JP6515529B2 - Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same - Google Patents
Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same Download PDFInfo
- Publication number
- JP6515529B2 JP6515529B2 JP2014263002A JP2014263002A JP6515529B2 JP 6515529 B2 JP6515529 B2 JP 6515529B2 JP 2014263002 A JP2014263002 A JP 2014263002A JP 2014263002 A JP2014263002 A JP 2014263002A JP 6515529 B2 JP6515529 B2 JP 6515529B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- plastic member
- composite
- raw fabric
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Description
本発明は、複合プリフォームの製造装置、複合プリフォームおよびその製造方法、ならびに複合容器およびその製造方法に関する。 The present invention relates to an apparatus for producing a composite preform, a composite preform and a method for producing the same, and a composite container and a method for producing the composite container.
近時、飲食品等の内容液を収容するボトルとして、プラスチック製のものが一般化してきており、このようなプラスチックボトルには内容液が収容される。 Recently, plastic bottles have become popular as bottles for containing content liquids such as food and drink, and such plastic bottles contain the content liquids.
このような内容液を収容するプラスチックボトルは、金型内にプリフォームを挿入し、2軸延伸ブロー成形することにより製造される。 A plastic bottle containing such a content liquid is manufactured by inserting a preform into a mold and subjecting it to biaxial stretch blow molding.
ところで、従来の2軸延伸ブロー成形法では、例えばPET(ポリエチレンテレフタレート)製のプリフォームを用いて容器形状に成形している。しかしながら、従来の2軸延伸ブロー成形法においては、単にプリフォームを容器形状に成形するだけであるのが一般的である。このため、容器に対して様々な機能や特性(バリア性や保温性等)を持たせる場合、例えばプリフォームを構成する材料を変更する等、その手段は限定されてしまう。 By the way, in the conventional biaxial stretch blow molding method, for example, a preform made of PET (polyethylene terephthalate) is used to mold in a container shape. However, in the conventional biaxial stretch blow molding method, it is general to merely mold the preform into a container shape. For this reason, when giving a container various functions and characteristics (barrier property, heat retention property, etc.), the means, such as changing the material which comprises a preform, will be limited.
本発明はこのような点を考慮してなされたものであり、ガスバリア性等の様々な機能や特性が付与された複合容器を作製する際に用いられる複合プリフォームを効率的に製造することが可能な、複合プリフォームの製造装置、複合プリフォームおよびその製造方法、ならびに複合容器およびその製造方法を提供することを目的とする。 The present invention has been made in consideration of these points, and can efficiently produce a composite preform to be used when producing a composite container to which various functions and characteristics such as gas barrier properties are imparted. It is an object of the present invention to provide a device for producing a composite preform, a composite preform and a method for producing the same, and a composite container and a method for producing the same.
本発明は、複合プリフォームの製造装置において、プラスチック材料製のプリフォームが供給される供給領域と、前記供給領域の下流側に設けられ、前記プリフォームの外側に、前記プリフォームに対して熱収縮する作用をもつプラスチック製部材を設けるプラスチック製部材装着ユニットと、前記プラスチック製部材装着ユニットの下流側に設けられ、前記プラスチック製部材を加熱することにより、前記プラスチック製部材を前記プリフォームに対して熱収縮させる加熱ユニットとを備えたことを特徴とする複合プリフォームの製造装置である。 The present invention relates to a composite preform manufacturing apparatus, provided with a supply area for supplying a preform made of a plastic material, and provided downstream of the supply area, and heats the preform relative to the preform outside the preform. A plastic member mounting unit for providing a plastic member having a contracting action, and a plastic member mounted on the downstream side of the plastic member mounting unit and heating the plastic member to the plastic member to the preform And a heating unit for heat contraction to produce a composite preform.
本発明は、前記加熱ユニットの下流側に設けられ、前記プラスチック製部材を冷却する冷却ユニットを更に備えたことを特徴とする複合プリフォームの製造装置である。 The present invention is a manufacturing apparatus for a composite preform, further comprising a cooling unit provided on the downstream side of the heating unit for cooling the plastic member.
本発明は、前記プリフォームを、前記供給領域から、前記プラスチック製部材装着ユニットを介して前記加熱ユニットに順次搬送する回転搬送機構を更に備えたことを特徴とする複合プリフォームの製造装置である。 The present invention is a manufacturing apparatus for a composite preform, further comprising a rotary conveyance mechanism for sequentially conveying the preform from the supply area to the heating unit via the plastic member mounting unit. .
本発明は、前記プラスチック製部材装着ユニットは、前記プラスチック製部材用の原反を供給する原反供給部と、前記原反供給部から供給された原反を所定の長さに切断する原反切断部と、前記原反切断部で切断された原反を広げることにより、前記プラスチック製部材を作製し、このプラスチック製部材を前記プリフォームの外側に挿着する挿着部とを有することを特徴とする複合プリフォームの製造装置である。 In the present invention, the plastic member mounting unit is configured to cut a raw fabric supplied from a raw fabric supply unit for supplying a raw fabric for the plastic member and a raw fabric supplied from the raw fabric supply unit to a predetermined length. A cutting portion; and an inserting portion for manufacturing the plastic member by spreading the raw fabric cut by the raw fabric cutting portion and inserting the plastic member on the outside of the preform. It is a manufacturing apparatus of the composite preform characterized by the above.
本発明は、複合プリフォームの製造方法において、供給領域にプラスチック材料製のプリフォームを供給する工程と、プラスチック製部材装着ユニットにおいて、前記プリフォームの外側にプラスチック製部材を設ける工程と、加熱ユニットにおいて、前記プラスチック製部材を加熱することにより、前記プラスチック製部材を前記プリフォームに対して熱収縮させる工程とを備えたことを特徴とする複合プリフォームの製造方法である。 The present invention relates to a method for producing a composite preform, the steps of: supplying a preform made of a plastic material to a supply region; providing a plastic member on the outside of the preform in a plastic member mounting unit; And b. Heat shrinking the plastic member relative to the preform by heating the plastic member.
本発明は、冷却ユニットにおいて、前記プラスチック製部材を冷却する工程を更に備えたことを特徴とする複合プリフォームの製造方法である。 The present invention is a method for producing a composite preform, further comprising the step of cooling the plastic member in a cooling unit.
本発明は、前記プラスチック製部材装着ユニットは、前記プラスチック製部材用の原反を供給する原反供給部と、前記原反供給部から供給された原反を所定の長さに切断する原反切断部と、前記原反切断部で切断された原反を広げることにより、前記プラスチック製部材を作製し、このプラスチック製部材を前記プリフォームの外側に挿着する挿着部とを有することを特徴とする複合プリフォームの製造方法である。 In the present invention, the plastic member mounting unit is configured to cut a raw fabric supplied from a raw fabric supply unit for supplying a raw fabric for the plastic member and a raw fabric supplied from the raw fabric supply unit to a predetermined length. A cutting portion; and an inserting portion for manufacturing the plastic member by spreading the raw fabric cut by the raw fabric cutting portion and inserting the plastic member on the outside of the preform. It is a manufacturing method of the composite preform characterized by the above.
本発明は、前記複合プリフォームの製造方法によって作製されたことを特徴とする複合プリフォームである。 The present invention is a composite preform characterized in that it is produced by the method for producing a composite preform.
本発明は、前記複合プリフォームの製造方法によって複合プリフォームを作製する工程と、前記複合プリフォームに対してブロー成形を施すことにより、前記プリフォームおよび前記プラスチック製部材を一体として膨張させる工程とを備えたことを特徴とする複合容器の製造方法である。 The present invention comprises the steps of producing a composite preform by the method of producing the composite preform, and expanding the preform and the plastic member integrally by blow molding the composite preform. It is a manufacturing method of the compound container characterized by having.
本発明は、前記複合容器の製造方法によって作製されたことを特徴とする複合容器である。 The present invention is a composite container produced by the method for producing a composite container.
本発明によれば、ガスバリア性等の様々な機能や特性が付与された複合容器を作製する際に用いられる複合プリフォームを効率的に製造することができる。 ADVANTAGE OF THE INVENTION According to this invention, the composite preform used when producing the composite container in which various functions and characteristics, such as gas-barrier property, were provided can be manufactured efficiently.
以下、図面を参照して本発明の一実施の形態について説明する。図1乃至図9は本発明の一実施の形態を示す図である。 Hereinafter, an embodiment of the present invention will be described with reference to the drawings. 1 to 9 show an embodiment of the present invention.
複合容器および複合プリフォームの概要
まず、図1および図2により、本実施の形態による複合容器の概要について説明する。なお、本明細書中、「上」および「下」とは、それぞれ複合容器10Aを正立させた状態(図1)における上方および下方のことをいう。
Overview of Composite Container and Composite Preform First, an overview of a composite container according to the present embodiment will be described with reference to FIGS. 1 and 2. In the present specification, the terms "upper" and "lower" refer to the upper side and the lower side, respectively, in a state where the
図1および図2に示す複合容器10Aは、後述するように、ブロー成形金型50を用いてプリフォーム10aおよびプラスチック製部材40aを含む複合プリフォーム70(図3参照)に対して2軸延伸ブロー成形を施すことにより、複合プリフォーム70のプリフォーム10aおよびプラスチック製部材40aを一体として膨張させて得られたものである。
The
このような複合容器10Aは、内側に位置するプラスチック材料製の容器本体10と、容器本体10の外側に密着して設けられたプラスチック製部材40とを備えている。
Such a
このうち容器本体10は、口部11と、口部11下方に設けられた首部13と、首部13下方に設けられた肩部12と、肩部12下方に設けられた胴部20と、胴部20下方に設けられた底部30とを備えている。
Among them, the
他方、プラスチック製部材40は、容器本体10の外面に薄く延ばされた状態で密着されており、容器本体10に対して容易に移動又は回転しない状態で取付けられている。
On the other hand, the
次に容器本体10について詳述する。容器本体10は、上述したように口部11と、首部13と、肩部12と、胴部20と、底部30とを有している。
Next, the
このうち口部11は、図示しないキャップに螺着されるねじ部14と、ねじ部14下方に設けられたフランジ部17とを有している。なお、口部11の形状は、従来公知の形状であっても良い。
Among them, the
首部13は、フランジ部17と肩部12との間に位置しており、略均一な径をもつ略円筒形状を有している。また、肩部12は、首部13と胴部20との間に位置しており、首部13側から胴部20側に向けて徐々に径が拡大する形状を有している。
The
さらに、胴部20は、全体として略均一な径をもつ円筒形状を有している。しかしながら、これに限られるものではなく、胴部20が四角形筒形状や八角形筒形状等の多角形筒形状を有していても良い。あるいは、胴部20が上方から下方に向けて均一でない水平断面をもつ筒形状を有していても良い。また、本実施の形態において、胴部20は、凹凸が形成されておらず、略平坦な表面を有しているが、これに限られるものではない。例えば、胴部20にパネル又は溝等の凹凸が形成されていても良い。
Furthermore, the
一方、底部30は、中央に位置する凹部31と、この凹部31周囲に設けられた接地部32とを有している。なお、底部30の形状についても特に限定されるものではなく、従来公知の底部形状(例えばペタロイド底形状や丸底形状等)を有していても良い。
On the other hand, the
また胴部20における容器本体10の厚みは、これに限定されるものではないが、例えば50μm〜250μm程度に薄くすることができる。さらに、容器本体10の重量についても、これに限定されるものではないが、10g〜20gとすることができる。このように容器本体10の肉厚を薄くすることにより、容器本体10の軽量化を図ることができる。
Moreover, the thickness of the container
このような容器本体10は、合成樹脂材料を射出成形して製作したプリフォーム10a(後述)を二軸延伸ブロー成形することにより作製することができる。なおプリフォーム10a、すなわち容器本体10の材料としては熱可塑性樹脂、特にPE(ポリエチレン)、PP(ポリプロピレン)、PET(ポリエチレンテレフタレート)、PEN(ポリエチレンナフタレート)、PC(ポリカーボネート)を使用することが好ましい。容器本体10は、赤色、青色、黄色、緑色、茶色、黒色、白色等の色に着色されていても良いが、リサイクルのしやすさを考慮した場合、無色透明であることが好ましい。また、上述した各種樹脂をブレンドして用いても良い。さらに、容器本体10の内面に、容器のバリア性を高めるために、例えばダイヤモンド状炭素膜や酸化珪素薄膜等の蒸着膜を形成しても良い。
Such a container
また、容器本体10は、2層以上の多層成形ボトルとして形成することもできる。すなわち押し出し成形または射出成形により、例えば、中間層をMXD6、MXD6+脂肪酸塩、PGA(ポリグリコール酸)、EVOH(エチレンビニルアルコール共重合体)又はPEN(ポリエチレンナフタレート)等のガスバリア性及び遮光性を有する樹脂(中間層)として3層以上からなるプリフォーム10aを押出成形後、ブロー成形することによりガスバリア性及び遮光性を有する多層ボトルとして形成しても良い。なお、中間層としては、上述した各種樹脂をブレンドした樹脂を用いても良い。
Moreover, the container
また、熱可塑性樹脂の溶融物に不活性ガス(窒素ガス、アルゴンガス)を混ぜることで、0.5〜100μmの発泡セル径を持つ発泡プリフォームを成形し、この発泡プリフォームをブロー成形することによって、容器本体10を作製しても良い。このような容器本体10は、発泡セルを内蔵しているため、容器本体10全体の遮光性を高めることができる。
Further, by mixing an inert gas (nitrogen gas, argon gas) with the melt of the thermoplastic resin, a foam preform having a foam cell diameter of 0.5 to 100 μm is formed, and this foam preform is blow molded. Thus, the
このような容器本体10は、例えば満注容量が100ml〜2000mlのボトルからなっていても良い。あるいは、容器本体10は、満注容量が例えば10L〜60Lの大型のボトルであっても良い。
Such a container
次にプラスチック製部材40について説明する。プラスチック製部材40(40a)は後述するようにプリフォーム10aの外側を取り囲むように設けられ、プリフォーム10aの外側に密着された後、プリフォーム10aとともに2軸延伸ブロー成形されることにより得られたものである。
Next, the
プラスチック製部材40は容器本体10の外面に接着されることなく取付けられており、容器本体10に対して移動又は回転しないほどに密着されている。このプラスチック製部材40は、容器本体10の外面において薄く引き延ばされて容器本体10を覆っている。また、図2に示すように、プラスチック製部材40は、容器本体10を取り囲むようにその周方向全域にわたって設けられており、略円形状の水平断面を有している。
The
この場合、プラスチック製部材40は、容器本体10のうち、肩部12および胴部20の一部を覆うように設けられている。すなわち、プラスチック製部材40は、容器本体10の肩部12から胴部20の下方部分まで延びているが、底部30まで達していない。これにより、容器本体10の肩部12および胴部20の一部に対して所望の機能や特性を付与することができる。
In this case, the
なお、プラスチック製部材40は、容器本体10のうち口部11以外の全域又は一部領域に設けられていても良い。例えば、プラスチック製部材40は、容器本体10のうち、口部11を除く、首部13の全域、肩部12の全域、胴部20の全域および底部30の一部領域を覆うように設けられていても良い。
The
一方、プラスチック製部材40は、容器本体10に対して溶着ないし接着されていないため、容器本体10から剥離して除去することができる。具体的には、例えば刃物等を用いてプラスチック製部材40を切除したり、プラスチック製部材40に予め図示しない切断線を設け、この切断線に沿ってプラスチック製部材40を剥離したりすることができる。これにより、プラスチック製部材40を容器本体10から分離除去することができる。
On the other hand, since the
このようなプラスチック製部材40としては、後述するようにプリフォーム10aに対して熱収縮する作用をもつものが用いられる。
As such a
またプラスチック製部材40の厚みは、これに限定されるものではないが、容器本体10に取り付けられた状態で例えば5μm〜500μm程度とすることができる。
The thickness of the
次に図3により、複合プリフォームの構成について説明する。 Next, the structure of the composite preform will be described with reference to FIG.
図3に示すように、複合プリフォーム70は、プラスチック材料製のプリフォーム10aと、プリフォーム10aの外側に設けられた無底円筒状のプラスチック製部材40aとを備えている。
As shown in FIG. 3, the
プリフォーム10aは、口部11aと、口部11aに連結された胴部20aと、胴部20aに連結された底部30aとを備えている。このうち口部11aは、上述した容器本体10の口部11に対応するものであり、口部11と略同一の形状を有している。また、胴部20aは、上述した容器本体10の首部13、肩部12および胴部20に対応するものであり、略円筒形状を有している。底部30aは、上述した容器本体10の底部30に対応するものであり、略半球形状を有している。
The
プラスチック製部材40aは、プリフォーム10aの外面に接着されることなく取付けられており、プリフォーム10aに対して移動又は回転しないほどに密着されているか、又は自重で落下しない程度に密着されている。プラスチック製部材40aは、プリフォーム10aを取り囲むようにその周方向全域にわたって設けられており、円形状の水平断面を有している。
The
この場合、プラスチック製部材40aはプリフォーム10aの胴部20aのみを覆うように密着されており、より詳細には、胴部20aのうち容器本体10の首部13に対応する部分13aと胴部20aの下部に対応する部分とを除く領域を覆っている。
In this case, the
なお、プラスチック製部材40aは、口部11a以外の全域又は一部領域に設けられていても良い。例えば、プラスチック製部材40aは、容器本体10の首部13に対応する部分13aを含む胴部20aの全域を覆うように設けられていても良い。
The
このようなプラスチック製部材40aとしては、プリフォーム10aに対して熱収縮する作用をもつものが用いられる。すなわち、プラスチック製部材(外側収縮部材)40aは、例えば、外部から熱が加えられた際、プリフォーム10aに対して熱収縮するものが用いられる。
As such a
プラスチック製部材40aとしては、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリ−4−メチルペンテン−1、ポリスチレン、AS樹脂、ABS樹旨、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール、フタル酸ジアリル樹脂、フッ素系樹脂、ポリメタクリル酸メチル、ポリアクリル酸、ポリアクリル酸メチル、ポリアクリロニトリル、ポリアクリルアミド、ポリブタジエン、ポリブテン−1、ポリイソプレン、ポリクロロプレン、エチレンプロピレンゴム、ブチルゴム、ニトリルゴム、アクリルゴム、シリコーンゴム、フッ素ゴム、ナイロン6、ナイロン6,6、ナイロンMXD6、芳香族ポリアミド、ポリカーボネート、ポリテレフタル酸エチレン、ポリテレフタル酸ブチレン、ポリナフタレン酸エチレン、Uポリマー、液晶ポリマー、変性ポリフェニレンエーテル、ポリエーテルケトン、ポリエーテルエーテルケトン、不飽和ポリエステル、アルキド樹脂、ポリイミド、ポリスルホン、ポリフェニレンスルフィド、ポリエーテルスルホン、シリコーン樹脂、ポリウレタン、フェノール樹脂、尿素樹脂、ポリエチレンオキシド、ポリプロピレンオキシド、ポリアセタール、エポキシ樹脂等を挙げることができる。このうちポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等の熱可塑性非弾性樹脂を用いることが好ましい。またそれらのブレンド材料や多層構造、部分的多層構造のものであってもよい。さらに、プラスチック製部材40aの材料には、その特性が損なわれない範囲において、主成分の樹脂以外にも、各種の添加剤を添加してもよい。添加剤としては、例えば、可塑剤、紫外線安定化剤、着色防止剤、艶消し剤、消臭剤、難燃剤、耐候剤、帯電防止剤、糸摩擦低減剤、スリップ剤、離型剤、抗酸化剤、イオン交換剤、および着色顔料等を添加することができる。また、熱可塑性樹脂の溶融物に不活性ガス(窒素ガス、アルゴンガス)を混ぜることで、0.5〜100μmの発泡セル径を持つ発泡部材を使用し、この発泡プリフォームを成形することによって、遮光性を高めることができる。
Examples of the
またプラスチック製部材40aが容器本体10(プリフォーム10a)と同一の材料からなっていても良い。この場合、複合容器10Aのうち、例えば強度を高めたい部分に重点的にプラスチック製部材40を配置し、当該箇所の強度を選択的に高めることができる。例えば、容器本体10の肩部12周辺および底部30周辺にプラスチック製部材40を設け、この部分の強度を高めても良い。このような材料としては、熱可塑性樹脂、特にPE(ポリエチレン)、PP(ポリプロピレン)、PET(ポリエチレンテレフタレート)、PEN(ポリエチレンナフタレート)、PC(ポリカーボネート)を挙げることができる。
The
またプラスチック製部材40aは、酸素バリア性又は水蒸気バリア性等のガスバリア性を有する材料からなっていても良い。この場合、プリフォーム10aとして多層プリフォームやブレンド材料を含むプリフォーム等を用いることなく、複合容器10Aのガスバリア性を高め、容器内への酸素の侵入を防ぎ、内容液が劣化することを防止し、また、容器内から外部への水蒸気の蒸散を防ぎ、内容量が減少することを防止することができる。例えば、容器本体10のうち、肩部12、首部13、胴部20および底部30の全域にプラスチック製部材40を設け、この部分のガスバリア性を高めても良い。このような材料としては、PE(ポリエチレン)、PP(ポリプロピレン)、MXD−6(ナイロン)、PGA(ポリグリコール酸)、EVOH(エチレンビニルアルコール共重合体)またはこれらの材料に脂肪酸塩などの酸素吸収材を混ぜることも考えられる。
The
またプラスチック製部材40aは、紫外線等の光線バリア性を有する材料からなっていても良い。この場合、プリフォーム10aとして多層プリフォームやブレンド材料を含むプリフォーム等を用いることなく、複合容器10Aの光線バリア性を高め、紫外線等により内容液が劣化することを防止することができる。例えば、容器本体10のうち、肩部12、首部13および胴部20にプラスチック製部材40aを設け、この部分の紫外線バリア性を高めても良い。このような材料としては、ブレンド材料、またはPETやPE、PPに遮光性樹脂を添加した材料が考えられる。また、熱可塑性樹脂の溶融物に不活性ガス(窒素ガス、アルゴンガス)を混ぜることにより作製された、0.5〜100μmの発泡セル径を持つ発泡部材を使用しても良い。
The
またプラスチック製部材40aは、容器本体10(プリフォーム10a)を構成するプラスチック材料よりも保冷性の高い材料(熱伝導性の低い材料)からなっていても良い。この場合、容器本体10そのものの厚みを厚くすることなく、内容液の温度が複合容器10Aの表面まで伝達しにくくすることが可能となる。これにより、複合容器10Aの保冷性が高められる。例えば、容器本体10のうち胴部20の全部又は一部にプラスチック製部材40を設け、胴部20の保冷性を高めても良い。また、使用者が複合容器10Aを把持した際、冷たすぎることにより複合容器10Aを持ちにくくなることが防止される。このような材料としては、発泡化したポリウレタン、ポリスチレン、PE(ポリエチレン)、PP(ポリプロピレン)、フェノール樹脂、ポリ塩化ビニル、ユリア樹脂、シリコーン、ポリイミド、メラミン樹脂などが考えられる。これら樹脂を含んでなる樹脂材料に、中空粒子を混合することが好ましい。中空粒子の平均粒子径は、1〜200μmであることが好ましく、5〜80μmであることがより好ましい。なお、「平均粒子径」とは、体積平均粒子径を意味し、粒度分布・粒径分布測定装置(例えば、ナノトラック粒度分布測定装置、日機装株式会社製など)を用いて公知の方法により測定することができる。また、中空粒子としては、樹脂などから構成される有機系中空粒子であってもよく、ガラスなどから構成される無機系中空粒子であってもよいが、分散性が優れるという理由から、有機系中空粒子が好ましい。有機系中空粒子を構成する樹脂としては、例えば、架橋スチレン−アクリル樹脂などのスチレン系樹脂、アクリロニトリル−アクリル樹脂などの(メタ)アクリル系樹脂、フェノール系樹脂、フッ素系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリカーボネート系樹脂、ポリエーテル系樹脂などを挙げることができる。また、ローペイクHP−1055、ローペイクHP−91、ローペイクOP−84J、ローペイクウルトラ、ローペイクSE、ローペイクST(ロームアンドハース(株)製)、ニポールMH−5055(日本ゼオン(株)製)、SX8782、SX866(JSR(株)製)などの市販される中空粒子を用いることも出来る。中空粒子の含有量としては、プラスチック製部材40aに含有される樹脂材料100質量部に対して、0.01〜50質量部であることが好ましく、1〜20質量部であることがより好ましい。
Further, the
またプラスチック製部材40aは、容器本体10(プリフォーム10a)を構成するプラスチック材料よりも滑りにくい材料からなっていても良い。この場合、容器本体10の材料を変更することなく、使用者が複合容器10Aを把持しやすくすることができる。例えば、容器本体10のうち胴部20の全部又は一部にプラスチック製部材40を設け、胴部20を持ちやすくしても良い。
The
このプラスチック製部材40aには、予めデザイン又は印字等の印刷が施されていても良い。この場合、印刷は例えばインクジェット法やグラビア印刷法等の印刷法により、無地のプラスチック製部材40aにデザイン又は印字が施されて形成されても良い。この印刷は、プリフォーム10aに取り付けられる前のプラスチック製部材40aに対して施されても良く、プリフォーム10aの外側にプラスチック製部材40aを設けた状態で施されても良い。さらに、ブロー成形された後のプラスチック製部材40に対して印刷が施されても良い。また、プラスチック製部材40aは、赤色、青色、黄色、緑色、茶色、黒色、白色等の色に着色されていても良く、また透明であっても不透明であっても良い。
The
複合容器および複合プリフォームの変形例
次に、図4乃至図6により複合容器および複合プリフォームの各変形例について説明する。図4乃至図6に示す変形例において、図1乃至図3に示す実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
Modified Examples of Composite Container and Composite Preform Next, respective modified examples of the composite container and composite preform will be described with reference to FIGS. 4 to 6. In the modification shown in FIG. 4 to FIG. 6, the same parts as those of the embodiment shown in FIG. 1 to FIG.
図4および図5は、複合容器の一変形例を示している。図4および図5において、複合容器10Aは、内側に位置する容器本体10と、容器本体10の外側に密着して設けられた内側ラベル部材60と、内側ラベル部材60の外側に密着して設けられたプラスチック製部材40とを備えている。
4 and 5 show a modification of the composite container. In FIGS. 4 and 5, the
プラスチック製部材40は、容器本体10の外面かつ内側ラベル部材60の外面に薄く延ばされた状態で密着されており、容器本体10に対して容易に移動又は回転しないほどに密着されている。
The
プラスチック製部材40は、その少なくとも一部が半透明又は透明であることが考えられ、この場合、この半透明又は透明な部分を介して、内側ラベル部材60を外方から視認できる。なお、プラスチック製部材40は、その全体が半透明又は透明であっても良く、あるいは不透明な部分と半透明又は透明な部分(例えば窓部)とを有していても良い。
At least a portion of the
次に内側ラベル部材60について説明する。内側ラベル部材60はプリフォーム10aの外側を取り囲むように設けられ、このプリフォーム10aおよびプラスチック製部材40aと一体となって2軸延伸ブロー成形されることにより得られたものである。
Next, the
内側ラベル部材60は容器本体10の外面に接着されることなく取付けられており、容器本体10に対して移動又は回転しないほどに密着されている。この内側ラベル部材60は、容器本体10の外面において薄く引き延ばされて容器本体10を覆っている。内側ラベル部材60は、容器本体10を取り囲むようにその周方向全域にわたって設けられており、略円形状の水平断面を有している。
The
この場合、内側ラベル部材60は、容器本体10のうち、肩部12および胴部20の一部を覆うように設けられている。すなわち、内側ラベル部材60は、容器本体10の肩部12から胴部20の下方部分まで延びているが、底部30まで達していない。これにより、容器本体10の肩部12および胴部20の一部に所望の文字、画像等を付与し、複合容器10Aに対して装飾性をもたせたり、情報を表示させたりすることができる。
In this case, the
なお、内側ラベル部材60は、容器本体10のうち口部11以外の全域又は一部領域に設けられていても良い。例えば、内側ラベル部材60は、容器本体10のうち、首部13の全域、肩部12の全域、胴部20の全域および底部30の一部を覆うように設けられていても良い。なお、内側ラベル部材60は、プラスチック製部材40と同一の領域に設けられていても良く、プラスチック製部材40よりも狭い領域に設けられていても良い。後者の場合、内側ラベル部材60はプラスチック製部材40によって完全に覆われることが好ましい。
The
このような内側ラベル部材60としては、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂などのフィルムを用いることができる。内側ラベル部材60は、プラスチック製部材40と同一の材料からなっていても良く、異なる材料からなっていても良い。
As such an
内側ラベル部材60の厚みは、これに限定されるものではないが、容器本体10に取り付けられた状態で例えば1μm〜100μm程度とすることができる。
The thickness of the
図6は、図4および図5に示す複合容器10Aを作製するための複合プリフォーム70を示している。図6に示すように、複合プリフォーム70は、プラスチック材料製のプリフォーム10aと、プリフォーム10aの外側に密着して設けられた無底円筒状の内側ラベル部材60aと、内側ラベル部材60aの外側に密着して設けられた無底円筒状のプラスチック製部材40aとを備えている。
FIG. 6 shows a
内側ラベル部材60aは、プリフォーム10aの外面に密着されており、プリフォーム10aに対して容易に移動又は回転しないほどに密着されているか、又は自重で落下しない程度に密着されている。内側ラベル部材60aは、プリフォーム10aを取り囲むようにその周方向全域にわたって設けられており、略円形状の水平断面を有している。
The
このほか、容器本体10、プリフォーム10aおよびプラスチック製部材40(40a)の構成は、図1乃至図3に示す実施の形態と略同様であるので、詳細な説明を省略する。
In addition, the configurations of the
複合プリフォームの製造装置
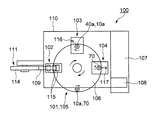
次に、図7および図8により、本実施の形態による複合プリフォームの製造装置の概要について説明する。
Device for Manufacturing Composite Preform Next, an overview of a device for manufacturing a composite preform according to the present embodiment will be described with reference to FIGS. 7 and 8.
図7および図8に示す複合プリフォームの製造装置100は、上述した複合プリフォーム70を製造する装置である。この複合プリフォームの製造装置100は、筐体110と、プリフォーム10aの供給領域101と、プラスチック製部材装着ユニット102と、加熱ユニット103と、冷却ユニット104と、取出領域105とを備えている。
An
供給領域101、プラスチック製部材装着ユニット102、加熱ユニット103、冷却ユニット104および取出領域105は、複合プリフォームの製造装置100内で上流側から下流側に向けてこの順番に配置されている。なお、本実施の形態において、供給領域101は、取出領域105と兼用しているが、これに限らず、供給領域101と取出領域105とを別々の位置に設けても良い。
The supply area 101, the plastic
筐体110内には、鉛直軸を中心として所定方向(図7の時計回り方向)に回転する回転搬送機構(ターンテーブル)106が配置されている。回転搬送機構106は、プリフォーム10aを、供給領域101から、プラスチック製部材装着ユニット102、加熱ユニット103および冷却ユニット104を順次介して、取出領域105まで搬送するものである。
In the
図7に示すように、供給領域101(取出領域105)、プラスチック製部材装着ユニット102、加熱ユニット103および冷却ユニット104は、平面方向から見て、それぞれ90°の角度を空けて配置されている。そして回転搬送機構106は、一定時間毎に90°ずつ間欠回転しながら、プリフォーム10aを各領域およびユニットに搬送する。なお、これに限らず、供給領域101、プラスチック製部材装着ユニット102、加熱ユニット103、冷却ユニット104および取出領域105が、平面方向から見て、直線状に配置されていても良い。
As shown in FIG. 7, the supply area 101 (extraction area 105), the plastic
複合プリフォームの製造装置100は、少なくともプラスチック製部材装着ユニット102と、加熱ユニット103と、冷却ユニット104と、回転搬送機構106とを制御する制御部107を更に備えている。また、筐体110の外面には、複合プリフォームの製造装置100を操作するための操作盤108が設けられている。
The composite
次に、複合プリフォームの製造装置100の各要素についてさらに説明する。
Next, each element of the composite
供給領域101は、プラスチック材料製のプリフォーム10aを供給する領域である。この供給領域101において、外部からプリフォーム10aが自動又は手動で供給される。供給されたプリフォーム10aは、口部11aを下方に向けた状態で回転搬送機構106に保持される。
The supply area 101 is an area for supplying a
プラスチック製部材装着ユニット102は、供給領域101から搬送されてきたプリフォーム10aの外側にプラスチック製部材40aを設けるものである。このプラスチック製部材装着ユニット102は、原反供給部111と、原反切断部112と、挿着部113とを有している。
The plastic
このうち原反供給部111は、プラスチック製部材40a用の原反109を供給するものであり、筐体110の外部に配置されている。この原反供給部111において、原反109がホルダ114に巻装されており、ホルダ114が回転することにより原反109が巻き出される。この場合、原反109は、細長い筒を潰して平坦な一本の帯のようにした形状を有している。ホルダ114から巻き出された帯状の原反109は、一対のローラ115間を通過して原反切断部112に送り込まれる。
Among them, the raw
原反切断部112は、原反供給部111から供給された原反109を所定の長さに切断するものである。この原反切断部112において、ローラ115間を通過してきた原反109が所定の長さ(プラスチック製部材40aの長さ)に切断される。
The raw
挿着部113は、原反切断部112で切断された原反109を広げることにより、プラスチック製部材40aを作製するものである。この挿着部113において、原反109は両側を吸着することにより側方に広げられ、密着していた一対のフィルムが互いに離されて筒状に形成される。これにより、円筒状のプラスチック製部材40aが作製される。挿着部113は、広げたプラスチック製部材40aを下方に移動し、プリフォーム10aの外側に挿着(緩挿)する。
The
加熱ユニット103は、プリフォーム10aに挿着されたプラスチック製部材40aを加熱することにより、プラスチック製部材40aをプリフォーム10aに対して熱収縮させるものである。これにより、プラスチック製部材40aがプリフォーム10aに密着し、複合プリフォーム70が得られる。加熱ユニット103は、プラスチック製部材40aを熱収縮可能な温度に加熱する、例えば赤外線ヒータ等の加熱装置116を有している。なお、加熱ユニット103において、プラスチック製部材40aを周方向均等に加熱するため、プリフォーム10aをその中心軸線に沿って回転(自転)させることが好ましい。
The
冷却ユニット104は、加熱ユニット103で加熱されたプラスチック製部材40aを冷却するものであり、例えばプラスチック製部材40aに対してエアを吹き付けるエア供給装置117を有している。なお、冷却ユニット104においても、プラスチック製部材40aを周方向均等に冷却するため、プリフォーム10aをその中心軸線に沿って回転(自転)させることが好ましい。
The
取出領域105は、このようにして得られた複合プリフォーム70を取り出す領域である。取出領域105において、複合プリフォーム70は、自動又は手動で複合プリフォームの製造装置100の外部へ取り出される。この取出領域105は、上述したように供給領域101と兼用されている。また、取出領域105(供給領域101)は、筐体110の外部に位置している。
The removal area 105 is an area for removing the
複合プリフォームの製造および複合容器の製造方法
次に図7、図8および図9(a)〜(f)により、本実施の形態による複合プリフォーム70の製造方法および複合容器10Aの製造方法(ブロー成形方法)について説明する。
Production of Composite Preform and Method of Producing Composite Container Referring now to FIGS. 7, 8 and 9 (a) to 9 (f), a method of producing
なお、以下において、複合プリフォーム70は、図7および図8に示す複合プリフォームの製造装置100を用いて作製される。また、複合プリフォーム70を製造する各工程は、複合プリフォームの製造装置100の制御部107が、プラスチック製部材装着ユニット102、加熱ユニット103、冷却ユニット104および回転搬送機構106をそれぞれ制御することによって実行される。
In the following, the
まず、プラスチック材料製のプリフォーム10aを例えば射出成形法により成形する(図9(a)参照)。
First, a
次に、プリフォーム10aは、複合プリフォームの製造装置100の供給領域101(図7参照)に供給される。
Next, the
続いて、回転搬送機構106が回転することにより、プリフォーム10aはプラスチック製部材装着ユニット102(図7および図8参照)に搬送される。このプラスチック製部材装着ユニット102において、プリフォーム10aの外側にプラスチック製部材40aが設けられる(図9(b)参照)。
Subsequently, as the
この間、原反供給部111から原反109が巻き出され、原反供給部111から供給された原反109は、原反切断部112で所定の長さに切断される。次いで、挿着部113において、原反切断部112で切断された原反109が広げられ、プラスチック製部材40aが作製される。その後、挿着部113は、広げられたプラスチック製部材40aを下方に移動し、プリフォーム10aの外側に挿着(緩挿)する。なお、プラスチック製部材40aは、全体として無底円筒形状からなり、円筒状の胴部41(図9(b)参照)を有している。
During this time, the
次に、回転搬送機構106が回転することにより、プラスチック製部材40aおよびプリフォーム10aは、加熱ユニット103(図7および図8参照)に搬送される。この加熱ユニット103において、プラスチック製部材40aは、例えば50℃乃至100℃の温度に加熱され、プリフォーム10aに対して熱収縮し、プリフォーム10aの外側に密着する。このとき、プリフォーム10aおよびプラスチック製部材40aは、口部11aを下に向けた状態で回転しながら、加熱装置116によって周方向に均等に加熱される。
Next, as the
続いて、回転搬送機構106が回転することにより、プラスチック製部材40aおよびプリフォーム10aは、冷却ユニット104(図7および図8参照)に搬送される。この冷却ユニット104において、プラスチック製部材40aに対してエアが吹き付けられ、プラスチック製部材40aが冷却される。
Subsequently, as the
このようにして、プリフォーム10aと、プリフォーム10aの外側に密着されたプラスチック製部材40aとを有する複合プリフォーム70が得られる(図9(c)参照)。
Thus, a
その後、回転搬送機構106が更に回転することにより、複合プリフォーム70は取出領域105(図7参照)に搬送される。取出領域105において、複合プリフォーム70は、複合プリフォームの製造装置100の外部へ取り出される。
Thereafter, as the
次に、複合プリフォーム70は、例えばブロー成形機等(図示せず)の加熱装置51によって加熱される(図9(d)参照)。このとき、複合プリフォーム70は、口部11aを下に向けた状態で回転しながら、加熱装置51によって周方向に均等に加熱される。この加熱工程におけるプリフォーム10aおよびプラスチック製部材40aの加熱温度は、例えば90℃乃至130℃としても良い。
Next, the
続いて、加熱装置51によって加熱された複合プリフォーム70は、ブロー成形金型50(図7参照)に送られる。
Subsequently, the
複合容器10Aは、このブロー成形金型50を用いて成形される(図9(e)参照)。この場合、ブロー成形金型50は互いに分割された一対の胴部金型50a、50bと、底部金型50cとからなる(図9(e)参照)。図9(e)において、一対の胴部金型50a、50b間は互いに開いており、底部金型50cは上方に上がっている。この状態で一対の胴部金型50a、50b間に、複合プリフォーム70が挿入される。
The
次に図9(f)に示すように、底部金型50cが下がったのちに一対の胴部金型50a、50bが閉鎖され、一対の胴部金型50a、50bおよび底部金型50cにより密閉されたブロー成形金型50が構成される。次にプリフォーム10a内に空気が圧入され、複合プリフォーム70に対して2軸延伸ブロー成形が施される。
Next, as shown in FIG. 9 (f), after the
このことにより、ブロー成形金型50内でプリフォーム10aから容器本体10が得られる。この間、胴部金型50a、50bは30℃乃至80℃まで加熱され、底部金型50cは5℃乃至25℃まで冷却される。この際、ブロー成形金型50内では、複合プリフォーム70のプリフォーム10aおよびプラスチック製部材40aが一体として膨張される。これにより、プリフォーム10aおよびプラスチック製部材40aは、一体となってブロー成形金型50の内面に対応する形状に賦形される。
As a result, the
このようにして、容器本体10と、容器本体10の外面に設けられたプラスチック製部材40とを備えた複合容器10Aが得られる。
Thus, a
次に図9(g)に示すように、一対の胴部金型50a、50bおよび底部金型50cが互いに離れ、ブロー成形金型50内から複合容器10Aが取出される。
Next, as shown in FIG. 9G, the pair of
なお、内側ラベル部材60aを有する複合プリフォーム70(図6参照)を用いて、内側ラベル部材60を有する複合容器10A(図4および図5参照)を製造する場合、複合プリフォームの製造装置100は、供給領域101とプラスチック製部材装着ユニット102との間に、図示しない内側ラベル部材装着ユニットを有していても良い。あるいは、プラスチック製部材装着ユニット102が、プリフォーム10aに対して内側ラベル部材60aおよびプラスチック製部材40aの両方を設けるものであっても良い。
When manufacturing
以上説明したように、本実施の形態によれば、複合プリフォームの製造装置100は、プリフォーム10aの外側にプラスチック製部材40aを設けるプラスチック製部材装着ユニット102と、プラスチック製部材40aを加熱することにより、プラスチック製部材40aをプリフォーム10aに対して熱収縮させる加熱ユニット103とを備えている。これにより、複合プリフォーム70を自動で効率良く製造することができ、複合容器10Aを大量生産することが容易になる。
As described above, according to the present embodiment, the composite
また、本実施の形態によれば、ブロー成形金型50内でプリフォーム10aおよびプラスチック製部材40aを一体として膨張させ、容器本体10とプラスチック製部材40とを備えた複合容器10Aを作製する。これにより、プリフォーム10a(容器本体10)とプラスチック製部材40a(プラスチック製部材40)とを別部材から構成することができる。したがって、プラスチック製部材40の種類や形状を適宜選択することにより、複合容器10Aに様々な機能や特性を自在に付与することができる。
Further, according to the present embodiment, the
さらに、本実施の形態によれば、プラスチック製部材40を容器本体10から分離除去することができるので、従来と同様に無色透明な容器本体10をリサイクルすることができる。
Furthermore, according to the present embodiment, since the
10 容器本体
10A 複合容器
10a プリフォーム
40、40a プラスチック製部材
50 ブロー成形金型
70 複合プリフォーム
100 複合プリフォームの製造装置
101 供給領域
102 プラスチック製部材装着ユニット
103 加熱ユニット
104 冷却ユニット
105 取出領域
106 回転搬送機構
107 制御部
DESCRIPTION OF
Claims (8)
プラスチック材料製のプリフォームが供給される供給領域と、
前記供給領域の下流側に設けられ、前記プリフォームの外側に、前記プリフォームに対して熱収縮する作用をもつプラスチック製部材を剥離可能に設けるプラスチック製部材装着ユニットと、
前記プラスチック製部材装着ユニットの下流側に設けられ、前記プラスチック製部材を加熱することにより、前記プラスチック製部材を前記プリフォームに対して熱収縮させる加熱ユニットとを備えたことを特徴とする複合プリフォームの製造装置。 In a composite preform manufacturing apparatus,
A feeding area in which a preform made of plastic material is fed;
A plastic member mounting unit provided on the downstream side of the supply area and releasably provided on the outside of the preform with a plastic member having a heat shrinking action on the preform;
And a heating unit provided downstream of the plastic member mounting unit for heating the plastic member to thermally shrink the plastic member with respect to the preform. Reform production equipment.
前記プラスチック製部材用の原反を供給する原反供給部と、
前記原反供給部から供給された原反を所定の長さに切断する原反切断部と、
前記原反切断部で切断された原反を広げることにより、前記プラスチック製部材を作製し、このプラスチック製部材を前記プリフォームの外側に挿着する挿着部とを有することを特徴とする請求項1乃至3のいずれか一項記載の複合プリフォームの製造装置。 The plastic member mounting unit is
A raw fabric supply unit for supplying a raw fabric for the plastic member;
A raw fabric cutting portion for cutting the raw fabric supplied from the raw fabric supplying portion to a predetermined length;
The plastic member is manufactured by spreading the raw fabric cut in the raw fabric cutting portion, and the plastic member is inserted and attached to the outside of the preform. Item 4. An apparatus for producing a composite preform according to any one of Items 1 to 3.
供給領域にプラスチック材料製のプリフォームを供給する工程と、
プラスチック製部材装着ユニットにおいて、前記プリフォームの外側にプラスチック製部材を剥離可能に設ける工程と、
加熱ユニットにおいて、前記プラスチック製部材を加熱することにより、前記プラスチック製部材を前記プリフォームに対して熱収縮させる工程とを備えたことを特徴とする複合プリフォームの製造方法。 In a method of manufacturing a composite preform,
Feeding a preform of plastic material to the feeding area;
Providing a plastic member releasably on the outside of the preform in the plastic member mounting unit;
And d) heat-shrinking the plastic member relative to the preform by heating the plastic member in a heating unit.
前記プラスチック製部材用の原反を供給する原反供給部と、
前記原反供給部から供給された原反を所定の長さに切断する原反切断部と、
前記原反切断部で切断された原反を広げることにより、前記プラスチック製部材を作製し、このプラスチック製部材を前記プリフォームの外側に挿着する挿着部とを有することを特徴とする請求項5又は6記載の複合プリフォームの製造方法。 The plastic member mounting unit is
A raw fabric supply unit for supplying a raw fabric for the plastic member;
A raw fabric cutting portion for cutting the raw fabric supplied from the raw fabric supplying portion to a predetermined length;
The plastic member is manufactured by spreading the raw fabric cut in the raw fabric cutting portion, and the plastic member is inserted and attached to the outside of the preform. Item 7. A method for producing a composite preform according to Item 5 or 6.
前記複合プリフォームに対してブロー成形を施すことにより、前記プリフォームおよび前記プラスチック製部材を一体として膨張させる工程とを備えたことを特徴とする複合容器の製造方法。 A process for producing a composite preform by the method for producing a composite preform according to any one of claims 5 to 7.
And b. Expanding the preform and the plastic member integrally by blow molding the composite preform.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014263002A JP6515529B2 (en) | 2014-12-25 | 2014-12-25 | Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014263002A JP6515529B2 (en) | 2014-12-25 | 2014-12-25 | Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019076602A Division JP6813049B2 (en) | 2019-04-12 | 2019-04-12 | Composite preform manufacturing equipment, composite preform and its manufacturing method, and composite container and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016120692A JP2016120692A (en) | 2016-07-07 |
| JP6515529B2 true JP6515529B2 (en) | 2019-05-22 |
Family
ID=56326573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014263002A Active JP6515529B2 (en) | 2014-12-25 | 2014-12-25 | Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6515529B2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6814402B2 (en) * | 2016-09-16 | 2021-01-20 | 大日本印刷株式会社 | Manufacturing method of composite preform, composite container and composite preform |
| JP6891534B2 (en) * | 2017-02-23 | 2021-06-18 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| JP6913296B2 (en) * | 2017-02-23 | 2021-08-04 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| JP7003441B2 (en) * | 2017-05-01 | 2022-02-10 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| JP6994168B2 (en) * | 2017-05-01 | 2022-01-14 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| CA3053731A1 (en) | 2017-02-23 | 2018-08-30 | Dai Nippon Printing Co., Ltd. | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| JP7068667B2 (en) * | 2020-12-11 | 2022-05-17 | 大日本印刷株式会社 | Manufacturing method of composite preform, composite container and composite preform |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154920A (en) * | 1984-12-28 | 1986-07-14 | Mitsui Toatsu Chem Inc | Manufacture of multi-layered vessel |
| JPS61206623A (en) * | 1985-03-12 | 1986-09-12 | Mitsui Toatsu Chem Inc | Manufacture of multilayer container |
| JPH0815754B2 (en) * | 1987-07-27 | 1996-02-21 | マツダ株式会社 | Method and apparatus for manufacturing plastic hollow molded article |
| US6984354B2 (en) * | 2001-05-10 | 2006-01-10 | Eastman Chemical Company | Process for making labeled containers using a stretch blow molding process |
| JP2005343098A (en) * | 2004-06-07 | 2005-12-15 | Toyo Seikan Kaisha Ltd | Biodegradable stretch-molded container |
-
2014
- 2014-12-25 JP JP2014263002A patent/JP6515529B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016120692A (en) | 2016-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6515529B2 (en) | Apparatus for producing composite preform, composite preform and method for producing the same, and composite container and method for producing the same | |
| JP2016097530A (en) | Manufacturing apparatus of composite container, manufacturing method of composite container, composite container and plastic member | |
| JP6988983B2 (en) | Blow molding method, composite preform, composite container, inner label member and plastic member | |
| JP7075628B2 (en) | Composite preform manufacturing equipment, composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP2017036069A (en) | Composite container, composite preform, manufacturing method of composite container, and plastic member | |
| JP7216930B2 (en) | Blow molding method, composite preform, composite container, inner label member and plastic member | |
| JP6516142B2 (en) | Composite preform, method of manufacturing composite container, composite container, plastic member, and inner label member | |
| JP6813049B2 (en) | Composite preform manufacturing equipment, composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP6575840B2 (en) | Composite container manufacturing method, composite preform, and composite container | |
| JP6825730B2 (en) | Composite preform manufacturing equipment, composite preform manufacturing method, and composite container manufacturing method | |
| JP6651818B2 (en) | Apparatus for manufacturing composite preform, method for manufacturing composite preform, and method for manufacturing composite container | |
| JP7024893B2 (en) | Composite preform manufacturing equipment, composite preform manufacturing method, and composite container manufacturing method | |
| JP2016120687A (en) | Composite container and manufacturing method thereof, plastic member, and composite preform | |
| JP6489415B2 (en) | Manufacturing method of composite container, composite preform, composite container, inner label member, and plastic member | |
| JP6521354B2 (en) | Apparatus and method for producing composite container, apparatus and method for producing composite preform, composite container and composite preform | |
| JP6776511B2 (en) | Manufacturing method of composite container, composite preform and composite container | |
| JP6853971B2 (en) | Composite preforms and their manufacturing methods, intermediates, and composite containers and their manufacturing methods | |
| JP6792805B2 (en) | Blow molding method and manufacturing method of plastic parts | |
| JP7097007B2 (en) | Manufacturing method of composite container, composite preform and composite container | |
| JP7037772B2 (en) | Composite containers and their manufacturing methods, composite preforms, and plastic components | |
| JP7169557B2 (en) | Composite preform and manufacturing method thereof, composite container and manufacturing method thereof, and heat-shrinkable plastic member | |
| JP7078071B2 (en) | Composite containers, composite preforms, composite container manufacturing methods, and plastic components | |
| JP7242398B2 (en) | Composite container manufacturing method and manufacturing device, composite preform manufacturing method and manufacturing device | |
| JP7234097B2 (en) | BLOW MOLDING METHOD, COMPOSITE PREFORM, COMPOSITE CONTAINER, AND PLASTIC PARTS | |
| JP6819944B2 (en) | Composite containers and their manufacturing methods, composite preforms, and plastic components |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181030 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6515529 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |