JP7003441B2 - Composite preform and its manufacturing method, and composite container and its manufacturing method - Google Patents
Composite preform and its manufacturing method, and composite container and its manufacturing method Download PDFInfo
- Publication number
- JP7003441B2 JP7003441B2 JP2017091341A JP2017091341A JP7003441B2 JP 7003441 B2 JP7003441 B2 JP 7003441B2 JP 2017091341 A JP2017091341 A JP 2017091341A JP 2017091341 A JP2017091341 A JP 2017091341A JP 7003441 B2 JP7003441 B2 JP 7003441B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- heat
- plastic member
- composite
- shrinkable plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Wrappers (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
本発明は、複合プリフォームおよびその製造方法、並びに複合容器およびその製造方法に関する。 The present invention relates to a composite preform and a method for producing the same, and a composite container and a method for producing the same.
近時、飲食品等の内容液を収容するボトルとして、プラスチック製のものが一般化してきており、このようなプラスチックボトルには飲料等の内容物が収容される。 Recently, plastic bottles have become common as bottles for containing liquids such as foods and drinks, and such plastic bottles contain contents such as beverages.
このような内容物を収容するプラスチックボトルは、金型内にプリフォームを挿入し、2軸延伸ブロー成形することにより製造される。 A plastic bottle containing such contents is manufactured by inserting a preform into a mold and performing biaxial stretch blow molding.
ところで、従来の2軸延伸ブロー成形法では、例えばポリエチレンテレフタレート(PET)やポリプロピレン(PP)等の樹脂材料を含むプリフォームを用いて容器形状に成形している。しかしながら、従来の2軸延伸ブロー成形法においては、単にプリフォームを容器形状に成形するだけであるのが一般的である。このため、容器に対して様々な機能や特性(酸素バリア性、二酸化炭素バリア性、水蒸気バリア性等のガスバリア性や保温性等)を持たせる場合、例えばプリフォームを構成する材料を変更する等、その手段は限定されてしまう。とりわけ、容器の部位(例えば胴部や底部)に応じて、異なる機能や特性を持たせることは難しい。 By the way, in the conventional biaxial stretch blow molding method, a container shape is formed by using a preform containing a resin material such as polyethylene terephthalate (PET) or polypropylene (PP). However, in the conventional biaxial stretch blow molding method, it is general that the preform is simply molded into a container shape. Therefore, when giving various functions and properties (oxygen barrier property, carbon dioxide barrier property, gas barrier property such as water vapor barrier property, heat retention property, etc.) to the container, for example, changing the material constituting the preform, etc. , The means are limited. In particular, it is difficult to give different functions and characteristics depending on the part of the container (for example, the body and the bottom).
本出願人は、先の出願(特開2015-128858号公報)において、容器に対して様々な機能や特性を付与することが可能な複合容器を提案している。 In the previous application (Japanese Patent Laid-Open No. 2015-128858), the present applicant proposes a composite container capable of imparting various functions and characteristics to the container.
特開2015-128858号公報において開示される複合容器は、複合プリフォームを近赤外線により加熱した後、ブロー成形することにより製造されるが、プラスチック製部材に含有される着色剤の種類等によっては、外側のプラスチック製部材ばかりが加熱され、溶解してしまい、その外観を損なってしまっていた。
また、プリフォームを効率的に加熱することができず、その生産性には改善の余地があった。
The composite container disclosed in JP-A-2015-128858 is manufactured by heating the composite preform with near infrared rays and then blow molding, but depending on the type of colorant contained in the plastic member and the like. , Only the outer plastic member was heated and melted, spoiling its appearance.
In addition, the preform could not be heated efficiently, and there was room for improvement in its productivity.
本発明は係る知見に基づいてなされたものであり、ブロー成形前の近赤外線加熱によっても、プラスチック製部材表面の外観が悪化せず、かつプリフォームを効率的に加熱することのできる複合プリフォームおよびその製造方法、並びにこの複合プリフォームのブロー成形品である複合容器およびその製造方法を提供することをその目的とする。 The present invention has been made based on the above findings, and is a composite preform capable of efficiently heating the preform without deteriorating the appearance of the surface of the plastic member even by near-infrared heating before blow molding. It is an object of the present invention to provide a method for producing the same, a composite container which is a blow-molded product of the composite preform, and a method for manufacturing the composite container.
本発明の複合プリフォームは、口部と、口部に連結された胴部と、胴部に連結された底部を備えるプリフォームと、プリフォームの外側を取り囲むように設けられ、樹脂材料および着色剤を含む、単層構造の熱収縮性プラスチック製部材とを備え、前記プリフォームが、少なくともガスバリア層を備える多層構造を有し、熱収縮性プラスチック製部材の近赤外線透過率が50%以上であることを特徴とする。 The composite preform of the present invention is provided so as to surround the mouth, the body connected to the mouth, the preform having the bottom connected to the body, and the outside of the preform, and the resin material and coloring. The preform comprises a single layer structure heat shrinkable plastic member containing an agent, the preform has a multi-layer structure including at least a gas barrier layer, and the heat shrinkable plastic member has a near infrared transmission rate of 50% or more. It is characterized by being.
上記態様においては、プリフォームが、ポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層またはポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層からなる多層構成を有することが好ましい。 In the above aspect, the preform may have a multilayer structure including a polyester resin layer / gas barrier layer / polyester resin layer or polyester resin layer / gas barrier layer / polyester resin layer / gas barrier layer / polyester resin layer. preferable.
上記態様においては、複合プリフォームが備えるガスバリア層が、酸化促進剤および/または酸素吸収剤を含むことが好ましい。 In the above embodiment, it is preferable that the gas barrier layer included in the composite preform contains an oxidation accelerator and / or an oxygen absorber.
上記態様においては、着色剤が、茶色の顔料であり、プリフォームにおける含有量が、0.1質量%以上、30質量%以下であることが好ましい。 In the above aspect, it is preferable that the colorant is a brown pigment and the content in the preform is 0.1% by mass or more and 30% by mass or less.
上記態様においては、プリフォームの底部側の熱収縮性プラスチック製部材の一端が圧着されていることが好ましい。 In the above aspect, it is preferable that one end of the heat-shrinkable plastic member on the bottom side of the preform is crimped.
上記態様においては、熱収縮性プラスチック製部材の圧着された部分が、ねじられ、ねじり部を形成していることが好ましい。 In the above aspect, it is preferable that the crimped portion of the heat-shrinkable plastic member is twisted to form a twisted portion.
上記態様においては、熱収縮性プラスチック製部材がその一端であって、プリフォームの口部に近い側の一端に少なくとも1箇所の切り込みを有することが好ましい。 In the above aspect, it is preferable that the heat-shrinkable plastic member is one end thereof and has at least one notch at one end on the side close to the mouth of the preform.
本発明の複合容器は、上記複合プリフォームのブロー成形品であり、口部と、口部下方に設けられた首部と、首部下方に設けられた肩部と、肩部下方に設けられた胴部と、胴部下方に設けられた底部と、を備える容器本体と、容器本体の外側に密着して設けられた、単層構造の熱収縮性プラスチック製部材と、を備え、容器本体が、少なくともガスバリア層を備える多層構造を有し、容器本体の底部側の熱収縮性プラスチック製部材の一端が圧着され、底部を形成していることを特徴とする。 The composite container of the present invention is a blow-molded product of the composite preform, and has a mouth, a neck provided below the mouth, a shoulder provided below the neck, and a body provided below the shoulder. The container body comprises a container body having a portion and a bottom portion provided below the body portion, and a heat-shrinkable plastic member having a single-layer structure provided in close contact with the outside of the container body. It has a multi-layer structure including at least a gas barrier layer, and is characterized in that one end of a heat-shrinkable plastic member on the bottom side of the container body is crimped to form a bottom portion.
上記態様においては、波長400~500nmの可視光線の透過率が20%以下である内容物として、ビールを充填するための複合容器であることが好ましい。 In the above aspect, it is preferable that the content is a composite container for filling beer as a content having a transmittance of visible light having a wavelength of 400 to 500 nm of 20% or less.
上記態様においては、容器本体の底部形状は、ペタロイド形状であることが好ましい。 In the above aspect, the shape of the bottom of the container body is preferably a petaloid shape.
上記態様においては、容器本体および/または熱収縮性プラスチック製部材にラベルが取り付けられていることが好ましい。 In the above embodiment, it is preferable that the label is attached to the container body and / or the heat-shrinkable plastic member.
上記態様においては、ラベルが、シュリンクラベル、ストレッチラベル、ロールラベル、タックラベルまたは紙ラベルであることが好ましい。 In the above embodiment, the label is preferably a shrink label, a stretch label, a roll label, a tack label or a paper label.
上記態様においては、ラベルに印刷が施されてなることが好ましい。 In the above aspect, it is preferable that the label is printed.
本発明の複合プリフォームの製造方法は、プリフォームおよび熱収縮性プラスチック製部材を準備する工程と、プリフォームを熱収縮性プラスチック製部材の一端から嵌め込む工程と、プリフォームおよび熱収縮性プラスチック製部材を加熱し、熱収縮性プラスチック製部材を熱収縮させる工程と、を含むことを特徴とする。 The method for producing a composite preform of the present invention includes a step of preparing a preform and a heat-shrinkable plastic member, a step of fitting the preform from one end of the heat-shrinkable plastic member, and a step of fitting the preform and the heat-shrinkable plastic. It is characterized by including a step of heating a member and heat-shrinking the heat-shrinkable plastic member.
上記態様においては、熱収縮性プラスチック製部材が、嵌め込みを行った一端と反対の端に余白部を有し、余白部を熱圧着する工程をさらに含むことが好ましい。 In the above aspect, it is preferable that the heat-shrinkable plastic member has a margin portion at an end opposite to the one where the fitting is performed, and further includes a step of thermocompression bonding the margin portion.
上記態様においては、熱圧着した余白部をねじり、ねじり部を形成する工程をさらに含むことが好ましい。 In the above aspect, it is preferable to further include a step of twisting the thermocompression-bonded margin portion to form the twisted portion.
上記態様においては、嵌め込み工程前に、プリフォームを予備加熱する工程をさらに含むことが好ましい。 In the above aspect, it is preferable to further include a step of preheating the preform before the fitting step.
上記態様においては、熱収縮性プラスチック製部材に切り込みを設ける工程をさらに含むことが好ましい。 In the above aspect, it is preferable to further include a step of providing a notch in the heat-shrinkable plastic member.
上記態様においては、嵌め込み工程前および/または後に、プリフォームおよび/または熱収縮性プラスチック製部材に対し、殺菌処理を施す工程をさらに含むことが好ましい。 In the above aspect, it is preferable to further include a step of sterilizing the preform and / or the heat-shrinkable plastic member before and / or after the fitting step.
本発明の複合容器の製造方法は、上記複合プリフォームを加熱するとともにブロー成形金型内に挿入する工程と、加熱後の複合プリフォームに対してブロー成形を施すことにより、プリフォームおよび熱収縮性プラスチック製部材を一体として膨張させる工程とを含んでなることを特徴とする。 The method for producing a composite container of the present invention is a step of heating the composite preform and inserting it into a blow molding die, and blow molding the composite preform after heating to preform and heat shrink. It is characterized by including a step of inflating a plastic member as a unit.
本発明の製品は、上記複合容器に内容物が充填されたものであり、容器本体の口部にキャップが螺着されていることを特徴とする。 The product of the present invention is characterized in that the composite container is filled with the contents, and a cap is screwed to the mouth of the container body.
上記態様においては、口部が、フランジ部を有し、キャップが、フランジ部を覆うオーバーキャップからなることが好ましい。 In the above aspect, it is preferable that the mouth portion has a flange portion and the cap is an overcap that covers the flange portion.
上記態様においては、キャップを被覆する遮光フィルムをさらに備えることが好ましい。 In the above aspect, it is preferable to further include a light-shielding film that covers the cap.
本発明によれば、ブロー成形前の近赤外線加熱によっても、プラスチック製部材表面の外観が悪化せず、かつプリフォームを効率的に加熱することのできる複合プリフォームおよびその製造方法、並びにこの複合プリフォームのブロー成形品である複合容器およびその製造方法を提供することができる。 According to the present invention, a composite preform capable of efficiently heating the preform without deteriorating the appearance of the surface of the plastic member even by near-infrared heating before blow molding, a method for manufacturing the composite preform, and the composite thereof. It is possible to provide a composite container which is a blow-molded product of a preform and a method for producing the same.
複合プリフォーム70
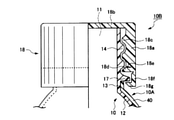
一実施形態において、図1に示すように、複合プリフォーム70は、少なくともガスバリア層を備える多層構造のプリフォーム10aと、プリフォーム10aの外側を取り囲むように設けられた、単層構造の熱収縮性プラスチック製部材40aとを備える。
Composite preform 70
In one embodiment, as shown in FIG. 1, the
この複合プリフォーム70に対し、2軸延伸ブロー成形を施し、複合プリフォーム70のプリフォーム10aおよび熱収縮性プラスチック製部材40aを一体として膨張させることにより、図2に示す複合容器10Aを得ることができる。
The
プリフォーム10a
プリフォーム10aは、図1に示すように、口部11aと、口部11aに連結された胴部20aと、胴部20aに連結された底部30aとを備えている。このうち口部11aは、上述した容器本体10の口部11に対応するものであり、口部11と略同一の形状を備えている。また、胴部20aは、上述した容器本体10の首部13、肩部12および胴部20に対応するものであり、略円筒形状を有している。底部30aは、上述した容器本体10の底部30に対応するものであり、略半球形状を有している。
As shown in FIG. 1, the
プリフォーム10aは、ガスバリア層を少なくとも備えてなる多層構造を有する。また、プリフォーム10aは、ガスバリア層を2層以上備えるものであってもよい。この場合、各層の構成や厚さ等については同一であっても、異なっていてもよい。
The
ガスバリア層は、ガスバリア性樹脂を含んでなり、メタキシレンアジパミド(MXD-6)、ナイロン6、ナイロン6,6、ナイロン6-ナイロン6,6共重合体、エチレン-酢酸ビニル共重合体(EVA)、エチレン-ビニルアルコール共重合体(EVOH)、ポリグリコール酸(PGA)、ポリ塩化ビニリデン共重合体(PVDC)、ポリアクリロニトリル、ポリビニルアルコール(PVA)、ポリテトラフルオロエチレン(PTFE)およびスチレン-イソブチレン-スチレン共重合体等が挙げられる。ガスバリア層は、上記したガスバリア性樹脂を2種以上含んでいてもよい。 The gas barrier layer contains a gas barrier resin, and is composed of metaxylene adipamide (MXD-6), nylon 6, nylon 6,6, nylon 6-nylon 6,6 copolymer, ethylene-vinyl acetate copolymer (95). EVA), ethylene-vinyl alcohol copolymer (EVOH), polyglycolic acid (PGA), polyvinylidene chloride copolymer (PVDC), polyacrylonitrile, polyvinyl alcohol (PVA), polytetrafluoroethylene (PTFE) and styrene- Examples thereof include an isobutylene-styrene copolymer. The gas barrier layer may contain two or more of the above-mentioned gas barrier resins.
ガスバリア層におけるガスバリア性樹脂の含有量は、50質量%以上であることが好ましく、80質量%以上であることがより好ましく、90質量%以上であることがさらに好ましい。ガスバリア性樹脂の含有量を上記数値範囲とすることにより、複合容器10Aのガスバリア性をより向上させることができる。
The content of the gas barrier resin in the gas barrier layer is preferably 50% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more. By setting the content of the gas barrier resin in the above numerical range, the gas barrier property of the
ガスバリア層は、その特性を損なわない範囲において、ガスバリア性樹脂以外の樹脂材料を含んでいても良い。その他の樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)等のポリエステル系樹脂、ポリエチレン(LDPE、MDPE、HDPE、LLDPE)、ポリプロピレン(PP)、エチレン-プロピレン共重合体、ポリ-4-メチルペンテン、ポリ-1-ブテン等のポリオレフィン系樹脂、塩化ビニルの単独重合体、塩化ビニリデンの単独重合体、塩化ビニル-酢酸ビニル共重合体、塩化ビニルまたは塩化ビニリデンと、マレイン酸誘導体や高級アルキルビニルエーテル等との共重合体等のビニル系樹脂、アイオノマー樹脂等が挙げられる。 The gas barrier layer may contain a resin material other than the gas barrier resin as long as the characteristics are not impaired. Other resins include polyester resins such as polyethylene terephthalate (PET), polybutylene terephthalate (PBT), and polyethylene naphthalate (PEN), polyethylene (LDPE, MDPE, HDPE, LLDPE), polypropylene (PP), and ethylene-propylene. Copolymers, polyolefin resins such as poly-4-methylpentene and poly-1-butene, vinyl chloride homopolymers, vinylidene chloride homopolymers, vinyl chloride-vinyl acetate copolymers, vinyl chloride or vinylidene chloride And vinyl-based resins such as copolymers with maleic acid derivatives and higher alkyl vinyl ethers, ionomer resins and the like can be mentioned.
一実施形態において、ガスバリア層は、酸化促進剤を含んでなる。酸化促進剤とは、分子状酸素により自動酸化され得る酸素吸収剤と分子状酸素の反応を促進するものであれば特に限定されるものではないが、例えば、ラジカル発生剤、光酸化触媒、遷移金属塩等が挙げられる。これらの中でも、遷移金属塩は、少量であっても十分な効果を発揮することができるため好ましい。ガスバリア層が、酸化促進剤を含んでなることにより、分子状酸素により自動酸化され得る酸素吸収剤の酸化が促進され、酸素吸収能が向上する。 In one embodiment, the gas barrier layer comprises an antioxidant. The oxidation accelerator is not particularly limited as long as it promotes the reaction between the oxygen absorber that can be autoxidated by molecular oxygen and the molecular oxygen, and is not particularly limited, but for example, a radical generator, a photooxidation catalyst, and a transition. Examples include metal salts. Among these, the transition metal salt is preferable because it can exert a sufficient effect even in a small amount. When the gas barrier layer contains an oxidation accelerator, the oxidation of the oxygen absorber that can be autoxidized by molecular oxygen is promoted, and the oxygen absorption capacity is improved.
金属塩としては、無機塩、有機塩および錯塩等を挙げることができる。無機塩としては、ハロゲン化塩、オキシ塩、オキシ酸塩、ケイ酸塩等が挙げられる。また、有機酸塩としては、カルボン酸塩、スルホン酸塩、ホスホン酸塩等が挙げられる。また、錯塩としては、β-ジケトンまたはβ-ケト酸エステルとの錯体が挙げられる。 Examples of the metal salt include an inorganic salt, an organic salt, a complex salt and the like. Examples of the inorganic salt include halogenated salts, oxy salts, oxidates, silicates and the like. In addition, examples of the organic acid salt include carboxylates, sulfonates, phosphonates and the like. Examples of the complex salt include a complex with β-diketone or β-keto acid ester.
ガスバリア層における酸化促進剤の含有量は、0.001質量%以上、3質量%以下であることが好ましく、0.005質量%以上、2質量%以下であることがより好ましく、0.01質量%以上、1.5質量%以下であることがさらに好ましい。 The content of the oxidation accelerator in the gas barrier layer is preferably 0.001% by mass or more and 3% by mass or less, more preferably 0.005% by mass or more and 2% by mass or less, and more preferably 0.01% by mass. It is more preferably% or more and 1.5% by mass or less.
ガスバリア層は、酸素吸収剤を含んでいてもよい。酸素吸収剤としては、鉄系酸素吸収剤および非鉄系酸素吸収剤を挙げることができ、プリフォーム10aの透明性を維持することができるため、非鉄系酸素吸収剤がより好ましい。
The gas barrier layer may contain an oxygen absorber. Examples of the oxygen absorber include an iron-based oxygen absorber and a non-iron-based oxygen absorber, and since the transparency of the
鉄系酸素吸収剤としては、還元鉄粉、界面鉄粉、噴霧鉄粉、鉄研削粉、電解鉄粉、粉砕鉄等の鉄粉が挙げられる。 Examples of the iron-based oxygen absorber include iron powders such as reduced iron powder, interfacial iron powder, sprayed iron powder, iron grinding powder, electrolytic iron powder, and crushed iron.
また、非鉄系酸素吸収剤としては、エチレン系不飽和基含有共重合体等を挙げることができる。エチレン系不飽和基含有共重合体としては、例えば、ポリブタジエン、ポリクロロプレン、ポリ(2-エチルブタジエン)、ポリ(2-ブチルブタジエン)等のポリジエンであって主として1,4位で重合したもの、ポリオクテニレン、ポリペンテニレン、ポリノルボルネン等のシクロオレフィンの開環メタセシス重合体、スチレン-イソプレンブロック共重合体、スチレン-ブタジエン共重合体、スチレン-イソプレン-スチレンブロック共重合体等のスチレン-ジエン系ブロック共重合体等を挙げることができるが、これらの中でも、ポリブタジエン、ポリオクテニレン、スチレン-イソプレン-スチレンブロック共重合体が好ましい。 Further, examples of the non-iron oxygen absorber include an ethylene-based unsaturated group-containing copolymer and the like. Examples of the ethylene-based unsaturated group-containing copolymer include polydiene such as polybutadiene, polychloroprene, poly (2-ethylbutadiene), and poly (2-butylbutadiene), which are polymerized mainly at the 1st and 4th positions. Cyclic-diene block copolymers such as ring-opening metathesis polymers of cycloolefins such as polyoctenylene, polypentenylene, and polynorbornene, styrene-isoprene block copolymers, styrene-butadiene copolymers, and styrene-isoprene-styrene block copolymers. Of these, polybutadiene, polyoctenylene, and styrene-isoprene-styrene block copolymers are preferable.
ガスバリア層における酸素吸収剤の含有量は、0.1質量%以上、15質量%以下であることが好ましく、0.5質量%以上、10質量%以下であることがより好ましく、1質量%以上、7.5質量%以下であることがさらに好ましい。 The content of the oxygen absorber in the gas barrier layer is preferably 0.1% by mass or more and 15% by mass or less, more preferably 0.5% by mass or more and 10% by mass or less, and 1% by mass or more. , 7.5% by mass or less is more preferable.
ガスバリア層は、本発明の特性を損わない範囲において、添加剤を含んでいても良い。添加剤としては、例えば、可塑剤、紫外線安定化剤、着色防止剤、艶消し剤、消臭剤、難燃剤、耐候剤、帯電防止剤、糸摩擦低減剤、スリップ剤、離型剤、抗酸化剤、イオン交換剤、分散剤、紫外線吸収剤および着色顔料等が挙げられる。 The gas barrier layer may contain additives as long as the characteristics of the present invention are not impaired. Additives include, for example, plasticizers, UV stabilizers, anti-coloring agents, matting agents, deodorants, flame retardants, weathering agents, antistatic agents, thread friction reducing agents, slip agents, mold release agents, anti-slip agents. Examples thereof include an oxidizing agent, an ion exchanger, a dispersant, an ultraviolet absorber and a coloring pigment.
プリフォーム10aは、ガスバリア層以外の層(その他の層)を備えてなることができる。その他の層は、上記した樹脂材料や添加剤等を用途に応じ適宜含んでなる。例えば、その他の層は、PET等のポリエステル系樹脂を含んでなるポリエステル系樹脂層とすることができる。
具体的な層構成としては、最内層から、ポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層や、ポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層/ガスバリア層/ポリエステル系樹脂層からなる構成が挙げられる。
さらに具体的な層構成としては、PET/MXD-6/PET、PET/MXD-6+酸化促進剤/PETや、PEN/MXD-6/PEN、PEN/MXD-6+酸化促進剤/PENからなる構成が挙げられる。
The
As a specific layer structure, the innermost layer is composed of a polyester resin layer / gas barrier layer / polyester resin layer and a polyester resin layer / gas barrier layer / polyester resin layer / gas barrier layer / polyester resin layer. Can be mentioned.
As a more specific layer structure, it is composed of PET / MXD-6 / PET, PET / MXD-6 + oxidation accelerator / PET, PEN / MXD-6 / PEN, PEN / MXD-6 + oxidation accelerator / PEN. Can be mentioned.
また、プリフォーム10aが備える各層は、赤色、青色、黄色、緑色、茶色、黒色、白色等の着色剤を含んでいても良いが、リサイクル適性を考慮した場合、これら着色剤を含まず、無色透明であることが好ましい。
Further, each layer provided in the
プリフォーム10aは、樹脂材料等を従来公知の射出成形装置を使用して共射出成形することにより製造することができる。
一実施形態において、樹脂材料の溶融物に不活性ガス(窒素ガス、アルゴンガス)を混ぜることで、0.5~100μmの発泡セル径を持つ発泡プリフォームを成形し、この発泡プリフォームをブロー成形することによって、容器本体10を作製しても良い。このような容器本体10は、発泡セルを内蔵しているため、容器本体10全体の遮光性を高めることができる。
The
In one embodiment, an inert gas (nitrogen gas, argon gas) is mixed with the melt of the resin material to form a foam preform having a foam cell diameter of 0.5 to 100 μm, and the foam preform is blown. The
熱収縮性プラスチック製部材40a
図1に示すように、熱収縮性プラスチック製部材40aは、プリフォーム10aに接着されることなく、その外側を取り囲むように設けられ、プリフォーム10aに対して移動または回転しない程度に密着されているか、または自重で落下しない程度に密着されている。
プラスチック製部材40aが熱収縮性を有することにより、ブロー成形の際、プリフォーム10aに対するずれであったり、容器本体10と熱収縮性プラスチック製部材40との間に気泡が生じてしまうことを防止することができ、外観が良好な複合容器10Aを得ることができる。
Heat shrinkable
As shown in FIG. 1, the heat-
Since the
また、熱収縮性プラスチック製部材40aは、プリフォーム10aを取り囲むようにその周方向全域にわたって設けられている。
また、図1に斜線部として示すように、プリフォーム10aの底部30a側の熱収縮性プラスチック製部材40aの一端が熱圧着されており、これによりプリフォーム10aの底部30aを覆う底部を形成していることが好ましい。
通常、熱収縮性のプラスチック製部材40aにより、プリフォーム10aの底部30aを覆うことは困難であった。しかしながら、このような構成とすることにより、ブロー成形後、容器本体10の底部を熱収縮性のプラスチック製部材40で覆うことが可能となり、ガスバリア性等、底部に様々な機能を付与することができる。
この熱圧着は、プリフォーム10aの底部30aの形状に沿って行われていることが特に好ましい。これにより、ブロー成形後の容器本体10と熱収縮性プラスチック製部材40との間の気泡発生を防止することができ、容器本体10に対する熱収縮性プラスチック製部材40の密着性を向上させることができる。また、気泡が存在しないため、複合容器10Aの外観も向上させることができる。
Further, the heat-
Further, as shown as a shaded portion in FIG. 1, one end of the heat-
Normally, it was difficult to cover the
It is particularly preferable that this thermocompression bonding is performed along the shape of the
一実施形態において、熱収縮性プラスチック製部材40aは、熱圧着された部分がねじられた、ねじり部80を備えていてもよい(図9参照)。
熱収縮性プラスチック製部材40aがねじり部80を備えることにより、底部形成することができるだけではなく、ブロー成形後に複合容器10Aが備える容器本体10と熱収縮性プラスチック製部材40との間に気泡が発生してしまうことを防止することができると共に、ブロー成形時に加わる力によって、熱圧着した部分が剥がれてしまったり等、破損してしまうことを防止することができる。
In one embodiment, the heat shrinkable
By providing the heat-
一実施形態において、熱収縮性プラスチック製部材40aは、胴部41aの一端であって、プリフォーム10aに装着した際、プリフォーム10aの口部11aに近い側の一端に少なくとも1箇所の切り込みを有する。
熱収縮性プラスチック製部材40aがこのような切り込みを有することにより、ブロー成形後の複合容器10Aからプラスチック製部材40を容易に分離除去することができるようになる。
In one embodiment, the heat-
By having such a notch in the heat-
切り込みの形状は、特に限定されるものではなく、切り込み線であってもよく、任意の三角形や四角形等、切り欠け状のものであってもよい。 The shape of the notch is not particularly limited, and may be a notch line, or may be a notch shape such as an arbitrary triangle or quadrangle.
切り込みが切り込み線である場合、その長さは特に限定されるものではなく、容器本体10の形状に合わせ適宜、変更してよく、例えば、ブロー成形前のプラスチック製部材40aにおいて0.5mm以上、5mm以下とすることができる。
このような長さの切り込み線を有する熱収縮性プラスチック製部材40aを、プリフォーム10aと共に、ブロー成形することにより、ブロー成形後の熱収縮性プラスチック製部材40は、3mm以上、15mm以下の切り込み線を有することとなり、この切り込み線に基づき容易に容器本体10から分離することができる。
また、切り欠けの形状も、特に限定されるものではなく、容器本体10の大きさ、形状等を考慮し、適宜、変更してよく、例えば、三角形状や四角形状、または半円形状や扇形状のような曲線を組み合わせた形状等、様々な形状とすることができる。
切り欠けの形状が三角形である場合、例えば、縦の長さを0.5mm以上、5mm以下、横の長さを0.1mm以上、8mm以下とすることができるがこれに限定されるものではない。
このような大きさの切り欠けを有する熱収縮性プラスチック製部材40aをプリフォーム10aと共に、ブロー成形することにより、ブロー成形後の熱収縮性プラスチック製部材40は、縦の長さを1mm以上、15mm以下、横の長さを0.5mm以上、10mm以下の三角形の切り欠けを有することとなり、この切り欠けに基づき容易に容器本体10から分離することができる。
When the notch is a notch line, its length is not particularly limited and may be appropriately changed according to the shape of the
By blow-molding the heat-
Further, the shape of the notch is not particularly limited, and may be appropriately changed in consideration of the size and shape of the
When the shape of the notch is a triangle, for example, the vertical length can be 0.5 mm or more and 5 mm or less, and the horizontal length can be 0.1 mm or more and 8 mm or less, but the length is not limited to this. do not have.
By blow-molding the heat-
また、一実施形態において、熱収縮性プラスチック製部材40aは、切り込みに連接する摘まみ部を有する。摘まみ部を構成する材料は特に限定されるものではなく、熱収縮性プラスチック製部材40aの作製に使用される樹脂材料製のものであってもよく、紙製や金属製のものであってもよい。
Further, in one embodiment, the heat-
また、熱収縮性プラスチック製部材40aの近赤外線透過率は、50%以上であり、より好ましくは60%以上、100%以下であり、さらに好ましくは70%以上、100%以下である。
熱収縮性プラスチック製部材40aの近赤外線透過率を上記数値範囲とすることにより、ブロー成形工程の近赤外線加熱において、プリフォーム10aを取り囲む熱収縮性プラスチック製部材40aばかりが温められ、溶解してしまい、その外観が劣化してしまうことを防止することができる。また、プリフォーム10aを効率良く加熱することができるため、生産効率を高めることができる。
熱収縮性プラスチック製部材40aの近赤外線透過率は、後述する樹脂材料や着色剤の種類や含有量等を変更することにより調整することができる。
なお、本発明において、近赤外線とは、波長が800nm~2500nmの光線のことを指す。
また、近赤外線透過率が50%以上であるとは、公知の分光光度計(例えば、浜松ホトニクス株式会社製の分光器)を用いて熱収縮性プラスチック製部材40aに対して吸光度の測定を行った際、800nm~1500nmでその透過率が50%以上となることをいう。
The near-infrared transmittance of the heat-
By setting the near-infrared transmittance of the heat-
The near-infrared transmittance of the heat-
In the present invention, the near infrared ray refers to a light ray having a wavelength of 800 nm to 2500 nm.
Further, when the near-infrared transmittance is 50% or more, the absorbance of the heat-
熱収縮性プラスチック製部材40aは、樹脂材料を含んでなる。熱収縮性プラスチック製部材40aに含まれる樹脂材料は1種または2種以上であってもよい。
一実施形態において、樹脂材料として、ポリオレフィン系樹脂を使用することができる。
ポリオレフィン系樹脂としては、例えば、ポリエチレン(LDPE、MDPE、HDPE、LLDPE)、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレンや、これらを構成する単量体(アルケン)とその他の単量体との共重合体、例えば、エチレンと炭素数が4以上のαオレフィンとの共重合体、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸メチル共重合体、エチレン-(メタ)アクリル酸エチル共重合体、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体、アイオノマー樹脂等が挙げられる。
熱収縮性プラスチック製部材40aは、上記したポリオレフィン系樹脂を1種または2種以上含んでいてもよい。
The heat-
In one embodiment, a polyolefin-based resin can be used as the resin material.
Examples of the polyolefin resin include polyethylene (LDPE, MDPE, HDPE, LLDPE), polypropylene, polybutene, polybutadiene, polyisoprene, and polymers of the monomers (alkene) constituting these and other monomers. For example, a copolymer of ethylene and an α-olefin having 4 or more carbon atoms, an ethylene- (meth) acrylate copolymer, an ethylene- (meth) methyl acrylate copolymer, and an ethyl ethylene- (meth) acrylate copolymer. Examples thereof include a copolymer, an ethylene-vinyl acetate copolymer, an ethylene-vinyl alcohol copolymer, and an ionomer resin.
The heat-
一実施形態において、樹脂材料として、PET、PEN、ポリ-4-メチルペンテン-1、ポリスチレン、AS樹脂、ABS樹旨、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール、フタル酸ジアリル樹脂、フッ素系樹脂、ポリメタクリル酸メチル、ポリアクリル酸、ポリアクリル酸メチル、ポリアクリロニトリル、ポリアクリルアミド、ポリブタジエン、ポリブテン-1、ポリイソプレン、ポリクロロプレン、エチレンプロピレンゴム、ブチルゴム、ニトリルゴム、アクリルゴム、シリコーンゴム、フッ素ゴム、ナイロン6、ナイロン6,6、MXD-6、芳香族ポリアミド、ポリカーボネート、ポリテレフタル酸エチレン、ポリテレフタル酸ブチレン、ポリナフタレン酸エチレン、Uポリマー、液晶ポリマー、変性ポリフェニレンエーテル、ポリエーテルケトン、ポリエーテルエーテルケトン、不飽和ポリエステル、アルキド樹脂、ポリイミド、ポリスルホン、ポリフェニレンスルフィド、ポリエーテルスルホン、シリコーン樹脂、ポリウレタン、フェノール樹脂、尿素樹脂、ポリエチレンオキシド、ポリプロピレンオキシド、ポリアセタール、エポキシ樹脂、アイオノマー樹脂等を使用することができる。 In one embodiment, the resin materials include PET, PEN, poly-4-methylpentene-1, polystyrene, AS resin, ABS tree, polyvinyl chloride, polyvinylidene chloride, polyvinyl acetate, polyvinyl alcohol, polyvinyl acetal, polyvinyl. Butyral, diallyl phthalate resin, fluororesin, methyl polymethacrylate, polyacrylic acid, methyl polyacrylic acid, polyacrylonitrile, polyacrylamide, polybutadiene, polybutene-1, polyisoprene, polychloroprene, ethylenepropylene rubber, butyl rubber, nitrile Rubber, acrylic rubber, silicone rubber, fluororubber, nylon 6, nylon 6,6, MXD-6, aromatic polyamide, polycarbonate, ethylene polyterephthalate, butylene polyterephthalate, ethylene polynaphthalate, U polymer, liquid crystal polymer, Modified polyphenylene ether, polyetherketone, polyetheretherketone, unsaturated polyester, alkyd resin, polyimide, polysulfone, polyphenylene sulfide, polyethersulfone, silicone resin, polyurethane, phenol resin, urea resin, polyethylene oxide, polypropylene oxide, polyacetal, Epoxy resin, ionomer resin and the like can be used.
熱収縮性プラスチック製部材40aにおける樹脂材料の含有量は、70質量%以上、95質量%以下であることが好ましく、80質量%以上、90質量%以下であることがより好ましい。
The content of the resin material in the heat-
また、熱収縮性プラスチック製部材40aは、着色剤を含んでなる。熱収縮性プラスチック製部材40aが着色剤を含むことにより、熱収縮性プラスチック製部材40aの赤外線透過性を調整することができると共に、ブロー成形後の複合容器10Aの可視光線透過率を調整することができる。
着色剤としては、顔料を使用しても、染料を使用してもよいが、耐光性という観点からは、顔料を使用することが好ましい。
着色剤の色についても特に限定されるものではなく、茶色、黒色、緑色、白色、青色または赤色などの着色剤を使用することができる。
内容物としてビールが複合容器10Aに充填される場合、ブロー成形後のプラスチック製部材40には、波長400~500nmの可視光線をカットすることが求められる。
一実施形態において、茶色の着色剤を熱収縮性プラスチック製部材40aに含有させることにより、波長400~500nmの可視光線をカットすることができ、ビール中の苦味成分が日光によって分解されて、日光臭成分である3-メチル-2-ブテン-1-チオールが生成される不具合を防止することができる。
なお、本発明において、「ビール」とは、日本の酒税法に定められたもの、すなわち「麦芽、ホップおよび水を原料として発酵させたもの。および麦芽、ホップ、水および米その他政令で定める物品を原料として発酵させたもの(但し、その原料中当該政令で定める物品の重量の合計が麦芽の重量の十分の五をこえないものに限る)。」のほか、酒税法上の「発泡酒」、すなわち原料中の麦芽の重量が水以外の原料の重量の(1)100分の67以上のもの、(2)100分の50以上100分の67未満のもの、(3)100分の25以上100分の50未満のもの、および(4)100分の25未満のものや、いわゆる「第3のビール」、「ビールテイスト飲料」、および「雑酒」も含む。
Further, the heat-
As the colorant, a pigment or a dye may be used, but from the viewpoint of light resistance, it is preferable to use a pigment.
The color of the colorant is not particularly limited, and a colorant such as brown, black, green, white, blue or red can be used.
When beer is filled in the
In one embodiment, by incorporating a brown colorant in the heat-
In the present invention, "beer" is defined in the Japanese Liquor Tax Law, that is, "fermented from malt, hops and water, and malt, hops, water and rice and other articles specified by government ordinance." (However, the total weight of the articles specified by the relevant government ordinance in the raw material is limited to those that do not exceed five tenths of the weight of malt). " That is, the weight of malt in the raw material is (1) 67/100 or more, (2) 50/100 or more and less than 67/100, (3) 25/100 of the weight of the raw material other than water. It also includes those less than 50/100 and (4) less than 25/100, so-called "third beer", "beer-taste beverage", and "miscellaneous liquor".
熱収縮性プラスチック製部材40aは、着色剤を1種または2種以上含んでいてもよく、その含有量は、0.1質量%以上、30質量%以下であることが好ましく、0.5質量%以上、10質量%以下であることがより好ましい。
熱収縮性プラスチック製部材40aにおける着色剤の含有量を上記数値範囲とすることにより、熱収縮性プラスチック製部材40a中において着色剤を良好に分散させることができる。また、成形性を維持することができるため、熱収縮性プラスチック製部材40aを容易に作成することができる。
The heat-
By setting the content of the colorant in the heat-
本発明の効果を損なわない範囲において、熱収縮性プラスチック製部材40aは、上記したその他の添加剤を含んでいても良い。
The heat-
一実施形態において、熱収縮性プラスチック製部材40aは、押出成形工程を含んでなる方法によって作製することができる。
より詳細には、まず、樹脂材料および着色剤を少なくとも含む混合物を、押出装置が備えるリングダイより共押し出し、冷却することにより、未延伸の押出チューブ1に成形する(図4(a)参照)。
次いで、この未延伸の押出チューブの一端を溶着または接着することによって、押出チューブの一端を閉鎖する。
さらに、この一端が閉鎖された押出チューブ1を、押出チューブ1の外径よりも大きい内径を有する金型2内に配置する(図4(b)参照)。
次いで、押出チューブ1の他端にブロー装置3を配置(装着)する(図4(c)参照)。このとき、ブロー装置3は、押出チューブ1と、これらの間からエアが漏れないよう密着させることが好ましい。
続いて、押出チューブ1、金型2およびブロー装置3を、この配置のまま加熱炉4に送り込み、加熱炉4の内部で70~150℃に加熱する(図4(d)参照)。加熱炉4としては、その内部を均一な温度にするために、熱風循環式加熱炉を用いても良い。あるいは押出チューブ1、金型2およびブロー装置3を、加熱した液体中を通過させることにより、これらを加熱しても良い。
次に、押出チューブ1、金型2およびブロー装置3を、加熱炉4から取り出し、ブロー装置3から押出チューブ1内にエアを噴出することにより、押出チューブ1の内面を加圧延伸する。これにより、押出チューブ1は、膨張し、金型2の内面形状に沿って拡径される(図4(e)参照)。
その後、ブロー装置3からエアを噴出した状態のまま、押出チューブ1を冷水中で冷却し、押出チューブを金型2から取り出す(図4(f)参照)。これを所望の大きさにカットすることにより熱収縮性プラスチック製部材40aが得られる(図4(g)参照)。
In one embodiment, the heat shrinkable
More specifically, first, a mixture containing at least a resin material and a colorant is co-extruded from a ring die provided in the extruder and cooled to form an unstretched extrusion tube 1 (see FIG. 4A). ..
One end of the extruded tube is then closed by welding or adhering one end of the unstretched extruded tube.
Further, the extruded
Next, the
Subsequently, the
Next, the
Then, the
さらに、熱収縮性プラスチック製部材40aには、その表面にデザインまたは印字が施されていても良い。この場合、ブロー成形後に容器本体10に対して別途ラベル等を付与することなく、複合容器10Aに画像や文字を表示することが可能となる。
デザイン、印字が施される箇所、特に限定されるものではなく、外表面であっても、内表面であってもよい。
印刷は、例えばインクジェット法、グラビア印刷法、オフセット印刷法、フレキソ印刷法、熱転写法、ホットスタンプ(箔押し)等の印刷法により行うことができる。例えば、インクジェット法を用いる場合、熱収縮性プラスチック製部材40a(40)にUV硬化型インクを塗布し、これにUV照射を行い、硬化することにより印刷層を形成させることができる。
この印刷は、プリフォーム10aに嵌め込む前の熱収縮性プラスチック製部材40aに対して施されても良く、プリフォーム10aの外側に熱収縮性プラスチック製部材40aを設けた状態で施されても良い。さらに、ブロー成形後の複合容器10Aが備える熱収縮性プラスチック製部材40に印刷が施されても良い。
Further, the heat-
The place where the design and printing are applied is not particularly limited, and may be an outer surface or an inner surface.
Printing can be performed by, for example, a printing method such as an inkjet method, a gravure printing method, an offset printing method, a flexographic printing method, a thermal transfer method, and hot stamping (foil stamping). For example, when the inkjet method is used, a UV curable ink is applied to a heat-
This printing may be applied to the heat-
複合プリフォーム70の製造方法
本発明の複合プリフォーム70の製造方法は、
プリフォーム10aおよび熱収縮性プラスチック製部材40aを準備する工程と、
プリフォーム10aを熱収縮性プラスチック製部材40aの一端から嵌め込む工程と、
プリフォーム10aおよび熱収縮性プラスチック製部材40aを加熱し、熱収縮性プラスチック製部材40aを熱収縮させる工程と、を含んでなる。
また、本発明の複合プリフォーム70の製造方法は、熱収縮性プラスチック製部材40aの余白部を熱圧着する工程をさらに含んでいてもよい。
また、本発明の複合プリフォーム70の製造方法は、熱圧着した余白部をねじり,ねじり部80を形成する工程をさらに含んでいてもよい。
また、本発明の複合プリフォーム70の製造方法は、熱収縮性プラスチック製部材40aに切り込み90を設ける工程を含んでいてもよい。
さらに、本発明の複合プリフォーム70の製造方法は、プリフォーム10aおよび/または熱収縮性プラスチック製部材40aを殺菌処理する工程をさらに含んでいてもよい。
Method for
The process of preparing the
The process of fitting the
It comprises a step of heating the
Further, the method for producing the
Further, the method for manufacturing the
Further, the method for producing the
Further, the method for producing the
プリフォーム10aおよび熱収縮性プラスチック製部材40aを準備する工程
プリフォーム10aおよび熱収縮性プラスチック製部材40aは、上記したように、従来公知の方法により作製したものを使用してもよく、市販されるものを使用してもよい。
Steps for Preparing the
熱収縮性プラスチック製部材40aの長さXは、図5に示すように、プリフォーム10aの胴部20aおよび底部30aの長さの和Yよりも長く余白部を有していることが好ましい。これにより、ブロー成形前後において、プラスチック製部材40a(40)の一端の熱圧着が容易となる。
余白部は、3mm以上であることが好ましく、5mm以上、20mm以下であることがより好ましい。
余白部の長さを上記数値範囲とすることにより、熱圧着工程をより容易に行うことができる。また、過度に余白部を設けることが防止でき、使用する材料を減らすことができ、コストダウンを図ることができる。
なお、本発明において、熱収縮性プラスチック製部材40aの長さとは、図6に示されるように、熱収縮前の長さXをいう。また、プリフォーム10aの胴部20aおよび底部30aの長さの和とは、図7に示される長さYをいう。
As shown in FIG. 5, the length X of the heat-
The margin portion is preferably 3 mm or more, and more preferably 5 mm or more and 20 mm or less.
By setting the length of the margin portion within the above numerical range, the thermocompression bonding step can be performed more easily. In addition, it is possible to prevent excessive provision of margins, reduce the amount of materials used, and reduce costs.
In the present invention, the length of the heat-
嵌め込み工程
本発明の複合プリフォーム70の製造方法は、熱収縮性プラスチック製部材40aの一端からプリフォーム10aを嵌め込む工程を含んでなる。
Fitting Step The manufacturing method of the
好ましい実施形態においては、嵌め込み工程に先立ち、プリフォームを、近赤外線や温風等を用いて予備加熱しておくことが好ましい。
これにより、ブロー成形時において、プリフォーム10aの温度を高めるために、熱収縮性プラスチック製部材40aを過度に加熱してしまうおそれが少なくなり、熱収縮性プラスチック製部材40a表面が溶融してしまい、外観を損なってしまうことを防止することができる。
プリフォーム10a表面の加熱温度は、特に限定されるものではないが、40℃以上、90℃以下に加熱することが好ましく、50℃以上、70℃以下に加熱することがより好ましい。加熱温度を上記数値範囲とすることにより、プリフォーム10aと、熱収縮性プラスチック製部材40aとの密着性をより向上させることができる。
In a preferred embodiment, it is preferable to preheat the preform using near infrared rays, warm air, or the like prior to the fitting step.
As a result, in order to raise the temperature of the
The heating temperature of the surface of the
熱収縮工程
本発明の複合プリフォーム70の製造方法は、プリフォーム10aおよび熱収縮性プラスチック製部材40aを加熱し、熱収縮性プラスチック製部材40aを熱収縮させ、プリフォーム10aに密着させる工程を含む。
Heat-shrinking step In the method for manufacturing the
プリフォーム10aおよび熱収縮性プラスチック製部材40aの加熱方法は特に限定されず、近赤外線や、温風等を用いて適宜行うことができる。加熱温度は、60℃以上、250℃以下であることが好ましく、80℃以上、150℃以下であることがより好ましい。なお、加熱温度とは加熱時の熱収縮性プラスチック製部材40aの表面温度のことであり、近赤外線や、温風等の照射温度のことではない。
The heating method of the
熱圧着工程
本発明の複合プリフォーム70の製造方法は、プリフォーム10aの嵌め込みを行った熱収縮性プラスチック製部材40aの一端とは反対の端(余白部)を熱圧着する工程を含んでいてもよい。
熱圧着に使用する器具(以下、場合により「圧着器具」という)は、赤外線や、温風等により圧着部を加熱した後、挟み込む等して、該端を圧着することができるものであれば特に限定されず、例えば、金属製や耐熱性の樹脂製の器具を利用することができ、これらを組み合わせても良い。
熱収縮性プラスチック製部材40aの熱圧着をプリフォーム10aの底部30aの形状に沿って行う場合、図8に示さすような一対の圧着器具90A、Bにより挟み込むことにより行うことができる。この圧着器具の材質は特に限定されず、金属製や耐熱性の樹脂製のものを使用することができる。
また、圧着器具の表面は、平坦なものであってもよく、一部または全体に凹凸形状を有するものであっても良い。
また、圧着器具は、その表面に加熱機構を有していてもよい。これにより、圧着強度をより高めることができる。圧着器具表面の加熱温度は、例えば、100℃以上、250℃以下とすることが好ましい。
Thermocompression bonding process The method for manufacturing the
The device used for thermocompression bonding (hereinafter, referred to as "crimping device" in some cases) is any device that can crimp the end by heating the crimping part with infrared rays, warm air, etc., and then sandwiching it. The device is not particularly limited, and for example, an instrument made of metal or a heat-resistant resin can be used, and these may be combined.
When the thermocompression bonding of the heat-
Further, the surface of the crimping tool may be flat, or may have an uneven shape in part or in whole.
Further, the crimping tool may have a heating mechanism on its surface. Thereby, the crimping strength can be further increased. The heating temperature of the surface of the crimping tool is preferably 100 ° C. or higher and 250 ° C. or lower, for example.
圧着時の圧力は、50N/cm2以上、1000N/cm2以下が好ましく、100N/cm2以上、500N/cm2以下がより好ましい。 The pressure at the time of crimping is preferably 50 N / cm 2 or more and 1000 N / cm 2 or less, and more preferably 100 N / cm 2 or more and 500 N / cm 2 or less.
圧着時の熱収縮性プラスチック製部材40aの温度は、圧着器具の材質にもよるが80℃以上、200℃以下であることが好ましい。
The temperature of the heat-
また、熱圧着後の熱収縮性プラスチック製部材40aの一端は、所望により適当な長さにカットしてもよい。これにより、複合容器10Aとした際の底部の外観が良好となる。
圧着部のカットは、図1に示すように、直線状に行ってもよく、プリフォーム10aの底部形状に沿った形状に行ってもよい(図示せず)。
Further, one end of the heat-
As shown in FIG. 1, the crimping portion may be cut in a straight line or in a shape along the bottom shape of the
ねじり部形成工程
本発明の方法は、熱圧着した部分をねじり、図9に示すねじり部80を形成させる工程を含んでいてもよい。
本発明の方法が、このような工程を含むことにより、ブロー成形後の熱収縮性プラスチック製部材40の底部形成することができるだけではなく、複合容器10Aが備える容器本体10と熱収縮性プラスチック製部材40との間に気泡が発生してしまうことを防止することができると共に、ブロー成形時に加わる力によって、熱圧着した部分が剥がれてしまったり等、破損してしまうことを防止することができる。
Twisted portion forming step The method of the present invention may include a step of twisting a thermocompression bonded portion to form the twisted
By including such a step, the method of the present invention can not only form the bottom of the heat-
ねじり部80の形成方法は、特に限定されるものではなく、ペンチ等の器具を用いて手作業により圧着した部分をねじることにより行うことができる。
また、プリフォーム10aおよび熱収縮性プラスチック製部材40aを保持する保持部および回転部を含む回転装置等を用いて機械的に行うことができる。
また、これらを組み合わせた方法により行ってもよく、具体的には、熱圧着した部分をペンチ等の器具を用いて挟み、プリフォーム10aおよび熱収縮性プラスチック製部材40aを回転部により回転させることによっても、ねじり部80を形成することができる。
The method for forming the
Further, it can be mechanically performed by using a rotating device including a holding portion and a rotating portion for holding the
Further, it may be performed by a method in which these are combined. Specifically, the thermocompression-bonded portion is sandwiched by an instrument such as pliers, and the
一実施形態において、ねじり部80の形成は、熱圧着と同時に行うことができる。これにより、作業工程を減らすことができ、生産性をより高めることができる。
具体的には、圧着器具に回転機構を設け、プリフォーム10aおよび熱収縮性プラスチック製部材40aを保持部に固定し、圧着器具を回転させることにより行うことができる。また、圧着器具を保持部として利用し、回転部によりプリフォーム10aおよび熱収縮性プラスチック製部材40aを回転させることによっても行うことができる。
In one embodiment, the twisted
Specifically, the crimping tool can be provided with a rotation mechanism, the
余白部のねじる程度については、特に限定されるものではなく、0.25~30回転させる程度であってもよく、ねじ切れるまで行ってもよいが、外観をより良好なものにすることができ、かつ熱圧着した部分がブロー成形により破損してしまうことをより効果的に防止することができるため、ねじ切れるまで行うことが好ましい。 The degree of twisting of the margin portion is not particularly limited, and may be about 0.25 to 30 rotations, or may be performed until the screw is cut, but the appearance can be improved. Moreover, since it is possible to more effectively prevent the thermocompression-bonded portion from being damaged by blow molding, it is preferable to carry out until the thread is cut.
切り込みを設ける工程
本発明の方法は、熱収縮性プラスチック製部材40aに切り込みを設ける工程を含んでいてもよい。
熱収縮性プラスチック製部材40aに切り込みを設けることにより、ブロー成形後の複合容器10Aから熱収縮性プラスチック製部材40をこの切り込みから容易に分離除去することができるようになる。
Step of Making a Cut The method of the present invention may include a step of making a cut in the heat-
By providing a notch in the heat-
切り込みを設ける位置については、特に限定されるものではないが、熱収縮性プラスチック製部材40aの胴部41aの一端であって、プリフォーム10aに装着した際、プリフォーム10aの口部11aに近い側の一端に設けることが分離容易性という観点から好ましい。また、切り込みの数についても限定されず、2箇所以上に切り込みを有していてもよい。
The position where the notch is provided is not particularly limited, but is one end of the body portion 41a of the heat-
切り込みの形成方法は、特に限定されるものではなく、例えば、プリフォーム10aを嵌め込む前であれば、ハサミやナイフを使用することにより、熱収縮性プラスチック製部材40aに切り込みを形成させることができる。また、プリフォーム10aの嵌め込み後であっても、レーザー光等を使用することにより、切り込みを形成することができる。
使用するレーザー光は、特に限定されるものではなく、例えば、He-Neレーザー、Arレーザー、炭酸ガスレーザー、エキシマレーザー、金属蒸気レーザー、ファイバレーザー、Nd:YAGレーザーを含むYAGレーザー類、およびそれらの高調波レーザー等が挙げられる。
さらに、切り込みの形成は、複合プリフォーム70をブロー成形した複合容器10Aに対して行ってもよく、レーザー光等を利用して熱収縮性プラスチック製部材40に形成することができる。
The method of forming the notch is not particularly limited, and for example, before fitting the
The laser light used is not particularly limited, and is, for example, a He-Ne laser, an Ar laser, a carbon dioxide gas laser, an excima laser, a metal steam laser, a fiber laser, YAG lasers including an Nd: YAG laser, and the like. Harmonic laser and the like.
Further, the notch may be formed in the
本発明の方法は、熱収縮性プラスチック製部材40の分離をより容易なものとすべく、切り込みに連接する摘まみ部を設ける工程を含んでいてもよい。
摘まみ部は、従来公知の接着剤により熱収縮性プラスチック製部材40aに接着することができる。例えば、ポリ酢酸ビニル系接着剤、ポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレン共重合体接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、アミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、ゴム系接着剤、シリコーン系接着剤等の接着剤を使用することができる。
The method of the present invention may include a step of providing a knob portion connected to the notch in order to facilitate separation of the heat-
The knob portion can be adhered to the heat-
殺菌処理工程
本発明の方法は、プリフォーム10aの内外面および/または熱収縮性プラスチック製部材40a内外面を殺菌処理する工程を含んでいてもよい。
この殺菌処理は、嵌め込みを行う前のプリフォーム10a、熱収縮性プラスチック製部材40aに対して行ってもよく、嵌め込みを行った後のプリフォーム10a、熱収縮性プラスチック製部材40aに対して行ってもよく、両時点において行ってもよい。
さらに、殺菌処理は、ブロー成形後の複合容器10Aが備える容器本体10および熱収縮性プラスチック製部材40に対して行ってもよい。
Sterilization process The method of the present invention may include a step of sterilizing the inner and outer surfaces of the
This sterilization treatment may be performed on the
Further, the sterilization treatment may be performed on the
殺菌処理方法としては、例えば、薬剤殺菌処理、光殺菌処理、放射線殺菌処理、温水殺菌処理、ホット充填殺菌処理およびパストライジング殺菌処理等が挙げられ、これらを組み合わせてもよい。 Examples of the sterilization treatment method include chemical sterilization treatment, light sterilization treatment, radiation sterilization treatment, hot water sterilization treatment, hot filling sterilization treatment, pastry sterilization treatment and the like, and these may be combined.
次に各殺菌処理について、以下説明する。 Next, each sterilization treatment will be described below.
<薬剤殺菌処理>
(1)薬剤殺菌処理の一つとして、過酸化水素(H2O2)殺菌処理が挙げられる。過酸化水素殺菌処理は過酸化水素成分を含むミスト、ガスまたはこれらの混合物を生成し、この過酸化水素のミスト、ガスまたはこれらの混合物をプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに対して噴射することにより殺菌処理を行なうものである。また、プリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70に対しては、過酸化水素水に浸漬させた後、ホットエアーをブローすることで殺菌処理を行っても良い。
過酸化水素を接触、付着させることにより、プリフォーム10a表面に付着した微生物が殺菌され、あるいは傷付けられる。なお、プリフォームへのミスト、ガスまたはこれらの混合物の吹き付けの直前に、プリフォームに熱風を吹き付ける等してプリフォームを予備加熱してもよく、直後に、プリフォームに熱風を吹き付ける等して複合プリフォーム70の内面または/および外面に付着した過酸化水素がホットエアの熱で活性化され、これによりプリフォームの微生物が殺菌される。また、ホットエアの吹き付けによってプリフォームに付着した余分な過酸化水素はプリフォーム1の表面から速やかに除去される。
<Drug sterilization treatment>
(1) As one of the chemical sterilization treatments, hydrogen peroxide (H 2 O 2 ) sterilization treatments can be mentioned. The hydrogen peroxide sterilization treatment produces a mist, gas or a mixture thereof containing a hydrogen peroxide component, and the hydrogen peroxide mist, gas or a mixture thereof is preformed 10a, a heat-
By contacting and adhering hydrogen peroxide, the microorganisms adhering to the surface of the
(2)薬剤殺菌処理として、過酢酸(CH3COOH)殺菌処理を挙げることもできる。この過酢酸殺菌処理は、プリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに対して過酢酸水溶液を液またはガス状で噴霧することにより殺菌処理を行なうものである。
(2) As the drug sterilization treatment, peracetic acid (CH 3 COOH) sterilization treatment can also be mentioned. This peracetic acid sterilization treatment is performed by spraying a peracetic acid aqueous solution into a
(3)薬剤殺菌処理として、塩素殺菌処理を挙げることができる。この塩素殺菌処理は、例えば亜塩素酸塩水溶液等からなる酸性洗浄液を用い、このような酸性洗浄液によりプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aを洗浄して殺菌処理を行なうものである。
(3) As the chemical sterilization treatment, chlorine sterilization treatment can be mentioned. In this chlorine sterilization treatment, for example, an acidic cleaning solution consisting of an aqueous solution of chlorite is used, and the
(4)薬剤殺菌処理として、アルカリ水溶液を用いたアルカリ水溶液殺菌処理を用いることができる。アルカリ水溶液殺菌処理は、例えば水酸化ナトリウム水溶液、水酸化カリウム水溶液、炭酸ナトリウム水溶液等からなるアルカリ水溶液によりプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aを洗浄して殺菌処理を行なうものである。
(4) As the chemical sterilization treatment, an alkaline aqueous solution sterilization treatment using an alkaline aqueous solution can be used. In the alkaline aqueous solution sterilization treatment, for example, the
(5)薬剤殺菌処理として、オゾン(O3)を用いたオゾン殺菌処理を用いることができる。オゾン殺菌処理は、オゾンをプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに噴射して殺菌処理を行なうものである。
(5) As the chemical sterilization treatment, ozone sterilization treatment using ozone ( O3) can be used. In the ozone sterilization treatment, ozone is sprayed onto the
<光殺菌処理>
(1)光殺菌処理として、UV殺菌処理や光パルス殺菌処理を挙げることができる。この殺菌処理は、プリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに対して光を照射して殺菌処理を施すものである。このような光としては、例えば波長150~2000nmの紫外線またはキセノンランプから発光する光を用いることができる。
<Light sterilization treatment>
(1) Examples of the light sterilization treatment include UV sterilization treatment and light pulse sterilization treatment. In this sterilization treatment, the
(2)光殺菌処理としてプラズマ殺菌処理を挙げることができる。プラズマ殺菌処理は減圧室内で低温プラズマを発生させ、このプラズマをプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに照射させることにより殺菌処理を施すものである。
(2) Plasma sterilization treatment can be mentioned as the light sterilization treatment. In the plasma sterilization treatment, low-temperature plasma is generated in a reduced pressure chamber, and the plasma is irradiated to the
<放射線殺菌処理>
放射線殺菌処理の一つとして、EB殺菌処理を用いることができる。このEB殺菌処理は、プリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに対して電子ビーム(EB)を照射して殺菌処理を行なうものである。
<Radiation sterilization treatment>
As one of the radiation sterilization treatments, the EB sterilization treatment can be used. In this EB sterilization treatment, the
<温水殺菌処理>
(1)温水殺菌処理は、例えば70℃~95℃の温水を準備し、この温水をプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70または複合容器10Aに噴射することにより殺菌処理を施すものである。
<Hot water sterilization treatment>
(1) In the hot water sterilization treatment, for example, hot water at 70 ° C. to 95 ° C. is prepared, and the hot water is sprayed onto the
<ホット充填殺菌処理>
(1)ホット充填殺菌処理は、例えば60℃~80℃の中温の内容液を準備し、この中温の内容液を複合容器10Aに充填することにより、複合容器10Aに対して殺菌処理を施すものである。このホット充填殺菌処理は、複合容器10Aに内容液を充填する作業と、殺菌処理を同時に行なうことができる。
<Hot filling sterilization treatment>
(1) In the hot filling sterilization treatment, for example, a medium-temperature content liquid of 60 ° C. to 80 ° C. is prepared, and the medium-temperature content liquid is filled in the
(2)また、例えば80℃~95℃の高温の内容液を準備し、この高温の内容液を複合容器10Aに充填・転倒することにより複合容器10Aをホット充填殺菌処理することもできる。
(2) Further, for example, a high-temperature content liquid of 80 ° C. to 95 ° C. can be prepared, and the
(3)また、水蒸気をプリフォーム10a、熱収縮性プラスチック製部材40a、複合プリフォーム70に付着させた後、このプリフォームを加熱させることにより殺菌処理することもできる。
(3) Further, after water vapor is attached to the
<パストライジング殺菌処理>
(1)その他の殺菌処理としては、複合容器10A内に内容液を充填し、その後に内容液入り複合容器10Aに対して殺菌処理を施すパストライジング殺菌処理が挙げられる。
<Past rigging sterilization treatment>
(1) Examples of other sterilization treatments include a pastry sterilization treatment in which a content liquid is filled in a
複合容器10A
本発明の複合容器10Aは、上記した複合プリフォーム70のブロー成形品であり、図1に示すように、内側に位置する容器本体10と、容器本体10の外側に密着して設けられた熱収縮性プラスチック製部材40とを備えている。
The
熱収縮性プラスチック製部材40は、比重が1未満であることが好ましく、0.97未満であることがより好ましい。
熱収縮性プラスチック製部材40の比重を上記のようにすることで、熱収縮性プラスチック製部材40を容器本体10から水中において容易に分離することができる。
また、このとき、容器本体10の比重は、1超であることが好ましく、1.2超であることがより好ましい。
なお、容器本体10の比重とは、多層構造の容器本体10全体の比重のことを指す。
The heat-
By setting the specific gravity of the heat-
Further, at this time, the specific gravity of the
The specific gravity of the
熱収縮性プラスチック製部材40は、容器本体10に対して溶着ないし接着されていないため、容器本体10から分離(剥離)除去し、回収することができる。
熱収縮性プラスチック製部材40の容器本体10からの分離(剥離)の方法としては、例えば刃物等を用いて熱収縮性プラスチック製部材40を切除したり、熱収縮性プラスチック製部材40に予め切断線や上記した切り込みを設け、これらに沿って熱収縮性プラスチック製部材40を剥離したりすることができる。
別の態様においては、複合容器10Aを粉砕した後、熱水に浸け、熱収縮性プラスチック製部材40と、容器本体10との比重の差を利用し、熱収縮性プラスチック製部材40を分離回収することができる。また、熱収縮性プラスチック製部材40は熱収縮性を有しているため熱水中において、容器本体10から容易に剥離することができる。
上記のような方法により、熱収縮性プラスチック製部材40を容器本体10から分離除去することができるので、従来と同様に無色透明な容器本体10をリサイクルすることができる。
Since the heat-
As a method of separating (peeling) the heat-
In another embodiment, the
Since the heat-
複合容器10Aの酸素透過率は、1.0cc/m2・day・0.21atm以下であることが好ましく、0.7cc/m2・day・0.21atm以下であることがより好ましい。
なお、本発明において、酸素透過率は、JIS K 7126等圧法に準拠して、酸素透過率測定装置(例えば、MOCON社製、商品名:OX-TRAN 2/20)23℃、湿度90%RHの条件により測定される値であり、口部をジグで塞いだ複合容器10Aの容器全体において測定し、口部を除いた容器全体の表面積で除した値である。
The oxygen permeability of the
In the present invention, the oxygen permeability is based on the JIS K 7126 isobaric method, and the oxygen permeability measuring device (for example, manufactured by MOCON, trade name: OX-
容器本体10
容器本体10は、少なくともガスバリア層を備える多層構造を有し、口部11と、口部11下方に設けられた首部13と、首部13下方に設けられた肩部12と、肩部12下方に設けられた胴部20と、胴部20下方に設けられた底部30とを備えている。なお、本明細書中、「上」および「下」とは、それぞれ複合容器10Aを正立させた状態(図1)における上方および下方のことをいう。
なお、ガスバリア層等、容器本体10の多層構造については上記したため、ここでは省略する。
The
Since the multi-layer structure of the
口部11は、図示しないキャップに螺着されるねじ部14と、ねじ部14下方に設けられたフランジ部17とを有している。なお、口部11の形状は、従来公知の形状であっても良く、打栓式等の口部であっても良い。
The
首部13は、フランジ部17と肩部12との間に位置しており、略均一な径をもつ略円筒形状を有している。また、肩部12は、首部13と胴部20との間に位置しており、首部13側から胴部20側に向けて徐々に径が拡大する形状を有している。
The
さらに、胴部20は、全体として略均一な径をもつ円筒形状を有している。しかしながら、これに限られるものではなく、胴部20が四角形筒形状や八角形筒形状等の多角形筒形状を有していても良い。あるいは、胴部20が上方から下方に向けて均一でない水平断面をもつ筒形状を有していても良い。また、本実施の形態において、胴部20は、凹凸が形成されておらず、略平坦な表面を有しているが、これに限られるものではない。例えば、胴部20にパネルまたは溝等の凹凸が形成されていても良い。
Further, the
底部30は、中央に位置する凹部31と、この凹部31周囲に設けられた接地部32とを有している。なお、底部30の形状についても特に限定されるものではなく、従来公知の底部形状(例えばペタロイド底形状や丸底形状等)を有していても良い。内容物としてビールや、炭酸水等の炭酸飲料を複合容器10Aに充填する場合、底部30の形状はペタロイド形状であることが好ましい。
The
容器本体10におけるガスバリア層の厚さは、5μm以上、300μm以下であることが好ましく、10μm以上、100μm以下であることがより好ましい。ガスバリア層の厚さを上記数値範囲とすることにより、複合容器10Aのガスバリア性を向上させることができる。
また、容器本体10の厚さは、100μm以上、1000μm以下であることが好ましく、200μm以上、500μm以下であることがより好ましい。
The thickness of the gas barrier layer in the
The thickness of the
熱収縮性プラスチック製部材40
熱収縮性プラスチック製部材40は、後述するようにプリフォーム10aの外側を取り囲むように設けられ、プリフォーム10aの外側に密着させた熱収縮性プラスチック製部材40aを、プリフォーム10aとともに2軸延伸ブロー成形されることにより得られたものである。
また、熱収縮性プラスチック製部材40は、単層構造を有し、容器本体10の外面に薄く延ばされた状態で密着されており、容器本体10に対して容易に移動または回転しない状態で取付けられている。また、図3に示すように、熱収縮性プラスチック製部材40は、容器本体10を取り囲むようにその周方向全域にわたって設けられており、略円形状の水平断面を有している。
また、容器本体10の底部30側の熱収縮性プラスチック製部材40の一端は、圧着されており、容器本体10の底部30を覆う底部を形成している。そのため、従来の熱収縮性プラスチック製部材40を用いた場合では困難であった、複合容器10Aの底部にガスバリア性等の機能を持たせることが可能となっている。
Heat shrinkable
The heat-
Further, the heat-
Further, one end of the heat-
本発明の複合容器10Aが備える熱収縮性プラスチック製部材40の一端は圧着され、底部を形成しているため、容器本体10のうち、口部11および首部13を除く、肩部12、胴部20および底部30を覆うように設けることができる。このような構成とすることにより、容器本体10の肩部12、胴部20および底部30に対して所望の機能や特性を付与することができる。
また、上記したように、この圧着された部分はねじられていてもよい。
Since one end of the heat-
Further, as described above, the crimped portion may be twisted.
また、熱収縮性プラスチック製部材40の厚みは、これに限定されるものではないが、容器本体10に取り付けられた状態で例えば5μm~100μm程度とすることができる。また、熱収縮性プラスチック製部材40の厚みは、全体として均一であってもよく、容器本体10を覆う箇所により適宜異なる厚みを有するものであってもよい。
The thickness of the heat-
上記したように、内容物として、ビールを充填する場合、熱収縮性プラスチック製部材40には、波長400~500nmの可視光線をカットすることが求められる。
熱収縮性プラスチック製部材40を備える複合容器10Aの波長400~500nmの可視光線の透過率は、15%以下であることが好ましく、5%以下であるとより好ましく、1%以下であると更に好ましい。
可視光線の透過率は、樹脂材料や着色剤の種類や含有量等を変更することにより調整することができる。
また、可視光の透過率は、分光光度計(株式会社島津製作所製、紫外可視分光光度計)を使用して、0.5nm間隔で測定し、可視光線波長の光線透過率を求めることができる。
As described above, when beer is filled as a content, the heat-
The transmittance of visible light having a wavelength of 400 to 500 nm of the
The transmittance of visible light can be adjusted by changing the type and content of the resin material and the colorant.
The visible light transmittance can be measured at 0.5 nm intervals using a spectrophotometer (manufactured by Shimadzu Corporation, ultraviolet visible spectrophotometer) to determine the light transmittance of the visible light wavelength. ..
熱収縮性プラスチック製部材40は、切り込みを有していてもよい。この切り込みは、切り込み線であってもよく、任意の三角形や四角形等、切り欠け状のものであってもよい。
例えば、ブロー成形前の熱収縮性プラスチック製部材40aに切り込み線を設けていた場合、この切り込み線はブロー成形による熱収縮性プラスチック製部材40aの延伸により、左右から引張された形状となる。
また、熱収縮性プラスチック製部材40は、切り込みに連接する摘まみ部を有していてもよい。
切り込みおよび摘まみ部についての詳細は上記したためここでは省略する。
The heat shrinkable
For example, when a cut wire is provided in the heat-
Further, the heat-
Details of the notch and the knob have been described above and are omitted here.
また、本発明の複合容器10Aは、容器本体10および/または熱収縮性プラスチック製部材40にラベルが取り付けられていてもよい。このラベルは容器本体10の全体を覆うように設けられたものであってもよく、また一部を覆うように設けられたものであってもよい。
このラベルは、例えば、シュリンクラベル、ストレッチラベル、ロールラベル、タックラベル、紙ラベル、または複合容器10Aの首部13から紐等でつり下げられたラベル(以下、場合により「つり下げラベル」という。)等を挙げることができる。これらの中でも、生産性が高いという理由からシュリンクラベル、ストレッチラベルまたはロールラベルを用いることが好ましい。
また、従来既知の遮光性を付与したシュリンクラベルや、紙ラベル等を使用して更に遮光性を向上させても良い。
Further, the
This label is, for example, a shrink label, a stretch label, a roll label, a tack label, a paper label, or a label suspended from the
Further, the light-shielding property may be further improved by using a shrink label or a paper label having a light-shielding property previously known.
シュリンクラベルは、容器本体10および/または熱収縮性プラスチック製部材40全域または一部を覆うように巻装させることができる。シュリンクラベルは、容器本体10および/または熱収縮性プラスチック製部材40に装着し、温度80~90度でシュリンク加工することにより得ることができる。
The shrink label can be wrapped so as to cover the entire or part of the
シュリンクラベルは、ポリ乳酸系フィルム、ポリスチレン系フィルム、ポリエステル系フィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、環状ポリオレフィンフィルム、ポリプロピレンフィルム、エチレン-プロピレン共重合体、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-アクリル酸共重合体、エチレン-アクリル酸メチル共重合体等の樹脂から製膜された遠心ポリオレフィンフィルム、ポリエステル-ポリスチレン多層フィルム、不織布と収縮フィルムとのラミネートフィルム、ポリエステル-ポリスチレン共押出フィルム、6-ナイロンフィルム、6,6-ナイロンフィルム等のポリアミドフィルム、塩素化ポリエチレン、塩素化ポリプロピレン等の樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル-酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂フィルム等の樹脂フィルムを用いて作製することができる。 Shrink labels include polylactic acid film, polystyrene film, polyester film, low density polyethylene film, medium density polyethylene film, high density polyethylene film, low density linear polyethylene film, cyclic polyolefin film, polypropylene film, and ethylene-propylene. Centrifugal polyolefin film, polyester-polystyrene multilayer film, non-woven fabric made from resins such as copolymers, ethylene-vinyl acetate copolymers, ionomer resins, ethylene-acrylic acid copolymers, and ethylene-methyl acrylate copolymers. Laminated film with shrink film, polyester-polystyrene coextruded film, 6-nylon film, polyamide film such as 6,6-nylon film, modified polyolefin film formed from resin such as chlorinated polyethylene and chlorinated polypropylene, It can be produced by using a resin film such as a film formed from a resin of a vinyl chloride-vinyl acetate copolymer and an acrylic resin film.
上記フィルムは、それを構成する樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜したもの、または2種以上の樹脂を使用して共押し出し等で多層製膜したもの、または2種以上の樹脂を混合使用して製膜し、テンター方式やチューブラー方式等で一軸または二軸方向に延伸してなる各種樹脂フィルムを使用することができるが、延伸フィルムであって、流れ方向の一軸延伸フィルムが好ましい。またこれらフィルムは、発泡フィルムであってもよい。 The above film uses one or more of the resins that compose it, and is made into a single layer by using a film forming method such as an extrusion method, a cast molding method, a T-die method, a cutting method, an inflation method, and the like. A film is formed, or a multi-layer film is formed by co-extrusion using two or more kinds of resins, or a film is made by using a mixture of two or more kinds of resins, and uniaxially or by a tenter method or a tubular method. Although various resin films stretched in the biaxial direction can be used, the stretched film is preferably a uniaxially stretched film in the flow direction. Further, these films may be foam films.
本発明では、断熱性が高いという点から、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、延伸ポリエステル-ポリスチレン共押出しフィルムまたは発泡ポリスチレン系フィルム、ポリエステル-ポリスチレン多層フィルム等を好適に使用することができ、または不織布と前記フィルムとの積層フィルムであってもよい。なお、延伸フィルムは、一軸延伸であっても、二軸延伸であってもよく、一軸延伸フィルムの場合は、縦一軸延伸であっても、横一軸延伸であってもよい。 In the present invention, from the viewpoint of high heat insulating properties, a stretched polyester-based film, a stretched polystyrene-based film, a stretched polyolefin-based film, a polylactic acid-based film, a foamed polyolefin-based film, a stretched polyester-polyester co-extruded film or a foamed polystyrene-based film, A polyester-polyester multilayer film or the like can be preferably used, or a laminated film of a non-woven fabric and the film may be used. The stretched film may be uniaxially stretched or biaxially stretched, and in the case of a uniaxially stretched film, it may be vertically uniaxially stretched or horizontally uniaxially stretched.
シュリンクラベルの厚みは、これに限定されるものではないが、複合容器10Aに取り付けられた状態で例えば10μm~80μm程度とすることができる。
The thickness of the shrink label is not limited to this, but can be, for example, about 10 μm to 80 μm when attached to the
ストレッチラベルは、シュリンクラベル同様、容器本体10および/または熱収縮性プラスチック製部材40全域または一部を覆うように巻装させることができる。ストレッチラベルは、周方向に引っ張られた状態で複合容器10Aに被嵌され、その後、引っ張り力を取り除くことにより収縮し、複合容器10Aに追従し、巻装させることにより得ることができる。
Like the shrink label, the stretch label can be wrapped so as to cover the entire or a part of the
ストレッチラベルは、適度な柔軟性を有する熱可塑性樹脂フィルム、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、低密度直鎖状ポリエチレン、ポリプロピレン等のポリオレフィン樹脂からなる単層または多層樹脂フィルムを用いて作製することができる。その中でも、低密度直鎖状ポリエチレンからなる単層フィルム、低密度直鎖状ポリエチレンからなる層を備える多層フィルムを用いて作製することが好ましい。これらフィルムは上記した方法により作製することができる。 The stretch label is a single-layer or multilayer resin film made of a thermoplastic resin film having moderate flexibility, for example, a polyolefin resin such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, low-density linear polyethylene, and polypropylene. Can be made using. Among them, it is preferable to use a single-layer film made of low-density linear polyethylene and a multilayer film provided with a layer made of low-density linear polyethylene. These films can be produced by the method described above.
ストレッチラベルの厚みは、これに限定されるものではないが、複合容器10Aに取り付けられた状態で例えば5μm~50μm程度とすることができる。
The thickness of the stretch label is not limited to this, but can be, for example, about 5 μm to 50 μm when attached to the
ロールラベルおよびタックラベルも、シュリンクラベル同様、容器本体10および/または熱収縮性プラスチック製部材40全域または一部を覆うように巻装させることができる。ロールラベルは、樹脂フィルムを複合容器に巻き付け、樹脂フィルムの端部を接着または融着することにより得ることができる。タックラベルは、樹脂フィルムを複合容器に接着剤等を介し、直接貼り付けることにより得ることができる。
Like the shrink label, the roll label and the tack label can be wrapped so as to cover the entire or a part of the
ロールラベルおよびタックラベルは、上記した樹脂フィルムを用いることにより作製することができる。接着剤としては、例えば、ポリ酢酸ビニル系接着剤、ポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレン共重合体接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、アミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、ゴム系接着剤、シリコーン系接着剤等が挙げられる。 The roll label and the tack label can be produced by using the above-mentioned resin film. Examples of the adhesive include polyvinyl acetate adhesives, polyacrylic acid ester adhesives, cyanoacrylate adhesives, ethylene copolymer adhesives, cellulose adhesives, polyester adhesives, and polyamide adhesives. Examples thereof include polyimide adhesives, amino resin adhesives, phenol resin adhesives, epoxy adhesives, polyurethane adhesives, rubber adhesives, silicone adhesives and the like.
ロールラベルおよびタックラベルの厚みは、これに限定されるものではないが、複合容器10Aに取り付けられた状態で例えば5μm~100μm程度とすることができる。
The thickness of the roll label and the tack label is not limited to this, but can be, for example, about 5 μm to 100 μm when attached to the
紙ラベルも、シュリンクラベル同様、容器本体10および/または熱収縮性プラスチック製部材40全域または一部を覆うように巻装させることができる。紙ラベルは、タックラベル同様、樹脂フィルムを複合容器に接着剤等を介し、直接貼り付けることにより得ることができる。
Like the shrink label, the paper label can be wrapped so as to cover the entire or a part of the
紙ラベルは、ポリイソシアネート化合物等を含浸させた耐水性に優れる紙を用いて作製することが好ましい。 The paper label is preferably made of paper impregnated with a polyisocyanate compound or the like and having excellent water resistance.
紙ラベルの厚みは、これに限定されるものではないが、複合容器10Aに取り付けられた状態で例えば50μm~300μm程度とすることができる。
The thickness of the paper label is not limited to this, but can be, for example, about 50 μm to 300 μm when attached to the
つり下げラベルは、樹脂フィルム製または紙製のラベルを複合容器10Aの首部13から紐等によりつり下げることにより得ることができる。このラベルの大きさ・厚さ等は特に限定されるものではなく、任意の大きさ・厚さのラベルを使用することができる。
The hanging label can be obtained by hanging a label made of a resin film or paper from the
ラベルには、印刷が施されていてもよい。印刷は、例えばインクジェット法、グラビア印刷法、オフセット印刷法、フレキソ印刷法、熱転写法、ホットスタンプ(箔押し)等の印刷法により行うことができる。表示される事項としては、図柄や商品名等のほか、内容液の名称、製造者、原材料名等の文字情報であっても良い。ラベルは、一部または全域が、赤色、青色、黄色、緑色、茶色、黒色、白色等の色に着色されていても良く、さらに透明であっても不透明であっても良い。 The label may be printed. Printing can be performed by, for example, a printing method such as an inkjet method, a gravure printing method, an offset printing method, a flexographic printing method, a thermal transfer method, and hot stamping (foil stamping). The items to be displayed may be character information such as the name of the content liquid, the manufacturer, the name of the raw material, etc., in addition to the design, the product name, and the like. The label may be partially or entirely colored in a color such as red, blue, yellow, green, brown, black, or white, and may be transparent or opaque.
複合容器10Aの製造方法
本発明に係る複合容器10Aの製造方法は、
複合プリフォーム70を加熱するとともにブロー成形金型内に挿入する工程と、
加熱後の複合プリフォーム70に対してブロー成形を施すことにより、プリフォーム10aおよび熱収縮性プラスチック製部材40aを一体として膨張させる工程と、
を含んでなる。
また、上記したように、複合容器10Aに対し、殺菌処理を施す工程を含んでいてもよい。
Method for manufacturing
The process of heating the
A step of integrally expanding the
Contains.
Further, as described above, the
図10(a)~(d)により、本発明の複合プリフォーム70のブロー成形方法についてより詳しく説明する。
The blow molding method of the
一実施形態において、複合プリフォーム70は、近赤外線照射装置51によって加熱される(図10(a)参照)。なお、これに限定されるものではなく、温風やマイクロウェーブ等により加熱してもよい。
このとき、複合プリフォーム70は、口部11aを下に向けた状態で回転しながら、加熱装置51によって周方向に均等に加熱される。この加熱工程におけるプリフォーム10aおよびプラスチック製部材40aの加熱温度は、例えば90℃乃至130℃としても良い。
In one embodiment, the
At this time, the
続いて、近赤外線照射装置51によって加熱された複合プリフォーム70は、ブロー成形金型50に送られる(図10(b)参照)。
Subsequently, the
複合容器10Aは、このブロー成形金型50を用いて成形される。
一実施形態において、ブロー成形金型50は、互いに分割された一対の胴部金型50a、50bと、底部金型50cとからなる(図10(b)参照)。図10(b)において、一対の胴部金型50a、50b間は互いに開いており、底部金型50cは上方に上がっている。この状態で一対の胴部金型50a、50b間に、複合プリフォーム70が挿入される。
The
In one embodiment, the blow molding die 50 includes a pair of
次に、図10(c)に示すように、底部金型50cが下がったのちに一対の胴部金型50a、50bが閉鎖され、一対の胴部金型50a、50bおよび底部金型50cにより密閉されたブロー成形金型50が構成される。次に縦方向の延伸を行うためのロッドが口部方向から進入しプリフォーム内面の底部に接触、そのまま延伸し、その後にプリフォーム10a内に空気が圧入され、複合プリフォーム70に対して2軸延伸ブロー成形が施される。
Next, as shown in FIG. 10 (c), after the
このことにより、ブロー成形金型50内でプリフォーム10aから容器本体10が得られる。この間、胴部金型50a、50bは30℃乃至80℃まで加熱され、底部金型50cは5℃乃至25℃まで冷却される。この際、ブロー成形金型50内では、複合プリフォーム70のプリフォーム10aおよび熱収縮性プラスチック製部材40aが一体として膨張される。これにより、プリフォーム10aおよび熱収縮性プラスチック製部材40aは、一体となってブロー成形金型50の内面に対応する形状に賦形される。
As a result, the
次に、図10(d)に示すように、一対の胴部金型50a、50bおよび底部金型50cが互いに離れ、ブロー成形金型50内から、複合容器10Aが取り出される。
Next, as shown in FIG. 10D, the pair of
上記した方法に限定されるものではなく、複合容器10Aは2段階のブロー成形により製造してもよい。
具体的には、まず、複合プリフォーム70を、製造しようとする容量の複合容器10Aより大きくなるようにブロー成形し、次いで、この複合容器10Aを加熱することにより、自由収縮させる。そして、この収縮させた複合容器10Aをブロー成形することにより、所望の容量の複合容器10Aを得ることができる。このようなブロー成形により複合容器10Aを製造することにより、複合容器10Aの強度および耐熱性を向上させることができる。
The
Specifically, first, the
ブロー成形に使用される装置の一実施形態を図11を参照しながら以下に説明する。
図11に示す複合容器の製造装置100は、上述した複合容器10Aを製造する装置である。この複合容器の製造装置100は、成形ユニット101と、プラスチック製部材装着ユニット102と、加熱ユニット103と、ブロー成形ユニット104とを備えている。
これら成形ユニット101と、プラスチック製部材装着ユニット102と、加熱ユニット103と、ブロー成形ユニット104とは、製造装置100内で互いに一体化されている。
本装置を用いることにより、複合プリフォーム70および複合容器10Aの製造を同一装置内において行うことができる。
An embodiment of an apparatus used for blow molding will be described below with reference to FIG.
The composite
The
By using this device, the
また、この複合容器の製造装置100は、成形ユニット101、プラスチック製部材装着ユニット102、加熱ユニット103、およびブロー成形ユニット104を制御する制御部105を更に備えている。なお、本明細書中、「一体化されている」とは、複数の要素が物理的に連結されて一体化されているか、または、一つの制御部(例えば制御部105)によって一体として制御されていることをいう。
Further, the compound
なお、成形ユニット101、プラスチック製部材装着ユニット102、加熱ユニット103、およびブロー成形ユニット104は、製造装置100内で、上流側から下流側に向けてこの順番に配置されている。図11において、これらのユニットは、直線状に配置されているが、これに限らず、環状に配置されていても良い。
The
成形ユニット101は、プラスチック材料製のプリフォーム10aを成形するものである。この成形ユニット101は、例えば射出成形を行う射出成形ユニットであり、この場合、成形ユニット101は、樹脂ペレットを溶融して射出する射出部106と、プリフォーム10aを成形する成形型107とを有している。なお、成形ユニット101は、圧縮成形によってプリフォーム10aを作製する圧縮成形ユニット、または射出圧縮成形によってプリフォーム10aを作製する射出圧縮成形ユニットであっても良い。
The
プラスチック製部材装着ユニット102は、成形ユニット101で成形されたプリフォーム10aの外側にプラスチック製部材40aを設けるものである。このプラスチック製部材装着ユニット102は、プリフォーム10aを保持する保持部108と、プラスチック製部材40aを把持するとともに、このプラスチック製部材40aをプリフォーム10aに装着する装着部109とを有している。プラスチック製部材装着ユニット102は、1つのプリフォーム10aに対して1つのプラスチック製部材40aを装着するが、これに限らず、1つのプリフォーム10aに対して複数のプラスチック製部材40aを重ねて装着するものであっても良い。
The plastic
なお、装着部109がプラスチック製部材40aをプリフォーム10aに対して緩挿させた後、図示しない加熱機構によってプラスチック製部材40aを熱収縮させても良い。
After the mounting
加熱ユニット103は、プリフォーム10aおよびプラスチック製部材40aを加熱することにより、プリフォーム10aおよびプラスチック製部材40aをブロー成形に適した温度に加熱するものであり、例えば赤外線ヒータである加熱装置51を有している。
The
ブロー成形ユニット104は、プリフォーム10aおよびプラスチック製部材40aに対してブロー成形を施すことにより、プリフォーム10aおよびプラスチック製部材40aを一体として膨張させるものであり、ブロー成形金型50と、プリフォーム10aおよびプラスチック製部材40aを延伸させる延伸ロッド110とを有している。
The
制御部105は、上述したように、成形ユニット101、プラスチック製部材装着ユニット102、加熱ユニット103、およびブロー成形ユニット104を制御するものである。この場合、1つの制御部105が全てのユニットを制御しているが、これに限られるものではない。複数の制御部105を設け、各制御部105がそれぞれ1つ以上のユニットを制御し、各制御部105同士又は各ユニット同士が、互いに信号のやりとりを行っても良い。
As described above, the
なお、図示していないが、複合容器の製造装置100は、プリフォーム10a(複合プリフォーム70)を冷却する冷却ユニット、プリフォーム10a(複合プリフォーム70)の温度を調整する温調ユニット、ブロー成形される前のプリフォーム10a(複合プリフォーム70)を待機させておく待機ユニット等を有していても良い。
Although not shown, the composite
さらに、ブロー成形ユニット104の下流側に、ブロー成形された後のプラスチック製部材40に対して印刷を施す印刷ユニット(図示せず)が設けられていても良い。この場合、当該印刷ユニットは、成形ユニット101、プラスチック製部材装着ユニット102、加熱ユニット103、およびブロー成形ユニット104と一体化されていても良い。
Further, a printing unit (not shown) for printing on the
複合容器10Aを用いた製品
本発明の製品は、上記した複合容器10Aに内容物が充填されたものであり、
容器本体10の口部11にキャップ18が螺着されていることを特徴とする(図12参照)。
Product using the
The
本発明の製品が備えるキャップ18は、容器本体の口部11のフランジ部を覆うオーバーキャップからなるものであってもよい。本発明の製品が備えるキャップ18が、遮光性を有するオーバーキャップであることにより、遮光性をより向上させることができ、内容物の保存安定性をより向上させることができる。
The
一実施形態において、口部11は、キャップ18が螺着されるねじ部14と、ねじ部14下方に設けられたフランジ部17とを有している。フランジ部17の下方には上述した首部13が設けられ、熱収縮性プラスチック製部材40は、フランジ部17の下面まで達している(図13参照)。
In one embodiment, the
一実施形態において、キャップ18は、略円筒状の側壁部18aと、側壁部18aの上端に連結され、平面略円形の天面部18bとを有している。側壁部18aの内面には、口部11のねじ部14に係合するねじ部18cと、ねじ部18cの下方に位置する環状の内周突起18dとが形成されている。内周突起18dの上端には弱め線18eが形成されており、キャップ18を緩めた際に弱め線18eが破断可能となっている。側壁部18aの下部には、サポートリング18fと、サポートリング18fの下端から内側に延びる環状の係合突部18gとが形成されている。係合突部18gは、フランジ部17の下面に係合している。これにより、キャップ18を緩め、弱め線18eが破断した際、係合突部18gがフランジ部17に係合するので、サポートリング18fが口部11側に残存するようになっている。なお、内周突起18dが設けられていれば、係合突部18gがフランジ部17に係合していなくても弱め線18eが破断可能となるので、係合突部18gはフランジ部17に係合していても良く、係合していなくても良い(図13参照)。
In one embodiment, the
また、一実施形態において、キャップ18および/またはフランジ部17は、遮光フィルムに覆われてなる。このような構成をすることにより、複合容器10Aの遮光性をさらに向上させることができ、内容物の保存安定性をさらに向上させることができる。
遮光フィルムとしては、遮光性を有する不透明のものが用いられる。遮光フィルムの材料としては、例えばポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリプロピレン(PP)、ポリエチレン(PE)が挙げられる。また、遮光フィルムは、熱収縮性の円筒状のフィルムであることが好ましい。
Further, in one embodiment, the
As the light-shielding film, an opaque film having a light-shielding property is used. Examples of the material of the light-shielding film include polyethylene terephthalate (PET), polystyrene (PS), polypropylene (PP), and polyethylene (PE). Further, the light-shielding film is preferably a heat-shrinkable cylindrical film.
本発明の製品に充填される内容物は特に限定されるものではなく、上記したビールの他にも、日本酒やワイン等のアルコール類、スポーツドリンク等の清涼飲料、野菜ジュースやスムージー等を充填することができる。また、飲料に限定されるものでもなく、シャンプー、リンス、化粧品、医薬品等を充填してもよい。 The contents to be filled in the product of the present invention are not particularly limited, and in addition to the above-mentioned beer, alcohols such as sake and wine, soft drinks such as sports drinks, vegetable juice, smoothies and the like are filled. be able to. Further, the present invention is not limited to beverages, and shampoo, conditioner, cosmetics, pharmaceuticals and the like may be filled.
以下、実施例により、本発明をさらに詳細に説明するが、本発明がこれら実施例に限定されるものではない。 Hereinafter, the present invention will be described in more detail by way of examples, but the present invention is not limited to these examples.
<実施例1>
(プリフォーム10aを準備する工程)
射出成形機を使用して、図7に示す形状を有し、PET/MXD-6+酸化促進剤/PETからなる多層構造を有するプリフォーム10aを作製した。酸化促進剤の含有量は、1質量%であった。
このプリフォーム10aの重量は、30.0gであり、その長さYは、90mmであった。
<Example 1>
(Step of preparing
An injection molding machine was used to prepare a
The weight of the
(熱収縮性プラスチック製部材40aを準備する工程)
ポリオレフィン系樹脂としてポリエチレンおよび茶色着色剤を含む混合物をリング状のダイから押し出した。次いで、押出されたチューブ内面を加圧、またはチューブ外面を内面より陰圧とし拡径を行い、熱収縮性プラスチック製部材40aを作製した。
着色層における茶色着色剤の含有量は、5質量%であった。
熱収縮性プラスチック製部材40aの近赤外線透過率を浜松ホトニクス製の分光器を使用して測定したところ、70%であった。
作製した熱収縮性プラスチック製部材40aの長さXは、100mmであった。
(Step of preparing the heat-
A mixture containing polyethylene and a brown colorant as the polyolefin resin was extruded from a ring-shaped die. Next, the inner surface of the extruded tube was pressurized, or the outer surface of the tube was negatively pressured from the inner surface to expand the diameter, and a heat-
The content of the brown colorant in the colored layer was 5% by mass.
The near-infrared transmittance of the heat-
The length X of the produced heat-
(嵌め込み工程)
次いで、手作業により、プリフォーム10aを、熱収縮性プラスチック製部材40aの一端から嵌め込んだ。
(Fit-in process)
Then, the
(熱収縮および熱圧着工程)
嵌め込み後、温風ドライヤーを用いて、プリフォーム10aおよび熱収縮性プラスチック製部材40aを100℃まで加熱し、熱収縮性プラスチック製部材40aを熱収縮させた。次いで、100℃に加熱した金属板を用いて余白部80aを300N/cm2の圧力で挟み込み熱圧着し、複合プリフォーム70を得た。
(Heat shrinkage and thermocompression bonding process)
After fitting, the
(複合容器の製造)
上記のようにして得られた複合プリフォーム70を近赤外線ヒーターを用いて、100℃まで加熱し、図9bに表されるブロー成形金型に搬送した。このブロー成形金型内において、複合プリフォーム70をブロー成形し、満注容量が500mLの複合容器10Aを得た。
なお、容器本体10において、ガスバリア層の厚さは30μmであり、その他の層(ポリエステル系樹脂層)の厚さは共に120μmであった。
また、プラスチック製部材40の厚さは50μmであった。
(Manufacturing of composite container)
The
In the
The thickness of the
複合容器10Aの胴部および底部における、波長400~500nmの可視光線の透過率を、分光光度計(株式会社島津製作所製、紫外可視分光光度計)を使用して測定したところ、共に0.5%であった。
また、JIS K 7126等圧法に準拠して、酸素ガス透過率測定装置(MOCON社製、商品名:OX-TRAN2/20)を用いて、23℃、湿度90%RHの条件により複合容器10Aの酸素透過率を測定したところ、0.51cc/m2・day・0.21atmであった。
The transmittance of visible light having a wavelength of 400 to 500 nm at the body and bottom of the
In addition, in accordance with the JIS K 7126 isobaric method, using an oxygen gas permeability measuring device (manufactured by MOCON, trade name: OX-TRAN2 / 20), the
<外観試験>
製造後の複合容器10Aの外観を目視により評価したところ、容器本体10とプラスチック製部材40との間に気泡は存在せず、また、圧着部の剥がれや破損は見られず、プラスチック製部材40により容器本体10の底部30が完全に覆われていた。
<Appearance test>
When the appearance of the
<比較例1>
熱収縮性プラスチック製部材40aの作製に茶色着色剤を使用しなかった以外は、実施例1と同様にして複合容器10Aを作製した。
複合容器10Aの胴部および底部における可視光線の透過率は88%であり、酸素透過率は0.51cc/m2・day・0.21atmであった。
また、その外観を目視により評価したところ、容器本体10とプラスチック製部材40との間に気泡は存在せず、また、圧着部の剥がれや破損は見られず、プラスチック製部材40により容器本体10の底部30が完全に覆われていた。
<Comparative Example 1>
A
The transmittance of visible light in the body and bottom of the
Further, when the appearance was visually evaluated, no air bubbles were present between the
<比較例2>
余白部の熱圧着を行わなかった以外は、実施例1と同様にして複合容器10Aを作製した。
複合容器10Aの胴部における可視光線の透過率は0.5%であり、プラスチック製部材で覆われていない底部の可視光線の透過率は88%であり、酸素透過率は0.51cc/m2・day・0.21atmであった。
また、その外観を目視により評価したところ、容器本体10の底部30はプラスチック製部材40で覆われていなかった。
<Comparative Example 2>
A
The transmittance of visible light in the body of the
Moreover, when the appearance was visually evaluated, the

Claims (22)
前記プリフォームの外側を取り囲むように設けられ、樹脂材料および着色剤を含む、単層構造の熱収縮性プラスチック製部材とを備え、
前記プリフォームが、少なくともガスバリア層を備える多層構造を有し、
前記熱収縮性プラスチック製部材の近赤外線透過率が50%以上であり、
前記プリフォームの底部側の前記熱収縮性プラスチック製部材の一端が圧着されていることを特徴とする、複合プリフォーム。 A mouth, a torso connected to the mouth, and a preform having a bottom connected to the torso.
A single-layer, heat-shrinkable plastic member provided to surround the outside of the preform and comprising a resin material and a colorant.
The preform has a multi-layer structure with at least a gas barrier layer.
The heat-shrinkable plastic member has a near-infrared transmittance of 50% or more, and has a transmittance of 50% or more.
A composite preform characterized in that one end of the heat-shrinkable plastic member on the bottom side of the preform is crimped .
口部と、前記口部下方に設けられた首部と、前記首部下方に設けられた肩部と、前記肩部下方に設けられた胴部と、前記胴部下方に設けられた底部と、を備える容器本体と、
前記容器本体の外側に密着して設けられた、単層構造の熱収縮性プラスチック製部材と、
を備え、
前記容器本体が、少なくともガスバリア層を備える多層構造を有し、
前記容器本体の底部側の前記熱収縮性プラスチック製部材の一端が圧着され、底部を形成していることを特徴とする、複合容器。 A composite container which is a blow-molded product of the composite preform according to any one of claims 1 to 6 .
A mouth portion, a neck portion provided below the mouth portion, a shoulder portion provided below the neck portion, a body portion provided below the shoulder portion, and a bottom portion provided below the body portion. The container body to be equipped with
A heat-shrinkable plastic member having a single-layer structure, which is provided in close contact with the outside of the container body,
Equipped with
The container body has a multilayer structure including at least a gas barrier layer.
A composite container, characterized in that one end of the heat-shrinkable plastic member on the bottom side of the container body is crimped to form a bottom.
プリフォームおよび熱収縮性プラスチック製部材を準備する工程と、
前記プリフォームを前記熱収縮性プラスチック製部材の一端から嵌め込む工程と、
前記プリフォームおよび前記熱収縮性プラスチック製部材を加熱し、前記熱収縮性プラスチック製部材を熱収縮させる工程と、
を含むことを特徴とする、複合プリフォームの製造方法。 The method for producing a composite preform according to any one of claims 1 to 6 .
The process of preparing preforms and heat shrinkable plastic parts,
The step of fitting the preform from one end of the heat-shrinkable plastic member, and
A step of heating the preform and the heat-shrinkable plastic member to heat-shrink the heat-shrinkable plastic member, and
A method for producing a composite preform, which comprises.
前記余白部を熱圧着する工程をさらに含む、請求項13に記載の方法。 The heat-shrinkable plastic member has a margin at the end opposite to the one where the fitting is performed.
13. The method of claim 13 , further comprising a step of thermocompression bonding the margin.
請求項1~6のいずれか一項に記載の複合プリフォームを加熱するとともにブロー成形金型内に挿入する工程と、
加熱後の前記複合プリフォームに対してブロー成形を施すことにより、プリフォームおよび熱収縮性プラスチック製部材を一体として膨張させる工程とを含んでなることを特徴とする、複合容器の製造方法。 The method for manufacturing a composite container according to any one of claims 7 to 12 .
A step of heating the composite preform according to any one of claims 1 to 6 and inserting it into a blow molding die.
A method for manufacturing a composite container, which comprises a step of integrally expanding the preform and a heat-shrinkable plastic member by performing blow molding on the composite preform after heating.
前記容器本体の口部にキャップが螺着されていることを特徴とする、製品。 A product in which the contents are filled in the composite container according to any one of claims 7 to 12 .
A product characterized in that a cap is screwed to the mouth of the container body.
前記キャップが、前記フランジ部を覆うオーバーキャップからなる、請求項20に記載の製品。 The mouth portion has a flange portion and has a flange portion.
The product according to claim 20 , wherein the cap comprises an overcap that covers the flange portion.
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017091341A JP7003441B2 (en) | 2017-05-01 | 2017-05-01 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| SG11201907617TA SG11201907617TA (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| PCT/JP2018/006815 WO2018155653A1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for manufacturing same, composite container and method for manufacturing same, and product with beer filled in composite container |
| EP18758071.7A EP3587070B1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| CA3053731A CA3053731A1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| CN201880012566.2A CN110312607A (en) | 2017-02-23 | 2018-02-23 | Compound preform and its manufacturing method, clad vessel and its manufacturing method and the product that beer is filled in clad vessel |
| KR1020197026550A KR102360734B1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and manufacturing method thereof, composite container and manufacturing method thereof, and product filled with beer in composite container |
| BR112019017293-9A BR112019017293B1 (en) | 2017-02-23 | 2018-02-23 | COMPOSITE PREFORM AND METHOD FOR PRODUCING THE SAME, COMPOSITE CONTAINER AND METHOD FOR PRODUCING THE SAME, AND COMPOSITE CONTAINER PRODUCT FILLED WITH BEER |
| KR1020237003051A KR102657860B1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for manufacturing same, composite container and method for manufacturing same, and product with beer filled in composite container |
| KR1020227003879A KR102494109B1 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for manufacturing same, composite container and method for manufacturing same, and product with beer filled in composite container |
| MX2019009917A MX2019009917A (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for manufacturing same, composite container and method for manufacturing same, and product with beer filled in composite container. |
| US16/485,249 US11136158B2 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| TW107106130A TWI787237B (en) | 2017-02-23 | 2018-02-23 | Composite preform and its manufacturing method, composite container and its manufacturing method, and product filled with beer in the composite container |
| ES18758071T ES2928186T3 (en) | 2017-02-23 | 2018-02-23 | Composite preform and method of producing it, composite container and method of producing it, and beer-filled composite container product |
| US17/444,403 US20210362901A1 (en) | 2017-02-23 | 2021-08-04 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| US17/444,406 US11866222B2 (en) | 2017-02-23 | 2021-08-04 | Composite preform and method for producing the same, composite container and method for producing the same, and composite container product loaded with beer |
| JP2021207531A JP2022033207A (en) | 2017-05-01 | 2021-12-21 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017091341A JP7003441B2 (en) | 2017-05-01 | 2017-05-01 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021207531A Division JP2022033207A (en) | 2017-05-01 | 2021-12-21 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018187826A JP2018187826A (en) | 2018-11-29 |
| JP7003441B2 true JP7003441B2 (en) | 2022-02-10 |
Family
ID=64479262
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017091341A Active JP7003441B2 (en) | 2017-02-23 | 2017-05-01 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| JP2021207531A Pending JP2022033207A (en) | 2017-05-01 | 2021-12-21 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021207531A Pending JP2022033207A (en) | 2017-05-01 | 2021-12-21 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7003441B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7003441B2 (en) * | 2017-05-01 | 2022-02-10 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
| KR102718728B1 (en) | 2024-07-05 | 2024-10-18 | 주식회사 쓰리디에스코즈텍 | Eco-friendly Manufacturing Method of Disposable Round Cosmetic Containers With Elasticity And Manufacturing System Thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015114583A (en) | 2013-12-13 | 2015-06-22 | 株式会社フジシールインターナショナル | Heat-shrinkable cylindrical label |
| JP2015182793A (en) | 2014-03-25 | 2015-10-22 | 株式会社フジシールインターナショナル | Method for manufacturing container with label |
| JP2016120692A (en) | 2014-12-25 | 2016-07-07 | 大日本印刷株式会社 | Production device of complex preform, complex preform and production method thereof, and composite container and production method thereof |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7003441B2 (en) * | 2017-05-01 | 2022-02-10 | 大日本印刷株式会社 | Composite preform and its manufacturing method, and composite container and its manufacturing method |
-
2017
- 2017-05-01 JP JP2017091341A patent/JP7003441B2/en active Active
-
2021
- 2021-12-21 JP JP2021207531A patent/JP2022033207A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015114583A (en) | 2013-12-13 | 2015-06-22 | 株式会社フジシールインターナショナル | Heat-shrinkable cylindrical label |
| JP2015182793A (en) | 2014-03-25 | 2015-10-22 | 株式会社フジシールインターナショナル | Method for manufacturing container with label |
| JP2016120692A (en) | 2014-12-25 | 2016-07-07 | 大日本印刷株式会社 | Production device of complex preform, complex preform and production method thereof, and composite container and production method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022033207A (en) | 2022-02-28 |
| JP2018187826A (en) | 2018-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102360734B1 (en) | Composite preform and manufacturing method thereof, composite container and manufacturing method thereof, and product filled with beer in composite container | |
| AU2021201602B2 (en) | Composite preform, composite container, composite preform, plastic member and method for producing composite container | |
| JP6913296B2 (en) | Composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP2022033207A (en) | Composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP7013678B2 (en) | Composite container and its manufacturing method | |
| JP6994168B2 (en) | Composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP6891534B2 (en) | Composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP7049606B2 (en) | Composite preform and its manufacturing method, and composite container and its manufacturing method | |
| JP2016055523A (en) | Manufacturing method of composite container for beer, composite preform, composite container for beer, inner label member and plastic member | |
| JP2018043483A (en) | Composite preform, composite container and method for producing composite preform | |
| JP2016120687A (en) | Composite container and manufacturing method thereof, plastic member, and composite preform | |
| JP6895107B2 (en) | Composite preforms and composite containers | |
| JP2018202699A (en) | Production method of composite preform and production method of composite container | |
| JP7001988B2 (en) | Composite container | |
| JP2018104051A (en) | Composite container | |
| JP6583706B2 (en) | Composite container and manufacturing method thereof, composite preform, and plastic member | |
| JP2019034752A (en) | Composite container, composite preform, and manufacturing method of composite container | |
| JP2018015992A (en) | Method for producing composite container | |
| JP2016124137A (en) | Composite container and production method of the same, preform, and composite preform |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7003441 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |