JP6703192B2 - 取り外し可能な支持構造体を伴う三次元物体を製造する方法 - Google Patents
取り外し可能な支持構造体を伴う三次元物体を製造する方法 Download PDFInfo
- Publication number
- JP6703192B2 JP6703192B2 JP2019521803A JP2019521803A JP6703192B2 JP 6703192 B2 JP6703192 B2 JP 6703192B2 JP 2019521803 A JP2019521803 A JP 2019521803A JP 2019521803 A JP2019521803 A JP 2019521803A JP 6703192 B2 JP6703192 B2 JP 6703192B2
- Authority
- JP
- Japan
- Prior art keywords
- support structure
- dimensional
- layer
- dimensional object
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 106
- 238000000034 method Methods 0.000 title claims description 50
- 229920000642 polymer Polymers 0.000 claims description 141
- 239000000463 material Substances 0.000 claims description 69
- 239000003795 chemical substances by application Substances 0.000 claims description 62
- 238000000151 deposition Methods 0.000 claims description 48
- 238000007639 printing Methods 0.000 claims description 40
- 239000007787 solid Substances 0.000 claims description 18
- 239000004094 surface-active agent Substances 0.000 claims description 16
- 239000000853 adhesive Substances 0.000 claims description 15
- 230000001070 adhesive effect Effects 0.000 claims description 15
- 239000000975 dye Substances 0.000 claims description 10
- 239000012943 hotmelt Substances 0.000 claims description 10
- 239000002861 polymer material Substances 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 7
- 239000004014 plasticizer Substances 0.000 claims description 7
- 229920001223 polyethylene glycol Polymers 0.000 claims description 7
- 239000012080 ambient air Substances 0.000 claims description 6
- 230000008859 change Effects 0.000 claims description 6
- 229920002545 silicone oil Polymers 0.000 claims description 6
- 229920001971 elastomer Polymers 0.000 claims description 5
- 150000002148 esters Chemical class 0.000 claims description 5
- 229930195733 hydrocarbon Natural products 0.000 claims description 5
- 150000002430 hydrocarbons Chemical class 0.000 claims description 5
- 238000003475 lamination Methods 0.000 claims description 5
- 239000003921 oil Substances 0.000 claims description 5
- 239000005060 rubber Substances 0.000 claims description 5
- 239000002904 solvent Substances 0.000 claims description 5
- 239000000126 substance Substances 0.000 claims description 5
- 229920001451 polypropylene glycol Polymers 0.000 claims description 4
- 239000007850 fluorescent dye Substances 0.000 claims description 3
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 2
- 229920001577 copolymer Polymers 0.000 claims description 2
- 238000004090 dissolution Methods 0.000 claims description 2
- 239000011256 inorganic filler Substances 0.000 claims description 2
- 239000012766 organic filler Substances 0.000 claims description 2
- 229910003475 inorganic filler Inorganic materials 0.000 claims 1
- 229920002959 polymer blend Polymers 0.000 claims 1
- 239000010410 layer Substances 0.000 description 256
- 239000000976 ink Substances 0.000 description 114
- 230000008021 deposition Effects 0.000 description 26
- 239000000203 mixture Substances 0.000 description 20
- 230000008569 process Effects 0.000 description 20
- 239000007788 liquid Substances 0.000 description 13
- 239000004615 ingredient Substances 0.000 description 9
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 8
- -1 polybutylene terephthalate Polymers 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 239000013047 polymeric layer Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- CHBRHODLKOZEPZ-UHFFFAOYSA-N Clotiazepam Chemical compound S1C(CC)=CC2=C1N(C)C(=O)CN=C2C1=CC=CC=C1Cl CHBRHODLKOZEPZ-UHFFFAOYSA-N 0.000 description 5
- 238000011960 computer-aided design Methods 0.000 description 5
- 239000004205 dimethyl polysiloxane Substances 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 5
- 230000000295 complement effect Effects 0.000 description 4
- 238000005137 deposition process Methods 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000012782 phase change material Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- CUDYYMUUJHLCGZ-UHFFFAOYSA-N 2-(2-methoxypropoxy)propan-1-ol Chemical compound COC(C)COC(C)CO CUDYYMUUJHLCGZ-UHFFFAOYSA-N 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010100 freeform fabrication Methods 0.000 description 2
- 238000001540 jet deposition Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920006112 polar polymer Polymers 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229940068918 polyethylene glycol 400 Drugs 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000000110 selective laser sintering Methods 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229920003169 water-soluble polymer Polymers 0.000 description 2
- JNYAEWCLZODPBN-JGWLITMVSA-N (2r,3r,4s)-2-[(1r)-1,2-dihydroxyethyl]oxolane-3,4-diol Chemical compound OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O JNYAEWCLZODPBN-JGWLITMVSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- 238000010146 3D printing Methods 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 102000008186 Collagen Human genes 0.000 description 1
- 108010035532 Collagen Proteins 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 102000016942 Elastin Human genes 0.000 description 1
- 108010014258 Elastin Proteins 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 101000691618 Homo sapiens Inactive phospholipase C-like protein 1 Proteins 0.000 description 1
- 102100026207 Inactive phospholipase C-like protein 1 Human genes 0.000 description 1
- MGJKQDOBUOMPEZ-UHFFFAOYSA-N N,N'-dimethylurea Chemical compound CNC(=O)NC MGJKQDOBUOMPEZ-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920001214 Polysorbate 60 Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- NWGKJDSIEKMTRX-AAZCQSIUSA-N Sorbitan monooleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O NWGKJDSIEKMTRX-AAZCQSIUSA-N 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000002280 amphoteric surfactant Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 229920001436 collagen Polymers 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- IRXRGVFLQOSHOH-UHFFFAOYSA-L dipotassium;oxalate Chemical compound [K+].[K+].[O-]C(=O)C([O-])=O IRXRGVFLQOSHOH-UHFFFAOYSA-L 0.000 description 1
- 229920002549 elastin Polymers 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000012767 functional filler Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000012456 homogeneous solution Substances 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 239000002563 ionic surfactant Substances 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 150000002689 maleic acids Chemical class 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 150000002894 organic compounds Chemical group 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000848 poly(L-lactide-ε-caprolactone) Polymers 0.000 description 1
- 229920001606 poly(lactic acid-co-glycolic acid) Polymers 0.000 description 1
- 229940065514 poly(lactide) Drugs 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000000244 polyoxyethylene sorbitan monooleate Substances 0.000 description 1
- 235000010482 polyoxyethylene sorbitan monooleate Nutrition 0.000 description 1
- 239000001818 polyoxyethylene sorbitan monostearate Substances 0.000 description 1
- 235000010989 polyoxyethylene sorbitan monostearate Nutrition 0.000 description 1
- 229940113124 polysorbate 60 Drugs 0.000 description 1
- 229920000053 polysorbate 80 Polymers 0.000 description 1
- 229940068968 polysorbate 80 Drugs 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 102000004196 processed proteins & peptides Human genes 0.000 description 1
- 108090000765 processed proteins & peptides Proteins 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 150000003839 salts Chemical group 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 150000003384 small molecules Chemical group 0.000 description 1
- 239000001509 sodium citrate Substances 0.000 description 1
- NLJMYIDDQXHKNR-UHFFFAOYSA-K sodium citrate Chemical compound O.O.[Na+].[Na+].[Na+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O NLJMYIDDQXHKNR-UHFFFAOYSA-K 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/58—Applying the releasing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/60—Releasing, lubricating or separating agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
Description
本出願は、2016年8月30日に出願された米国仮出願第62/381,300号の優先権および恩典を主張する。上記出願の教示全体が、参照により本明細書に組み入れられる。
コンピュータ支援設計(CAD)ソリッドモデリングシステムの使用の増加に伴い、CAD出力データを三次元の物理的物体へ変換することを可能にする製造技術の新しい最先端領域が登場した。この技術は、一般に付加製造(例えば、固体自由形状製造または積層製造)と呼ばれ、層ごとおよびポイントごとに物体を構築する工程を伴う。市販の固体自由形状製造システムの例としては、光造形法(stereo lithography)、選択的レーザー焼結法、薄膜積層法(laminated object manufacturing)、および熱溶解積層法が挙げられる。固体自由形状製造システムの他の例は、当業者に公知である。
(a)プロセッサを使用して、支持構造体を必要とする三次元物体の領域を特定する工程;
(b)プロセッサを使用して、該三次元物体のための支持構造体を仮想的に生成する工程;
(c)プロセッサを使用して、該支持構造体および該三次元物体を含むシーンを層へ仮想的にスライスする工程;
(d)プロセッサを使用して、該支持構造体が該三次元物体に隣接している各層の領域を特定する工程;
(e)支持構造体および/または三次元物体のポリマー層を堆積させる印刷装置;
(f)剥離剤を含む層を該支持構造体および/または該三次元物体の該ポリマー層の少なくとも一部分の上に堆積させる印刷装置;ならびに
(g)該三次元物体および/または該支持構造体の少なくとも1つのポリマー層を、該剥離剤を含む該層の上に堆積させる印刷装置
を含む三次元製造方法。
[本発明1002]
剥離剤が、装置の少なくとも1つの印刷ヘッドを介して堆積されるインクである、本発明1001の三次元製造方法。
[本発明1003]
三次元物体と支持構造体に隣接している特定された領域が、二次元画像ファイルに変換される、本発明1001の三次元製造方法。
[本発明1004]
支持構造体がポリマー材料から形成され、該支持構造体ポリマー材料が、三次元物体を形成するために使用されるポリマー材料と同じものである、本発明1001の三次元製造方法。
[本発明1005]
支持構造体がポリマー材料から形成され、該支持構造体ポリマー材料が、三次元物体を形成するために使用されるポリマー材料とは異なる、本発明1001の三次元製造方法。
[本発明1006]
支持構造体が外側インク層を有し、該外側インク層が、三次元物体を形成するポリマー材料に可溶性である少なくとも1つの成分を含む、本発明1001の三次元製造方法。
[本発明1007]
外側インク層の前記少なくとも1つの成分が、支持構造体のポリマー材料が溶けるのを加速させる、本発明1006の三次元製造方法。
[本発明1008]
剥離剤が、シリコーン油、油および炭化水素、ポリエチレングリコール、ポリプロピレングリコール、エステル、界面活性剤、水溶性ゴム、可塑剤中または揮発性溶媒中の固体剥離物質、低粘着性接着剤、ならびにこれらの組み合わせからなる群より選択される材料により製剤化されている、本発明1001の三次元製造方法。
[本発明1009]
剥離剤が、非反応性化学作用、反応性化学作用、または相変化材料に基づく、本発明1001の三次元製造方法。
[本発明1010]
シーンをスライスしている時に支持構造体と三次元物体との間に空間が仮想的に生成される、本発明1001の三次元製造方法。
[本発明1011]
前記空間の厚さが、ポリマー層の厚さの0.1%〜100%である、本発明1010の三次元製造方法。
[本発明1012]
前記空間の厚さが、ポリマー層の厚さの約50%である、本発明1010の三次元製造方法。
[本発明1013]
前記空間の厚さが、三次元物体の曲率に基づいて調節される、本発明1010の三次元製造方法。
[本発明1014]
支持構造体、三次元物体、または支持構造体および三次元物体のフィラメント密度が、三次元製造プロセス中に調節される、本発明1001の三次元製造方法。
[本発明1015]
フィラメント密度の変動が、公称フィラメント密度の0.1〜2.0の範囲内である、本発明1014の三次元製造方法。
[本発明1016]
三次元物体および/または支持構造体の少なくとも1つのポリマー層が、剥離剤を含む層の堆積の前に強制冷却される、本発明1001の三次元製造方法。
[本発明1017]
前記少なくとも1つのポリマー層が、周囲空気もしくは外気を適用することによってまたは圧縮気体を適用することによって強制冷却される、本発明1016の三次元製造方法。
[本発明1018]
三次元物体が、熱溶解積層法を使用して形成される、本発明1001の三次元製造方法。
[本発明1019]
剥離剤を含む層が、紫外線吸収色素または蛍光色素を含む、本発明1001の三次元製造方法。
[本発明1020]
剥離剤を含む層が、支持構造体が三次元物体に隣接している特定された領域で、該三次元物体と該支持構造体との間に堆積される、本発明1001の三次元製造方法。
[本発明1021]
剥離剤の濃度が、三次元物体の曲率に基づいて調節される、本発明1001の三次元製造方法。
[本発明1022]
(a)三次元プリンタの使用により、三次元物体を形成する工程;および
(b)該三次元物体の形成中に、三次元プリンタの使用により、該三次元物体に隣接する支持構造体を形成する工程
を含み、
剥離剤を含む層が、該三次元物体と該支持構造体との間に堆積される、
三次元製造方法。
[本発明1023]
(a)三次元プリンタの使用により、三次元物体を形成する工程;および
(b)該三次元物体の形成中に、三次元プリンタの使用により、該三次元物体に隣接する支持構造体を形成する工程
を含み、
該支持構造体および/または該三次元物体の少なくとも1つの外側ポリマー層に強制冷却が適用される、
三次元製造方法。
[本発明1024]
(a)三次元プリンタの使用により、三次元物体を形成する工程;および
(b)該三次元物体の形成中に、三次元プリンタの使用により、該三次元物体に隣接する支持構造体を形成する工程
を含み、
剥離剤を含む層が、該三次元物体と該支持構造体との間に堆積され、該剥離剤が、2つの連続するポリマー層間の接着を妨げる、
三次元製造方法。
[本発明1025]
(a)外側ポリマー層を有する三次元印刷された物体と、
(b)外側ポリマー層を有する三次元印刷された支持構造体と、
(c)該三次元物体の該外側ポリマー層と該支持構造体の該外側ポリマー層との間に堆積された、剥離剤を含む層と
を含む製品。
上記考察した本発明の特徴および多くの他の特徴ならびに付随する利点は、本発明の以下の詳細な説明を参照することによってよりよく理解されるであろう。更に、ここで説明される様々な態様の特徴は、互いに排他的ではなく、様々な組み合わせおよび順序で存在することができることを理解すべきである。
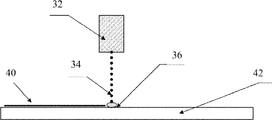
支持構造体から容易に取り外し可能である様々な三次元物体を生産することが可能な三次元製造方法および装置を提供することが望ましい。本発明のいくつかの局面に従うと、剥離層、または剥離剤を含む層が、製造される三次元物体と支持構造体との間に堆積される。三次元物体と支持構造体との間の仮想空間を、三次元製造ソフトウエアを使用して生成することができ、その空間は、製造時、特定された空間内に剥離層を堆積させる前に、拡大または縮小してもよい。三次元物体および/または支持構造体を形成するために使用されるポリマーのフィラメント密度は、公称フィラメント密度に対して調節(例えば、低減または増加)されてもよい。三次元物体および/または支持構造体の外側ポリマー層(複数可)は、強制冷却されてもよい。
74%のDMS-T05ポリジメチルシロキサン(Gelest)、25%のDMS-T21ポリジメチルシロキサン(Gelest)、および1%の相溶性液体色素を含有するインクを調製した。色素は、印刷プロセスにおけるインクの視認性を提供するために加えたが、組成物に必要とされる成分ではない。すべての成分を共に加え、混合物を均質になるまで撹拌した。混合物を、次いで、1.0ミクロンガラス繊維フィルタで真空濾過した。得られたインクは、20℃で13cpsの粘度を有した。
57.5%のDMS-T05ポリジメチルシロキサン、40%のDMS-T21ポリジメチルシロキサン(Gelest)、2%のDMS-T31ポリジメチルシロキサン(Gelest)、および0.5%の相溶性液体色素を含有するインクを調製した。色素は、印刷プロセスにおけるインクの視認性を提供するために加えたが、組成物に必要とされる成分ではない。すべての成分を共に加え、混合物を均質になるまで撹拌した。混合物を、次いで、1.0ミクロンガラス繊維フィルタで濾過した。得られたインクは、22℃で24cpsの粘度を有した。
60%のポリエチレングリコール400(Sigma)、38%のジプロピレングリコールメチルエーテル(Spectrum Chemicals)、1%のBYK333界面活性剤(BYK Chemie)、および1%の相溶性液体色素を含有するインクを調製した。色素は、印刷プロセスにおけるインクの視認性を提供するために加えたが、組成物に必要とされる成分ではない。ポリエチレングリコール400、ジプロピレングリコールメチルエーテル、および界面活性剤を、最初に共に加え、均質な溶液を形成するまで撹拌した。次いで色素を加え、混合物を均質になるまで撹拌した。次いで、混合物を1.0ミクロンガラス繊維フィルタで濾過した。得られたインクは、22℃で26cpsの粘度を有した。
39.5%のDowanol PPh、39.5%のDowanol TMP、20.7%のSpan 80、および0.3%の相溶性色素を含有するインクを調製した。色素は、印刷プロセスにおけるインクの視認性を提供するために加えたが、組成物に必要とされる成分ではない。成分のすべてを共に加え、混合物を均質になるまで撹拌した。次いで、混合物を1.0ミクロンガラス繊維フィルタで真空濾過した。得られたインクは、20℃で17cpsの粘度を有した。
Claims (21)
- プロセッサを使用して、支持構造体を必要とする三次元物体の領域を特定する工程;
プロセッサを使用して、該三次元物体のための支持構造体を仮想的に生成する工程;
プロセッサを使用して、該支持構造体および/または該三次元物体を含むシーンを層へ仮想的にスライスする工程;
プロセッサを使用して、該支持構造体が該三次元物体に隣接している任意の層の領域を特定する工程;
第1の印刷装置により、支持構造体および/または三次元物体のうちの一方の少なくとも1つの第1のポリマー層を形成するポリマーフィラメントを堆積させる工程;
第2の印刷装置により、剥離剤を含む層を該第1のポリマー層の少なくとも一部分の上に堆積させる工程;ならびに
該第1の印刷装置により、該支持構造体および/または該三次元物体のうちの他方の少なくとも1つの第2のポリマー層を形成するポリマーフィラメントを、該剥離剤を含む該層の上に堆積させる工程
を含み、
該支持構造体または該三次元物体のうちの少なくとも一方のフィラメント密度が、三次元製造プロセス中に調節され、
シーンをスライスしている時に支持構造体と三次元物体との間の空間が仮想的に生成され、
前記空間の厚さが、三次元物体の曲率に基づいて調節される、
三次元製造方法。 - 剥離剤が、第2の印刷装置の少なくとも1つの印刷ヘッドを介して堆積されるインクである、請求項1記載の三次元製造方法。
- 三次元物体と支持構造体に隣接している特定された領域が、二次元画像ファイルに変換される、請求項1記載の三次元製造方法。
- 支持構造体が、三次元物体を形成するポリマー材料と同じものであるポリマー材料から形成される、請求項1記載の三次元製造方法。
- 支持構造体が、三次元物体を形成するポリマー材料とは異なるポリマー材料から形成される、請求項1記載の三次元製造方法。
- インクが、三次元物体を形成するポリマー材料に可溶性である少なくとも1つの成分を含む、請求項2記載の三次元製造方法。
- インクの前記少なくとも1つの成分が、支持構造体のポリマー材料が溶けるのを加速させる、請求項6記載の三次元製造方法。
- 剥離剤が、シリコーン油、油および炭化水素、ポリエチレングリコール、ポリプロピレングリコール、エステル、界面活性剤、水溶性ゴム、可塑剤中もしくは揮発性溶媒中の固体剥離物質、低粘着性接着剤、またはこれらの組み合わせからなる群より選択される材料により製剤化されている、請求項1記載の三次元製造方法。
- 剥離剤が、非反応性化学作用、反応性化学剥離剤、または相変化剥離剤に基づく、請求項1記載の三次元製造方法。
- 前記空間の厚さが、第1のポリマー層の厚さの0.1%〜100%である、請求項1記載の三次元製造方法。
- 前記空間の厚さが、第1のポリマー層の厚さの約50%である、請求項1記載の三次元製造方法。
- フィラメント密度の変動が、公称フィラメント密度の0.1〜2.0倍の範囲内である、請求項1記載の三次元製造方法。
- 剥離剤を含む層の堆積の前に前記少なくとも1つの第1のポリマー層を強制冷却する工程を更に含む、請求項1記載の三次元製造方法。
- 前記少なくとも1つの第1のポリマー層が、周囲空気もしくは外気を適用することによってまたは圧縮気体を適用することによって強制冷却される、請求項13記載の三次元製造方法。
- 三次元物体が、熱溶解積層法を使用して形成される、請求項1記載の三次元製造方法。
- 剥離剤を含む層が、紫外線吸収色素または蛍光色素を含む、請求項1記載の三次元製造方法。
- プロセッサを使用して、支持構造体を必要とする三次元物体の領域を特定する工程;
プロセッサを使用して、該三次元物体のための支持構造体を仮想的に生成する工程;
プロセッサを使用して、該支持構造体および/または該三次元物体を含むシーンを層へ仮想的にスライスする工程;
プロセッサを使用して、該支持構造体が該三次元物体に隣接している任意の層の領域を特定する工程;
第1の印刷装置により、支持構造体および/または三次元物体のうちの一方の少なくとも1つの第1のポリマー層を形成するポリマーフィラメントを堆積させる工程;
第2の印刷装置により、剥離剤を含む層を該第1のポリマー層の少なくとも一部分の上に堆積させる工程;ならびに
該第1の印刷装置により、該支持構造体および/または該三次元物体のうちの他方の少なくとも1つの第2のポリマー層を形成するポリマーフィラメントを、該剥離剤を含む該層の上に堆積させる工程
を含み、
該剥離剤の濃度が、該三次元物体の曲率に基づいて調節される、
三次元製造方法。 - 第1のポリマー層および第2のポリマー層が、第1の印刷装置の少なくとも1つの押出機ヘッドにより堆積される、請求項1記載の三次元製造方法。
- 剥離剤が感圧性接着剤である、請求項1記載の三次元製造方法。
- 剥離剤が、第1のポリマー層の表面上に皮膜を形成する少なくとも1つの成分を含む、請求項1記載の三次元製造方法。
- 第1のポリマー層および第2のポリマー層が、単一ポリマー、コポリマー、ポリマー混合物、またはこれらの任意の組み合わせのうちの少なくとも1つと、無機充填剤または有機充填剤のうちの少なくとも1つとを含む、請求項1記載の三次元製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662381300P | 2016-08-30 | 2016-08-30 | |
| US62/381,300 | 2016-08-30 | ||
| PCT/US2017/042223 WO2018044399A1 (en) | 2016-08-30 | 2017-07-14 | Method of fabricating a three-dimensional object with removable support structure |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020081822A Division JP2020121571A (ja) | 2016-08-30 | 2020-05-07 | 取り外し可能な支持構造体を伴う三次元物体を製造する方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019528203A JP2019528203A (ja) | 2019-10-10 |
| JP6703192B2 true JP6703192B2 (ja) | 2020-06-03 |
Family
ID=61309464
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019521803A Expired - Fee Related JP6703192B2 (ja) | 2016-08-30 | 2017-07-14 | 取り外し可能な支持構造体を伴う三次元物体を製造する方法 |
| JP2020081822A Pending JP2020121571A (ja) | 2016-08-30 | 2020-05-07 | 取り外し可能な支持構造体を伴う三次元物体を製造する方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020081822A Pending JP2020121571A (ja) | 2016-08-30 | 2020-05-07 | 取り外し可能な支持構造体を伴う三次元物体を製造する方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190193335A1 (ja) |
| EP (1) | EP3507093A4 (ja) |
| JP (2) | JP6703192B2 (ja) |
| KR (2) | KR102077206B1 (ja) |
| CN (1) | CN109982848A (ja) |
| WO (1) | WO2018044399A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK3743262T3 (da) * | 2018-01-23 | 2022-02-21 | Local Motors Ip Llc | Additivt fremstillet struktur og fremgangsmåde til fremstilling af denne |
| EP3749717A1 (en) * | 2018-02-05 | 2020-12-16 | 3M Innovative Properties Company | Radiation-curable composition containing mercapto-functional polyorganosiloxanes for additive-manufacturing technology |
| JP7023145B2 (ja) * | 2018-03-12 | 2022-02-21 | エス.ラボ株式会社 | 造形装置および造形方法 |
| EP3810401B1 (en) | 2018-06-22 | 2022-08-03 | 3D Systems, Inc. | Method of verifying integrity of a post-process removal of support material |
| JP7093857B2 (ja) | 2018-06-22 | 2022-06-30 | スリーディー システムズ インコーポレーテッド | 蛍燐光体を含む3dプリント用の造形材料およびサポート材料 |
| US11104079B2 (en) | 2018-06-22 | 2021-08-31 | 3D Systems, Inc. | Three-dimensional article having permanent phosphor indicia formed from sacrificial support material |
| JP7159777B2 (ja) * | 2018-10-15 | 2022-10-25 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| DE102019002936A1 (de) * | 2019-04-23 | 2020-10-29 | Universität Stuttgart | Wasserlösliche Stützstrukturen für das Strangablegeverfahren |
| WO2020250229A1 (en) * | 2019-06-13 | 2020-12-17 | Stratasys Ltd. | System and method for 3d printing a support structure |
| CN111168064B (zh) * | 2019-12-02 | 2022-04-05 | 西安铂力特增材技术股份有限公司 | 一种基于增材制造的支撑自动修复方法 |
| DE102020104296A1 (de) * | 2020-02-19 | 2021-08-19 | Grob-Werke Gmbh & Co. Kg | Verfahren und vorrichtung zur additiven fertigung eines bauteils |
| CN111497222B (zh) * | 2020-05-15 | 2022-03-11 | 浙江迅实科技有限公司 | 一种快速去打印支撑的3d打印方法 |
| CN111497221B (zh) * | 2020-05-15 | 2022-04-01 | 浙江迅实科技有限公司 | 一种快速去打印支撑的3d打印机 |
| KR102305843B1 (ko) * | 2020-05-18 | 2021-09-28 | (주)메타몰프 | 3d 프린터의 슬라이스 데이터 생성 방법 및 장치 |
| EP4116063A1 (en) * | 2021-07-07 | 2023-01-11 | ACMIT Gmbh | Method for the additive manufacturing of a shaped body |
| CN114042935A (zh) * | 2021-10-28 | 2022-02-15 | 西安交通大学 | 一种用于金属增材制造的水洗支撑材料及成型方法 |
| US11890677B2 (en) | 2021-12-23 | 2024-02-06 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| US20240009935A1 (en) * | 2022-07-07 | 2024-01-11 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| US20240009934A1 (en) * | 2022-07-07 | 2024-01-11 | Xerox Corporation | Fracturable support structure and method of forming the structure |
| DE102022121548A1 (de) * | 2022-08-25 | 2024-03-07 | Tesa Se | Verfahren zum Drucken von dreidimensionalen Strukturen mit verringertem Aufarbeitungsaufwand |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0655317A1 (en) * | 1993-11-03 | 1995-05-31 | Stratasys Inc. | Rapid prototyping method for separating a part from a support structure |
| US5503785A (en) * | 1994-06-02 | 1996-04-02 | Stratasys, Inc. | Process of support removal for fused deposition modeling |
| US7314591B2 (en) * | 2001-05-11 | 2008-01-01 | Stratasys, Inc. | Method for three-dimensional modeling |
| US6165406A (en) * | 1999-05-27 | 2000-12-26 | Nanotek Instruments, Inc. | 3-D color model making apparatus and process |
| US7300619B2 (en) * | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| AU2008265898B2 (en) * | 2007-06-15 | 2013-11-28 | Research Triangle Institute | Androstane and pregnane steroids with potent allosteric GABA receptor chloride ionophore modulating properties |
| US8936742B2 (en) * | 2010-09-28 | 2015-01-20 | Drexel University | Integratable assisted cooling system for precision extrusion deposition in the fabrication of 3D scaffolds |
| JP5905477B2 (ja) * | 2010-10-27 | 2016-04-20 | ファイル2パート インコーポレイテッド | 三次元物体の造形プロセスおよび造形装置 |
| CN104870171A (zh) * | 2012-11-09 | 2015-08-26 | 赢创工业集团股份有限公司 | 多色挤出式3d打印 |
| ES2744404T3 (es) * | 2013-03-14 | 2020-02-25 | Stratasys Ltd | Laminado y/o texturizado para impresión tridimensional |
| WO2014199231A2 (en) * | 2013-05-24 | 2014-12-18 | Looking Glass Hk Ltd. | Method for manufacturing a physical volumetric representation of a virtual three-dimensional object |
| US20160243619A1 (en) * | 2013-10-17 | 2016-08-25 | Xjet Ltd. | Methods and systems for printing 3d object by inkjet |
| JP6294659B2 (ja) * | 2013-12-26 | 2018-03-14 | 株式会社ミマキエンジニアリング | 造形物の製造方法及び制御装置 |
| WO2016115046A1 (en) * | 2015-01-12 | 2016-07-21 | Polyone Corporation | Support material for 3d printing of polymer compounds |
-
2017
- 2017-07-14 EP EP17847127.2A patent/EP3507093A4/en not_active Withdrawn
- 2017-07-14 KR KR1020197008696A patent/KR102077206B1/ko active IP Right Grant
- 2017-07-14 US US16/329,711 patent/US20190193335A1/en not_active Abandoned
- 2017-07-14 WO PCT/US2017/042223 patent/WO2018044399A1/en unknown
- 2017-07-14 KR KR1020207003660A patent/KR20200016410A/ko not_active Application Discontinuation
- 2017-07-14 JP JP2019521803A patent/JP6703192B2/ja not_active Expired - Fee Related
- 2017-07-14 CN CN201780067430.7A patent/CN109982848A/zh active Pending
-
2020
- 2020-05-07 JP JP2020081822A patent/JP2020121571A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR102077206B1 (ko) | 2020-02-14 |
| EP3507093A4 (en) | 2020-04-08 |
| EP3507093A1 (en) | 2019-07-10 |
| CN109982848A (zh) | 2019-07-05 |
| WO2018044399A1 (en) | 2018-03-08 |
| KR20200016410A (ko) | 2020-02-14 |
| US20190193335A1 (en) | 2019-06-27 |
| JP2019528203A (ja) | 2019-10-10 |
| JP2020121571A (ja) | 2020-08-13 |
| KR20190039440A (ko) | 2019-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6703192B2 (ja) | 取り外し可能な支持構造体を伴う三次元物体を製造する方法 | |
| US11097472B2 (en) | Generating three-dimensional objects | |
| TWI583538B (zh) | 產生三維物件之技術 | |
| US10286601B2 (en) | Color or multi-material three-dimensional (3D) printing | |
| US10518476B2 (en) | Generating a three-dimensional object | |
| CN106827527B (zh) | 三维造型物的制造方法 | |
| US20200131364A1 (en) | Poylmeric composition for use as a temporary support material in extrusion based additive manufacturing | |
| JP6444077B2 (ja) | 三次元構造物の形成装置および形成方法 | |
| JP6292857B2 (ja) | 構造体の製造方法 | |
| CN103189186A (zh) | 三维成形装置和三维成形方法 | |
| JP6686302B2 (ja) | 活性エネルギー線硬化型組成物、活性エネルギー線硬化型インク、組成物収容容器、像形成装置、像形成方法、硬化物、成形加工品 | |
| JP2015123743A (ja) | 立体造形システム、立体情報処理プログラム及び立体物の製造方法 | |
| JP2015123687A (ja) | 造形物の製造方法及び制御装置 | |
| EP3052301B1 (en) | Color or multi-material three-dimensional (3d) printing | |
| CN106313567A (zh) | 多功能复合打印装置 | |
| WO2017067614A1 (en) | Printhead recovery | |
| JP6730412B2 (ja) | 3次元物体の生成 | |
| JP2020059227A (ja) | 立体造形物の製造方法及び立体造形物の製造装置 | |
| JP2019072970A (ja) | 立体造形物の製造方法及び立体造形用サポート材組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190422 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190527 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190422 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190422 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190902 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200408 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6703192 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |