなどし、二次再結晶発現に必要な窒素量の調整を冷延後から二次再結晶発現前までに行う。
クラスタ抑制熱処理は、大きく3つの温度領域に分けて制御する。
一つは800℃以上の温度領域、もう一つは800℃〜300℃の温度領域、さらに一つは300℃未満の温度領域である。
この温度領域はクラスタが形成しにくい温度領域であり、この温度領域では粗大なクラスタはむしろ分解、縮小していく。分解を促進するためには高温で保持することが好ましいが、950℃を超えると鋼材の組成によっては少なからざる量のγ相が形成し、これへのSi濃化が起きると、その後のγ→α変態においてα相内でのクラスタ形成の回避が困難となる。このためα→γ変態が起きる組成を有する鋼材の950℃超への到達は避けることが好ましいが、磁気特性など一般的に方向性電磁鋼板に求められている特性を得るために、製造工程で950℃超の温度への到達を完全に回避することは困難である。950℃超への到達を前提とした場合に、脆化を引き起こすクラスタの形成を回避するには950℃超に到達した後の950℃以下800℃超の温度域での適切な保持が重要となる。本発明では800℃超950℃以下の最高到達温度をT℃とし、その冷却過程における、T℃から800℃までの平均冷却速度を10℃/sec以下とする。この温度領域を緩冷却として適切な時間を保持することで、クラスタの形成回避に有効に作用する。好ましくは8℃/sec以下、さらに好ましくは6℃/sec以下である。この温度領域でのクラスタの溶解および縮小への影響は高温域ほど大きいため、この温度領域のうちの高温範囲をより緩やかに冷却することは有効である。
なお、上記説明では800℃超950℃以下の最高到達温度をT℃として説明しているが、本発明の請求項の規定では、冷延後の最終焼鈍におけるものをT1℃、熱延板焼鈍におけるものをT2℃として規定する。
この温度領域はクラスタの形成、成長が促進する温度領域である。このため、脆化を引き起こすクラスタの形成を回避するにはこの温度領域を速やかに通過させることが必要となる。本発明では800℃から300℃までの平均冷却速度を10℃/sec超とする。この温度領域を急速冷却とすることで、クラスタの形成および成長の抑制に有効に作用する。好ましくは20℃/sec超、さらに好ましくは30℃/sec超である。この温度領域でのクラスタの形成および成長への影響は高温域ほど大きいため、この温度領域のうちの高温範囲をより急速に冷却することは有効である。
クラスタの形成、成長は基本的にはSiおよびFe原子の拡散によるものであるため、SiやFe原子の拡散が非常に小さくなるこの温度領域は、通常の状況では殆ど考慮する必要のない温度領域である。しかし、この温度領域の冷却において、過度な急速冷却を行って鋼板に熱歪が入ると、クラスタが検知できる程度に存在する場合には顕著な脆化が生ずることがある。この原因は不明であるが、クラスタ近傍での歪(転位)発生が脆化割れの感受性を非常に高めるものであるのか、または歪による転位近傍では原子拡散速度が上昇するなどのため、わずかな拡散で優先的にクラスタが形成、成長してしまい、これが脆化割れの感受性を高めてしまうことなどが考えられる。これを回避するには、この温度領域を十分に緩冷却すれば良いことは言うまでもないが、これは一方で生産性低下の原因にもなる。生産性を上げるために、このような低温領域を水冷することが考えられるが、これは上記の熱歪の観点から本発明鋼においては好ましいことではない。生産性低下を避けつつ、上記の歪とクラスタの相互作用による脆性低下を回避するには、300℃未満100℃以上の温度から、80℃以上の湯冷で鋼板を冷却すると良い。厳密にはこの温度領域の冷却速度を規定することも可能ではあるが、本発明では工業的にも簡便である湯冷の条件を規定する。
(a)冷間圧延後に実施する最終焼鈍でのみクラスタ抑制熱処理を施す。
(b)熱延板焼鈍でのみクラスタ抑制熱処理を施す。
(c)鋼板製造工程の1回以上の焼鈍でクラスタ抑制熱処理を施す。
この最終焼鈍は、前述の絶縁皮膜の形成熱処理が一例として挙げられる。または、クラスタの形態を制御する目的で、例えば絶縁被膜形成後に焼鈍を追加しても良い。
これによって、その後に実施する冷間圧延の圧延性が向上し、冷間圧延温度を特に高めの温度としなくても脆性破断を抑制して冷間圧延することができる。もちろん、熱延板焼鈍でのクラスタ抑制熱処理を適用した上で、高めの冷間圧延温度を適用すれば、冷間圧延性がさらに向上することは言うまでもない。
これは、微小サイズに制御されたクラスタの少なからざる割合はその後の焼鈍の高温保定中に構造が壊れてしまい、その後の焼鈍の冷却過程で構造が再構築されるためであると考えられる。冷間圧延途中で中間焼鈍を実施した場合にも、熱延板焼鈍で形成されたクラスタの特徴は消失し、最終製品での発明効果の残存は小さくなる傾向がある。
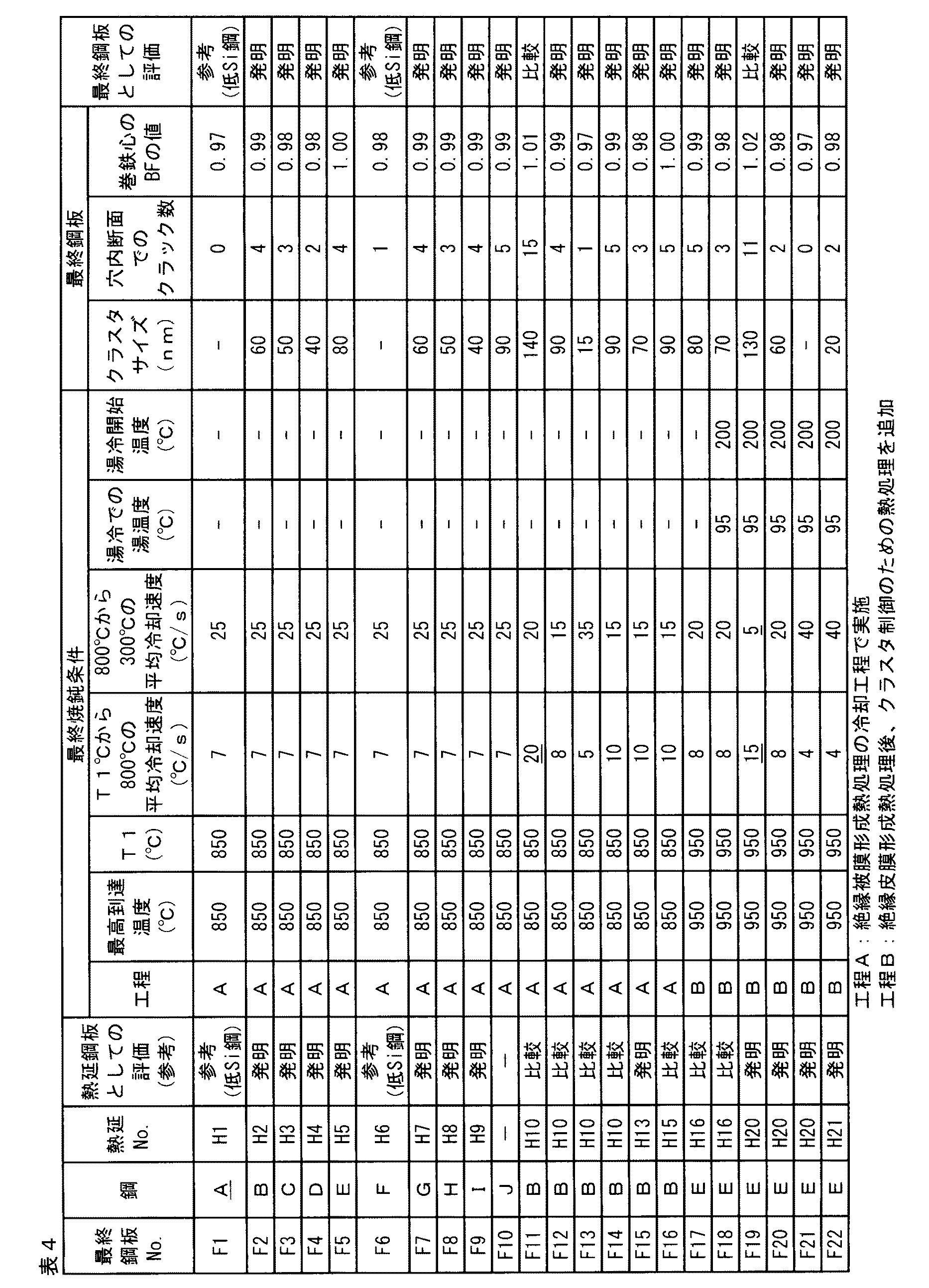
冷間圧延性は、2mmから0.35mmまでの冷間圧延の際に鋼板のエッジに発生した脆性起因のクラック数で評価する。
部材加工性は、最終鋼板を30枚重ねて、10mmφのドリルで穴をあけ、穴内側の鋼板断面での亀裂発生数で評価する。これは実用的にはトランスの積鉄心を固定するための穴開け工程での不具合発生を想定したものである。
変形後の磁気特性は、最終鋼板で巻鉄心を作成し、この鉄心の鉄心作成後の鉄損値を素材鉄損で除した値として定義されるビルディングファクターと呼ばれる指標(BF)の値で評価する。これは実用的にはトランスの巻鉄心の曲げ加工部の変形による鉄心特性の低下を想定したものである。
熱延鋼板の結果を表3に、最終鋼板の結果を表4示す。表4の最終鋼板は、表3の熱延鋼板から製造されるものであり、表4には素材の熱延No.と熱延鋼板としての評価も示している。なお、最終鋼板No.F10は6.5%Si鋼であり、熱延鋼板を素材とするものでなく、低Si素材を冷延後に侵珪して製造したものであるため、他の一般的な方向性電磁鋼板とは磁気特性などは少々異なる鋼板になるが、最終製品での発明効果を示すために評価を同じ表に記載している。
なお、クラスタサイズを制御するための最終焼鈍について、「工程A」は、仕上焼鈍後の絶縁被膜を形成する際の熱処理の冷却工程で実施する工程、「工程B」は、絶縁皮膜を形成する熱処理を完了した絶縁皮膜付きの鋼板をクラスタサイズを制御する目的の追加の熱処理で実施する工程である。
Claims (6)
- 組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼板中のDO3規則化クラスタのサイズが100nm以下であることを特徴とし、
ここで上記の数値限定範囲には、下限値及び上限値がその範囲に含まれるが、下限値に「超」と示す数値限定範囲には下限値が含まれず、上限値に「未満」と示す数値限定範囲には上限値が含まれない、方向性電磁鋼板。 - 組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼スラブを、熱間圧延し、熱延板焼鈍し、冷間圧延し、仕上焼鈍して請求項1に記載の方向性電磁鋼板を製造する際、前記冷間圧延後に実施する最終焼鈍の800℃超950℃以下の最高到達温度をT1℃とし、その冷却過程における、T1℃から800℃までの平均冷却速度を10℃/sec以下とし、800℃から300℃までの平均冷却速度を10℃/sec超で冷却することを特徴とする方向性電磁鋼板の製造方法。
- 前記最終焼鈍の冷却過程において、300℃未満100℃以上の温度から80℃以上の温度の湯冷で冷却することを特徴とする請求項2に記載の方向性電磁鋼板の製造方法。
- 冷間圧延によって請求項1に記載の方向性電磁鋼板を製造するための熱延板であって、
組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜3.0%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼板中のDO3規則化クラスタのサイズが100nm以下であることを特徴とする方向性電磁鋼板用熱延板。 - 組成が質量分率で、Si:3.0%〜7.0%、C:0%超〜0.085%を含み、選択元素として、Cu:0%〜1.0%、Ni:0%〜1.0%、酸可溶性Al:0%〜0.065%、N:0%〜0.012%、Mn:0%〜1%、Cr:0%〜0.3%、P:0%〜0.5%、Sn:0%〜0.3%、Sb:0%〜0.3%、S:0%〜0.015%、Se:0%〜0.015%、を含有し、残部がFe及び不純物からなる鋼スラブを、熱間圧延し、熱延板焼鈍して請求項4に記載の方向性電磁鋼板用熱延板を製造する際、前記熱延板焼鈍の800℃超950℃以下の最高到達温度をT2℃とし、その冷却過程における、T2℃から800℃までの平均冷却速度を10℃/sec以下とし、800℃から300℃までの平均冷却速度を10℃/sec超で冷却することを特徴とする方向性電磁鋼板用熱延板の製造方法。
- 前記熱延板焼鈍の冷却過程において、300℃未満100℃以上の温度から80℃以上の温度の湯冷で冷却することを特徴とする請求項5に記載の方向性電磁鋼板用熱延板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229824A JP6836318B2 (ja) | 2015-11-25 | 2015-11-25 | 方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229824A JP6836318B2 (ja) | 2015-11-25 | 2015-11-25 | 方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017095771A JP2017095771A (ja) | 2017-06-01 |
| JP6836318B2 true JP6836318B2 (ja) | 2021-02-24 |
Family
ID=58816897
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015229824A Active JP6836318B2 (ja) | 2015-11-25 | 2015-11-25 | 方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6836318B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102012319B1 (ko) | 2017-12-26 | 2019-08-20 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2998676B2 (ja) * | 1997-01-27 | 2000-01-11 | 日本鋼管株式会社 | Si拡散浸透処理法により製造される加工性の優れた高珪素鋼板 |
| JP5712652B2 (ja) * | 2011-02-08 | 2015-05-07 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5760506B2 (ja) * | 2011-02-25 | 2015-08-12 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR101449093B1 (ko) * | 2011-12-20 | 2014-10-13 | 주식회사 포스코 | 생산성 및 자기적 성질이 우수한 고규소 강판 및 그 제조방법. |
| WO2013175733A1 (ja) * | 2012-05-24 | 2013-11-28 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| BR112013015997B1 (pt) * | 2012-07-20 | 2019-06-25 | Nippon Steel & Sumitomo Metal Corporation | Método de fabricação de chapa de aço elétrica de grão orientado |
-
2015
- 2015-11-25 JP JP2015229824A patent/JP6836318B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017095771A (ja) | 2017-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3575431B1 (en) | Non-oriented electrical steel sheet and manufacturing method thereof | |
| JP5423909B1 (ja) | 方向性電磁鋼板の製造方法 | |
| US10026534B2 (en) | Hot-rolled steel sheet for producing non-oriented electrical steel sheet and method of producing same | |
| US9953752B2 (en) | Production method for grain-oriented electrical steel sheet and primary recrystallized steel sheet for production of grain-oriented electrical steel sheet | |
| JP5446377B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP6350398B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR101322505B1 (ko) | 방향성 전자기 강판의 제조 방법 | |
| KR101389248B1 (ko) | 방향성 전자기 강판의 제조 방법 | |
| JP6132103B2 (ja) | 方向性電磁鋼板の製造方法 | |
| EP2940158B1 (en) | Production method for grain-oriented electrical steel sheet and primary recrystallized steel sheet for production of grain-oriented electrical steel sheet | |
| KR102517647B1 (ko) | 방향성 전자 강판의 제조 방법 및 방향성 전자 강판 | |
| JP5206017B2 (ja) | 高珪素鋼板の製造方法 | |
| JP6836318B2 (ja) | 方向性電磁鋼板とその製造方法及び方向性電磁鋼板用熱延板とその製造方法 | |
| JP5920387B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6034002B2 (ja) | 高Si含有の方向性電磁鋼板の冷間圧延方法 | |
| JP7036194B2 (ja) | 方向性電磁鋼板の製造方法および方向性電磁鋼板 | |
| JP6292146B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6292147B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5904151B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2016047966A (ja) | 高Si含有の方向性電磁鋼板の冷間圧延方法 | |
| JP2005307268A (ja) | 無方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180704 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190730 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190927 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191015 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191223 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20191223 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200106 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200107 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200117 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200121 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201020 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20201222 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210202 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210205 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6836318 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |