JP6571146B2 - Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core - Google Patents
Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core Download PDFInfo
- Publication number
- JP6571146B2 JP6571146B2 JP2017181827A JP2017181827A JP6571146B2 JP 6571146 B2 JP6571146 B2 JP 6571146B2 JP 2017181827 A JP2017181827 A JP 2017181827A JP 2017181827 A JP2017181827 A JP 2017181827A JP 6571146 B2 JP6571146 B2 JP 6571146B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- soft magnetic
- layer
- insulating
- magnetic powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Description
本発明は、軟磁性材料、軟磁性材料を用いた圧粉磁心、圧粉磁心を用いたリアクトル、及び圧粉磁心の製造方法に関する。 The present invention relates to a soft magnetic material, a powder magnetic core using the soft magnetic material, a reactor using the powder magnetic core, and a method for manufacturing the powder magnetic core.
モーター、インバーター、コンバーターへの電力供給系統の一部として、リアクトルが利用されている。このリアクトルのコアとして、圧粉磁心が使用される。圧粉磁心は、金属粉末とこれを覆う絶縁皮膜とから構成された粉末を加圧成形することにより形成される。 Reactors are used as part of the power supply system for motors, inverters, and converters. A powder magnetic core is used as the core of this reactor. The dust core is formed by press-molding a powder composed of a metal powder and an insulating film covering the metal powder.
圧粉磁心は、エネルギー交換効率の向上や低発熱などの要求から、小さな印加磁界で大きな磁束密度を得ることが出来る磁気特性と、磁束密度変化におけるエネルギー損失が小さいという磁気特性が求められる。磁束密度に関する磁気特性とは、具体的には透磁率(μ)である。エネルギー損失に関する磁気特性とは、具体的には鉄損(Pcv)である。鉄損(Pcv)は、ヒステリシス損失(Ph)と、渦電流損失(Pe)の和で表される。 The powder magnetic core is required to have a magnetic characteristic capable of obtaining a large magnetic flux density with a small applied magnetic field and a magnetic characteristic such that an energy loss due to a change in the magnetic flux density is small due to demands such as improvement of energy exchange efficiency and low heat generation. Specifically, the magnetic characteristic relating to the magnetic flux density is the magnetic permeability (μ). Specifically, the magnetic characteristics relating to energy loss are iron loss (Pcv). The iron loss (Pcv) is represented by the sum of hysteresis loss (Ph) and eddy current loss (Pe).
軟磁性粉末を用いた圧粉磁心は、上記の通り磁束密度の向上が求められており、そのためには、圧粉磁心を高密度にする必要がある。そのため、高い圧力で圧粉成形されるが、その際に多くの歪みが軟磁性粉末の粒子内に発生する。この歪みにより圧粉磁心の保磁力が高まり、ヒステリシス損失が増加してしまう。ヒステリシス損失は、圧粉磁心全体としての損失の増加、飽和磁束密度の低下及び、直流重畳特性の悪化につながる。そこで、圧粉成形に軟磁性粉末の粒子内に発生する歪みの低減を目的として、軟磁性粉末に潤滑剤を添加しておき、圧粉成形する方法が採用されている。また、圧粉磁心は経年劣化により、透磁率の悪化や、ヒステリシス損失の悪化による鉄損(Pcv)の低下が起こることが知られている。 The dust core using soft magnetic powder is required to improve the magnetic flux density as described above. For this purpose, it is necessary to increase the density of the dust core. For this reason, compacting is performed at a high pressure, but at that time, many distortions are generated in the particles of the soft magnetic powder. This distortion increases the coercive force of the dust core and increases hysteresis loss. Hysteresis loss leads to an increase in loss as a whole of the dust core, a decrease in saturation magnetic flux density, and a deterioration in DC superposition characteristics. Therefore, for the purpose of reducing distortion generated in the particles of the soft magnetic powder during compacting, a method of compacting by adding a lubricant to the soft magnetic powder is employed. Further, it is known that the dust core is deteriorated with time, and the magnetic loss and the iron loss (Pcv) are reduced due to the deterioration of hysteresis loss.
本発明者は、鋭意検討の結果、潤滑剤としてステアリン酸カルシウムを使用することで、
高い圧力での圧粉成形時の軟磁性粉末内の歪みの発生を抑制しつつも、経年劣化による透磁率や、ヒステリシス損失の悪化を抑制することが可能であるとの知見を得た。本発明の目的は、潤滑剤としてステアリン酸カルシウムを使用することで、高い圧力で圧粉成形しても軟磁性粉末の粒子内に歪の発生を抑制しつつ、経年劣化による圧粉磁心の磁気特性の悪化を低減した軟磁性材料、軟磁性材料を用いた圧粉磁心、圧粉磁心を用いたリアクトル、及び圧粉磁心の製造方法を提供することにある。
As a result of intensive studies, the present inventor used calcium stearate as a lubricant,
The present inventors have found that it is possible to suppress the permeability due to aging and the deterioration of hysteresis loss while suppressing the occurrence of distortion in the soft magnetic powder during compacting at high pressure. The object of the present invention is to use calcium stearate as a lubricant, and suppress the generation of distortion in the particles of soft magnetic powder even when compacted at high pressure, and magnetic properties of the dust core due to aging Is to provide a soft magnetic material with reduced deterioration, a powder magnetic core using the soft magnetic material, a reactor using the powder magnetic core, and a method for manufacturing the powder magnetic core.
上記の目的を達成するため、本発明の軟磁性材料は、周囲を絶縁層で被覆した軟磁性粉末と、前記軟磁性粉末に対して添加される潤滑剤と、を備え、前記潤滑剤は、前記軟磁性粉末に対して0.5wt%のステアリン酸カルシウムを含み、前記絶縁層は、前記軟磁性粉末の周囲に均一に分布する絶縁粉末層と、前記絶縁粉末層の外側を被覆するシリコーンオリゴマー層と、前記シリコーンオリゴマー層の外側を被覆するシリコーンレジン層と、を含み、前記絶縁粉末層の一部または全てがトリポリリン酸アルミ粉末であり、前記トリポリリン酸アルミ粉末の添加量は、前記軟磁性粉末に対して1.0〜1.5wt%であること、を特徴とする。
In order to achieve the above object, the soft magnetic material of the present invention comprises a soft magnetic powder having a periphery coated with an insulating layer, and a lubricant added to the soft magnetic powder, the lubricant comprising: 0 with respect to the soft magnetic powder. Look containing a 5 wt% of calcium stearate, wherein the insulating layer comprises an insulating powder layer uniformly distributed around the soft magnetic powder, and the silicone oligomer layer covering the outside of the insulating powder layer, outside of the silicone oligomer layer A part of or all of the insulating powder layer is aluminum tripolyphosphate powder, and the amount of the aluminum tripolyphosphate powder added is 1.0 to 1 with respect to the soft magnetic powder. .5 wt% .
前記潤滑剤の添加量は、前記軟磁性粉末に対して0.5wt%であり、前記潤滑剤のうち前記ステアリン酸カルシウムの割合を100%としても良い。
The addition amount of the lubricant may be 0.5 wt% with respect to the soft magnetic powder, and the ratio of the calcium stearate in the lubricant may be 100 %.
前記シリコーンオリゴマー層は、メチル系またはメチルフェニル系のシリコーンオリゴマーを固化したものであっても良い。 The silicone oligomer layer may be a solidified methyl or methylphenyl silicone oligomer.
また、前記軟磁性材料を使用した圧粉磁心や、当該圧粉磁心にコイルが巻回されたリアクトルや、当該圧粉磁心の製造方法も本発明の一態様である。 In addition, a dust core using the soft magnetic material, a reactor in which a coil is wound around the dust core, and a method for manufacturing the dust core are also one aspect of the present invention.
本発明によれば、潤滑剤としてステアリン酸カルシウムを使用することにより、高い圧力で圧粉成形しても軟磁性粉末の粒子内に歪みの発生を抑制することが可能となる。これにより、ヒステリシス損失を低減し、飽和磁束密度を上げることができる。その結果、低損失で直流重畳特性に優れた圧粉磁心とその製造方法を提供することができる。 According to the present invention, by using calcium stearate as a lubricant, it is possible to suppress the occurrence of distortion in the particles of the soft magnetic powder even if compacted at a high pressure. Thereby, a hysteresis loss can be reduced and a saturation magnetic flux density can be raised. As a result, it is possible to provide a dust core with low loss and excellent direct current superposition characteristics and a method for manufacturing the same.
[1.実施形態]
[1−1.構成]
本実施形態の軟磁性粉末材料は、圧粉磁心の材料である。軟磁性粉末材料には、周囲を絶縁層で被覆した軟磁性粉末と、軟磁性粉末に対して添加される潤滑剤と、が含まれる。潤滑剤としては、軟磁性粉末に対して0.1〜0.5wt%のステアリン酸カルシウムを使用する。本実施形態では、潤滑剤を添加した軟磁性粉末材料を、所定の形状に加圧成形処理して成形体を作製する。成形体の形状は、例えば、トロイダル状、I型、U型、θ型、E型、EER型など、種々の形状とすることができる。所定の形状に整えた成形体を熱処理することで圧粉磁心が成型される。なお、絶縁層は、絶縁粉末層、シリコーンオリゴマー層及び、シリコーンレジン層の中から要求される性能に合わせて任意に選択することが可能である。本実施形態では、説明のために絶縁層が、絶縁粉末層、シリコーンオリゴマー層、及びシリコーンレジン層の3層からなるものとして説明する。
[1. Embodiment]
[1-1. Constitution]
The soft magnetic powder material of the present embodiment is a powder magnetic core material. The soft magnetic powder material includes a soft magnetic powder whose periphery is covered with an insulating layer, and a lubricant added to the soft magnetic powder. As the lubricant, 0.1 to 0.5 wt% of calcium stearate is used with respect to the soft magnetic powder. In the present embodiment, a soft magnetic powder material to which a lubricant is added is pressed into a predetermined shape to produce a molded body. The shape of the molded body can be various shapes such as toroidal, I-type, U-type, θ-type, E-type, and EER-type. The powder magnetic core is molded by heat-treating the molded body arranged in a predetermined shape. In addition, an insulating layer can be arbitrarily selected according to the performance requested | required from an insulating powder layer, a silicone oligomer layer, and a silicone resin layer. In the present embodiment, for the sake of explanation, the insulating layer is described as being composed of three layers of an insulating powder layer, a silicone oligomer layer, and a silicone resin layer.
(1)軟磁性粉末 (1) Soft magnetic powder
本実施形態で使用する軟磁性粉末は、鉄を主成分とする軟磁性粉末であって、パーマロイ(Fe−Ni合金)、Si含有鉄合金(Fe−Si合金)、センダスト合金(Fe−Si−Al合金)、純鉄粉、などを用いる。鉄合金は、その他にCoやAl、Cr、Mnを含んでもよい。パーマロイ(Fe−Ni合金)を用いる場合、Feに対するNiの比率は50:50や25:75が好ましいが、他の比率であってもよい。例えば、Fe−80Ni、Fe−36Niでもよい。FeとNiの他にSi、Cr、Mo、Cu、Nb、Ta等を含んでいても良い。Fe−Si合金粉末は、例えば、Fe−3.5%Si合金粉末、Fe−6.5%Si合金粉末が挙げられるが、Feに対するSiの比率は、3.5%や6.5%以外であっても良い。純鉄粉は、Feを99%以上含むものである。軟磁性粉末は1種類でなく、2種類以上の混合粉でも良い。 The soft magnetic powder used in the present embodiment is a soft magnetic powder containing iron as a main component, and is permalloy (Fe—Ni alloy), Si-containing iron alloy (Fe—Si alloy), Sendust alloy (Fe—Si—). Al alloy), pure iron powder, etc. are used. The iron alloy may further contain Co, Al, Cr, or Mn. When using permalloy (Fe—Ni alloy), the ratio of Ni to Fe is preferably 50:50 or 25:75, but may be other ratios. For example, Fe-80Ni and Fe-36Ni may be used. In addition to Fe and Ni, Si, Cr, Mo, Cu, Nb, Ta, or the like may be included. Examples of the Fe-Si alloy powder include Fe-3.5% Si alloy powder and Fe-6.5% Si alloy powder, but the ratio of Si to Fe is other than 3.5% or 6.5%. It may be. Pure iron powder contains 99% or more of Fe. The soft magnetic powder is not limited to one type but may be a mixed powder of two or more types.
軟磁性粉末の平均粒子径(D50)は20μm〜150μmが好ましい。なお、本明細書において「平均粒子径」とは、特に断りがない限り、D50、すなわちメジアン径を指すものとする。軟磁性粉末の製造方法は問わない。粉砕法により作製されたものでも、アトマイズ法により作製されたものでも良い。アトマイズ法は、水アトマイズ法、ガスアトマイズ法、水ガスアトマイズ法のいずれでも良い。水アトマイズ法は、現状、もっとも入手性が良く低コストである。水アトマイズ法を使用した場合は、その粒子形状がいびつであるので、それを加圧成形した粉末成形体の機械的強度を向上させやすい。 The average particle diameter (D50) of the soft magnetic powder is preferably 20 μm to 150 μm. In the present specification, the “average particle diameter” refers to D50, that is, the median diameter unless otherwise specified. The method for producing the soft magnetic powder is not limited. Those produced by a pulverization method or those produced by an atomization method may be used. The atomizing method may be any of a water atomizing method, a gas atomizing method, and a water gas atomizing method. The water atomization method is currently the most available and low cost. When the water atomization method is used, since the particle shape is irregular, it is easy to improve the mechanical strength of a powder molded body obtained by pressure molding.
軟磁性粉末は、球形であることが好ましい。第1の磁性粉末の円形度は、0.90以上であることが好ましい。円形度を高くすることで、軟磁性粉末同士の隙間が少なくなり、密度及び透磁率の向上を図ることができるからである。 The soft magnetic powder is preferably spherical. The circularity of the first magnetic powder is preferably 0.90 or more. This is because by increasing the circularity, the gaps between the soft magnetic powders are reduced, and the density and permeability can be improved.
軟磁性粉末の製造方法は、任意の方法を採用することができる。例えば、ガスアトマイズ法や水アトマイズ法あるいは水ガスアトマイズ法で製造されたものを使用することで粒子の平均円形度を、0.90以上とする。また、各種アトマイズ法のみで平均円形度が0.90以上の粉末を形成できない場合には、さらに粒子の平均円形度をあげる加工を施しても良い。例えば、ガスアトマイズ法による軟磁性粉末はほぼ球状の粒子である。したがって、ガスアトマイズ法により形成した粉末は、加工せずそのまま使用することが可能である。一方、水アトマイズ法で製造された軟磁性粉末は、その表面に凹凸が形成された非球状の粒子である。この場合には、ボールミル、メカニカルアロイング、ジェットミル、アトライター又は表面改質装置を用いて表面の凹凸を均すことで、粒子の平均円形度を上昇させることができる。 Any method can be adopted as a method for producing the soft magnetic powder. For example, the average circularity of the particles is set to 0.90 or more by using a gas atomized method, a water atomized method, or a water gas atomized method. Further, when a powder having an average circularity of 0.90 or more cannot be formed only by various atomizing methods, a process for further increasing the average circularity of the particles may be performed. For example, the soft magnetic powder by the gas atomization method is a substantially spherical particle. Therefore, the powder formed by the gas atomization method can be used as it is without being processed. On the other hand, the soft magnetic powder produced by the water atomization method is non-spherical particles having irregularities formed on the surface thereof. In this case, the average circularity of the particles can be increased by leveling the surface irregularities using a ball mill, mechanical alloying, jet mill, attritor, or surface modification device.
(2)絶縁層
絶縁層は、軟磁性粉末の周囲に形成される絶縁性能を有する層である。本実施形態では、絶縁層として、複数の種類の層を形成する。本実施形態では、内側より絶縁粉末層、絶縁被膜層の順に軟磁性粉末の周囲を覆う。また、絶縁被膜層は、軟磁性粉末の表面に設けられたケイ素(Si)を含む第1の絶縁被膜層と、第1の層の表面に設けられたケイ素(Si)を含む第2の絶縁被膜層とを備える。
(2) Insulating layer The insulating layer is a layer having insulating performance formed around the soft magnetic powder. In this embodiment, a plurality of types of layers are formed as the insulating layer. In this embodiment, the periphery of the soft magnetic powder is covered in order of the insulating powder layer and the insulating coating layer from the inside. The insulating coating layer includes a first insulating coating layer containing silicon (Si) provided on the surface of the soft magnetic powder, and a second insulation containing silicon (Si) provided on the surface of the first layer. A coating layer.
(2−1.絶縁粉末層)
絶縁粉末層は、軟磁性粉末の表面に絶縁粉末を均一に付着させた層である。絶縁粉末としては、縮合リン酸金属塩粉末や無機絶縁粉末を使用する。絶縁粉末は、1種類でなく、2種類以上混合しても良い。
(2-1. Insulating powder layer)
The insulating powder layer is a layer in which the insulating powder is uniformly attached to the surface of the soft magnetic powder. As the insulating powder, condensed metal phosphate metal salt powder or inorganic insulating powder is used. The insulating powder is not limited to one type, and two or more types may be mixed.
(縮合リン酸金属塩)
軟磁性粉末に混合する絶縁粉末である縮合リン酸金属塩粉末としては、縮合リン酸アルミ粉末が適している。その中でも第一リン酸アルミを加熱して脱水反応させたトリポリリン酸アルミ粉末やメタリン酸アルミニウム粉末又はこれらを混合した粉末が適している。トリポリリン酸アルミは、常温で白色微粉末であり、粉末は水に難溶性である。トリポリリン酸アルミは、板状の結晶が重なり合った層状化合物である。トリポリリン酸アルミニウムの具体例として、トリポリリン酸二水素アルミニウムが挙げられる。トリポリリン酸アルミの平均粒子径が1.5μm〜6.0μmであるとさらに好ましい。トリポリリン酸アルミは防錆効果があり、軟磁性粉末に対して添加した場合、軟磁性粉末の表面の酸化を防止する作用がある。粉末表面が酸化すると軟磁性粉末間の距離が増大する。軟磁性粉末間の距離の増加は、透磁率の悪化につながる。また、軟磁性粉末表面が酸化すると、軟磁性粉末内の結晶構造に歪みが生じる。結晶構造の歪みは、圧粉磁心におけるヒステリシス損失の悪化につながる。トリポリリン酸アルミを軟磁性粉末の表面に均一に分布させることにより、圧粉磁心の透磁率の悪化やヒステリシス損失の悪化を防止することが可能となる。
(Condensed metal phosphate)
A condensed aluminum phosphate powder is suitable as the condensed metal phosphate powder that is an insulating powder mixed with the soft magnetic powder. Among them, aluminum tripolyphosphate powder, aluminum metaphosphate powder obtained by dehydration reaction by heating primary aluminum phosphate, or a powder obtained by mixing these powders is suitable. Aluminum tripolyphosphate is a white fine powder at room temperature, and the powder is hardly soluble in water. Aluminum tripolyphosphate is a layered compound in which plate-like crystals overlap. Specific examples of aluminum tripolyphosphate include aluminum dihydrogen phosphate. The average particle size of aluminum tripolyphosphate is more preferably 1.5 μm to 6.0 μm. Tripolyaluminum phosphate has an antirust effect, and when added to soft magnetic powder, it acts to prevent oxidation of the surface of soft magnetic powder. When the powder surface is oxidized, the distance between the soft magnetic powders increases. An increase in the distance between the soft magnetic powders leads to deterioration of the magnetic permeability. Further, when the surface of the soft magnetic powder is oxidized, the crystal structure in the soft magnetic powder is distorted. The distortion of the crystal structure leads to deterioration of hysteresis loss in the dust core. By uniformly distributing the aluminum tripolyphosphate on the surface of the soft magnetic powder, it is possible to prevent deterioration of the magnetic permeability of the dust core and deterioration of hysteresis loss.
(無機絶縁粉末)
軟磁性粉末に混合する無機絶縁粉末としては、融点が1000℃以上の無機絶縁粉末であるアルミナ粉末、マグネシア粉末、シリカ粉末、チタニア粉末、ジルコニア粉末の少なくとも1種類以上であることが好ましい。融点が1000℃以上の無機絶縁粉末を使用するのは、後述の成形時に加わった圧力による歪みをとる目的で行う熱処理工程で加えられる熱により、無機絶縁粉末が焼結し圧粉磁心の材料として使用できなくなることを防止するためである。
(Inorganic insulating powder)
The inorganic insulating powder mixed with the soft magnetic powder is preferably at least one of alumina powder, magnesia powder, silica powder, titania powder, and zirconia powder, which is an inorganic insulating powder having a melting point of 1000 ° C. or higher. The inorganic insulating powder having a melting point of 1000 ° C. or higher is used as a material for the powder magnetic core by sintering the inorganic insulating powder by heat applied in the heat treatment process performed for the purpose of removing distortion due to the pressure applied during the molding described later. This is to prevent it from becoming unusable.
無機絶縁粉末の比表面積は65〜130m2/g(粒子径にすれば7〜200nm)が好ましく、より好ましくは100〜130m2/g(粒子径で7〜50nm)である。無機絶縁粉末の比表面積が大きいほうが、粒子径が小さくなる。粒子径が小さいほうが、軟磁性粉末間に無機絶縁粉末が隙間なく入り込み、密度の高い絶縁被膜が形成され、圧粉磁心成形時の歪が緩和される。一方、無機絶縁粉末の比表面積が大きすぎると、粒子径が小さくなりすぎて製造が困難となる。 The specific surface area of the inorganic insulating powder is 65~130m 2 / g (if the particle diameter 7~200Nm) are preferred, and more preferably 100~130m 2 / g (7~50nm in particle size). The larger the specific surface area of the inorganic insulating powder, the smaller the particle size. When the particle diameter is smaller, the inorganic insulating powder enters between the soft magnetic powders without any gaps, and a dense insulating coating is formed, thereby reducing the strain at the time of forming the dust core. On the other hand, when the specific surface area of the inorganic insulating powder is too large, the particle diameter becomes too small and the production becomes difficult.
無機絶縁粉末の添加量は、軟磁性粉末に対して0.25〜2.0wt%とする。これより少なければ絶縁性能が十分に発揮できず、高い熱処理温度では渦電流損失が著しく増加する場合がある。一方、これより多いと絶縁性能は発揮できるが、成形密度が低くなり、渦電流損失以外の磁気特性が低下するという問題点が生じる場合がある。これらの問題が生じない場合は、無機絶縁粉末層は必ずしも必要ではない。 The addition amount of the inorganic insulating powder is 0.25 to 2.0 wt% with respect to the soft magnetic powder. If it is less than this, insulation performance cannot fully be exhibited, and eddy current loss may increase remarkably at high heat treatment temperatures. On the other hand, if it is more than this, the insulation performance can be exhibited, but the molding density is lowered, and there may be a problem that magnetic properties other than eddy current loss are deteriorated. If these problems do not occur, the inorganic insulating powder layer is not always necessary.
(2−2.絶縁被膜層)
絶縁粉末層を形成した軟磁性粉末は、2種類の絶縁被膜層で覆われる。すなわち、軟磁性粉末を中心として、絶縁粉末層を形成した軟磁性粉末の外側に第1層目の第1の絶縁被膜層が形成され、第1層目の第1の絶縁被膜層の外側に第2層目の第2の絶縁被膜層が形成される。第1の絶縁被膜層は、シリコーンオリゴマーが熱処理工程により重合反応して形成されたシリカ(Si)層である。第2の絶縁被膜層は、シリコーンレジンを所定量添加し、大気雰囲気中、所定の温度で乾燥させたシリカ(Si)層である。軟磁性粉末の周囲に絶縁粉末を付着させた場合、第1の層には絶縁粉末が含まれる。この場合、第1の絶縁被膜層は、第2の層と比べてSiの密度が小さくなる傾向がある。第1の絶縁被膜層と第2の絶縁被膜層は、例えばSiの密度の違いにより識別可能である。第1の層には無機絶縁粉末が含まれるが、第2の層には、無機絶縁粉末が含まれないか、含まれても微量であるためである。
(2-2. Insulating coating layer)
The soft magnetic powder on which the insulating powder layer is formed is covered with two types of insulating coating layers. That is, the first insulating coating layer of the first layer is formed outside the soft magnetic powder on which the insulating powder layer is formed with the soft magnetic powder as the center, and the first insulating coating layer of the first layer is formed outside the first insulating coating layer. A second insulating coating layer of the second layer is formed. The first insulating coating layer is a silica (Si) layer formed by polymerization reaction of a silicone oligomer through a heat treatment process. The second insulating coating layer is a silica (Si) layer added with a predetermined amount of silicone resin and dried at a predetermined temperature in the air atmosphere. When the insulating powder is attached around the soft magnetic powder, the first layer contains the insulating powder. In this case, the first insulating coating layer tends to have a lower Si density than the second layer. The first insulating coating layer and the second insulating coating layer can be identified by, for example, a difference in Si density. This is because the first layer contains an inorganic insulating powder, but the second layer does not contain or contains a small amount of inorganic insulating powder.
(シリコーンオリゴマー)
シリコーンオリゴマーは、主骨格がシロキサン結合であり、機械的結合力が強い。また、Si原子を1個有するモノマーであるシランカップリング剤に対して、低分子で、二量体、三量体である分子量1000程度のシリコーンオリゴマーを用いたほうが、その構造上、膜厚を厚くできると考えられる。すなわち、シリコーンオリゴマー層を絶縁被膜の中間層として形成することにより、絶縁被膜全体として機械的結合力を強く、膜厚を厚くすることができる。
(Silicone oligomer)
A silicone oligomer has a siloxane bond as a main skeleton and a strong mechanical bonding force. In addition, it is better to use a silicone oligomer having a molecular weight of about 1000, which is a low molecular, dimer or trimer, with respect to the silane coupling agent which is a monomer having one Si atom. It can be thickened. That is, by forming the silicone oligomer layer as an intermediate layer of the insulating coating, the entire insulating coating has a strong mechanical bonding force and can be made thicker.
具体的には、シリコーンオリゴマーは、アルコキシシリル基を有する。アルコキシシリル基は、メトキシ系、エトキシ系、メトキシ/エトキシ系のものが含まれる。アルコキシシリル基を有するシリコーンオリゴマーであれば、反応性官能基を有さないメチル系、メチルフェニル系のものや、アルコキシシリル基及び反応性官能基を有するエポキシ系、エポキシメチル系、メルカプト系、メルカプトメチル系、アクリルメチル系、メタクリルメチル系、ビニルフェニル系のもの等を用いることができる。特に、メチル系またはメチルフェニル系のシリコーンオリゴマーを用いることで厚く硬い絶縁層を形成することができる。 Specifically, the silicone oligomer has an alkoxysilyl group. Alkoxysilyl groups include methoxy, ethoxy, and methoxy / ethoxy groups. If it is a silicone oligomer having an alkoxysilyl group, a methyl type or methylphenyl type having no reactive functional group, an epoxy type having an alkoxysilyl group and a reactive functional group, an epoxymethyl type, a mercapto type, a mercapto type Methyl, acrylmethyl, methacrylmethyl, vinylphenyl, and the like can be used. In particular, a thick and hard insulating layer can be formed by using a methyl or methylphenyl silicone oligomer.
シリコーンオリゴマーに対するアルコキシシリル基の含有量は、20wt%〜45wt%であることが好ましい。アルコキシシリル基の含有量が20wt%より少ないと、密度が低下し、直流重畳特性が悪化するとともにヒステリシス損失が増加する。また、アルコキシシリル基の含有量が45wt%より多いと、密度が低下して、ヒステリシス損失が増加する。より好ましくは、アルコキシシリル基の含有量は、28wt%〜40wt%である。この範囲であれば、含有量が20wt%〜45wt%の範囲の中でも、ヒステリシス損失が少なく、かつ、密度が高いため、好適である。また、密度が高いため、透磁率が高く、直流重畳特性が良好である。 The content of the alkoxysilyl group with respect to the silicone oligomer is preferably 20 wt% to 45 wt%. When the content of the alkoxysilyl group is less than 20 wt%, the density is lowered, the direct current superimposition characteristics are deteriorated, and the hysteresis loss is increased. On the other hand, when the content of the alkoxysilyl group is more than 45 wt%, the density decreases and the hysteresis loss increases. More preferably, the content of alkoxysilyl groups is 28 wt% to 40 wt%. If it is this range, since there is little hysteresis loss and a density is high in the range whose content is 20 wt%-45 wt%, it is suitable. In addition, since the density is high, the magnetic permeability is high and the direct current superposition characteristics are good.
シリコーンオリゴマーは、その構造内に下記の(式1)で表されるT単位(3官能性)を含むシリコーンオリゴマーである。シリコーンオリゴマー層を形成するシリコーンオリゴマーは、モノマー、すなわち、下記の(式2)で表されるM単位(1官能性)を含まないことが好ましい。シリコーンオリゴマー層を形成する際の乾燥時にM単位部分が揮発して揮発した部分が粗になり、高温高湿に曝した場合に、磁気特性が悪化するからである。すなわち、シリコーンオリゴマーにM単位が含まれる場合には、シリコーンオリゴマー層を形成した際にM単位部分が粗になり、その部分が外気に触れやすくなる。この状態で高温高湿の環境下で曝すと、粗になった隙間部分に外気が入り込み、その部分で錆などが発生し、特性悪化の原因となる。例えば、リアクトルのサンプルを、85℃、95%の高温高湿の環境下で100時間放置した場合、M単位が含まれるシリコーンオリゴマーでシリコーンオリゴマー層を形成した場合の従来例では、その放置前よりも、透磁率が10%低下し、ヒステリシス損失が30%増加する。これに対し、同じ条件でシリコーンオリゴマー層をT単位のみで構成されM単位を含まないシリコーンオリゴマーで形成した場合では、その放置前よりも、透磁率が3%低下するに留まり、また、ヒステリシス損失が5%増加する程度に留まる。 The silicone oligomer is a silicone oligomer containing in its structure a T unit (trifunctional) represented by the following (formula 1). The silicone oligomer that forms the silicone oligomer layer preferably does not contain a monomer, that is, an M unit (monofunctional) represented by the following (formula 2). This is because when the silicone oligomer layer is formed, the M unit portion volatilizes and the volatilized portion becomes rough, and the magnetic properties deteriorate when exposed to high temperature and high humidity. That is, when the silicone oligomer contains an M unit, the M unit portion becomes rough when the silicone oligomer layer is formed, and the portion is easily exposed to the outside air. When exposed to a high temperature and high humidity environment in this state, outside air enters the roughened gap portion, and rust or the like is generated in that portion, causing deterioration of characteristics. For example, when a reactor sample is allowed to stand for 100 hours in an environment of high temperature and high humidity of 85 ° C. and 95%, in a conventional example in which a silicone oligomer layer is formed with a silicone oligomer containing M units, However, the magnetic permeability decreases by 10% and the hysteresis loss increases by 30%. On the other hand, in the case where the silicone oligomer layer is formed of only the T unit and does not contain the M unit under the same conditions, the magnetic permeability is only 3% lower than that before being left, and the hysteresis loss is also reduced. Will only increase by 5%.
(式1)
RSiO3/2・・・・(式1)
(Rは、有機置換基である。)
(式2)
R3SiO1/2・・・・(式2)
(Rは、有機置換基である。)
(Formula 1)
RSiO 3/2 (Formula 1)
(R is an organic substituent.)
(Formula 2)
R 3 SiO 1/2 ... (Formula 2)
(R is an organic substituent.)
シリコーンオリゴマー層を形成するためのM単位を含まないシリコーンオリゴマーとしては、T単位のみからなるシリコーンオリゴマーや、T単位を含むシリコーンオリゴマーの他に、下記の(式3)で表されるD単位(2官能性)又は(式4)で表されるQ単位(4官能性)を含むシリコーンオリゴマーであっても良い。これらのシリコーンオリゴマーであっても、高温高湿下で長時間曝しても、透磁率、ヒステリシス損失の劣化を少なくすることができる。
(式3)
R2SiO2/2・・・・(式3)
(Rは、有機置換基である。)
(式4)
SiO4/2 ・・・・(式4)
As a silicone oligomer which does not contain M unit for forming a silicone oligomer layer, in addition to silicone oligomer consisting only of T unit and silicone oligomer containing T unit, D unit represented by the following (formula 3) ( It may be a silicone oligomer containing a Q unit (tetrafunctional) represented by (difunctional) or (formula 4). Even if these silicone oligomers are exposed to high temperature and high humidity for a long time, deterioration of magnetic permeability and hysteresis loss can be reduced.
(Formula 3)
R 2 SiO 2/2 (Formula 3)
(R is an organic substituent.)
(Formula 4)
SiO 4/2 ... (Formula 4)
シリコーンオリゴマーの分子量は、100〜4000であることが好ましい。分子量が100より小さい場合、熱処理工程において熱分解により破壊または消失されやすく、軟磁性粉末間が絶縁破壊されやすい。一方、分子量が4000より大きい場合、膜厚が厚くなりすぎて、磁気特性が低下してしまう。 The molecular weight of the silicone oligomer is preferably 100 to 4000. When the molecular weight is less than 100, it is likely to be destroyed or lost by thermal decomposition in the heat treatment step, and the dielectric breakdown is likely to occur between the soft magnetic powders. On the other hand, if the molecular weight is larger than 4000, the film thickness becomes too thick and the magnetic properties are deteriorated.
シリコーンオリゴマーの添加量は、軟磁性粉末に対して、0.15wt%〜3.5wt%であることが好ましい。添加量が1.0wt%より少ないと直流重畳特性が悪化する。添加量が2.0wt%より多いと密度が低下することにより、初透磁率が低下するとともにヒステリシス損失が増加する。 The addition amount of the silicone oligomer is preferably 0.15 wt% to 3.5 wt% with respect to the soft magnetic powder. When the addition amount is less than 1.0 wt%, the direct current superposition characteristics deteriorate. When the added amount is more than 2.0 wt%, the density is lowered, whereby the initial permeability is lowered and the hysteresis loss is increased.
シリコーンオリゴマー層の乾燥温度は、25℃〜350℃が好ましく、軟磁性粉末がFe−Ni合金粉末である場合には200℃〜350℃がより好ましい。軟磁性粉末がFe−Si合金粉末又は純鉄粉である場合には、25℃〜350℃がより好ましい。乾燥温度が25℃未満であると膜の形成が不完全となり、渦電流損失が高くなる。一方、乾燥温度350℃より大きいと粉末が酸化することによりヒステリシス損失が高くなり、成形体の密度及び透磁率が低下する。乾燥時間は、数時間程度であり、例えば、1時間〜2時間程度とする。 The drying temperature of the silicone oligomer layer is preferably 25 ° C to 350 ° C, and more preferably 200 ° C to 350 ° C when the soft magnetic powder is an Fe-Ni alloy powder. When the soft magnetic powder is Fe-Si alloy powder or pure iron powder, 25 ° C to 350 ° C is more preferable. When the drying temperature is less than 25 ° C., film formation is incomplete and eddy current loss increases. On the other hand, when the drying temperature is higher than 350 ° C., the powder is oxidized to increase the hysteresis loss, and the density and magnetic permeability of the compact are reduced. The drying time is about several hours, for example, about 1 to 2 hours.
なお、無機絶縁粉末付着工程を設けない場合、シリコーンオリゴマー層形成工程は、軟磁性粉末に対して、シリコーンオリゴマーを所定量添加して、大気雰囲気中、所定の温度で乾燥を行うものである。シリコーンオリゴマー層形成工程により、軟磁性粉末の表面にシリコーンオリゴマー層を形成する。 In the case where the inorganic insulating powder adhering step is not provided, the silicone oligomer layer forming step adds a predetermined amount of the silicone oligomer to the soft magnetic powder and performs drying at a predetermined temperature in the air atmosphere. A silicone oligomer layer is formed on the surface of the soft magnetic powder by the silicone oligomer layer forming step.
(シリコーンレジン)
シリコーンレジンはシロキサン結合(Si−O―Si)を主骨格に持つ樹脂である。シリコーンレジンを用いることで可撓性に優れた被膜を形成することができる。シリコーンレジンは、メチル系、メチルフェニル系、プロピルフェニル系、エポキシ樹脂変性系、アルキッド樹脂変性系、ポリエステル樹脂変性系、ゴム系等を用いることができる。この中でも特に、メチルフェニル系のシリコーンレジンを用いた場合、加熱減量が少なく、耐熱性に優れたシリコーンレジン層を形成することができる。
(Silicone resin)
The silicone resin is a resin having a siloxane bond (Si—O—Si) as a main skeleton. By using a silicone resin, a film excellent in flexibility can be formed. As the silicone resin, methyl, methylphenyl, propylphenyl, epoxy resin-modified, alkyd resin-modified, polyester resin-modified, rubber or the like can be used. Among these, in particular, when a methylphenyl-based silicone resin is used, it is possible to form a silicone resin layer with little heat loss and excellent heat resistance.
シリコーンレジンの添加量は、軟磁性粉末に対して、0.5〜1.5wt%であることが好ましい。添加量が0.5wt%より少ないと絶縁被膜として機能せず、渦電流損失が増加することにより磁気特性が低下する。添加量が1.5wt%より多いとコアが膨張することにより成形体の密度が低下し、透磁率が低下する。シリコーンオリゴマーに対するシリコーンレジンの添加量を適宜調整することで、強固で絶縁性能の高い絶縁被膜を形成することができ、特にシリコーンオリゴマーに対するシリコーンレジンの重量比が1:0.8〜1:3の場合に、強度と絶縁性能が優れている。 The addition amount of the silicone resin is preferably 0.5 to 1.5 wt% with respect to the soft magnetic powder. If the addition amount is less than 0.5 wt%, it does not function as an insulating film, and eddy current loss increases, resulting in a decrease in magnetic properties. If the addition amount is more than 1.5 wt%, the core expands to reduce the density of the molded body and the magnetic permeability. By appropriately adjusting the amount of the silicone resin added to the silicone oligomer, it is possible to form a strong insulating film having a high insulating performance, and particularly the weight ratio of the silicone resin to the silicone oligomer is 1: 0.8 to 1: 3. In case, strength and insulation performance are excellent.
シリコーンレジン層の乾燥温度は、100℃〜400℃が好ましく、軟磁性粉末がFe−Ni合金粉末である場合には200℃〜300℃がより好ましい。軟磁性粉末がFe−Si合金粉末である場合は100℃〜400℃がより好ましい。軟磁性粉末が純鉄粉である場合には100℃〜300℃がより好ましい。乾燥温度が100℃より小さいと膜の形成が不完全となり、渦電流損失が高くなる。一方、乾燥温度400℃より大きいと粉末が酸化することによりヒステリシス損失が高くなり、成形体の密度及び透磁率が低下する。乾燥時間は、2時間程度である。 The drying temperature of the silicone resin layer is preferably 100 ° C to 400 ° C, and more preferably 200 ° C to 300 ° C when the soft magnetic powder is an Fe-Ni alloy powder. When the soft magnetic powder is an Fe—Si alloy powder, 100 ° C. to 400 ° C. is more preferable. When the soft magnetic powder is pure iron powder, 100 ° C. to 300 ° C. is more preferable. When the drying temperature is lower than 100 ° C., film formation is incomplete and eddy current loss increases. On the other hand, when the drying temperature is higher than 400 ° C., the powder is oxidized to increase the hysteresis loss, and the density and magnetic permeability of the compact are reduced. The drying time is about 2 hours.
(3)潤滑剤
潤滑剤として、ステアリン酸カルシウムを使用する。軟磁性粉末に対して潤滑剤を添加することにより、軟磁性粉末同士の滑りを良くすることができるので、混合時の密度を向上させ成形密度を高くすることができる。さらに、成形時の上パンチの抜き圧低減、金型と粉末の接触によるコア壁面の縦筋の発生を防止することが可能である。また、後述する焼鈍行程を経ることで、潤滑剤に含まれるステアリン酸カルシウムは酸化カルシウムとなりコア内に残留する。コア内の酸化カルシウムは、酸化カルシウムが持つ吸湿作用により、コアにおける錆びの発生を防止し、錆によるコアの特性悪化を防止する。
(3) Lubricant Calcium stearate is used as a lubricant. By adding a lubricant to the soft magnetic powder, it is possible to improve the sliding between the soft magnetic powders, so that the density during mixing can be improved and the molding density can be increased. Furthermore, it is possible to reduce the punching pressure of the upper punch during molding and to prevent the vertical stripes on the core wall surface from being generated due to the contact between the mold and the powder. Further, through an annealing process described later, calcium stearate contained in the lubricant becomes calcium oxide and remains in the core. The calcium oxide in the core prevents the rust from being generated in the core due to the moisture absorption action of the calcium oxide, and prevents deterioration of the core characteristics due to rust.
潤滑剤の添加量は、軟磁性粉末に対して、0.1wt%〜0.5wt%程度が好ましく、一般的には、0.5wt%程度である。これよりも少なければ、十分な効果を得ることができず、これより多いと、密度低下による最大磁束密度の低下、ヒステリシス損失の増加により磁気特性が低下する問題が発生する。 The addition amount of the lubricant is preferably about 0.1 wt% to 0.5 wt% with respect to the soft magnetic powder, and generally about 0.5 wt%. If it is less than this, a sufficient effect cannot be obtained, and if it is more than this, there arises a problem that the magnetic properties are deteriorated due to a decrease in the maximum magnetic flux density due to a decrease in density and an increase in hysteresis loss.
また、潤滑剤としてステアリン酸カルシウムに加えて他のワックスを混合して使用しても良い。他のワックスとしては、ステアリン酸及びその金属塩ならびにエチレンビスステアラマイドなどのワックスが挙げられる。例えば、エチレンビスステアラマイド、ステアリン酸リチウム、ステアリン酸アルミなどである。ステアリン酸カルシウムに加えて他のワックスを混合して使用する場合の添加量は、それぞれを混合した潤滑剤が、軟磁性粉末に対して、0.1wt%〜0.5wt%程度が好ましい。 In addition to calcium stearate, other waxes may be mixed and used as a lubricant. Other waxes include stearic acid and its metal salts and waxes such as ethylene bisstearamide. For example, ethylene bisstearamide, lithium stearate, aluminum stearate and the like. In addition to calcium stearate, the amount of addition of other waxes is preferably about 0.1 wt% to 0.5 wt% of the mixed lubricant with respect to the soft magnetic powder.
[1−2.圧粉磁心の製造方法]
本実施形態の圧粉磁心の製造方法は、次のような各工程を有する。この工程を図1のフローチャートに示す。
(1)軟磁性粉末に対して、絶縁粉末を混合して粉末を付着させる絶縁粉末付着工程(ステップ1)。
(2)表面に絶縁粉末が付着した軟磁性粉末に対し、シリコーンオリゴマーを混合してシリコーンオリゴマー層を形成するシリコーンオリゴマー層形成工程(ステップ2)。
(3)シリコーンオリゴマー層が形成された軟磁性粉末に対し、シリコーンレジンを混合してシリコーンレジン層を形成するシリコーンレジン層形成工程(ステップ3)。
(4)前記工程を経た前記軟磁性粉末に対して、ステアリン酸カルシウムを混合する潤滑剤混合ステップ(ステップ4)
(5)前記工程を経た前記軟磁性粉末を、加圧成形処理して成形体を作製する成形工程(ステップ5)。
(6)成形工程を経た成形体を600℃以上で熱処理する熱処理工程(ステップ6)。
以下、各工程を具体的に説明する。
[1-2. Manufacturing method of powder magnetic core]
The manufacturing method of the powder magnetic core of the present embodiment includes the following steps. This process is shown in the flowchart of FIG.
(1) An insulating powder attaching step (step 1) in which insulating powder is mixed with the soft magnetic powder to attach the powder.
(2) A silicone oligomer layer forming step (step 2) in which a silicone oligomer layer is formed by mixing a silicone oligomer with a soft magnetic powder having an insulating powder adhered to the surface.
(3) A silicone resin layer forming step of forming a silicone resin layer by mixing a silicone resin with the soft magnetic powder having the silicone oligomer layer formed thereon (step 3).
(4) Lubricant mixing step of mixing calcium stearate with the soft magnetic powder that has undergone the above process (Step 4)
(5) A molding step (step 5) in which the soft magnetic powder that has undergone the above-described step is subjected to pressure molding treatment to produce a molded body.
(6) A heat treatment process (step 6) in which the molded body that has undergone the molding process is heat treated at 600 ° C. or higher.
Hereafter, each process is demonstrated concretely.
(1)絶縁粉末付着工程
絶縁粉末付着工程では、軟磁性粉末と、絶縁粉末とを混合する。混合は、混合機(W型、V型)、ポットミル等を使用して行い、この時、粉末に内部歪みが入らないように混合する。以上により、軟磁性粉末の表面に絶縁粉末層を付着することができる。軟磁性粉末の表面にトリポリリン酸アルミ粉末を付着することにより、軟磁性粉末に発生する錆を防止することができる。一方、軟磁性粉末の表面に無機絶縁粉末を付着することにより、軟磁性粉末の間を絶縁することができ、熱処理温度を上げることが可能になる。
(1) Insulating powder adhering step In the insulating powder adhering step, soft magnetic powder and insulating powder are mixed. Mixing is performed using a mixer (W type, V type), a pot mill or the like, and at this time, the powder is mixed so that internal distortion does not enter. As described above, the insulating powder layer can be attached to the surface of the soft magnetic powder. By attaching the aluminum tripolyphosphate powder to the surface of the soft magnetic powder, rust generated in the soft magnetic powder can be prevented. On the other hand, by attaching an inorganic insulating powder to the surface of the soft magnetic powder, it is possible to insulate the soft magnetic powder and increase the heat treatment temperature.
絶縁粉末の付着の態様としては、軟磁性粉末の表面に点状に分散して付着している場合、軟磁性粉末の表面に塊状に分散して付着している場合、軟磁性粉末の全表面若しくは表面の一部を覆うように無機絶縁粉末の層を形成しながら付着している場合などが含まれる。また、軟磁性粉末の表面に付着するだけでなく、軟磁性粉末の外側に形成されたシリコーンオリゴマー層と混合し、シリコーンオリゴマー層の中に分散している場合も含まれる。なお、混合機による撹拌時間などの条件によっては、シリコーンオリゴマー層の中に分散しないこともある。 As for the manner of adhesion of the insulating powder, the surface of the soft magnetic powder is dispersed and adhered in the form of dots, the surface of the soft magnetic powder is dispersed and adhered to the surface of the soft magnetic powder, the entire surface of the soft magnetic powder Or the case where it adheres, forming the layer of inorganic insulating powder so that a part of surface may be covered is included. In addition to being attached to the surface of the soft magnetic powder, a case where it is mixed with a silicone oligomer layer formed on the outside of the soft magnetic powder and dispersed in the silicone oligomer layer is also included. In addition, depending on conditions, such as stirring time by a mixer, it may not disperse | distribute in a silicone oligomer layer.
(2)シリコーンオリゴマー層形成工程
シリコーンオリゴマー層形成工程では、軟磁性粉末に対して、シリコーンオリゴマーを所定量添加して、大気雰囲気中、所定の温度で乾燥を行う。シリコーンオリゴマー層形成工程により、軟磁性粉末の外側にシリコーンオリゴマー層が形成される。
(2) Silicone oligomer layer forming step In the silicone oligomer layer forming step, a predetermined amount of silicone oligomer is added to the soft magnetic powder, and drying is performed at a predetermined temperature in the air atmosphere. A silicone oligomer layer is formed outside the soft magnetic powder by the silicone oligomer layer forming step.
絶縁粉末付着工程を設けない場合、シリコーンオリゴマー層形成工程は、軟磁性粉末に対して、シリコーンオリゴマーを所定量添加して、大気雰囲気中、所定の温度で乾燥を行う。シリコーンオリゴマー層形成工程により、軟磁性粉末の表面にシリコーンオリゴマー層を形成する。 When the insulating powder adhering step is not provided, the silicone oligomer layer forming step adds a predetermined amount of the silicone oligomer to the soft magnetic powder and performs drying at a predetermined temperature in the air atmosphere. A silicone oligomer layer is formed on the surface of the soft magnetic powder by the silicone oligomer layer forming step.
(3)シリコーンレジン層形成工程
シリコーンレジン層形成工程では、シリコーンオリゴマー層が形成された軟磁性粉末に対して、シリコーンレジンを所定量添加し、大気雰囲気中、所定の温度で乾燥させる。シリコーンレジン層形成工程により、シリコーンオリゴマー層の外側にシリコーンレジン層が形成される。
(3) Silicone resin layer forming step In the silicone resin layer forming step, a predetermined amount of silicone resin is added to the soft magnetic powder on which the silicone oligomer layer is formed, and dried at a predetermined temperature in an air atmosphere. A silicone resin layer is formed outside the silicone oligomer layer by the silicone resin layer forming step.
このような混合工程により、磁性粉末と樹脂との混合物である造粒粉を得ることができる。 By such a mixing step, granulated powder that is a mixture of magnetic powder and resin can be obtained.
(4)潤滑剤混合工程
潤滑剤混合工程では、シリコーンレジン層を形成した軟磁性粉末に対して、所定量のステアリン酸カルシウムを添加する。混合方法としては、混合は、混合機(W型、V型)、ポットミル等を使用して行う。ステアリン酸カルシウムに加えて他の潤滑剤を使用する場合には、この工程において混合することができる。他の潤滑剤を混合するタイミングは、ステアリン酸カルシウムの投入前、ステアリン酸カルシウムの投入時、ステアリン酸カルシウムの投入後から選択可能である。また、予め、ステアリン酸カルシウムと他の潤滑剤を混合しておき、混合した潤滑剤を、シリコーンレジン層を形成した軟磁性粉末に対して、添加しても良い。
(4) Lubricant mixing step In the lubricant mixing step, a predetermined amount of calcium stearate is added to the soft magnetic powder on which the silicone resin layer is formed. As a mixing method, mixing is performed using a mixer (W type, V type), a pot mill or the like. If other lubricants are used in addition to calcium stearate, they can be mixed in this step. The timing of mixing other lubricants can be selected before the calcium stearate is charged, when the calcium stearate is charged, or after the calcium stearate is charged. Alternatively, calcium stearate and another lubricant may be mixed in advance, and the mixed lubricant may be added to the soft magnetic powder on which the silicone resin layer is formed.
(5)成形工程
成形工程では、潤滑剤と混合した表面に絶縁被膜が形成された軟磁性粉末を加圧成形することにより、成形体を形成する。成形時の圧力は10〜20ton/cm2であり、平均で15ton/cm2程度が好ましい。
(5) Molding step In the molding step, a compact is formed by pressure molding soft magnetic powder having an insulating coating formed on the surface mixed with a lubricant. The pressure at the time of molding is 10 to 20 ton / cm 2 and is preferably about 15 ton / cm 2 on average.
(5)熱処理工程
熱処理工程では、成形工程を経た成形体に対して、N2ガス中やN2+H2ガス非酸化性雰囲気中にて、600℃以上且つ軟磁性粉末に被覆した絶縁被膜が破壊される温度(例えば、850℃とする)以下で、熱処理処理を行うことで圧粉磁心が作製される。絶縁被膜が破壊される温度以下で熱処理処理を行うのは、成形工程での歪みを開放すると共に、熱処理処理時の熱により軟磁性粉末の周囲に被覆した絶縁被膜が破れることを防止するためである。一方、熱処理温度を上げ過ぎると、この軟磁性粉末に被覆した絶縁被膜が破れることにより、絶縁性能の劣化から渦電流損失が大きく増加してしまう。それにより、磁気特性が低下するという問題が発生する。
(5) Heat treatment step In the heat treatment step, the temperature at which the insulating coating coated with the soft magnetic powder is destroyed at 600 ° C. or higher in a N 2 gas or N 2 + H 2 gas non-oxidizing atmosphere with respect to the molded body that has undergone the molding step. The powder magnetic core is manufactured by performing a heat treatment below (for example, 850 ° C.). The reason why the heat treatment is performed at a temperature lower than the temperature at which the insulating film is broken is to release distortion in the molding process and prevent the insulating film coated around the soft magnetic powder from being broken by the heat during the heat treatment. is there. On the other hand, if the heat treatment temperature is increased too much, the insulating film coated with the soft magnetic powder is broken, and the eddy current loss is greatly increased due to the deterioration of the insulating performance. This causes a problem that the magnetic characteristics are deteriorated.
本発明の実施例を、表1、2および図1〜図8を参照して、以下に説明する。 Examples of the present invention will be described below with reference to Tables 1 and 2 and FIGS.
(1)測定項目
測定項目は、透磁率、鉄損、及び密度である。透磁率の測定及び鉄損の算出には、作製された各圧粉磁心に1次巻線(20ターン)を施し、リアクトルを作製した。また、作製したリアクトルの透磁率及び鉄損を下記の条件で算出した。
(1) Measurement items Measurement items are magnetic permeability, iron loss, and density. For measurement of magnetic permeability and calculation of iron loss, a primary winding (20 turns) was applied to each of the produced dust cores, and a reactor was produced. Moreover, the magnetic permeability and iron loss of the produced reactor were computed on condition of the following.
<密度>
コアの密度は、見かけ密度である。すなわち、各コアのサンプルの外径、内径、及び高さを測り、これらの値からサンプルの体積(cm3)を、π×(外径2−内径2)×高さに基づき算出した。そして、サンプルの質量を測定し、測定した質量を算出した体積で除してコアの密度を算出した。
<Density>
The density of the core is the apparent density. That is, the outer diameter, inner diameter, and height of the sample of each core were measured, and the volume (cm 3 ) of the sample was calculated from these values based on π × (outer diameter 2 −inner diameter 2 ) × height. Then, the mass of the sample was measured, and the density of the core was calculated by dividing the measured mass by the calculated volume.
<透磁率及び鉄損>
透磁率及び鉄損の測定条件は、2次巻線(3ターン)を施し、周波数100kHz、最大磁束密度Bm=100mTとした。透磁率は、鉄損Pcv測定時に最大磁束密度Bmを設定したときの振幅透磁率とした。鉄損については、磁気計測機器であるBHアナライザ(岩通計測株式会社:SY−8232)を用いて算出した。この算出は、鉄損の周波数曲線を次の(1)〜(3)式で最小2乗法により、ヒステリシス損係数、渦電流損失係数を算出することで行った。
<Permeability and iron loss>
The measurement conditions for magnetic permeability and iron loss were secondary winding (3 turns), frequency 100 kHz, and maximum magnetic flux density Bm = 100 mT. The magnetic permeability was the amplitude magnetic permeability when the maximum magnetic flux density Bm was set when measuring the iron loss Pcv. The iron loss was calculated using a BH analyzer (Iwatori Measurement Co., Ltd .: SY-8232), which is a magnetic measurement device. This calculation was performed by calculating the hysteresis loss coefficient and the eddy current loss coefficient of the iron loss frequency curve by the following method (1) to (3) by the least square method.
Pcv=Kh×f+Ke×f2…(1)
Ph =Kh×f…(2)
Pe =Ke×f2…(3)
Pcv:鉄損
Kh :ヒステリシス損係数
Ke :渦電流損係数
f :周波数
Ph :ヒステリシス損失
Pe :渦電流損失
Pcv = Kh × f + Ke × f2 (1)
Ph = Kh × f (2)
Pe = Ke × f2 (3)
Pcv: Iron loss Kh: Hysteresis loss coefficient Ke: Eddy current loss coefficient f: Frequency Ph: Hysteresis loss Pe: Eddy current loss
(2)第1の特性比較:絶縁粉末が無機絶縁粉末の場合における特性比較
本特性比較では、無機絶縁粉末を被覆した軟磁性粉末と潤滑剤を使用した複合軟磁性材を使用した圧粉磁心のサンプルを作製し、その特性の比較を行った。サンプルとなる圧粉磁心において、潤滑剤の量は軟磁性粉末に対して0.5wt%とした。潤滑剤内のステアリン酸カルシウムと、エチレンビスステアライドとの比率を変化させることで、複数のサンプルを作製し、ステアリン酸カルシウムの量に応じて実施例1〜6及び比較例1とした。これらの作製方法と、その結果について下記に順に示す。
(2) First characteristic comparison: Comparison of characteristics when the insulating powder is an inorganic insulating powder In this characteristic comparison, a dust core using a soft magnetic powder coated with an inorganic insulating powder and a composite soft magnetic material using a lubricant is used. Samples were prepared and their characteristics were compared. In the sample dust core, the amount of lubricant was 0.5 wt% with respect to the soft magnetic powder. A plurality of samples were prepared by changing the ratio of calcium stearate in the lubricant and ethylene bis-stearide, and Examples 1 to 6 and Comparative Example 1 were used depending on the amount of calcium stearate. These production methods and the results are shown below in order.
平均粒子径27μmのFe6.5Si粉末に対して、絶縁微粉末として比表面積100m2/gのアルミナ粉末(平均粒子径7nm程度)を0.25wt%混合した。そして、絶縁処理として、上記混合物に対し、0.4wt%のシリコーンオリゴマーを混合し、200℃で1時間の加熱乾燥を行った。さらに、0.8wt%のシリコーン樹脂を混合し、150℃で2時間の加熱乾燥を行い、造粒粉を作成した。 0.25 wt% of alumina powder (average particle diameter of about 7 nm) having a specific surface area of 100 m 2 / g was mixed as an insulating fine powder with Fe6.5Si powder having an average particle diameter of 27 μm. And as an insulation process, 0.4 wt% silicone oligomer was mixed with respect to the said mixture, and it heat-dried at 200 degreeC for 1 hour. Furthermore, 0.8 wt% silicone resin was mixed and heat-dried at 150 ° C. for 2 hours to prepare granulated powder.
次に、造粒粉に対して、0.5wt%の潤滑剤を混合した。潤滑剤として、ステアリン酸カルシウムとエチレンビスステアライドを添加するが、潤滑剤内のステアリン酸カルシウムの割合は、比較例1が0%であり、実施例1〜6が20〜100%とした。 Next, 0.5 wt% lubricant was mixed with the granulated powder. As the lubricant, calcium stearate and ethylene bis-stearide were added. The ratio of calcium stearate in the lubricant was 0% in Comparative Example 1 and 20 to 100% in Examples 1-6.
潤滑剤を混合した造粒粉を室温にて15ton/cm2の圧力で加圧成型し、外径16.5mm、内径11.0mm、高さ5.0mmのリング状の成型体を作製し、窒素雰囲気中にて850℃で保持時間2時間で熱処理を行い、圧粉磁心を作製した。 The granulated powder mixed with a lubricant is pressure-molded at a pressure of 15 ton / cm 2 at room temperature to produce a ring-shaped molded body having an outer diameter of 16.5 mm, an inner diameter of 11.0 mm, and a height of 5.0 mm, Heat treatment was performed at 850 ° C. for 2 hours in a nitrogen atmosphere to produce a dust core.
これらのサンプルに対して、上記「測定項目」で示したように、リアクトルを作製し、透磁率、鉄損の算出、密度及び圧環強度の測定を行った。その後、各サンプルに対して、500時間の高温高湿(85℃ 85%)試験を行い、再度透磁率、鉄損の算出を行った。 With respect to these samples, as shown in the above “measurement item”, a reactor was prepared, and magnetic permeability, calculation of iron loss, density and crushing strength were measured. Thereafter, each sample was subjected to a high temperature and high humidity (85 ° C., 85%) test for 500 hours, and the magnetic permeability and iron loss were calculated again.
表1は、実施例1〜6及び比較例1におけるステアリン酸カルシウムの割合、500時間の高温高湿試験を経た透磁率μ及び鉄損の変化率Pcv(%)と、密度、圧環強度を示す。表1における透磁率の変化の率は、試験開始時の透磁率(μ0)と500時間経過後の透磁率(μ1)とし、以下の式により算出した。
(μ1−μ0)÷μ0×100=透磁率の変化率μ(%)
また、鉄損Pcvの変化の率は、試験開始時の鉄損(Pcv0)と500時間経過後の鉄損(Pcv1)とし、以下の式により算出した。
(Pcv1−Pcv0)÷Pcv0×100=鉄損の変化率Pcv(%)
[表1]

(Μ1−μ0) ÷ μ0 × 100 = change rate of permeability μ (%)
Moreover, the rate of change of the iron loss Pcv was calculated by the following formula, assuming the iron loss at the start of the test (Pcv0) and the iron loss after 500 hours (Pcv1).
(Pcv1-Pcv0) ÷ Pcv0 × 100 = rate of change of iron loss Pcv (%)
[Table 1]
また、表1より、ステアリン酸カルシウムの添加量と透磁率、鉄損、密度及び圧環強度の相関を示す図を図2〜5として作成した。 Moreover, from Table 1, the figure which shows the correlation of the addition amount of a calcium stearate, magnetic permeability, an iron loss, a density, and a crushing strength was created as FIGS.
表1及び図2より、潤滑剤として軟磁性粉末に対してエチレンビスステラアライドを0.5wt%添加した比較例1では、透磁率の変化率μが−11.2%となった。透磁率の変化率μのマイナスは、試験開始時の透磁率μ0より、試験後の透磁率μ1が低下していることを示し、11.2は、その割合を示している。すなわち、500時間の高温高湿試験の結果、透磁率が10%以上低下したこととなる。一方、潤滑剤として軟磁性粉末に対して0.1〜0.5wt%のステアリン酸カルシウムを含ませ作製した圧粉磁心においては、透磁率の変化率μは、−7.0%〜−3.2%となった。500時間の高温高湿試験を行っても、透磁率の変化は10%未満であることがわかる。また、ステアリン酸カルシウムを0.25wt%以上添加することにより、透磁率の変化率μを−5%以下とすることができる。 From Table 1 and FIG. 2, in the comparative example 1 which added 0.5 wt% of ethylene bis-stellaride with respect to the soft magnetic powder as a lubricant, the change rate μ of the magnetic permeability was −11.2%. The minus of the rate of change μ of the magnetic permeability indicates that the magnetic permeability μ1 after the test is lower than the magnetic permeability μ0 at the start of the test, and 11.2 indicates the ratio. That is, as a result of the high temperature and high humidity test for 500 hours, the magnetic permeability decreased by 10% or more. On the other hand, in the dust core produced by including 0.1 to 0.5 wt% of calcium stearate as a lubricant with respect to the soft magnetic powder, the permeability change rate μ is −7.0% to −3. 2%. It can be seen that the permeability change is less than 10% even after a 500 hour high temperature and high humidity test. Further, by adding 0.25 wt% or more of calcium stearate, the permeability change rate μ can be set to −5% or less.
表1及び図3より、潤滑剤として軟磁性粉末に対してエチレンビスステラアライドを0.5wt%添加した比較例1では、鉄損の変化率Pcvが12.6%となった。一方、潤滑剤として軟磁性粉末に対して0.1〜0.5wt%のステアリン酸カルシウムを含ませ作製した圧粉磁心においては、鉄損の変化率Pcvは、4.1%〜8.9%となった。500時間の高温高湿試験を行っても、鉄損の変化は10%未満であることがわかる。また、ステアリン酸カルシウムを0.25wt%以上添加することにより、鉄損の変化率μを5%以下とすることができる。 From Table 1 and FIG. 3, in Comparative Example 1 in which 0.5 wt% of ethylene bisstellaride was added to the soft magnetic powder as a lubricant, the iron loss change rate Pcv was 12.6%. On the other hand, in the powder magnetic core prepared by including 0.1 to 0.5 wt% calcium stearate as a lubricant with respect to the soft magnetic powder, the iron loss change rate Pcv is 4.1% to 8.9%. It became. It can be seen that the iron loss change is less than 10% even after a high temperature and high humidity test for 500 hours. Further, by adding 0.25 wt% or more of calcium stearate, the iron loss change rate μ can be set to 5% or less.
また、密度に着目した図4や表1の密度の項目が示すように、実施例1〜6は、比較例1と比較して密度が高くなることがわかる。すなわち、エチレンビスステラアライドに代えてステアリン酸カルシウムを添加することで、同じ成型圧力でも高密度の圧粉磁心を作製することが可能となる。 Further, as shown by the density items in FIG. 4 and Table 1 focusing on the density, it can be seen that the density of Examples 1 to 6 is higher than that of Comparative Example 1. That is, by adding calcium stearate instead of ethylene bis-stellaride, a high-density powder magnetic core can be produced even at the same molding pressure.
さらに、圧環強度に着目した図5や表1の圧環強度の項目が示すように、実施例1〜6は、比較例1と比較して圧環強度が高くなることがわかる。すなわち、エチレンビスステラアライドに代えてステアリン酸カルシウムを添加することで、同じ成型圧力でも圧環強度の高い圧粉磁心を作製することが可能となる。 Further, as shown in FIG. 5 focusing on the crushing strength and the item of crushing strength in Table 1, it can be seen that the crushing strength is higher in Examples 1 to 6 than in Comparative Example 1. That is, by adding calcium stearate instead of ethylene bis-stellaride, it is possible to produce a dust core having a high crushing strength even at the same molding pressure.
以上のように、潤滑剤として0.1〜0.5wt%のステアリン酸カルシウムを使用した軟磁性材料より作製した圧粉磁心においては、長時間の使用においても透磁率の変化率μ及び鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。 As described above, in a dust core made of a soft magnetic material using 0.1 to 0.5 wt% of calcium stearate as a lubricant, the permeability change rate μ and iron loss can be reduced even when used for a long time. It becomes possible to produce a dust core having a small change rate Pcv.
(3)第2の特性比較:絶縁粉末がトリポリリン酸アルミの場合における特性比較
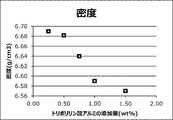
本特性比較では、トリポリリン酸アルミ粉末を被覆した軟磁性粉末と潤滑剤を使用した複合軟磁性材を使用した圧粉磁心のサンプルを作製し、その特性の比較を行った。サンプルとなる圧粉磁心において、潤滑剤としてステアリン酸カルシウムを使用し、添加量は軟磁性粉末に対して0.5wt%とした。トリポリリン酸アルミ粉末の量を変化させることで、複数のサンプルを作製し、トリポリリン酸アルミ粉末の量に応じて実施例1〜6及び比較例1とした。これらの作製方法と、その結果について下記に順に示す。
(3) Second characteristic comparison: Comparison of characteristics when the insulating powder is aluminum tripolyphosphate In this characteristic comparison, a compact powder using a soft magnetic powder coated with aluminum tripolyphosphate powder and a composite soft magnetic material using a lubricant is used. Magnetic core samples were prepared and their characteristics were compared. In the powder magnetic core as a sample, calcium stearate was used as a lubricant, and the addition amount was 0.5 wt% with respect to the soft magnetic powder. A plurality of samples were prepared by changing the amount of aluminum tripolyphosphate powder, and Examples 1 to 6 and Comparative Example 1 were used according to the amount of aluminum tripolyphosphate powder. These production methods and the results are shown below in order.
平均粒子径27μmのFe6.5Si粉末に対して、絶縁微粉末として0.25〜1.50wt%のトリポリリン酸アルミを混合した。そして、絶縁処理として、上記混合物に対し、0.5wt%のシリコーンオリゴマーを混合し、200℃で1時間の加熱乾燥を行った。さらに、0.8wt%のシリコーン樹脂を混合し、150℃で2時間の加熱乾燥を行い、目開き300μmの篩を通し、造粒粉を作成した。そして、造粒粉に対して、潤滑剤として0.5wt%のステアリン酸カルシウムを混合した。
As an insulating fine powder, Fe0.25Si powder having an average particle diameter of 27 μm is 0.25 to 1. 50 wt% aluminum tripolyphosphate was mixed. And as an insulation process, 0.5 wt% silicone oligomer was mixed with respect to the said mixture, and heat drying was performed at 200 degreeC for 1 hour. Furthermore, 0.8 wt% silicone resin was mixed, heat-dried at 150 ° C. for 2 hours, and passed through a sieve having an opening of 300 μm to prepare granulated powder. And 0.5 wt% calcium stearate was mixed with the granulated powder as a lubricant.
潤滑剤を混合した造粒粉を室温にて15ton/cm2の圧力で加圧成型し、外径16.5mm、内径11.0mm、高さ5.0mmのリング状の成型体を作製し、窒素雰囲気中にて850℃で保持時間2時間熱処理を行い、圧粉磁心を作製した。 The granulated powder mixed with the lubricant is pressure-molded at a temperature of 15 ton / cm 2 at room temperature to produce a ring-shaped molded body having an outer diameter of 16.5 mm, an inner diameter of 11.0 mm, and a height of 5.0 mm. Heat treatment was performed at 850 ° C. for 2 hours in an atmosphere to prepare a dust core.
これらのサンプルに対して、上記「測定項目」で示したように、リアクトルを作製し、透磁率、鉄損の算出、及び密度の測定を行った。その後、各サンプルに対して、500時間の高温高湿(85℃ 85%)試験を行い、再度透磁率、鉄損の算出を行った。 With respect to these samples, as shown in the above “measurement item”, a reactor was prepared, and permeability, iron loss calculation, and density measurement were performed. Thereafter, each sample was subjected to a high temperature and high humidity (85 ° C., 85%) test for 500 hours, and the magnetic permeability and iron loss were calculated again.
表2は、実施例7〜11におけるステアリン酸カルシウムの割合、500時間の高温高湿試験を経た透磁率μ及び鉄損の変化率Pcv(%)と、密度を示す。
[表2]
[Table 2]
また、表2より、トリポリリン酸アルミの添加量と透磁率、鉄損、及び密度の相関を示す図を図6〜8として作成した。 Moreover, the table which shows the correlation of the addition amount of aluminum tripolyphosphate, magnetic permeability, iron loss, and density from Table 2 was created as FIGS.
表2及び図6より、絶縁粉末層の粉末としてトリポリリン酸アルミ粉末を使用した実施例7〜11においては、透磁率の変化率μが−4.8〜−2.4%であることがわかる。これは、すべてのサンプルにおいて、0.25wt%以上のトリポリリン酸アルミ粉末を使用することにより、透磁率の変化率μが−5.0%以下となり、長時間の使用においても透磁率の変化率μが小さい圧粉磁心を作製することが可能となる。
From Table 2 and Figure 6, Oite in Example 7 to 1 using tripolyphosphate aluminum powder as a powder of the insulating powder layer, the rate of change of the magnetic permeability μ is -4.8~-2.4% I understand that. This is because, in all samples, by using aluminum tripolyphosphate powder of 0.25 wt% or more, the change rate μ of the permeability becomes −5.0% or less, and the change rate of the permeability even when used for a long time. It becomes possible to produce a dust core having a small μ.
表2及び図7より、絶縁粉末層の粉末としてトリポリリン酸アルミ粉末を使用した実施例7〜11においては、鉄損の変化率Pcvが2.1〜5.0となることがわかる。これは、すべてのサンプルにおいて、0.25wt%以上のトリポリリン酸アルミ粉末を使用することにより、鉄損の変化率Pcvが5.0%以下となり、長時間の使用においても鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。 Table from 2 and 7, Oite in Example 7 to 1 using tripolyphosphate aluminum powder as a powder of the insulating powder layer, the rate of change Pcv iron loss 2. It turns out that it will be 1-5.0. This is because the iron loss change rate Pcv becomes 5.0% or less by using aluminum tripolyphosphate powder of 0.25 wt% or more in all samples, and the iron loss change rate Pcv even when used for a long time. It is possible to produce a dust core with a small diameter.
一方、密度に着目した図8や表2の密度の項目が示すように、トリポリリン酸アルミ粉末の添加量を多くすることで、密度は低下する。透磁率の変化率、及び鉄損の変化率ともに、トリポリリン酸アルミ粉末の量が1.00wt%の場合と1.50wt%のでは、変化率に差がないか、トリポリリン酸アルミ粉末の量が1.50wt%の場合の方が大きい。すなわち、トリポリリン酸アルミ粉末の量が1.50wt超添加しても、透磁率の変化率、及び鉄損の変化率が減少しないと推察される。換言すれば、透磁率の変化率、及び鉄損の変化率を小さくするために、トリポリリン酸アルミ粉末を添加する場合に、好適な範囲は0.25〜1.50であることがわかる。 On the other hand, as shown by the density items in FIG. 8 and Table 2 focusing on the density, the density is lowered by increasing the amount of the aluminum tripolyphosphate powder added. For both the permeability change rate and the iron loss change rate, there is no difference in the change rate between the amount of aluminum tripolyphosphate powder of 1.00 wt% and that of 1.50 wt%, or the amount of aluminum tripolyphosphate powder is The case of 1.50 wt% is larger. That is, even if the amount of aluminum tripolyphosphate powder exceeds 1.50 wt, it is presumed that the rate of change in magnetic permeability and the rate of change in iron loss do not decrease. In other words, it can be seen that when the aluminum tripolyphosphate powder is added in order to reduce the rate of change of magnetic permeability and the rate of change of iron loss, the preferred range is 0.25 to 1.50.
以上のように、絶縁粉末層の粉末としてトリポリリン酸アルミ粉末を使用し、潤滑剤として0.5wt%ステアリン酸カルシウムを使用した軟磁性材料より作製した圧粉磁心においては、0.25〜1.50wt%のトリポリリン酸アルミ粉末の絶縁粉末層を形成することで、長時間の使用においても透磁率の変化率μ及び鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。 As described above, in the dust core made of the soft magnetic material using the aluminum tripolyphosphate powder as the powder of the insulating powder layer and using 0.5 wt% calcium stearate as the lubricant, 0.25 to 1.50 wt. By forming an insulating powder layer of aluminum tripolyphosphate powder, it is possible to produce a dust core having a small permeability change rate μ and iron loss change rate Pcv even when used for a long time.
[1−3.作用・効果]
(1)本実施形態の軟磁性材料は、周囲を絶縁層で被覆した軟磁性粉末と、軟磁性粉末に対して添加される潤滑剤とを備え、潤滑剤は、軟磁性粉末に対して0.1〜0.5wt%のステアリン酸カルシウムを含むものである。潤滑剤に含まれるステアリン酸カルシウムは、高温になる焼鈍工程を経ることで、酸化カルシウムとなり圧粉磁心内に残留する。圧粉磁心内の酸化カルシウムは、酸化カルシウムが持つ吸湿作用により、コアにおける錆びの発生を防止し、錆によるコアの特性悪化を防止する。つまり、ステアリン酸カルシウムは、成形工程時における潤滑剤としての役割だけでなく、成形後は酸化カルシウムとなり吸湿剤としての役割も果たす。錆防止のために別途添加物を添加すると、コアの密度が低下する要因となるが、ステアリン酸カルシウムを使用するとこの問題が生じない。これにより、潤滑剤としてステアリン酸カルシウムを含む軟磁性材料より作製した圧粉磁心においては、長時間の使用においても鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。
[1-3. Action / Effect]
(1) The soft magnetic material of the present embodiment includes a soft magnetic powder whose periphery is covered with an insulating layer, and a lubricant added to the soft magnetic powder. The lubricant is 0 with respect to the soft magnetic powder. .1 to 0.5 wt% calcium stearate. The calcium stearate contained in the lubricant becomes calcium oxide and remains in the powder magnetic core through an annealing process at a high temperature. Calcium oxide in the powder magnetic core prevents rust from occurring in the core due to the hygroscopic action of calcium oxide, and prevents deterioration of the core characteristics due to rust. That is, calcium stearate not only serves as a lubricant during the molding process, but also becomes calcium oxide after molding and serves as a hygroscopic agent. If an additional additive is added to prevent rust, the density of the core decreases, but this problem does not occur when calcium stearate is used. As a result, in a dust core made of a soft magnetic material containing calcium stearate as a lubricant, it is possible to produce a dust core having a small iron loss change rate Pcv even when used for a long time.
(2)ステアリン酸カルシウムは、単独で使用しても、他の潤滑剤と併用して使用しても(1)の効果を奏することが可能である。つまり、軟磁性材料における潤滑剤のうちステアリン酸カルシウムの割合が20〜100%としても長時間の使用においても鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。また、軟磁性材料における潤滑剤の添加量として、軟磁性粉末に対して0.5wt%という1つの目安があるが、この潤滑剤を0.5wt%添加する場合においても、潤滑剤におけるステアリン酸カルシウムの割合を20〜100%とすることで長時間の使用においても鉄損の変化率Pcvが小さい圧粉磁心を作製することが可能となる。 (2) Even if calcium stearate is used alone or in combination with other lubricants, the effect of (1) can be achieved. That is, even if the proportion of calcium stearate in the lubricant in the soft magnetic material is 20 to 100%, it is possible to produce a dust core having a small iron loss change rate Pcv even when used for a long time. In addition, the amount of lubricant added to the soft magnetic material is one standard of 0.5 wt% with respect to the soft magnetic powder. Even when 0.5 wt% of this lubricant is added, calcium stearate in the lubricant is used. By making the ratio of 20 to 100%, it becomes possible to produce a dust core having a small change rate Pcv of iron loss even when used for a long time.
(3)本実施形態の軟磁性粉末材料は、軟磁性粉末の外側を被覆するシリコーンオリゴマー層と、シリコーンオリゴマー層の外側を被覆するシリコーンレジン層を備えても良い。シリコーンオリゴマー層を軟磁性粉末の外側に形成することにより、機械的結合力が強く、膜厚の厚い絶縁被膜層を形成することが可能となる。また、シリコーンレジン層をシリコーンオリゴマー層の外側に形成することで、可撓性に優れた被膜を形成することができる。このシリコーンオリゴマー層は、メチル系またはメチルフェニル系のシリコーンオリゴマーを固化したものであっても良い。 (3) The soft magnetic powder material of the present embodiment may include a silicone oligomer layer that covers the outside of the soft magnetic powder and a silicone resin layer that covers the outside of the silicone oligomer layer. By forming the silicone oligomer layer on the outside of the soft magnetic powder, it is possible to form a thick insulating coating layer having a strong mechanical bonding force. Moreover, the film excellent in flexibility can be formed by forming the silicone resin layer outside the silicone oligomer layer. The silicone oligomer layer may be a solidified methyl or methylphenyl silicone oligomer.
(4)前記軟磁性粉末の周囲に均一に分布する絶縁粉末層を含み、シリコーンオリゴマー層及びシリコーンレジン層は、絶縁粉末層を覆うものであるとしても良い。絶縁粉末の一部または全てを無機絶縁粉末とすることで、軟磁性粉末の間を絶縁することができ、熱処理温度を上げることが可能になる。一方、絶縁粉末の一部または全てをトリポリリン酸アルミ粉末とすることで、圧粉磁心の透磁率の悪化やヒステリシス損失の悪化を防止することが可能となる。 (4) An insulating powder layer distributed uniformly around the soft magnetic powder may be included, and the silicone oligomer layer and the silicone resin layer may cover the insulating powder layer. By using a part or all of the insulating powder as the inorganic insulating powder, it is possible to insulate between the soft magnetic powders and increase the heat treatment temperature. On the other hand, by using a part or all of the insulating powder as aluminum tripolyphosphate powder, it is possible to prevent deterioration of the magnetic permeability of the dust core and deterioration of hysteresis loss.
(5)絶縁粉末がトリポリリン酸アルミ粉末である場合、トリポリリン酸アルミ粉末の添加量は、軟磁性粉末に対して0.25〜1.50wt%であることが好ましい。軟磁性粉末に対して0.25〜1.50wt%のトリポリリン酸アルミ粉末の絶縁粉末層を形成し、潤滑剤として0.1〜0.5wt%ステアリン酸カルシウムを使用した軟磁性材料より作製した圧粉磁心は、長時間の使用においても透磁率の変化率μ及び鉄損の変化率Pcvが小さくすることが可能となる。 (5) When the insulating powder is an aluminum tripolyphosphate powder, the addition amount of the aluminum tripolyphosphate powder is preferably 0.25 to 1.50 wt% with respect to the soft magnetic powder. An insulating powder layer of 0.25 to 1.50 wt% aluminum tripolyphosphate powder is formed with respect to the soft magnetic powder, and a pressure produced from a soft magnetic material using 0.1 to 0.5 wt% calcium stearate as a lubricant. Even when the powder magnetic core is used for a long time, the magnetic permeability change rate μ and the iron loss change rate Pcv can be reduced.
[2.他の実施形態]
本発明は上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合わせにより、種々の発明を形成できる。
[2. Other Embodiments]
The present invention is not limited to the above-described embodiments as they are, and can be embodied by modifying the constituent elements without departing from the scope of the invention in the implementation stage. In addition, various inventions can be formed by appropriately combining a plurality of components disclosed in the embodiment.
(1)本実施形態では、平均粒子径(D50)は20μm〜150μmの軟磁性粉末を使用するとした。それだけでなく、平均粒子径の異なる複数の磁性粉末を使用しても良い。例えば、平均粒子径の異なる2種類の磁性粉末から構成しても良いし、3種類以上の軟磁性粉末を混合してもよい。例えば、20μm〜150μmの軟磁性粉末を第1の軟磁性粉末とした場合に、この第1の軟磁性粉末より平均粒子径が小さい第2の軟磁性粉末を、第1の軟磁性粉末に対して混合して使用することもできる。第2の軟磁性粉末の平均粒子径は、5μm〜10μmが好ましい。平均粒子径の異なる2種類の磁性粉末を混合することで、第1の磁性粉末同士の隙間に平均粒子径の小さい第2の磁性粉末が入り込むことになる。これにより、密度及び透磁率の向上と低鉄損化を図ることができる。また、第2の軟磁性粉末は、第1の磁性粉末と同様に、球形であることが好ましく、第2の磁性粉末の円形度は、0.94以上であることが好ましい。これにより、第1の磁性粉末同士の隙間により多くの第2の磁性粉末が入り込み易くなり、密度及び透磁率の向上を図ることができるからである。第2の磁性粉末は、ガスアトマイズ法や水アトマイズ法あるいは水ガスアトマイズ法で製造されたものを使用することができる。これらの方法で形成した粒子の平均円形度は、0.90以上とすることが望ましく、各種アトマイズ法のみで平均円形度が0.90以上の粉末を形成できない場合には、さらに粒子の平均円形度をあげる加工を施しても良い。 (1) In the present embodiment, soft magnetic powder having an average particle diameter (D50) of 20 μm to 150 μm is used. In addition, a plurality of magnetic powders having different average particle diameters may be used. For example, it may be composed of two kinds of magnetic powders having different average particle diameters, or three or more kinds of soft magnetic powders may be mixed. For example, when a soft magnetic powder of 20 μm to 150 μm is used as the first soft magnetic powder, a second soft magnetic powder having an average particle size smaller than that of the first soft magnetic powder is compared with the first soft magnetic powder. It can also be used as a mixture. The average particle diameter of the second soft magnetic powder is preferably 5 μm to 10 μm. By mixing two kinds of magnetic powders having different average particle diameters, the second magnetic powder having a small average particle diameter enters the gap between the first magnetic powders. Thereby, improvement of density and magnetic permeability and reduction of iron loss can be achieved. In addition, the second soft magnetic powder is preferably spherical, like the first magnetic powder, and the circularity of the second magnetic powder is preferably 0.94 or more. This is because more second magnetic powder can easily enter the gap between the first magnetic powders, and the density and permeability can be improved. The 2nd magnetic powder can use what was manufactured by the gas atomization method, the water atomization method, or the water gas atomization method. The average circularity of the particles formed by these methods is preferably 0.90 or more, and when a powder having an average circularity of 0.90 or more cannot be formed only by various atomization methods, the average circularity of the particles is further increased. You may give the process which raises a degree.
(2)本実施形態では、絶縁粉末層を形成した軟磁性粉末は、シリコーンオリゴマーとシリコーンレジンとの2種類の絶縁被膜層で覆われるとした。しかしながら、絶縁被膜層を形成する被膜の種類はこれに限らない。例えば、シリコーンオリゴマー、シリコーンレジン以外で、2種類の絶縁被膜層を形成しても良い。また、絶縁被膜層は、シリコーンオリゴマーとシリコーンレジンからなる2重の絶縁被膜層としたが、3重以上の絶縁被膜層としても良いし、シリコーンオリゴマーとシリコーンレジンのどちらか一方の絶縁被膜層から形成されても良い。 (2) In the present embodiment, the soft magnetic powder on which the insulating powder layer is formed is covered with two types of insulating coating layers of a silicone oligomer and a silicone resin. However, the kind of the film forming the insulating film layer is not limited to this. For example, you may form two types of insulating coating layers other than a silicone oligomer and a silicone resin. In addition, the insulating coating layer is a double insulating coating layer composed of a silicone oligomer and a silicone resin, but it may be a triple or more insulating coating layer, or from either one of the silicone oligomer and the silicone resin insulating coating layer. It may be formed.
Claims (6)
前記軟磁性粉末に対して添加される潤滑剤と、
を備え、
前記潤滑剤は、前記軟磁性粉末に対して0.5wt%のステアリン酸カルシウムを含み、
前記絶縁層は、
前記軟磁性粉末の周囲に均一に分布する絶縁粉末層と、
前記絶縁粉末層の外側を被覆するシリコーンオリゴマー層と、
前記シリコーンオリゴマー層の外側を被覆するシリコーンレジン層と、
を含み、
前記絶縁粉末層の一部または全てがトリポリリン酸アルミ粉末であり、
前記トリポリリン酸アルミ粉末の添加量は、前記軟磁性粉末に対して1.0〜1.5wt%であること、
を特徴とする軟磁性材料。 Soft magnetic powder with an insulating layer around it,
A lubricant added to the soft magnetic powder;
With
The lubricant is to the soft magnetic powder 0. Look containing a 5 wt% of calcium stearate,
The insulating layer is
An insulating powder layer uniformly distributed around the soft magnetic powder;
A silicone oligomer layer covering the outside of the insulating powder layer;
A silicone resin layer covering the outside of the silicone oligomer layer;
Including
Part or all of the insulating powder layer is aluminum tripolyphosphate powder,
The amount of the aluminum tripolyphosphate powder added is 1.0 to 1.5 wt% with respect to the soft magnetic powder,
Soft magnetic material characterized by
前記潤滑剤のうち前記ステアリン酸カルシウムの割合が100%であることを特徴とする請求項1に記載の軟磁性材料。 The addition amount of the lubricant is 0.5 wt% with respect to the soft magnetic powder,
The soft magnetic material according to claim 1, wherein a ratio of the calcium stearate in the lubricant is 100 %.
酸化カルシウムが含有されていることを特徴とする圧粉磁心。 A dust core using the soft magnetic material according to any one of claims 1 to 3 ,
A dust core containing calcium oxide.
前記絶縁粉末が均一に分散した軟磁性粉末にシリコーンオリゴマーを混合し、乾燥させ、シリコーンオリゴマー層を形成するシリコーンオリゴマー層形成工程と、
前記シリコーンオリゴマー層が形成された前記軟磁性粉末にシリコーンレジンを混合し、乾燥させ、シリコーンレジン層を形成するシリコーンレジン層形成工程と、
前記シリコーンレジン層が形成された前記軟磁性粉末にステアリン酸カルシウムを0.5wt%混合する潤滑剤混合工程と、
前記各工程を経た前記軟磁性粉末を、加圧成形処理して成形体を作製する成形工程と、
を有する圧粉磁心の製造方法。
The Rukoto to uniformly disperse the 1.0~1.5Wt% of tripolyphosphate aluminum powder with respect to the soft magnetic powder around the soft magnetic powder, an insulating powder layer forming step of forming an insulating powder layer,
A silicone oligomer layer forming step of mixing a silicone oligomer with a soft magnetic powder in which the insulating powder is uniformly dispersed and drying to form a silicone oligomer layer;
A silicone resin layer forming step of mixing a silicone resin with the soft magnetic powder on which the silicone oligomer layer is formed, and drying to form a silicone resin layer;
Calcium stearate is added to the soft magnetic powder having the silicone resin layer formed thereon in an amount of 0 . A lubricant mixing step of mixing 5 wt % ;
A molding step for producing a compact by subjecting the soft magnetic powder that has undergone each of the above steps to pressure molding, and
The manufacturing method of the powder magnetic core which has.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017181827A JP6571146B2 (en) | 2017-09-21 | 2017-09-21 | Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017181827A JP6571146B2 (en) | 2017-09-21 | 2017-09-21 | Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019057654A JP2019057654A (en) | 2019-04-11 |
| JP6571146B2 true JP6571146B2 (en) | 2019-09-04 |
Family
ID=66107749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017181827A Active JP6571146B2 (en) | 2017-09-21 | 2017-09-21 | Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6571146B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111029126A (en) * | 2019-12-12 | 2020-04-17 | 安徽工业大学 | All-inorganic high-temperature-resistant insulating bonding method for iron-based metal soft magnetic composite material |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112687445B (en) * | 2021-01-20 | 2022-08-30 | 合肥工业大学 | Preparation method of aluminum dihydrogen phosphate-based composite insulation coated metal soft magnetic powder core |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63160314A (en) * | 1986-12-24 | 1988-07-04 | Daido Steel Co Ltd | Manufacture of permanent magnet |
| JPH09326309A (en) * | 1996-06-04 | 1997-12-16 | Hitachi Metals Ltd | Ignition coil and soft bond magnetic member |
| KR101067731B1 (en) * | 2004-12-03 | 2011-09-28 | 니타 가부시키가이샤 | Electromagnetic interference inhibitor, antenna device and electronic communication apparatus |
| JP2009032860A (en) * | 2007-07-26 | 2009-02-12 | Kobe Steel Ltd | Dust core and iron-base powder for the same |
| JP5410699B2 (en) * | 2008-07-10 | 2014-02-05 | 日本科学冶金株式会社 | Method for producing Fe-based soft magnetic material, Fe-based soft magnetic material, and dust core |
| JP2014072367A (en) * | 2012-09-28 | 2014-04-21 | Hitachi Chemical Co Ltd | Coated metal powder and dust core |
| JP6346412B2 (en) * | 2013-06-03 | 2018-06-20 | 株式会社タムラ製作所 | Soft magnetic powder, core and manufacturing method thereof |
| JP6545640B2 (en) * | 2015-06-17 | 2019-07-17 | 株式会社タムラ製作所 | Method of manufacturing dust core |
| JP2017135342A (en) * | 2016-01-29 | 2017-08-03 | Ntn株式会社 | Amorphous magnetic core, magnetic device, and method for manufacturing magnetic core |
-
2017
- 2017-09-21 JP JP2017181827A patent/JP6571146B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111029126A (en) * | 2019-12-12 | 2020-04-17 | 安徽工业大学 | All-inorganic high-temperature-resistant insulating bonding method for iron-based metal soft magnetic composite material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019057654A (en) | 2019-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102297746B1 (en) | Soft magnetic powder, core, low noise reactor and method for manufacturing core | |
| JP5022999B2 (en) | Powder magnetic core and manufacturing method thereof | |
| JP6471260B2 (en) | Soft magnetic materials, dust cores using soft magnetic materials, reactors using dust cores | |
| JP2019151909A (en) | Soft magnetic material, powder magnetic core, and manufacturing method of powder magnetic core | |
| JP2009070914A (en) | Soft magnetic material, powder magnetic core, manufacturing method of soft magnetic material, and manufacturing method of powder magnetic core | |
| JP4851470B2 (en) | Powder magnetic core and manufacturing method thereof | |
| KR20160132840A (en) | Magnetic core, coil component and magnetic core manufacturing method | |
| WO2018179812A1 (en) | Dust core | |
| JP5703749B2 (en) | Powder core | |
| JP6571146B2 (en) | Soft magnetic material, dust core using soft magnetic material, reactor using dust core, and method for manufacturing dust core | |
| JP5023041B2 (en) | Powder magnetic core and manufacturing method thereof | |
| JP6578266B2 (en) | Soft magnetic material, dust core using soft magnetic material, and method for manufacturing dust core | |
| JP5150535B2 (en) | Powder magnetic core and manufacturing method thereof | |
| JP2007220876A (en) | Soft magnetic alloy consolidation object, and its manufacturing method | |
| JP7418194B2 (en) | Manufacturing method of powder magnetic core | |
| JP4723609B2 (en) | Dust core, dust core manufacturing method, choke coil and manufacturing method thereof | |
| JP5023096B2 (en) | Powder magnetic core and manufacturing method thereof | |
| JP2021002555A (en) | Powder magnetic core and manufacturing method of powder magnetic core | |
| JP2020031140A (en) | Dust core and manufacturing method thereof | |
| JP7377076B2 (en) | Manufacturing method of powder magnetic core | |
| JP7418483B2 (en) | Manufacturing method of powder magnetic core | |
| JP6912027B1 (en) | Iron-based soft magnetic powder for dust cores, powder cores and their manufacturing methods | |
| JP6713018B2 (en) | Soft magnetic material, dust core, and method for manufacturing dust core | |
| JP6753807B2 (en) | Iron-based powder for dust core | |
| JP2018190799A (en) | Soft magnetic material, powder magnetic core using soft magnetic material, reactor using powder magnetic core, and manufacturing method of powder magnetic core |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20171018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190311 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190621 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190807 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6571146 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |