JP6594674B2 - 複合部品を硬化させるための空気袋システム - Google Patents
複合部品を硬化させるための空気袋システム Download PDFInfo
- Publication number
- JP6594674B2 JP6594674B2 JP2015125396A JP2015125396A JP6594674B2 JP 6594674 B2 JP6594674 B2 JP 6594674B2 JP 2015125396 A JP2015125396 A JP 2015125396A JP 2015125396 A JP2015125396 A JP 2015125396A JP 6594674 B2 JP6594674 B2 JP 6594674B2
- Authority
- JP
- Japan
- Prior art keywords
- bolt
- end fitting
- bladder
- tool
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
- B29C33/50—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling elastic or flexible
- B29C33/505—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling elastic or flexible cores or mandrels, e.g. inflatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/446—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
- B29L2031/003—Profiled members, e.g. beams, sections having a profiled transverse cross-section
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
Description
オートクレーブ硬化作業において複合装入物に対して圧力を加えるために空隙部内に配置されるように適合された可撓性の空気袋と、
可撓性の空気袋に作動式に結合され、ボルト穴と水平方向の穴とを画定する端部取付具とを備え、
端部取付具のボルト穴に通気ボルトが作動式に結合される際、通気ボルトと水平方向の穴が、空気袋の内部が外圧を受けることを可能にする圧力経路を画定する、装置。
可撓性の空気袋が、複合装入物上に配置され、可撓性のバッグが硬化工具に対して密閉される、項2の装置。
通気ボルトが、通気ボルトが工具穴にねじ込み式に接続するように所定の場所に回転される、項4の装置。
通気ボルトが、通気ボルトが工具穴の中に設けられたねじ込み式のインサートにねじ込み式に接続するように所定の場所に回転される、項5の装置。
第1のボルト穴部分および第2のボルト穴部分とを備え、
第1のボルト穴部分の直径が第2のボルト穴部分の直径と異なる、項1の装置。
第1の密閉部材が、外圧を圧力経路内に封じ込める、項3の装置。
第2の密閉部材が、外圧を圧力経路内に封じ込める、項13の装置。
複合装入物を硬化工具上で支持するステップと、
複合装入物内に空気袋を設置するステップと、
空気袋を空気袋端部取付具に結合するステップと、
通気ボルトを利用して空気袋端部取付具を硬化工具に固定するステップとを含み、
通気ボルトと、空気袋端部取付具が、空気袋の内部に外圧を供給するための圧力経路を画定する方法。
空気袋が、複合装入物の空隙部内に配置される、項18の方法。
12 ハット
13 装入空隙部
14 フランジ
15 硬化工具
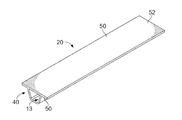
20 繊維強化複合樹脂水平材
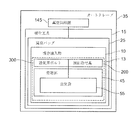
25 真空バッグ
35 オートクレーブ
40 ハット部分
45 空隙部
47 開放端部
50 フランジ部分
52 皮膜部分
55 空気袋
57 上部面
60 空気袋システム
65、70 工具面
75 内部
80 上部工具面
82 壁構造
95 端部部分
98 工具穴
100 頂面
102 底面
115 皮膜装入物
120 当て板
125 シーラントテープ
130 真空プローブベース
135 真空プローブ
145 真空供給源
150 第1の圧力密閉部材
160 第2の圧力密閉部材
161 内周
200 空気袋端部取付具
210 第1の部分
212 面取りされた面
220 第2の部分
230 底面
250 頂面
260 ボルト穴
261 機械加工された機構
262 第1の部分
264 第2の部分
266 機械加工された機構
270 第1の端部の全体の高さ
272 第2の端部の全体の高さ
275 外側面
280 水平方向の穴
290 壁部分
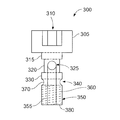
300 通気用ボルト
305 拡大された通気ボルトヘッド
310 ヘッド開口部
315 第1のネック部分
320 第2のネック部分
325 通気ポート
330 第3のネック部分
340 ボルトシャフト
350 接続端部
355 内部ボルト穴
360 ねじ山
370 環状の溝
380 底部のボルト面
390 圧力経路
400 方法
402 ステップ
404 ステップ
406 ステップ
408 ステップ
410 ステップ
500 航空機の製造および保守点検方法
502 仕様および設計
504 材料調達
506 構成要素および部分組立品の製造
508 システム統合
510 認証および搬送
512 就航中
514 整備および保守点検
518 推進システム
520 電気システム
522 油圧システム
524 環境システム
550 航空機
552 機体
554 システム
556 内部
PA オートクレーブ圧
HFP 第1の端部の全体の高さ
HSP 第2の端部の全体の高さ
Claims (10)
- 内部空隙部(45)を有する複合装入物(10)の硬化作業において利用するための装置であって、
オートクレーブ硬化作業において前記複合装入物(10)に対して圧力を加えるために前記内部空隙部(45)内に配置されるように適合された可撓性の空気袋(55)と、
前記可撓性の空気袋(55)に作動式に結合され、第1の穴であるボルト穴(260)と水平方向の第2の穴(280)とを画定する端部取付具(200)とを備え、
前記端部取付具(200)の前記ボルト穴(260)に通気ボルト(300)が作動式に結合される際、前記通気ボルト(300)と前記水平方向の穴(280)が、前記空気袋(55)の内部が外圧を受けることを可能にする圧力経路(390)を画定し、
前記装置が、
前記複合装入物(10)を上に配置させるように適合された硬化工具(15)をさらに備え、
前記可撓性の空気袋(55)が、前記複合装入物(10)上に配置され、
前記端部取付具(200)の前記ボルト穴(260)が、前記硬化工具(15)の合致面に沿って設けられた工具穴(98)と整列するように位置決めされており、
前記可撓性の空気袋(55)、前記端部取付具(200)および前記通気ボルト(300)を覆うように密閉された可撓性のバッグ(25)をさらに備え、
前記可撓性のバッグ(25)が前記硬化工具(15)に対して密閉され、
前記通気ボルト(300)が、前記端部取付具(200)の前記ボルト穴(260)にインサートされ、
前記通気ボルト(300)が、前記通気ボルトが前記工具穴(98)にねじ込み式に接続するように所定の場所に回転され、
前記通気ボルト(300)と前記端部取付具(200)の間に位置決めされた第1の圧力密閉部材(150)をさらに備え、
前記第1の圧力密閉部材(150)が、前記外圧を前記圧力経路(390)内に封じ込め、
前記端部取付具(200)と前記硬化工具(15)の間に位置決めされた第2の圧力密閉部材(160)をさらに備え、
前記第2の圧力密閉部材(160)が、前記外圧を前記圧力経路(390)内に封じ込めることを特徴とする、装置。 - 前記通気ボルト(300)が、端部取付具(200)の前記ボルト穴(260)にインサートされ、
前記通気ボルト(300)が、前記通気ボルトが前記工具穴(98)の中に設けられたねじ込み式のインサートにねじ込み式に接続するように所定の場所に回転される、請求項1に記載の装置。 - 前記端部取付具(200)の前記ボルト穴(260)が、前記端部取付具(200)の第1の面から第2の面まで延在する、請求項1又は2に記載の装置。
- 前記通気ボルト(300)の内側のボルト穴(355)と、前記端部取付具(200)の前記水平方向の第2の穴(280)が、前記空気袋(55)の内部が外圧を受けることを可能にする圧力経路(390)を画定する、請求項1から3のいずれか一項に記載の装置。
- 請求項1〜4のいずれか一項に記載の装置を使用して、内部空隙部(45)を有する複合装入物(10)を硬化させる方法(400)であって、
前記複合装入物(10)を硬化工具(15)上で支持するステップ(420)と、
前記複合装入物(10)内に空気袋(55)を設置するステップ(404)と、
前記空気袋(55)を空気袋端部取付具(200)に結合するステップ(406)と、
通気ボルト(300)を利用して前記空気袋端部取付具(200)を前記硬化工具(15)に固定するステップとを含み、
前記通気ボルト(300)と、前記空気袋端部取付具(200)が、前記空気袋の内部に外圧を供給するための圧力経路(390)を画定する方法。 - 前記通気ボルト(300)と前記空気袋端部取付具(200)によって画定された前記圧力経路(390)を経由して前記空気袋の内部を外圧に曝すことによって前記空気袋(55)を加圧するステップ(410)をさらに含む、請求項5に記載の方法。
- 前記空気袋端部取付具(200)が、前記空気袋(55)の内部に対して密閉される、請求項5または6に記載の方法。
- 前記空気袋(55)、前記空気袋端部取付具(200)および通気ボルト(300)ヘッドを覆うように可撓性のバッグ(25)を密閉するステップ(408)をさらに含む、請求項7に記載の方法。
- 硬化工具(15)を複合装入物(10)を上に配置させるように適合させるステップをさらに含み、
前記空気袋(55)が、前記複合装入物(10)の空隙部(45)内に配置される、請求項8に記載の方法。 - 前記可撓性のバッグ(25)を前記硬化工具(15)に対して密閉するステップをさらに含む、請求項9に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/450,947 US9914244B2 (en) | 2014-08-04 | 2014-08-04 | Bladder system for curing composite parts |
| US14/450,947 | 2014-08-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016034749A JP2016034749A (ja) | 2016-03-17 |
| JP2016034749A5 JP2016034749A5 (ja) | 2018-08-02 |
| JP6594674B2 true JP6594674B2 (ja) | 2019-10-23 |
Family
ID=53488201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015125396A Active JP6594674B2 (ja) | 2014-08-04 | 2015-06-23 | 複合部品を硬化させるための空気袋システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9914244B2 (ja) |
| EP (1) | EP2982496B1 (ja) |
| JP (1) | JP6594674B2 (ja) |
| KR (1) | KR102347455B1 (ja) |
| CN (1) | CN105313349B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160339682A1 (en) * | 2015-05-18 | 2016-11-24 | The Boeing Company | Bladder System for Curing Composite Parts |
| CN105904742B (zh) * | 2016-04-25 | 2018-09-04 | 大连理工大学 | 一种全复合材料壳体的缠绕成型方法 |
| US10751955B2 (en) | 2017-04-10 | 2020-08-25 | The Boeing Company | Unitized composite structure manufacturing system |
| US10960619B2 (en) * | 2019-04-08 | 2021-03-30 | The Boeing Company | Hollow bladder repair process |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5037599A (en) * | 1989-06-26 | 1991-08-06 | Basf Aktiengesellschaft | Single diaphragm forming of drapeable thermoplastic impregnated composite materials |
| US5116216A (en) * | 1991-02-28 | 1992-05-26 | The United States Of America As Represented By The Secretary Of The Navy | Apparatus for preparing thermoplastic composites |
| DE4116169A1 (de) | 1991-05-17 | 1992-11-19 | Bosch Gmbh Robert | Vorrichtung zur verstellung der drehwinkelzuordnung einer nockenwelle zu ihrem antriebselement |
| US5366684A (en) | 1992-12-31 | 1994-11-22 | Grumman Aerospace Corporation | Molding composite method using an inflatable bladder pressurized in an autoclave |
| US6685232B2 (en) | 2001-09-06 | 2004-02-03 | Franklin Fastener Company | Banjo clip for flange head flow bolt |
| DE102006035619B3 (de) | 2006-07-31 | 2007-11-29 | Airbus Deutschland Gmbh | Anschlussvorrichtung für einen Formkern zur Herstellung eines Faserverbundbauteils, insbesondere für die Luft- und Raumfahrt |
| US8834782B2 (en) | 2007-08-07 | 2014-09-16 | William L. Rodman | Composite structures and methods of making same |
| JP5088213B2 (ja) * | 2008-04-09 | 2012-12-05 | トヨタ自動車株式会社 | 内圧成形装置 |
| US9327467B2 (en) | 2008-07-10 | 2016-05-03 | The Boeing Company | Composite mandrel for autoclave curing applications |
| US9238335B2 (en) | 2008-07-10 | 2016-01-19 | The Boeing Company | Mandrel for autoclave curing applications |
| DE102008044069B3 (de) * | 2008-11-26 | 2010-08-05 | Airbus Deutschland Gmbh | Formkörper zur Herstellung eines Faserverbundbauteils |
| US8293051B2 (en) | 2008-12-10 | 2012-10-23 | The Boeing Company | Method for producing composite laminates using a collapsible mandrel |
| US8074694B2 (en) | 2009-05-28 | 2011-12-13 | The Boeing Company | Stringer transition method |
| JP5588645B2 (ja) | 2009-09-15 | 2014-09-10 | 川崎重工業株式会社 | 横断面に肉厚部位を有する複合材料構造物製造用治具 |
| JP5416554B2 (ja) * | 2009-11-06 | 2014-02-12 | 川崎重工業株式会社 | 複合材料構造物製造用治具 |
| US8430984B2 (en) | 2010-05-11 | 2013-04-30 | The Boeing Company | Collapsible mandrel employing reinforced fluoroelastomeric bladder |
| DE102010024120B4 (de) * | 2010-06-17 | 2014-10-23 | Premium Aerotec Gmbh | Stützprofil |
| US8292332B2 (en) | 2011-01-13 | 2012-10-23 | Private Brand Tools (Australia) Pty Ltd | Swivel connector |
| US8556618B2 (en) | 2011-04-07 | 2013-10-15 | Spirit Aerosystems, Inc. | Method and bladder apparatus for forming composite parts |
| US9381704B2 (en) | 2012-06-08 | 2016-07-05 | The Boeing Company | Non-vented bladder system for curing composite parts |
| US9333713B2 (en) * | 2012-10-04 | 2016-05-10 | The Boeing Company | Method for co-curing composite skins and stiffeners in an autoclave |
-
2014
- 2014-08-04 US US14/450,947 patent/US9914244B2/en active Active
-
2015
- 2015-06-22 EP EP15173173.4A patent/EP2982496B1/en active Active
- 2015-06-23 JP JP2015125396A patent/JP6594674B2/ja active Active
- 2015-07-16 KR KR1020150101055A patent/KR102347455B1/ko active IP Right Grant
- 2015-07-29 CN CN201510454014.5A patent/CN105313349B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105313349B (zh) | 2019-03-01 |
| CN105313349A (zh) | 2016-02-10 |
| KR102347455B1 (ko) | 2022-01-04 |
| EP2982496B1 (en) | 2018-08-08 |
| EP2982496A1 (en) | 2016-02-10 |
| US20160031167A1 (en) | 2016-02-04 |
| US9914244B2 (en) | 2018-03-13 |
| JP2016034749A (ja) | 2016-03-17 |
| KR20160016607A (ko) | 2016-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10040256B2 (en) | Non-vented bladder system for curing composite parts | |
| US8333864B2 (en) | Compaction of prepreg plies on composite laminate structures | |
| JP6594674B2 (ja) | 複合部品を硬化させるための空気袋システム | |
| JP6659749B2 (ja) | 真空の完全性を有する複合ツール及びその製造方法 | |
| EP2512783B1 (en) | Double vacuum cure processing of composite parts | |
| KR102207476B1 (ko) | 실링 및 테스트 하는 세그먼트 공구 | |
| JP6181190B2 (ja) | 複合材外板と複合材スティフナとをオートクレーブ内で共硬化するための方法及び装置 | |
| US9925697B2 (en) | Method for bladder repair during composite part curing | |
| US9862154B2 (en) | Apparatuses and methods for efficient sealing of vacuum bag seams | |
| US9227384B2 (en) | Pressure debulking system | |
| JP2021151771A (ja) | 様々な異なる事前硬化された複合ストリンガを支持するための方法及びデバイス | |
| US20220332060A1 (en) | Apparatus and method for processing a composite structure | |
| US20190061285A1 (en) | Fibre Composite Component Having An Elastomer Seal And A Method Of Production Thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180621 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190320 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190826 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6594674 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |