JP6427587B2 - シールされたパックから包装材料のチューブ内へ注ぎ込み可能な食品のパッケージを製造するための折り曲げユニット - Google Patents
シールされたパックから包装材料のチューブ内へ注ぎ込み可能な食品のパッケージを製造するための折り曲げユニット Download PDFInfo
- Publication number
- JP6427587B2 JP6427587B2 JP2016550272A JP2016550272A JP6427587B2 JP 6427587 B2 JP6427587 B2 JP 6427587B2 JP 2016550272 A JP2016550272 A JP 2016550272A JP 2016550272 A JP2016550272 A JP 2016550272A JP 6427587 B2 JP6427587 B2 JP 6427587B2
- Authority
- JP
- Japan
- Prior art keywords
- folding unit
- conveyor
- members
- pressing
- pack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000005022 packaging material Substances 0.000 title description 20
- 235000013305 food Nutrition 0.000 title description 11
- 238000003825 pressing Methods 0.000 claims description 52
- 238000005452 bending Methods 0.000 claims description 16
- 238000005096 rolling process Methods 0.000 claims description 12
- 239000011021 lapis lazuli Substances 0.000 claims 1
- 239000000463 material Substances 0.000 description 15
- 239000004033 plastic Substances 0.000 description 11
- 229920003023 plastic Polymers 0.000 description 11
- 238000007789 sealing Methods 0.000 description 11
- 238000004806 packaging method and process Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 7
- IKZZIQXKLWDPCD-UHFFFAOYSA-N but-1-en-2-ol Chemical compound CCC(O)=C IKZZIQXKLWDPCD-UHFFFAOYSA-N 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 239000011888 foil Substances 0.000 description 3
- 235000013336 milk Nutrition 0.000 description 3
- 239000008267 milk Substances 0.000 description 3
- 210000004080 milk Anatomy 0.000 description 3
- 230000001954 sterilising effect Effects 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 235000015203 fruit juice Nutrition 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 235000014101 wine Nutrition 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 235000021067 refined food Nutrition 0.000 description 1
- 235000015067 sauces Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/025—Making parallelepipedal containers from a single carton blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional containers from sheet material
- B65B43/10—Forming three-dimensional containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/02—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks
- B65B7/04—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks by tucking-in mouth portion to form two flaps and subsequently folding-down
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/20—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by folding-down preformed flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/18—Applying or generating heat or pressure or combinations thereof by endless bands or chains
Description
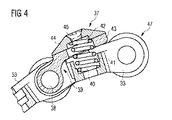
リンク部材33に回転可能に取り付けられている。
2 パッケージ
3 パック
19 フラップ
23 コンベア
25 リンク
26 搬送部
31 搬送装置
32 チェーンコンベア
33 リンク部材
37 押圧部材
40 弾性部材
47 転動部材
48 支持構造
49 アクティブブランチ
62 第1駆動手段/突起
63 第2駆動手段/窪み
Claims (14)
- 折り曲げられるべき少なくとも一つのフラップ(19)を有したシールされたパック(3)からパッケージ(2)を製造するための折り曲げユニットであって、前記少なくとも一つのフラップ(19)と相互作用するよう構成された少なくとも一つの押圧部材(37)を支持する搬送装置(31)と、前記少なくとも一つの押圧部材(37)が前記少なくとも一つのフラップ(19)と相互作用する際に前記搬送装置(31)が当接する支持構造(48)と、を備えた折り曲げユニットにおいて、前記搬送装置(31)が前記支持構造(48)上を転がる少なくとも一つの転動部材(47)を備えることを特徴とする折り曲げユニット。
- 請求項1記載の折り曲げユニットにおいて、前記少なくとも一つの押圧部材(37)が前記搬送装置(31)に対して可動とされている、折り曲げユニット。
- 請求項2記載の折り曲げユニットにおいて、前記搬送装置(31)が、前記少なくとも一つの押圧部材(37)と前記搬送装置(31)との間に少なくとも一つの弾性部材(40)を備えている、折り曲げユニット。
- 請求項1ないし3の何れか一項記載の折り曲げユニットにおいて、前記搬送装置(31)が、複数の押圧部材(37)と、複数のリンク部材(33)を備えたチェーンコンベア(32)とを備え、前記リンク部材(33)の少なくともいくつかが、前記複数の押圧装置(37)の各押圧部材(37)を支持してなる、折り曲げユニット。
- 請求項4記載の折り曲げユニットにおいて、いくつかの前記押圧部材(37)はいくつかの前記リンク部材(33)の半分部分であり、前記押圧部材(37)は、前記チェーンコンベア(32)に沿って配設されて複数の前記リンク部材(33)の個々の第2リンク部材(33)に関連付けられる、折り曲げユニット。
- 請求項4又は5記載の折り曲げユニットにおいて、前記複数の押圧部材(37)の各押圧部材(37)は、前記複数のリンク部材(33)のうち対応するリンク部材(33)にヒンジ結合されている、折り曲げユニット。
- 請求項4ないし請求項6の何れか一項記載の折り曲げユニットにおいて、前記搬送装置(31)が複数の弾性部材(40)を備え、前記複数の弾性部材の各弾性部材(40)は、前記複数の押圧部材(37)の対応の押圧部材(37)と、複数の前記リンク部材(33)の対応のリンク部材(33)との間に介装されてなる、折り曲げユニット。
- 請求項1ないし7の何れか一項記載の折り曲げユニットにおいて、前記パック(3)を経路(B)に沿って進めるためのコンベア(23)を備え、前記コンベアは前記パック(3)を搬送するための搬送部(26)を備えるとともに、前記搬送装置(31)はアクティブブランチ(49)を有し、前記アクティブブランチ(49)に沿って前記少なくとも一つの押圧部材(37)が前記パック(3)と相互作用し、前記アクティブブランチ(49)は、前記パック(3)が前記コンベア(23)によって搬送されている間に前記少なくとも一つの押圧部材(37)が前記少なくとも一つのフラップ(19)を押すように、前記搬送部(26)の方に向いている、折り曲げユニット。
- 請求項8記載の折り曲げユニットにおいて、前記支持構造(48)が前記コンベア(23)の方を向いた固定支持プレート(53)を備え、前記少なくとも一つ押圧部材(37)が前記少なくとも一つのフラップ(19)と相互作用している間、前記少なくとも一つの転動部材(47)が前記固定支持プレート(53)上を転がり、前記固定支持プレート(53)が、前記少なくとも一つの押圧部材(37)が前記少なくとも一つのフラップ(19)と相互作用している間、前記搬送装置(31)が前記コンベア(23)から離脱することを防止する、折り曲げユニット。
- 請求項4ないし7の何れか一項を引用する請求項8又は請求項9記載の折り曲げユニットにおいて、前記コンベア(23)が複数のリンク(25)を備え、前記コンベア(23)におけるこれらリンク(25)のピッチは、前記チェーンコンベア(32)におけるリンク部材(33)のピッチと同じである、折り曲げユニット。
- 請求項4ないし7の何れか一項を引用する請求項8、又は請求項9、又は請求項10に記載の折り曲げユニットにおいて、使用中に前記コンベア(23)が前記搬送装置(31)を駆動するように、前記搬送装置(31)が前記コンベア(23)の第2駆動手段(63)と相互作用するよう構成された第1駆動手段(62)を備える、折り曲げユニット。
- 請求項11記載の折り曲げユニットにおいて、前記第1駆動手段が複数の突起(62)を備え、リンク部材(33)の少なくともいくつかがそれら突起(62)の各突起(62)を支持してなる、折り曲げユニット。
- 請求項12記載の折り曲げユニットにおいて、いくつかの前記突起(62)はいくつかの前記リンク部材(33)の半分部分であり、前記突起(62)は、これら突起(62)及び前記押圧部材(37)が前記チェーンコンベア(32)に交互に配置されるように、複数の前記リンク部材(33)の個々の第2リンク部材(33)に関連付けられている、折り曲げユニット。
- 請求項12又は13記載の折り曲げユニットにおいて、前記第2駆動手段は前記コンベア(23)の複数の窪み(63)を有しており、これら窪み(63)が前記突起(62)を受けるように構成されてなる、折り曲げユニット。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14161399.2 | 2014-03-25 | ||
| EP14161399.2A EP2923959B1 (en) | 2014-03-25 | 2014-03-25 | Folding unit for producing packages of food products pourable into a tube of packaging material from sealed packs |
| PCT/EP2015/053470 WO2015144363A1 (en) | 2014-03-25 | 2015-02-19 | Folding unit for producing packages of food products pourable into a tube of packaging material from sealed packs |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017508678A JP2017508678A (ja) | 2017-03-30 |
| JP2017508678A5 JP2017508678A5 (ja) | 2018-03-29 |
| JP6427587B2 true JP6427587B2 (ja) | 2018-11-21 |
Family
ID=50345907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016550272A Active JP6427587B2 (ja) | 2014-03-25 | 2015-02-19 | シールされたパックから包装材料のチューブ内へ注ぎ込み可能な食品のパッケージを製造するための折り曲げユニット |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10392137B2 (ja) |
| EP (1) | EP2923959B1 (ja) |
| JP (1) | JP6427587B2 (ja) |
| CN (1) | CN106414250B (ja) |
| DK (1) | DK2923959T3 (ja) |
| ES (1) | ES2611176T3 (ja) |
| PL (1) | PL2923959T3 (ja) |
| WO (1) | WO2015144363A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3202674B1 (en) | 2016-02-02 | 2018-11-07 | Tetra Laval Holdings & Finance S.A. | A jam detecting device, a method for detecting defective packages in a filling machine, a folding unit for producing packages of pourable food products in a filling machine, and a filling machine |
| IT201600110503A1 (it) * | 2016-11-03 | 2018-05-03 | Gd Spa | Macchina formatrice e riempitrice di un contenitore per prodotti versabili. |
| EP3456642B1 (en) * | 2017-09-15 | 2023-11-01 | Tetra Laval Holdings & Finance S.A. | A tensioning device for a chain driven jaw system |
| CN111497329B (zh) * | 2020-04-03 | 2022-04-15 | 上海普丽盛包装股份有限公司 | 一种密封容器的预压成形装置 |
| CN112794154B (zh) * | 2021-01-18 | 2022-11-11 | 邵东市亿美康无纺布制品有限公司 | 一种无纺布的传输折叠机构及传输折叠方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2868356A (en) * | 1954-11-02 | 1959-01-13 | Link Belt Co | Caterpillar type drive for conveyor chain |
| US3146566A (en) * | 1962-02-07 | 1964-09-01 | Bemis Bro Bag Co | Flap closer |
| DE2337939B2 (de) * | 1973-07-26 | 1979-05-17 | Altstaedter Verpackungs Vertriebs Gmbh, 6102 Pfungstadt | Verfahren zum Umformen eines kontinuierlich bewegten Schlauches und Vorrichtung zur Durchfuhrung des Verfahrens |
| US4034537A (en) * | 1973-07-26 | 1977-07-12 | Altstadter Verpackungs-Vertriebs Gmbh | Method and apparatus for the continuous manufacture of packages for liquids |
| US4614079A (en) * | 1984-03-30 | 1986-09-30 | Toppan Printing Co., Ltd. | Automatic packaging system |
| IT1233620B (it) * | 1989-06-06 | 1992-04-07 | Italpack Srl | Macchina di riempimento e confezionamento |
| EP0887261B1 (en) | 1997-06-27 | 2005-09-07 | Tetra Laval Holdings & Finance SA | High-speed folding unit for pourable food product packaging machines |
| SE521628C2 (sv) * | 1998-01-14 | 2003-11-18 | Tetra Laval Holdings & Finance | Kassett för förpackningsbehållare |
| SE526217C2 (sv) * | 2003-12-16 | 2005-08-02 | Tetra Laval Holdings & Finance | Anordning för påskjutning av förpacknigsbehållare |
| JP2006008227A (ja) * | 2004-06-29 | 2006-01-12 | Nihon Tetra Pak Kk | 容器成形装置 |
| ES2300969T3 (es) | 2005-05-19 | 2008-06-16 | TETRA LAVAL HOLDINGS & FINANCE SA | Unidad de plegado para maquinas de envasado de productos alimenticios vertibles. |
| ATE437804T1 (de) * | 2005-11-09 | 2009-08-15 | Tetra Laval Holdings & Finance | Verpackungsmaschine zum kontinuierlichen herstellen von versiegelten verpackungen fliessfähiger nahrungsmittel aus schlauchförmigem verpackungsmaterial |
| ATE412579T1 (de) * | 2006-02-28 | 2008-11-15 | Tetra Laval Holdings & Finance | Biegevorrichtung zur formung von versiegelte verpackungen mit fliessfähigen nahrungsmittel |
| CN102548875B (zh) * | 2009-09-30 | 2014-12-31 | 莱特拉姆有限责任公司 | 具有模块化中间驱动带的带式输送机 |
| BR112012012376A2 (pt) * | 2009-11-24 | 2018-06-26 | Tetra Laval Holdings & Finance | dispositivo, aparelho, e, método para dobrar um recipiente |
| EP2586715B1 (en) * | 2011-10-31 | 2014-06-25 | Tetra Laval Holdings & Finance S.A. | Feeding unit for feeding sealed packs of pourable food products and packaging machine comprising such a feeding unit |
| WO2013083042A1 (zh) * | 2011-12-05 | 2013-06-13 | 台州市珠叶机械科技有限公司 | 站链节、链式输送机、灌装机以及折叠包装件折片方法 |
| ES2503616T3 (es) * | 2012-02-24 | 2014-10-07 | Tetra Laval Holdings & Finance S.A. | Unidad de plegado para máquinas de envasado de productos alimenticios que se pueden verter |
-
2014
- 2014-03-25 ES ES14161399.2T patent/ES2611176T3/es active Active
- 2014-03-25 DK DK14161399.2T patent/DK2923959T3/en active
- 2014-03-25 PL PL14161399T patent/PL2923959T3/pl unknown
- 2014-03-25 EP EP14161399.2A patent/EP2923959B1/en active Active
-
2015
- 2015-02-19 WO PCT/EP2015/053470 patent/WO2015144363A1/en active Application Filing
- 2015-02-19 CN CN201580005176.9A patent/CN106414250B/zh active Active
- 2015-02-19 JP JP2016550272A patent/JP6427587B2/ja active Active
- 2015-02-19 US US15/128,555 patent/US10392137B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017508678A (ja) | 2017-03-30 |
| US10392137B2 (en) | 2019-08-27 |
| CN106414250B (zh) | 2018-07-20 |
| ES2611176T3 (es) | 2017-05-05 |
| WO2015144363A1 (en) | 2015-10-01 |
| EP2923959B1 (en) | 2016-11-16 |
| DK2923959T3 (en) | 2017-02-06 |
| EP2923959A1 (en) | 2015-09-30 |
| PL2923959T3 (pl) | 2017-03-31 |
| CN106414250A (zh) | 2017-02-15 |
| US20180170587A1 (en) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6194317B2 (ja) | 物品処理ユニット用の、特に注入可能食品のパッケージを製造するための折曲げユニット用のコンベヤ | |
| JP6427587B2 (ja) | シールされたパックから包装材料のチューブ内へ注ぎ込み可能な食品のパッケージを製造するための折り曲げユニット | |
| US10071534B2 (en) | Folding unit and method for producing pourable food product packages | |
| ES2484698T3 (es) | Unidad de plegado para producir envases plegados de productos alimenticios vertibles a partir de envases sellados correspondientes | |
| JP6143017B2 (ja) | 注入可能食品包装装置のための折り畳みユニット | |
| RU2161582C2 (ru) | Высокоскоростное фальцовочное устройство для упаковочных машин для разливаемых пищевых продуктов | |
| JP6054977B2 (ja) | 注入可能食品包装マシン用の折曲げユニット | |
| MX2007014141A (es) | Unidad de doblado para maquinas de empaquetamiento de productos alimenticios vertibles. | |
| JP6356811B2 (ja) | 注入可能な食品のシールされたパックを搬送するための搬送ユニット | |
| JP2006027734A (ja) | 注入可能な食品の包装機械用折畳みユニット | |
| JP2019508339A (ja) | 密封パックからパッケージを製造するための折り畳みユニットおよび密封パックからパッケージを製造するための方法 | |
| JP6685931B2 (ja) | 流動食品の密封パックを供給するための供給ユニット | |
| JP2017530063A (ja) | 流動可能な食品の密封されたパックを供給するための供給ユニット | |
| JP2014534936A (ja) | 注入可能食品の封止済みパッケージを移送するための移送デバイスおよび転倒した封止済みパッケージを移送デバイスから除去する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180216 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20180216 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20180402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180803 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6427587 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |