JP6669523B2 - Die bonder and method of manufacturing semiconductor device - Google Patents
Die bonder and method of manufacturing semiconductor device Download PDFInfo
- Publication number
- JP6669523B2 JP6669523B2 JP2016025812A JP2016025812A JP6669523B2 JP 6669523 B2 JP6669523 B2 JP 6669523B2 JP 2016025812 A JP2016025812 A JP 2016025812A JP 2016025812 A JP2016025812 A JP 2016025812A JP 6669523 B2 JP6669523 B2 JP 6669523B2
- Authority
- JP
- Japan
- Prior art keywords
- illumination
- die
- lighting system
- die bonder
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004065 semiconductor Substances 0.000 title claims description 34
- 238000004519 manufacturing process Methods 0.000 title claims description 32
- 238000005286 illumination Methods 0.000 claims description 142
- 238000000034 method Methods 0.000 claims description 27
- 239000013074 reference sample Substances 0.000 claims description 12
- 230000001678 irradiating effect Effects 0.000 claims description 11
- 238000012545 processing Methods 0.000 claims description 10
- 238000003384 imaging method Methods 0.000 claims description 9
- 230000005540 biological transmission Effects 0.000 claims description 3
- 239000002131 composite material Substances 0.000 claims description 3
- 239000000126 substance Substances 0.000 claims description 3
- 239000000758 substrate Substances 0.000 description 20
- 238000003860 storage Methods 0.000 description 9
- 238000004891 communication Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 8
- 238000010276 construction Methods 0.000 description 7
- 238000007689 inspection Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 230000002950 deficient Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000012937 correction Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 230000014509 gene expression Effects 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images























Landscapes
- Die Bonding (AREA)
Description
本発明は、半導体装置の製造技術に関し、特に、複数のダイボンダを用いる半導体装置の製造工程に適用して有効な技術に関する。 The present invention relates to a semiconductor device manufacturing technique, and more particularly to a technique effective when applied to a semiconductor device manufacturing process using a plurality of die bonders.
半導体製品の製造工程において用いられるダイボンダは、半導体製品の高集積化による多ピン化・狭ピッチ化やSiP(System in Package)の普及に伴い、より高精度なダイ(半導体チップ)の位置決め精度が要求されている。 As the die bonder used in the manufacturing process of semiconductor products increases the number of pins and pitches due to the higher integration of semiconductor products and the spread of SiP (System in Package), more accurate die (semiconductor chip) positioning accuracy becomes higher. Has been requested.
一方、半導体製品の商品サイクルの短期化や少量多品種生産に対応するため、生産立ち上げ時間の最小化や実稼働率の最大化などの生産性向上も重要な課題となっている。 On the other hand, in order to cope with the shortening of the product cycle of semiconductor products and the production of small-quantity multi-products, improvement of productivity such as minimizing the production start-up time and maximizing the actual operation rate is also an important issue.
一般的に、ダイボンダでのダイの位置決めは、ダイやサブストレート基板に照明システムで光を照射し、カメラにより撮像した画像を画像処理することにより、行われている。そのため、ダイの位置決め精度は、照明システムの光量(照明出力)に大きく影響される。 In general, positioning of a die by a die bonder is performed by irradiating a die or a substrate substrate with light by an illumination system and processing an image captured by a camera. Therefore, the positioning accuracy of the die is greatly affected by the light amount (illumination output) of the illumination system.
本技術分野の背景技術として、特許文献1のような技術がある。特許文献1には、「印加電圧と発振エネルギー量とを、単位パルス数毎、又は単位時間毎に取り込み、演算により両者の関係式を更新することで、良好なエネルギー量制御が可能な露光装置」が開示されている。
As a background art in this technical field, there is a technique as disclosed in
また、特許文献2には、「半導体ウェハを照明する照明光の光量をミラーチップからの反射光の影響を受ける部分ではその影響の度合に応じて影響を受けない部分よりも減少させることにより、ミラーチップからの反射光の影響を受ける部分に良品マークが付された不良チップが存在しても、不良チップを判別することができる半導体チップのピックアップ装置」が開示されている。
Further,
また、特許文献3には、「画像認識におけるコントラスト値を最適に設定するコントラスト値最適化装置を備えたダイボンダ」が開示されている。
ところで、一般的な半導体製造ラインにおいては、同じ機種の半導体製造装置を複数台設置し、1台の装置で予め条件出しを行い、それに基づいてレシピデータを作成し、他の装置へレシピデータを移植することで、同条件で処理する方法が行われている。これにより、生産立ち上げに要する時間を最小限に抑えつつ、複数台の装置において同条件での処理が可能となる。 By the way, in a general semiconductor manufacturing line, a plurality of semiconductor manufacturing apparatuses of the same model are installed, conditions are set in advance by one apparatus, recipe data is created based on the conditions, and the recipe data is sent to another apparatus. By transplanting, a method of processing under the same conditions is being performed. This makes it possible to perform processing under the same conditions in a plurality of apparatuses while minimizing the time required for starting up production.
ダイボンダにおいても、ダイの位置決めや検査で用いる画像取得に関するパラメータや座標、照明出力値などのレシピデータを予め1台の装置で品種毎に生成しておき、他の装置へ移植し着工する方法が取られている。 In a die bonder as well, recipe data such as parameters, coordinates, and illumination output values related to image acquisition used in die positioning and inspection are generated in advance by one device for each product type, and then transplanted to another device and started. Has been taken.
しかしながら、ダイボンダに搭載される照明システムは装置間で機差が存在する場合も多く、照明機差があるままレシピデータの移植を行うと、位置決めのマッチングスコア(一致率)の低下や検査判定値のズレなどを生じてしまう。 However, the lighting system mounted on the die bonder often has machine differences between the devices, and if the recipe data is transplanted with the lighting machine differences, the matching score (matching rate) of the positioning decreases and the inspection judgment value decreases. Will be shifted.
また、照明システムは経時的に劣化するが、その劣化の程度も装置間で機差があるため、装置間の機差が経時的に変化するという問題も生じる。 In addition, although the lighting system deteriorates with time, the degree of the deterioration varies between the devices, so that there is a problem that the machine difference between the devices changes with time.
これらの機差を補正するため、照度(光量)測定機や治具などを用いた調整が考えられるが、定期的なメンテナンスが必要となり、正確な機差の補正は非常に困難である。 In order to correct these machine differences, adjustment using an illuminance (light amount) measuring device, a jig, or the like can be considered, but regular maintenance is required, and accurate machine error correction is extremely difficult.
上記特許文献1は、光検出器の出力値に基づき光源から射出されるパルス光の強度を調整するものであるが、上記のような光源の機差に起因する課題は開示されておらず、光検出器自体に機差が存在することも考えられる。
また、上記特許文献2は、回路パターンが形成されずに光をほぼ全反射するミラーチップの影響を抑制するものであるが、特許文献1同様に、光源の機差に関する記述はない。
Further,
上記特許文献3は、チップ認識のパターンマッチングモデル登録時のコントラスト値最適化方法に関するものであるが、同様に、光源の機差の問題は触れられていない。
そこで本発明の目的は、照明出力の機差補正が容易で、高精度なダイ位置決めが可能なダイボンダを提供することにある。 SUMMARY OF THE INVENTION It is an object of the present invention to provide a die bonder which can easily correct a machine difference in illumination output and can perform high-accuracy die positioning.
また、本発明の別の目的は、ダイボンダの機差補正のための調整時間が短く、高精度なダイボンディングが可能な半導体装置の製造方法を提供することにある。 Another object of the present invention is to provide a method of manufacturing a semiconductor device in which an adjustment time for correcting a machine difference of a die bonder is short and high-precision die bonding is possible.
上記課題を解決するために、本発明は、出力値に比例した光量を発光可能な照明システムと、光量に比例した入力レベルを測定可能なカメラと、前記照明システムの出力制御および前記カメラで撮像した画像の画像処理を行う制御部と、を備えるダイボンダであって、前記照明システムは、各々独立して出力制御が可能な複数チャネルを有する複合照明システムからなり、前記制御部は、他のダイボンダから移植されたレシピデータに含まれるリファレンスサンプル画像において前記複数チャネル数と同一数の領域を選択し、前記レシピデータに基づいて前記複数チャネルの各々の照明システムから同時に光を照射して撮像した画像において前記リファレンスサンプル画像で選択した領域と同じ位置の領域を選択し、当該選択した前記画像の領域の各々の明度と、前記各々の照明システム単独で光を照射した際の当該各々の照明システムの出力値および前記カメラで撮像した画像の受光レベルの相関関係から、前記各々の照明システムの出力値を決定することを特徴とする。 In order to solve the above-described problems, the present invention provides an illumination system capable of emitting a light amount proportional to an output value, a camera capable of measuring an input level proportional to the light amount, an output control of the illumination system, and imaging by the camera. And a control unit for performing image processing of the obtained image, wherein the lighting system comprises a complex lighting system having a plurality of channels each capable of independently controlling output, and the control unit includes another die bonder. An image picked up by selecting the same number of regions as the number of the plurality of channels in the reference sample image included in the transplanted recipe data, and simultaneously irradiating light from each of the plurality of channels based on the recipe data. In, a region at the same position as the region selected in the reference sample image is selected, and the selected And each of the brightness range, from the correlation of the received light level of an image captured by the output value and the camera of the illumination system of the respective when irradiated with light by the illumination system independently of said each output of said each lighting system The value is determined.
また、本発明は、(a)他のダイボンダから移植されたレシピデータに含まれるリファレンスサンプル画像において複合照明システムのチャネル数と同一数の領域を選択する工程、(b)前記レシピデータに基づいて前記複合照明システムから同時に光を照射して撮像した画像において前記リファレンスサンプル画像で選択した領域と同じ位置の領域を選択し、当該選択した領域の各々の明度を測定する工程、(c)前記複合照明システムの各々の照明システム単独で光を照射した際の当該照明システムの出力値および前記各々の照明システム単独で光を照射して撮像した画像の受光レベルを測定する工程、(d)前記選択した前記画像の領域の各々の明度と、前記複数チャネルの各々の照明システム単独で光を照射した際の当該照明システムの出力値と、前記各々の照明システム単独で光を照射して撮像した画像の受光レベルとの相関関係から前記複合照明システムの各々の照明システムの出力値を決定する工程、を含む半導体装置の製造方法である。
Also, the present invention provides: (a) a step of selecting the same number of regions as the number of channels of the complex lighting system in a reference sample image included in recipe data transplanted from another die bonder; (b) based on the recipe data (C) selecting an area at the same position as an area selected in the reference sample image in an image captured by simultaneously irradiating light from the composite illumination system and measuring the brightness of each of the selected areas; step lighting of each illumination system system alone is irradiated with light by the illumination system independently of the output value and the each of the lighting system when irradiated with light to measure the received light levels of an image captured, the selection (d) and brightness of each area of the image, the lighting cis when irradiated with light by the illumination system independently of each of said plurality of channels A semiconductor device including an output value of the beam, the step of determining the output value of the illumination system of each of the composite lighting system from the correlation between the received light level of the image captured by irradiating light in the illumination system alone of the respective It is a manufacturing method of.
本願において開示される発明のうち、代表的な一実施の形態によって得られる効果を簡単に説明すれば以下の通りである。 The effects obtained by a representative embodiment of the invention disclosed in the present application will be briefly described as follows.
画像認識によりダイの位置決めを行うダイボンダにおいて、装置照明システムの機差補正が容易で、生産性の高いダイボンダを実現できる。 In a die bonder that positions a die by image recognition, it is possible to easily realize a die bonder that easily corrects machine differences in a device illumination system and has high productivity.
ダイボンダの機差補正のための調整時間が短く、高精度なダイボンディングが可能な半導体装置の製造方法を提供することができる。 It is possible to provide a method of manufacturing a semiconductor device capable of performing a highly accurate die bonding with a short adjustment time for correcting a machine difference of a die bonder.
上記した以外の課題、構成及び効果は、以下の実施形態の説明により明らかにされる。 Problems, configurations, and effects other than those described above will be apparent from the following description of the embodiments.
以下、図面を用いて本発明の実施例を説明する。なお、各図面および各実施例において同一又は類似の構成要素については同じ符号を付し、重複する部分についてはその詳細な説明を省略する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. In each drawing and each embodiment, the same or similar components are denoted by the same reference numerals, and detailed description of overlapping portions will be omitted.
先ず、図1から図3を用いて、本実施例のダイボンダの概略構成について説明する。図1はダイボンダの構成を示す正面図である。また、図2はダイボンダの光学系の構成を示し、図3は制御系の構成を示している。 First, a schematic configuration of the die bonder of the present embodiment will be described with reference to FIGS. FIG. 1 is a front view showing the configuration of the die bonder. FIG. 2 shows a configuration of an optical system of the die bonder, and FIG. 3 shows a configuration of a control system.
本実施例のダイボンダ1は、図1に示すように、主な構成部位として、フレームローダ2、プリフォームヘッド3、ウェハホルダ部4、ボンディングヘッド5、カメラ画像表示モニタ6を備えている。
As shown in FIG. 1, the
フレームローダ2からプリフォーム部(プリフォームヘッド3)に搬送されたサブストレート基板15は、プリフォーム部光学系7に搭載されたカメラで撮像され、その画像をもとに位置決めが行われる。位置決めされたサブストレート基板15は、プリフォームヘッド部でペースト塗布ユニット8により接着剤(ペースト)塗布が行われる。この接着剤(ペースト)塗布工程は、対象となる半導体製品の種類により、フィルム貼り付けの工程になったり、もしくは省かれる場合もある。
The
サブストレート基板15は、さらにボンディング部(ボンディングヘッド5)に搬送される。その後、ボンディング部光学系10に搭載されたカメラで撮像され、その画像をもとに位置決めが行われる。位置決めされたサブストレート基板15に、ウェハホルダ部4からピックアップ・ボンディングユニット11でピックアップしたダイをボンディングする。
The
ウェハ部では、ウェハリング12に取付けられているダイシングテープ13上に接着固定された状態でウェハ14が搬送され、ウェハ部光学系9にてウェハ14内の個々のダイの位置決めが行われる。
In the wafer section, the
接着剤(ペースト)塗布時、ボンディング時、ピックアップ時には、各々の工程に合わせて、サブストレート基板15とウェハ14を各部カメラにて撮像する。その撮像画像に基づき画像処理を用い、ダイの位置決めの他、不良マークの検出や検査が行われる。
At the time of applying the adhesive (paste), bonding, and picking up, the
ダイボンダ1の装置制御システムの簡単なブロック図を図3に示す。ボンディングカメラ、プリフォームカメラ、ウェハカメラの各カメラで撮像された画像データは、画像取込装置(キャプチャーボード)を介して記憶装置に保存される。記憶装置は、主記憶装置RAM(Random Access Memory)やHDD(Hard Disc Drive)などの補助記憶装置から構成される。
FIG. 3 shows a simple block diagram of the device control system of the
保存された画像データは、プログラムされたソフトウェアにより、制御・演算装置CPU(Central Processing Unit)において画像処理され、ワーク(サブストレート基板やダイ)の位置決めが行われる。 The stored image data is subjected to image processing in a control and arithmetic unit CPU (Central Processing Unit) by programmed software, and positioning of a work (substrate substrate or die) is performed.
制御・演算装置CPUが算出したワークの位置を元に、ソフトウェアによりモータ制御装置、センサやスイッチ制御などからなるI/O信号制御装置を介してXYテーブル等の駆動部を動かす。I/O信号制御装置により、モータやセンサ、照明装置なども制御される。 Based on the position of the work calculated by the control / arithmetic unit CPU, a drive unit such as an XY table is moved by software through an I / O signal control device including a motor control device, a sensor, and a switch control. The I / O signal control device also controls motors, sensors, lighting devices, and the like.
このプロセスによりウェハ上のダイの位置決めを行い、ピックアップ・ボンディングユニット11を駆動部で動作させ、ダイをサブストレート基板15上にボンディングする。なお、ワークの撮像に使用されるカメラは、グレースケール画像やカラー画像等であり、光強度を数値化する。
With this process, the die on the wafer is positioned, the pickup / bonding unit 11 is operated by the drive unit, and the die is bonded on the
また、画像取込装置やI/O信号制御装置は、タッチパネルやマウス、モニタなどと共に入出力装置に搭載される。 The image capturing device and the I / O signal control device are mounted on the input / output device together with the touch panel, the mouse, the monitor, and the like.
次に、図4Aから図4Eを用いて、ダイボンダに搭載される照明システム(照明装置)のバリエーションについて説明する。 Next, a variation of an illumination system (illumination device) mounted on the die bonder will be described with reference to FIGS. 4A to 4E.
図4Aは同軸照明17の例を示している。光源18から放射された光をハーフミラー19により90°反射させてワーク(観察対象物)20に間接的に照射し、ワークに対する光の照射方向と同軸上に設けたカメラ16でハーフミラー19を介してワーク20を撮像する。ワークが平面的で、かつ鏡面反射する場合の撮像に向いている。
FIG. 4A shows an example of the
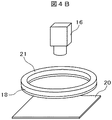
図4Bは斜光リング照明21の例である。カメラ16とワーク20の間にリング状の照明システム(照明装置)を設け、光源18から放射された光をワーク20に直接照射し、リングの間からワーク20を撮像する。ワーク20に対し、全方位から光を照射できるため、影のない均一な撮像画像を得ることができる。
FIG. 4B is an example of the
図4Cはドーム照明22の例である。カメラ16とワーク20の間にドーム型の照明システム(照明装置)を設け、光源18から放射された光をワーク20に直接照射し、ドームの頂部に設けられた開口からワーク20を撮像する。光源がドーム状であり、ワークが球形に近い場合の撮像に向いている。
FIG. 4C is an example of the
図4Dは斜光バー照明23の例である。カメラ16とワーク20の間に4つの斜光バー照明23が設けられており、ワーク20に対して4方向から光を照射できる。梨地面を有するワークの撮像に向いている。
FIG. 4D is an example of oblique
図4Eは透過照明24の例である。ワーク20を挟んでカメラ16の反対側に照明システム(照明装置)を設け、光源18から放射された光をワーク20に照射し、ワーク20を透過した光をカメラ16により撮像する。
FIG. 4E is an example of the transmitted
本実施例のダイボンダは、上記で説明した図4A〜図4Eの照明システム(照明装置)を被写体(ワーク)に応じて、複数種類組み合わせて照明システムを構築している。 In the die bonder of the present embodiment, an illumination system is constructed by combining a plurality of types of the illumination systems (illumination devices) described above with reference to FIGS. 4A to 4E according to a subject (work).
なお、光源色は単色以外に白色などが挙げられる。また、光源は出力調整を線形変化により調整可能なものを用いるのが好ましく、例えば、LED(Light Emitting Diode)のパルス調光デューティにて光量調節するシステムなどが挙げられる。 The light source color may be white in addition to the single color. Further, it is preferable to use a light source capable of adjusting the output by a linear change. For example, there is a system for adjusting the amount of light with a pulse dimming duty of an LED (Light Emitting Diode).
次に、カメラにより撮像した画像に基づき、ダイ位置決めを行う方法(アルゴリズム)について説明する。本実施例のダイボンダでは、主にテンプレートマッチングを用いて、一般に知られている正規化相関式で演算し、その結果を一致率とする。テンプレートマッチングには、リファレンス学習の倣い動作と連続着工用動作がある。 Next, a method (algorithm) of performing die positioning based on an image captured by a camera will be described. In the die bonder of the present embodiment, a template correlation is mainly used to perform an operation using a generally known normalized correlation equation, and the result is set as a coincidence rate. The template matching includes a copying operation for reference learning and an operation for continuous construction.
図5Aにリファレンス学習の倣い動作を示す。先ず、リファレンスサンプルを画像取得部に搬送し、カメラによりリファレンスサンプルの画像を取得する。撮像した画像内よりユニークな部分(図5Bのように他のパターンと比較して特徴的なパターン)をタッチパネルやマウスなどの入力装置(ヒューマンインターフェイス)により選択する。続いて、選択した領域(ワーク画像)とサンプルの位置関係(座標)を記憶装置に記憶する。最後に、選択領域の画像(テンプレート)を記憶装置に記憶する。 FIG. 5A shows a copying operation of reference learning. First, the reference sample is transported to the image acquisition unit, and the image of the reference sample is acquired by the camera. A unique portion (a characteristic pattern compared to other patterns as shown in FIG. 5B) is selected from the captured image by an input device (human interface) such as a touch panel or a mouse. Subsequently, the positional relationship (coordinates) between the selected area (work image) and the sample is stored in the storage device. Finally, the image (template) of the selected area is stored in the storage device.
図6Aに連続着工動作を示す。先ず、連続着工用の部材(ワーク)を画像取得部に搬送し、カメラにより連続着工用の部材の画像を取得する。続いて、先に取得したテンプレート画像と連続着工用の部材の取得画像を比較し、最も類似した部分の座標を算出する。最後に、算出した座標とリファレンスサンプルで測定した座標を比較し、連続着工部材の位置を算出する。例えば、図6Bのようにテンプレート画像の登録時の位置と連続着工用の部材の類似部分とのオフセットを算出する。 FIG. 6A shows a continuous construction operation. First, a member (work) for continuous construction is conveyed to an image acquisition unit, and an image of the member for continuous construction is acquired by a camera. Subsequently, the previously acquired template image is compared with the acquired images of the members for continuous construction, and the coordinates of the most similar portion are calculated. Finally, the calculated coordinates and the coordinates measured by the reference sample are compared to calculate the position of the continuous starting member. For example, as shown in FIG. 6B, an offset between a position at the time of registration of the template image and a similar portion of the member for continuous construction is calculated.
上記のテンプレートマッチングの他に、ダイシング溝の検出によりダイの位置決めを行う方法もある。図7に示すように、ダイ25およびその周囲のダイシングライン(ダイシング溝26)をカメラで撮像し、撮像画像の画像2値化もしくは輪郭抽出フィルタを用いて、ダイシングライン(ダイシング溝26)を検出する。この方法では、ダイシングライン(ダイシング溝26)の位置からダイ25の輪郭を割り出して、ダイ25の中心を求める。
In addition to the template matching described above, there is a method of positioning a die by detecting a dicing groove. As shown in FIG. 7, the
本実施例のダイボンダは、カメラおよび照明システム(照明装置)により、ダイ上の不良マークの有無や異物の有無の判定を行うことも可能である。図8に示すように、正常な製品の取得画像の明度と不良マークや異物27がある場合の取得画像の明度を比較することで、明度の違いから不良マークや異物の有無の検出(判定)を行うことができる。
The die bonder of this embodiment can also determine the presence or absence of a defective mark on a die and the presence or absence of a foreign substance by using a camera and an illumination system (illumination device). As shown in FIG. 8, by comparing the brightness of the acquired image of the normal product with the brightness of the acquired image when there is a defective mark or
次に、図9Aから図9Cを用いて、半導体製造ラインにおいて1台の装置で予め条件出しを行い、作成したレシピデータを他の装置へ移植する方法のバリエーションについて説明する。 Next, with reference to FIGS. 9A to 9C, a description will be given of a variation of a method in which conditions are set in advance by one apparatus in a semiconductor manufacturing line, and the created recipe data is transferred to another apparatus.
上記で説明したダイの位置決めや不良マーク・異物検査などで用いる画像、画像に関するパラメータ、座標、照明出力値などは各製品を着工するうえでのレシピのデータの一群として製品の種類毎に保続される。その群データをレシピデータと呼ぶ。レシピデータは、機差が補正された装置間では、他装置で生成したデータを移植して着工することが可能になる。 The images used for die positioning and defect mark / foreign matter inspection described above, parameters related to images, coordinates, lighting output values, etc. are maintained for each product type as a group of recipe data for starting each product. Is done. The group data is called recipe data. As for the recipe data, data generated by another device can be transplanted and started between devices whose machine differences have been corrected.
図9Aは、USBメモリやCD-ROMなどの外部記憶媒体28によりレシピデータを装置Aから装置Bへ、または、装置Bから装置Aへ移植する例を示している。図9Aのように、外部記憶媒体28を利用してレシピデータを装置間で移植することで、半導体製造ライン内に装置間の通信設備を設けることなく、レシピデータの移植が可能になる。
FIG. 9A shows an example in which the recipe data is transferred from the device A to the device B or from the device B to the device A by the
図9Bは、装置間を有線LANまたは無線LAN等の通信手段で接続し、レシピデータを移植する方法である。装置間に通信手段を設ける必要があるが、レシピデータの移植を自動化できるなどのメリットがある。 FIG. 9B shows a method of connecting the devices by a communication means such as a wired LAN or a wireless LAN and transplanting the recipe data. Although it is necessary to provide communication means between the devices, there are advantages such as automatic transfer of recipe data.
図9Cは、装置Aと装置Bとをホストコンピュータなどのパソコン(PC)を介して有線LANまたは無線LAN等で接続する例である。一般に、半導体製造ラインではライン内の半導体製造装置を監視制御する工程管理システムが設けられており、この工程管理システムを介して、レシピデータの移植を行うことも可能である。 FIG. 9C shows an example in which the device A and the device B are connected via a personal computer (PC) such as a host computer by a wired LAN or a wireless LAN. Generally, a semiconductor manufacturing line is provided with a process management system for monitoring and controlling semiconductor manufacturing devices in the line, and it is also possible to transfer recipe data via this process management system.
ここで、従来のダイボンダにおいて、レシピデータを移植する際の問題点について、詳しく説明する。上述したように、半導体製造ラインには複数のダイボンダが設置される。多くの場合ダイボンダ間には機差が存在する。特に、照明システム(照明装置)に機差があると、装置間でレシピデータを移植した場合、マッチングスコア(一致率)の低下や検査判定値のズレなどを生じる。 Here, a problem in transplanting recipe data in the conventional die bonder will be described in detail. As described above, a plurality of die bonders are installed in a semiconductor manufacturing line. In many cases, there are machine differences between die bonders. In particular, if there is a difference between the lighting systems (lighting devices), when the recipe data is transplanted between the devices, a decrease in the matching score (matching rate) or a deviation of the inspection determination value occurs.
照明出力の機差補正には、治具を用いて補正を行うことが考えられる。図10Aおよび図10Bに治具を用いた装置間の出力機差調整の例を示す。図10Aは照度測定機(光量測定機)を用いて直接発光強度を測定し調整する方法である。ワーク20上に照度測定機29を設置し、光源18からの照射光の光量を測定し、照明出力の調整を行う。図10Bは治具を用いて照明出力を補正する方法である。ワーク20上に反射治具30を設置し、光源18から放出される光を反射治具30に照射し、反射光をカメラ16で撮像することにより、照明出力の調整を行う。
It is conceivable to perform the correction using a jig for the machine difference correction of the illumination output. FIGS. 10A and 10B show an example of the output machine difference adjustment between devices using a jig. FIG. 10A shows a method of directly measuring and adjusting the luminous intensity using an illuminance measuring device (light amount measuring device). An
また、照明出力の機差は経時的にも変化する。光源、特にLEDは経時劣化する特性があり、出荷時に機差調整した装置であっても、時間の経過とともに光量の変化が生じる。照明出力の機差補正のため、図10Aや図10Bに示す方法で調整を行う必要があるが、いずれの場合も定期的なメンテナンスが必要になる。 Further, the difference in illumination output varies with time. Light sources, especially LEDs, have the property of deteriorating with time, and even with devices that have been adjusted at the time of shipment, the amount of light changes over time. In order to correct the difference between the illumination outputs, it is necessary to make adjustments by the methods shown in FIGS. 10A and 10B, but in any case, periodic maintenance is required.
さらに、図10Aのように照度測定機を用いた場合、光源との位置関係や測定機の向きなどの測定環境を一定とする必要があり、測定値の信頼度を保つのが容易ではない。従って、最終撮像結果と完全に調和が取れるかは保証できるわけではない。 Further, when an illuminance measuring device is used as shown in FIG. 10A, it is necessary to keep the measurement environment such as the positional relationship with the light source and the orientation of the measuring device constant, and it is not easy to maintain the reliability of the measured values. Therefore, it cannot be guaranteed that the image is completely harmonized with the final imaging result.
また、図10Bのように反射治具を用いた場合、最終撮像結果で反映できるメリットもあるが、表面の汚れなど治具の経時変化を管理しなければならない。これらの方法は一見出力領域全体で調整できるようにも見受けられるが、出力値(出力レベル)−発光光量の線形グラフ内でずれを持つ機差を合わせることは、図11に示すように、傾きと切片を同時に合わせることになり、出力階調を減らすなどの問題を生じるため、事実上不可能である。 Further, when a reflection jig is used as shown in FIG. 10B, there is an advantage that the reflection jig can be reflected in a final imaging result, but it is necessary to manage a change with time of the jig such as a stain on the surface. Although these methods seem to be able to be adjusted at first glance in the entire output area, matching the machine difference having a deviation in the linear graph of the output value (output level) -the amount of emitted light is performed by adjusting the slope as shown in FIG. And the intercept at the same time, which causes a problem such as a decrease in output gradation, and is practically impossible.
そのため出力領域のある部分に特化して調整しなければならない。それは反射率の異なるサンプルを生産する場合、結局は再調整を余儀なくされる。つまりは生産製品の品種に合わせた調整がその都度必要になる。 Therefore, the adjustment must be made specifically for a certain portion of the output area. If it produces samples with different reflectivity, it will eventually have to be readjusted. In other words, adjustment according to the type of production product is required each time.
また、ダイボンダでは、装置照明システムは品種の多様性、プロセスへの対応、位置決めや検査等のアルゴリズムの違いを網羅するため、1つのカメラに対し複数の種類の照明システム(チャネル)を搭載することが一般的である。例えば、図12Aに示すように、同軸照明17と斜光リング照明21が同時に搭載される。
In addition, in the die bonder, the device lighting system must be equipped with multiple types of lighting systems (channels) for one camera in order to cover the variety of products, process adaptation, and differences in algorithms such as positioning and inspection. Is common. For example, as shown in FIG. 12A, a
そのため、上記で述べた手法により照明機差の補正を行う場合、各々のチャネルにて調整する必要がある。また、照明システムを複合して使用するため、各々の照明で単独照射した場合の出力または反射率がいくつであったかを保持する必要がある。それがない場合に複数光源を用いて撮像した保存画像のみで照明出力値を補正する場合は、複数チャネルの照明を順次組み合わせ変更していき、明度が一致する組み合わせをローラー式に検索する必要があり、調整時間がチャネル数の積算値に比例して長くなるという問題もある。 Therefore, when correcting the illumination device difference by the method described above, it is necessary to adjust each channel. In addition, since the lighting system is used in combination, it is necessary to hold the output or the reflectance when each light is irradiated alone. In the absence of this, when correcting the illumination output value only with a stored image captured using multiple light sources, it is necessary to sequentially change the combination of the illumination of multiple channels and search for a combination that matches the brightness in a roller manner. There is also a problem that the adjustment time becomes longer in proportion to the integrated value of the number of channels.
そこで、本実施例のダイボンダは、図10Aや図10Bのような調整治具を必要とせず、短時間で容易に照明システム(照明装置)の機差補正ができるよう構成されている。以下、具体的に説明する。 Thus, the die bonder of the present embodiment is configured so that the adjustment of the illumination system (illumination device) can be easily performed in a short time without the need for the adjustment jig as shown in FIGS. 10A and 10B. Hereinafter, a specific description will be given.
なお、照明システムの例として、図12Aに示す同軸照明17と斜光リング照明21との複合照明システムを用いて説明する。また、レシピデータを作成する装置Aとレシピデータの移植先である装置Bとの通信は、図13に示すHOST管理システム(PC)を介して行う例を用いる。
As an example of the illumination system, a combined illumination system of the
本実施例では、図13に示すように、レシピデータが作成されるダイボンダ(装置A)と作成したレシピデータを移植するダイボンダ(装置B)がHOST管理システム(PC)で接続されており、レシピデータはHOST管理システム(PC)を介して装置Aから装置Bへ移植される。移植されるレシピデータには、テンプレートマッチングに用いられるテンプレート画像(リファレンスサンプル画像)や座標データ、照明出力などが含まれる。 In the present embodiment, as shown in FIG. 13, a die bonder (device A) for creating recipe data and a die bonder (device B) for transplanting the created recipe data are connected by a HOST management system (PC). The data is transferred from the device A to the device B via the HOST management system (PC). The transferred recipe data includes a template image (reference sample image) used for template matching, coordinate data, illumination output, and the like.
図13の装置A、装置Bには、ウェハ内のダイ(半導体チップ)を認識するカメラと照明システム(照明装置)が搭載されている。図12Aにその一例を示す。図12Aは、カメラ16、同軸照明17、斜光リング照明21からなるカメラ照明システム31であり、同軸照明17と斜光リング照明21は各々独立する2系統の調光チャネル(出力コントローラ32,33)を有している。
The devices A and B in FIG. 13 are equipped with a camera for recognizing a die (semiconductor chip) in a wafer and an illumination system (illumination device). FIG. 12A shows an example. Figure 12 A is a
図13に示すように、装置Aで作成したレシピデータをHOST管理システム(PC)を介して装置Bへ送る。この時、HOST管理システム(PC)は一定時間レシピデータを保持(保存)する場合もある。 As shown in FIG. 13, the recipe data created by the device A is sent to the device B via the HOST management system (PC). At this time, the HOST management system (PC) may hold (save) the recipe data for a certain period of time.
装置Bは装置AからHOST管理システム(PC)を介して受け取ったレシピデータの照明出力値をもとに、装置B自身で同じ製品を撮像する。このとき、装置Aと装置Bの照明出力の機差により装置Bでは装置Aと同様の画像を得ることができない場合がある。例えば、図13にダイ25の色の濃淡で示すように、照明出力の機差の影響により、製品の映り方が異なってしまう。 The device B captures the same product by itself based on the illumination output value of the recipe data received from the device A via the HOST management system (PC). At this time, there is a case where the same image as the device A cannot be obtained by the device B due to a difference in illumination output between the device A and the device B. For example, as shown by the shading of the color of the die 25 in FIG. 13, the appearance of the product is different due to the effect of the difference in the illumination output.
つまり、移植データを用いて装置Bでパターンマッチング処理を行うと、同様の製品であってもこの機差が要因でマッチング一致率、すなわちマッチングスコアが低下し、生産工程における不測の変化に対する耐久性(ロバスト性)を低下させ、ダイの位置決めなどの画像アルゴリズムを正常に処理できないケースが発生し得る。 In other words, when pattern matching is performed by the device B using the transplant data, even for similar products, the matching difference, that is, the matching score decreases due to this machine difference, and the durability against unexpected changes in the production process. (Robustness) may be reduced, and a case may occur where image algorithms such as die positioning cannot be processed normally.
このような照明システムの機差の問題に対し、レシピデータの移植先である装置Bにおいて、以下のような処理を行う。 The following processing is performed in the device B to which the recipe data is transplanted in order to solve the problem of the difference between the lighting systems.
先ず、移植されたテンプレート画像データ(以下、パターン画像Aとする)において、受光レベルが上限に振り切れていないポイント(領域)を2か所選択する。この選択するポイント数(領域数)は、照明システムのチャネル数と同数のポイント数を必要とする。 First, in the transplanted template image data (hereinafter, referred to as pattern image A), two points (regions) where the light receiving level has not exceeded the upper limit are selected. The number of points (the number of areas) to be selected requires the same number of points as the number of channels of the lighting system.
次に、移植したレシピデータにより装置Bで撮像した製品画像(以下、取得画像Bとする)の同じ位置の照度が受光レベルの上限に振り切れていないことを確認する。図14にポイント(領域)の選択を概念的に示す。装置Aから移植した画像データの2つのポイント(領域)を選択し、取得画像Bの同じ位置のポイント(領域)を選択する。 Next, it is confirmed from the transplanted recipe data that the illuminance at the same position in the product image captured by the device B (hereinafter, referred to as an acquired image B) does not exceed the upper limit of the light receiving level. FIG. 14 conceptually shows the selection of a point (region). Two points (regions) of the image data transplanted from the device A are selected, and a point (region) at the same position in the acquired image B is selected.
続いて、選択した2点に関し、以下の定義を行う。 Subsequently, the following definitions are made for the selected two points.
(1)それぞれの点をP1,P2とする。 (1) Let P1 and P2 be the respective points.
(2)各照明システムのチャネルをC1、C2とする。 (2) Let C1 and C2 be the channels of each lighting system.
(3)パターン画像AのP1,P2相当の位置の明度を各々GVP1,GVP2とする。(GV:Grayscale Value)
(4)装置Bにて各点を斜光リング照明のみ照射した時に撮像した画像の受光レベルをLC1P1,LC1P2とし、その出力をOC1とする。
(3) Let the brightness at the positions corresponding to P1 and P2 of the pattern image A be GVP1 and GVP2, respectively. (GV: Grayscale Value)
(4) The light receiving level of the image captured when each point is irradiated only with the oblique ring illumination by the device B is set to LC1P1, LC1P2, and the output is set to OC1.
(5)装置Bにて各点を同軸照明のみで照射した時に撮像した画像の受光レベルをLC2P1,LC2P2とし、その出力をOC2とする。 (5) The light receiving level of the image captured when each point is illuminated only by the coaxial illumination by the device B is set to LC2P1 and LC2P2, and the output is set to OC2.
(6)装置Aと同様な明るさの画像を得る時の斜光リングの照明出力をXC1、同軸の照明出力をXC2とする。 (6) The illumination output of the oblique light ring when obtaining an image having the same brightness as that of the device A is XC1, and the coaxial illumination output is XC2.
以下に説明する所定の条件下では、XC1およびXC2には式(1)、(2)の関係が成り立つ。 Under predetermined conditions described below, XC1 and XC2 satisfy the relations of Expressions (1) and (2).
![]()
![]()
![]()
![]()
同条件下では、式(1)、(2)のカッコ内は定数となるため、上記2式より構成される連立方程式を解くことにより、つまり式(1)、(2)からXC1,XC2を求めることにより、装置Bで装置Aと同じ画像を得る照明出力XC1,XC2を導くことができる。 Under the same conditions, the values in parentheses in Equations (1) and (2) are constants. Therefore, solving the simultaneous equations composed of the above two equations, that is, XC1 and XC2 from Equations (1) and (2) By obtaining this, it is possible to derive the illumination outputs XC1 and XC2 for obtaining the same image as the device A by the device B.
上記の処理により、XC1,XC2を求めるためには、先ず、対象となる照明システムが、出力数値に比例した光量を発光できる照明ユニットで構成されることが前提となる。主に、LEDのパルス調光システムなどである。 In order to obtain XC1 and XC2 by the above-described processing, first, it is premised that the target lighting system is configured by a lighting unit that can emit a light amount proportional to the output numerical value. Mainly, LED pulse dimming system.
また、撮像するカメラが光量に比例した入力レベルを測定できるカメラ(カメラシステム)であることも前提となる。例えば、ガンマ補正等の補正機能を持たないものである。 It is also assumed that the camera that captures an image is a camera (camera system) that can measure an input level proportional to the amount of light. For example, it does not have a correction function such as gamma correction.
図12Bは、同軸照明17、ダイボンダの基板搬送方向(X方向)に互いに対向して配置される一対の斜光バー照明23、基板搬送と直交する方向(Y方向)に互いに対向して配置される一対の斜光バー照明23が同時に搭載される例である。同軸照明17、左右方向(X方向)の斜光バー照明23、前後方向(Y方向)の斜光バー照明23は各々独立する3系統の調光チャネル(出力コントローラ32,33,34)により個別に出力制御される。
FIG. 12B shows a
ダイボンダのボンド位置では、斜光バー照明23を前後左右に配置し、上部に同軸照明17を配置するのがより高精度な撮像画像を取得するうえで好適である。しかしながら、ダイボンダの搬送方向(X方向)と直交する方向(Y方向)はボンディングヘッドの移動方向となり、同じ高さ(Z方向)に斜光バー照明を配置するのが困難である。そこで、図12Bのように、Y方向の斜光バー照明23をX方向の斜光バー照明23よりも上下方向(Z方向)のいずれかにずらして配置することになる。ボンディングヘッドの動作による影響を少なくするためである。
At the bond position of the die bonder, it is preferable to dispose the oblique
X方向に配置される斜光バー照明23とY方向に配置される斜光バー照明23は、ワーク(ダイ)までの距離が異なるため、X方向の斜光バー照明23とY方向の斜光バー照明23は別の出力コントローラで制御する必要がある。そのため、X方向の斜光バー照明23の出力コントローラ34、Y方向の斜光バー照明23の出力コントローラ33、同軸照明17の出力コントローラ32の3チャネルの出力制御が必要となる。
The oblique
図12Bのように、3チャネルの照明システムを搭載することにより、2チャネルの複合照明システムよりも撮像の対象となるワーク(ダイ)の陰影がさらに少なくなるため、より高精度な撮像画像を取得することができる。 As shown in FIG. 12B, by mounting a three-channel illumination system, the shading of a workpiece (die) to be imaged is further reduced than in a two-channel combined illumination system, so that a more accurate captured image is obtained. can do.
なお、制御チャネル数は2チャネルや3チャネルに限定されるものではなく、例えば、図12Bのような照明システムの配置であっても、左右方向(X方向)および前後方向(Y方向)の各々の斜光バー照明23を個別のチャネルで制御することも可能である。この場合、同軸照明17の制御チャネルと合わせて5チャネルとなる。
Note that the number of control channels is not limited to two or three. For example, even in the arrangement of the illumination system as shown in FIG. 12B, each of the left and right direction (X direction) and the front and rear direction (Y direction) Can be controlled by individual channels. In this case, there are five channels including the control channels of the
また、組み合される照明の種類は、例えば、図4Aから図4Eに示すバリエーションから選択する。ワーク(ダイ)の認識位置の照明配置の自由度(制約条件)などから最適な種類の照明の組み合せが選択される。 The type of illumination to be combined is selected, for example, from the variations shown in FIGS. 4A to 4E. An optimal combination of illuminations is selected based on the degree of freedom of illumination arrangement (restriction condition) of the work (die) recognition position.
3チャネル以上の照明システムからなる複合照明システムを構成する場合、照明出力XC1,XC2の関係を示す式はチャネルの数と同じ数の式が得られる。つまり、n系統のチャネルを有する照明システムでは、n個の式、すなわち式(1),式(2)…式(n)が得られる。 In the case of configuring a complex lighting system including three or more channels of lighting systems, the same number of expressions as the number of channels can be obtained as the expression indicating the relationship between the illumination outputs XC1 and XC2. That is, in an illumination system having n channels, n equations, that is, equations (1), (2),..., (N) are obtained.
![]()
![]()
この場合においても、n個の式より構成される連立方程式を解くことにより、つまりn個の式からXC1,XC2,XCnを求めることにより、装置Bで装置Aと同じ画像を得る照明出力XC1,XC2,XCnを導くことができる。 Also in this case, by solving a simultaneous equation composed of n equations, that is, by finding XC1, XC2, and XCn from the n equations, the illumination output XC1, XC2 and XCn can be derived.
以上説明したように、本実施例によれば、半導体製造ライン内において複数のダイボンダでレシピデータを共有する際、レシピデータを作成したダイボンダとレシピデータを移植するダイボンダに照明機差がある場合であっても、治具を用いた調整作業等を必要とせずに、同様の撮像画像を取得することができる。これにより、照明機差に起因する位置決めのマッチングスコアの低下や検査システムの判定値のずれを防止することができ、ダイボンダの稼働率向上および半導体製造ラインの生産性向上が可能となる。 As described above, according to the present embodiment, when a recipe data is shared by a plurality of die bonders in a semiconductor manufacturing line, there is a difference in lighting equipment between the die bonder that created the recipe data and the die bonder that transplants the recipe data. Even if there is, the same captured image can be obtained without the need for adjustment work using a jig or the like. As a result, it is possible to prevent a decrease in the matching score for positioning and a shift in the determination value of the inspection system due to the difference in the lighting device, and it is possible to improve the operation rate of the die bonder and the productivity of the semiconductor manufacturing line.
なお、上記の実施例では、複数の異なる装置間でレシピデータを共有する例について説明したが、例えば、1台のダイボンダで複数チャネルを持つ照明系の各々の照明値を決定する場合にも適用することができる。各々のチャネルの照明システムで撮像画像を取得し、それぞれの撮像画像について選択領域を選択し、上記の式(1)、(2)の連立方程式から各々の照明システムの照明出力XC1,XC2,…XCnを導くことで、各照明システムの照明値(照明出力)を幾つにすればよいか算出することができる。 In the above embodiment, an example in which recipe data is shared between a plurality of different apparatuses has been described. However, the present invention is also applicable to a case where one die bonder determines each illumination value of an illumination system having a plurality of channels. can do. A captured image is acquired by the illumination system of each channel, a selection area is selected for each captured image, and the illumination outputs XC1, XC2,... Of each illumination system are obtained from the simultaneous equations of the above equations (1) and (2). By deriving XCn, it is possible to calculate the number of illumination values (illumination output) of each illumination system.
なお、本発明は上記した実施例に限定されるものではなく、様々な変形例が含まれる。例えば、上記した実施例は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施例の構成の一部を他の実施例の構成に置き換えることが可能であり、また、ある実施例の構成に他の実施例の構成を加えることも可能である。また、各実施例の構成の一部について、他の構成の追加・削除・置換をすることが可能である。 Note that the present invention is not limited to the above-described embodiment, and includes various modifications. For example, the above-described embodiments have been described in detail in order to explain the present invention in an easy-to-understand manner, and are not necessarily limited to those having all the configurations described above. Further, a part of the configuration of one embodiment can be replaced with the configuration of another embodiment, and the configuration of one embodiment can be added to the configuration of another embodiment. Also, for a part of the configuration of each embodiment, it is possible to add, delete, or replace another configuration.
1…ダイボンダ、2…フレームローダ、3…プリフォームヘッド、4…ウェハホルダ部、5…ボンディングヘッド、6…カメラ画像表示モニタ、7…プリフォーム部光学系、8…ペースト塗布ユニット、9…ウェハ部光学系、10…ボンディング部光学系、11…ピックアップ・ボンディングユニット、12…ウェハリング、13…ダイシングテープ、14…ウェハ、15…サブストレート基板、16…カメラ、17…同軸照明、18…光源、19…ハーフミラー、20…ワーク(観察対象物)、21…斜光リング照明、22…ドーム照明、23…斜光バー照明、24…透過照明、25…ダイ、26…ダイシング溝、27…異物、28…外部記憶媒体、29…照度測定機、30…反射治具、31…カメラ照明システム、32,33,34…出力コントローラ。
DESCRIPTION OF
Claims (12)
光量に比例した入力レベルを測定可能なカメラと、
前記照明システムの出力制御および前記カメラで撮像した画像の画像処理を行う制御部と、を備えるダイボンダであって、
前記照明システムは、各々独立して出力制御が可能な複数チャネルを有する複合照明システムからなり、
前記制御部は、他のダイボンダから移植されたレシピデータに含まれるリファレンスサンプル画像において前記複数チャネル数と同一数の領域を選択し、
前記レシピデータに基づいて前記複数チャネルの各々の照明システムから同時に光を照射して撮像した画像において前記リファレンスサンプル画像で選択した領域と同じ位置の領域を選択し、
当該選択した前記画像の領域の各々の明度と、前記各々の照明システム単独で光を照射した際の当該各々の照明システムの出力値および前記カメラで撮像した画像の受光レベルの相関関係から、前記各々の照明システムの出力値を決定することを特徴とするダイボンダ。 An illumination system that can emit light in proportion to the output value,
A camera that can measure the input level proportional to the amount of light,
A control unit that performs output control of the illumination system and image processing of an image captured by the camera, and a die bonder,
The lighting system comprises a complex lighting system having a plurality of channels each capable of independently controlling output,
The control unit selects the same number of regions as the plurality of channels in the reference sample image included in the recipe data transplanted from another die bonder,
In the image captured by irradiating light simultaneously from the illumination system of each of the plurality of channels based on the recipe data , select an area at the same position as the area selected in the reference sample image,
From the correlation between the brightness of each of the selected areas of the image and the output value of each of the illumination systems and the light reception level of the image captured by the camera when irradiating light with each of the illumination systems alone, A die bonder for determining an output value of each lighting system.
前記照明システムは、2つのチャネルを有する複合照明システムであり、
前記2つのチャネルの各々の照明システムは、異なる種類の照明システムであることを特徴とするダイボンダ。 The die bonder according to claim 1, wherein
The lighting system is a combined lighting system having two channels;
A die bonder, wherein the lighting system of each of the two channels is a different type of lighting system.
前記照明システムは、3つのチャネルを有する複合照明システムであり、
前記3つのチャネルの各々の照明システムは、少なくとも2つの異なる種類の照明システムを含むことを特徴とするダイボンダ。 The die bonder according to claim 1, wherein
The lighting system is a complex lighting system having three channels;
A die bonder, wherein the lighting system of each of the three channels includes at least two different types of lighting systems.
前記複合照明システムは、同軸照明、斜光リング照明、ドーム照明、斜光バー照明、透過照明のいずれかの組み合せであることを特徴とするダイボンダ。 The die bonder according to any one of claims 1 to 3,
The composite bond system is a die bonder, which is a combination of any of coaxial illumination, oblique ring illumination, dome illumination, oblique bar illumination, and transmission illumination.
前記決定した照明システムの出力値により前記照明システムから光を照射して、前記カメラでダイを撮像することにより、当該ダイの位置決めを行うことを特徴とするダイボンダ。 The die bonder according to any one of claims 1 to 4, wherein
A die bonder, wherein the position of the die is determined by irradiating light from the illumination system with the determined output value of the illumination system and imaging the die with the camera.
前記決定した照明システムの出力値により前記照明システムから光を照射して、前記カメラでダイを撮像することにより、当該ダイのパターン検出または異物検出を行うことを特徴とするダイボンダ。 The die bonder according to any one of claims 1 to 4, wherein
A die bonder that irradiates light from the illumination system based on the determined output value of the illumination system and captures an image of the die with the camera, thereby detecting a pattern of the die or detecting a foreign substance.
(a)他のダイボンダから移植されたレシピデータに含まれるリファレンスサンプル画像において複合照明システムのチャネル数と同一数の領域を選択する工程、
(b)前記レシピデータに基づいて前記複合照明システムから同時に光を照射して撮像した画像において前記リファレンスサンプル画像で選択した領域と同じ位置の領域を選択し、当該選択した領域の各々の明度を測定する工程、
(c)前記複合照明システムの各々の照明システム単独で光を照射した際の当該照明システムの出力値および前記各々の照明システム単独で光を照射して撮像した画像の受光レベルを測定する工程、
(d)前記選択した前記画像の領域の各々の明度と、前記複合照明システムの各々の照明システム単独で光を照射した際の当該照明システムの出力値と、前記各々の照明システム単独で光を照射して撮像した画像の受光レベルとの相関関係から前記複合照明システムの各々の照明システムの出力値を決定する工程。 A semiconductor device manufacturing method including the following steps;
(A) selecting the same number of regions as the number of channels of the combined lighting system in a reference sample image included in recipe data transplanted from another die bonder;
(B) selecting an area at the same position as the area selected in the reference sample image in an image captured by simultaneously irradiating light from the complex lighting system based on the recipe data, and adjusting the brightness of each of the selected areas; Measuring,
(C) measuring an output value of the illumination system when the illumination system alone irradiates light and a light reception level of an image captured by irradiating light with the illumination system alone;
(D) the brightness of each of the selected areas of the image, the output value of the lighting system when each of the complex lighting systems is illuminated alone, and the light of the lighting system alone. Determining an output value of each illumination system of the complex illumination system from a correlation with a light reception level of an image captured by irradiation.
前記照明システムは、2つのチャネルを有する複合照明システムであり、
前記2つのチャネルの各々の照明システムは、異なる種類の照明システムであることを特徴とする半導体装置の製造方法。 A method for manufacturing a semiconductor device according to claim 7, wherein
The lighting system is a combined lighting system having two channels;
The method of manufacturing a semiconductor device, wherein the lighting systems of the two channels are different types of lighting systems.
前記照明システムは、3つのチャネルを有する複合照明システムであり、
前記3つのチャネルの各々の照明システムは、少なくとも2つの異なる種類の照明システムを含むことを特徴とする半導体装置の製造方法。 A method for manufacturing a semiconductor device according to claim 7, wherein
The lighting system is a complex lighting system having three channels;
The method of manufacturing a semiconductor device, wherein the lighting system of each of the three channels includes at least two different types of lighting systems.
前記複合照明システムは、同軸照明、斜光リング照明、ドーム照明、斜光バー照明、透過照明のいずれかの組み合せであることを特徴とする半導体装置の製造方法。 The method for manufacturing a semiconductor device according to claim 8, wherein:
The method of manufacturing a semiconductor device, wherein the combined illumination system is a combination of any of coaxial illumination, oblique ring illumination, dome illumination, oblique bar illumination, and transmission illumination.
前記決定した照明システムの出力値により前記照明システムから光を照射して、カメラでダイを撮像することにより、当該ダイの位置決めを行うことを特徴とする半導体装置の製造方法。 The method for manufacturing a semiconductor device according to claim 7, wherein:
A method of manufacturing a semiconductor device, comprising: irradiating light from the lighting system according to the determined output value of the lighting system, and imaging the die with a camera, thereby positioning the die.
前記決定した照明システムの出力値により前記照明システムから光を照射して、カメラでダイを撮像することにより、当該ダイのパターン検出または異物検出を行うことを特徴とする半導体装置の製造方法。 The method for manufacturing a semiconductor device according to claim 7, wherein:
A method of manufacturing a semiconductor device, comprising: irradiating light from the illumination system based on the determined output value of the illumination system and capturing an image of the die with a camera to detect a pattern of the die or a foreign substance.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025812A JP6669523B2 (en) | 2016-02-15 | 2016-02-15 | Die bonder and method of manufacturing semiconductor device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025812A JP6669523B2 (en) | 2016-02-15 | 2016-02-15 | Die bonder and method of manufacturing semiconductor device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017147258A JP2017147258A (en) | 2017-08-24 |
| JP2017147258A5 JP2017147258A5 (en) | 2019-02-28 |
| JP6669523B2 true JP6669523B2 (en) | 2020-03-18 |
Family
ID=59682418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025812A Active JP6669523B2 (en) | 2016-02-15 | 2016-02-15 | Die bonder and method of manufacturing semiconductor device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6669523B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7010633B2 (en) * | 2017-09-19 | 2022-01-26 | ファスフォードテクノロジ株式会社 | Semiconductor manufacturing equipment and methods for manufacturing semiconductor equipment |
| JP7161870B2 (en) * | 2018-06-27 | 2022-10-27 | ファスフォードテクノロジ株式会社 | Die bonder and semiconductor device manufacturing method |
| JP7575937B2 (en) | 2020-12-21 | 2024-10-30 | ファスフォードテクノロジ株式会社 | Die bonding apparatus and method for manufacturing semiconductor device |
| JP2023092401A (en) | 2021-12-21 | 2023-07-03 | ファスフォードテクノロジ株式会社 | Mounting apparatus, adjustment method of illumination system and manufacturing method of semiconductor apparatus |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0722443A (en) * | 1993-07-06 | 1995-01-24 | Fujitsu Miyagi Electron:Kk | Apparatus and method for positioning wafer |
| JP4021351B2 (en) * | 2003-03-24 | 2007-12-12 | 株式会社新川 | BONDING LIGHTING DEVICE AND BONDING LIGHTING DEVICE CALIBRATION METHOD |
| JP5054949B2 (en) * | 2006-09-06 | 2012-10-24 | ルネサスエレクトロニクス株式会社 | Manufacturing method of semiconductor device |
-
2016
- 2016-02-15 JP JP2016025812A patent/JP6669523B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017147258A (en) | 2017-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6669523B2 (en) | Die bonder and method of manufacturing semiconductor device | |
| JP5672240B2 (en) | System and method for inspecting a wafer | |
| US10416086B2 (en) | Image inspection device | |
| JP6917762B2 (en) | Image inspection equipment | |
| JP4928862B2 (en) | Defect inspection method and apparatus | |
| KR101656045B1 (en) | System and method for inspecting a wafer | |
| US9746426B2 (en) | System and method for capturing illumination reflected in multiple directions | |
| CN108573901B (en) | Bare chip bonding apparatus and method for manufacturing semiconductor device | |
| KR102641333B1 (en) | Die bonding apparatus and manufacturing method of semiconductor device | |
| JP2015190826A (en) | Substrate inspection device | |
| KR20130006449A (en) | A method for imaging workpiece surfaces at high robot transfer speeds with correction of motion-induced distortion | |
| JP6601264B2 (en) | Lighting condition setting device, lighting condition setting method, and lighting condition setting computer program | |
| KR101569853B1 (en) | Apparatus and method for inspecting defect of substrate | |
| KR20130040785A (en) | A method for imaging workpiece surfaces at high robot transfer speeds with reduction or prevention of motion-induced distortion | |
| JP6746744B1 (en) | Inspection device and inspection method | |
| JP2008175818A (en) | Surface inspection apparatus and method | |
| JP6012655B2 (en) | Inspection condition data generation method and inspection condition data generation system for wafer inspection apparatus | |
| WO2022044307A1 (en) | Alignment device and alignment method | |
| JP2018109550A (en) | Electronic component conveyance device and electronic component inspection device | |
| CN116313891A (en) | Mounting apparatus, method of adjusting illumination system, and method of manufacturing semiconductor device | |
| KR20240131925A (en) | Semiconductor manufacturing apparatus, edge detecting method and method for manufacturing semiconductor device | |
| KR20010036825A (en) | Method of 3D visual check by rotating mirrors and computer vision system using thereof | |
| JPH09311928A (en) | Camera incororating coaxial downward illumination |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190116 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190924 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6669523 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |