JP6597564B2 - 物品搬送設備 - Google Patents
物品搬送設備 Download PDFInfo
- Publication number
- JP6597564B2 JP6597564B2 JP2016220950A JP2016220950A JP6597564B2 JP 6597564 B2 JP6597564 B2 JP 6597564B2 JP 2016220950 A JP2016220950 A JP 2016220950A JP 2016220950 A JP2016220950 A JP 2016220950A JP 6597564 B2 JP6597564 B2 JP 6597564B2
- Authority
- JP
- Japan
- Prior art keywords
- support
- empty
- article
- storage
- supports
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003860 storage Methods 0.000 claims description 170
- 230000007480 spreading Effects 0.000 description 20
- 238000003892 spreading Methods 0.000 description 20
- 238000010586 diagram Methods 0.000 description 14
- 238000003780 insertion Methods 0.000 description 14
- 230000037431 insertion Effects 0.000 description 14
- 238000000034 method Methods 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
Images
















Landscapes
- Warehouses Or Storage Devices (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- De-Stacking Of Articles (AREA)
Description
被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、前記支持体収納部に複数の前記空支持体を順次収納するにあたり、いずれかの前記支持台に2つの前記空支持体を重ねて載置し、その後、別の前記空支持体を新たに収納する度に、当該空支持体を空の前記支持台に載置した後、その上に他方の前記支持台に積載されている複数の前記空支持体をまとめて移載するように、前記物品搬送装置の動作を制御する。
被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、いずれかの前記支持台に積載された状態で前記支持体収納部に収納されている複数の前記空支持体から1つの前記空支持体を順次取り出すにあたり、当該支持台に1つの前記空支持体を残留させつつ残余の前記空支持体を他方の空の前記支持台にまとめて移載し、その後、残留させた1つの前記空支持体を取り出すように、前記物品搬送装置の動作を制御する。
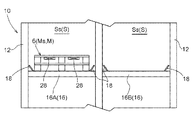
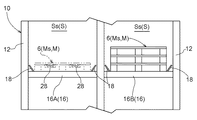
(1)上記の実施形態では、2つの支持体収納部Ssが左右方向Hに互いに隣り合うように配置されている構成を例として説明した。しかし、そのような構成に限定されることなく、例えば図17に示すように、2つの支持体収納部Ssが上下方向Vに互いに隣り合うように配置されても良い。或いは、図18に示すように、2つの支持体収納部Ssが、走行レール42を挟んで互いに対向する一対の保管棚10に分かれて、前後方向Dに互いに対向するように配置されても良い。これらの構成では、昇降台26を上下方向Vに移動させるとともに移載装置28を前後方向Dに出退させるだけで、1段分の段積み動作又は段ばらし動作を行うことができる。1段分の段積み動作中又は段ばらし動作中に走行台車22を左右方向Hに移動させる必要がないので、走行台車22の移動に伴う誤差要因を低減することができる。よって、物品搬送装置20の自動制御での段積み動作又は段ばらし動作をより適切に行うことができる。
以上をまとめると、本開示に係る物品搬送設備は、好適には、以下の各構成を備える。
被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、前記支持体収納部に複数の前記空支持体を順次収納するにあたり、いずれかの前記支持台に2つの前記空支持体を重ねて載置し、その後、別の前記空支持体を新たに収納する度に、当該空支持体を空の前記支持台に載置した後、その上に他方の前記支持台に積載されている複数の前記空支持体をまとめて移載するように、前記物品搬送装置の動作を制御する。
被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、いずれかの前記支持台に積載された状態で前記支持体収納部に収納されている複数の前記空支持体から1つの前記空支持体を順次取り出すにあたり、当該支持台に1つの前記空支持体を残留させつつ残余の前記空支持体を他方の空の前記支持台にまとめて移載し、その後、残留させた1つの前記空支持体を取り出すように、前記物品搬送装置の動作を制御する。
前記保管棚は、前記支持体載置物品を収納する複数の物品収納部を上下左右に整列された状態で有し、
前記支持体収納部が互いに隣り合う2つの前記物品収納部を流用して構成され、それぞれの前記支持体収納部に前記支持台が設けられていることが好ましい。
前記保管棚が、前記物品搬送装置の移動経路を挟んで前後に対向するように2つ一組で設けられているとともに、前記支持体載置物品を収納する複数の物品収納部を上下左右に整列された状態でそれぞれ有し、
前記支持体収納部が、前後に互いに対向する2つの前記物品収納部又は上下に互いに隣り合う2つの前記物品収納部を流用して構成され、それぞれの前記支持体収納部に前記支持台が設けられていることが好ましい。
前記支持台に、載置される前記空支持体の側縁に当接して前記空支持体を規定位置に位置合わせするためのガイド部が設けられていることが好ましい。
6 支持体
7 物品
10 保管棚
16 支持台
18 ガイド部
20 物品搬送装置
28 移載装置
50 制御部
61 天板
62 脚部
M 被保管物
Ma 支持体載置物品
Ms 空支持体
S 収納部
Sa 物品収納部
Ss 支持体収納部
V 上下方向
H 左右方向
D 前後方向
Claims (5)
- 被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、前記支持体収納部に複数の前記空支持体を順次収納するにあたり、いずれかの前記支持台に2つの前記空支持体を重ねて載置し、その後、別の前記空支持体を新たに収納する度に、当該空支持体を空の前記支持台に載置した後、その上に他方の前記支持台に積載されている複数の前記空支持体をまとめて移載するように、前記物品搬送装置の動作を制御する物品搬送設備。 - 被保管物を保管する保管棚と、移載装置を有する物品搬送装置と、前記物品搬送装置の動作を制御する制御部と、を備え、前記移載装置が前記被保管物を下方から支持しながら前記保管棚に対する前記被保管物の出し入れを行うように構成された物品搬送設備であって、
前記被保管物は、天板と前記天板の下面に固定された複数の脚部とを有する支持体に物品が載置された支持体載置物品と、前記物品を載置していない空の前記支持体である空支持体と、を含み、
前記保管棚は、前記空支持体を収納する支持体収納部を有し、当該支持体収納部が前記空支持体を支持する2つの支持台を備えており、
前記制御部は、いずれかの前記支持台に積載された状態で前記支持体収納部に収納されている複数の前記空支持体から1つの前記空支持体を順次取り出すにあたり、当該支持台に1つの前記空支持体を残留させつつ残余の前記空支持体を他方の空の前記支持台にまとめて移載し、その後、残留させた1つの前記空支持体を取り出すように、前記物品搬送装置の動作を制御する物品搬送設備。 - 前記保管棚は、前記支持体載置物品を収納する複数の物品収納部を上下左右に整列された状態で有し、
前記支持体収納部が互いに隣り合う2つの前記物品収納部を流用して構成され、それぞれの前記支持体収納部に前記支持台が設けられている請求項1又は2に記載の物品搬送設備。 - 前記保管棚が、前記物品搬送装置の移動経路を挟んで前後に対向するように2つ一組で設けられているとともに、前記支持体載置物品を収納する複数の物品収納部を上下左右に整列された状態でそれぞれ有し、
前記支持体収納部が、前後に互いに対向する2つの前記物品収納部又は上下に互いに隣り合う2つの前記物品収納部を流用して構成され、それぞれの前記支持体収納部に前記支持台が設けられている請求項1から3のいずれか一項に記載の物品搬送設備。 - 前記支持台に、載置される前記空支持体の側縁に当接して前記空支持体を規定位置に位置合わせするためのガイド部が設けられている請求項1から4のいずれか一項に記載の物品搬送設備。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016220950A JP6597564B2 (ja) | 2016-11-11 | 2016-11-11 | 物品搬送設備 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016220950A JP6597564B2 (ja) | 2016-11-11 | 2016-11-11 | 物品搬送設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018076172A JP2018076172A (ja) | 2018-05-17 |
| JP6597564B2 true JP6597564B2 (ja) | 2019-10-30 |
Family
ID=62149021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016220950A Active JP6597564B2 (ja) | 2016-11-11 | 2016-11-11 | 物品搬送設備 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6597564B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110525866B (zh) * | 2019-09-17 | 2021-01-15 | 广东顺力智能物流装备股份有限公司 | 自动化货架搬运系统及其搬运方法 |
-
2016
- 2016-11-11 JP JP2016220950A patent/JP6597564B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018076172A (ja) | 2018-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102502484B1 (ko) | 물품 반송 설비 | |
| TWI314542B (ja) | ||
| JP2016052947A5 (ja) | ||
| TW201604100A (zh) | 貨櫃昇降搬運裝置 | |
| CA2944671C (en) | A multi-storey goods storage arrangement | |
| JP5783366B2 (ja) | 仕分けシステム | |
| JP2019006517A (ja) | 荷物受け渡しシステム | |
| JP6597564B2 (ja) | 物品搬送設備 | |
| JP5007558B2 (ja) | 仕分保管装置 | |
| JP6512019B2 (ja) | パレット分離設備 | |
| US20240034556A1 (en) | Article Storage Facility | |
| JP7135243B2 (ja) | 立体自動倉庫 | |
| JP2003252435A (ja) | 段積み物形成方法および段積み物形成設備 | |
| JP6729438B2 (ja) | 物品搬送設備 | |
| JP5258122B2 (ja) | 荷運搬具供給排出装置 | |
| JP3966167B2 (ja) | 搬送システム | |
| JP5811838B2 (ja) | 物品収納設備 | |
| JP5569601B2 (ja) | 自動倉庫システム、搬出方法 | |
| JP4650679B2 (ja) | 物品搬送装置 | |
| JP7302586B2 (ja) | 物品収容設備 | |
| JP5776936B2 (ja) | 物品保管設備及び物品保管設備における物品積付け方法 | |
| JP5170541B2 (ja) | 物品収納設備 | |
| JP4618513B2 (ja) | ピッキング式の物品収納設備 | |
| JP2007031038A (ja) | 搬送設備 | |
| JP7167390B2 (ja) | 立体自動倉庫 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190916 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6597564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |