JP6412817B2 - Welding method of galvanized steel sheet - Google Patents
Welding method of galvanized steel sheet Download PDFInfo
- Publication number
- JP6412817B2 JP6412817B2 JP2015060967A JP2015060967A JP6412817B2 JP 6412817 B2 JP6412817 B2 JP 6412817B2 JP 2015060967 A JP2015060967 A JP 2015060967A JP 2015060967 A JP2015060967 A JP 2015060967A JP 6412817 B2 JP6412817 B2 JP 6412817B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- galvanized steel
- steel sheet
- welding wire
- carbon dioxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Arc Welding In General (AREA)
Description
本発明は、亜鉛めっき鋼板の溶接方法に関するものである。 The present invention relates to a method for welding galvanized steel sheets.
耐食性、耐候性に優れる亜鉛めっき鋼板は、自動車、建築等の分野においてその利用が進められている鋼材である。鋼材の接合には、たとえばアーク溶接が用いられる。しかし、亜鉛めっき鋼板に対してアーク溶接を行うと、鋼の融点に比べて沸点の低い亜鉛が亜鉛蒸気となる。そして、亜鉛蒸気に起因して、良好な溶接状態の実現が難しくなる場合がある。具体的には、亜鉛蒸気に起因して、ビードにブローホール等が形成される場合がある。また、亜鉛蒸気によりアークの形成状態が不安定となり、スパッタの発生が多くなる場合がある。さらに、亜鉛めっき鋼板の溶接においては、ビード上に残存するスラグやビード止端部に残存するスラグ(縁スラグ)の発生が多くなる場合もある。その結果、溶接後に実施される塗装工程において形成される防錆剤膜等の良好な形成が阻害されたり、経年変化により防錆剤膜等が剥がれたりする場合がある。これに対し、アーク溶接による良好な溶接状態の実現を目的とした技術が提案されている(たとえば、特許文献1および2参照)。 A galvanized steel sheet having excellent corrosion resistance and weather resistance is a steel material that is being used in the fields of automobiles, buildings, and the like. For joining steel materials, for example, arc welding is used. However, when arc welding is performed on a galvanized steel sheet, zinc having a lower boiling point than the melting point of steel becomes zinc vapor. And it may become difficult to realize a good welding state due to zinc vapor. Specifically, a blow hole or the like may be formed in the bead due to zinc vapor. In addition, the formation state of the arc may be unstable due to zinc vapor, and the generation of spatter may increase. Furthermore, in the welding of galvanized steel sheets, there are cases where slag remaining on the beads and slag (edge slag) remaining on the bead toes are increased. As a result, good formation of a rust preventive film or the like formed in a coating process performed after welding may be hindered, or the rust preventive film or the like may be peeled off due to secular change. On the other hand, a technique for realizing a good welding state by arc welding has been proposed (see, for example, Patent Documents 1 and 2).
亜鉛めっき鋼板の溶接においては、溶接状態のほか、亜鉛蒸気に起因する亜鉛ヒュームの発生も問題となる。亜鉛めっき鋼板の溶接作業において、亜鉛ヒュームは、回収装置(ヒュームコレクタ)により回収される。これにより、適切な作業環境を確保することができる。しかし、亜鉛ヒュームの発生量が多く、ヒュームコレクタのフィルタの交換頻度が高くなると、フィルタの消費量が多くなるだけでなく、溶接作業の停止による作業効率の低下が生じる。そのため、亜鉛ヒューム量の低減は、亜鉛めっき鋼板の利用において重要な課題となっている。本発明の目的は、亜鉛ヒューム量を低減することが可能な亜鉛めっき鋼板の溶接方法を提供することである。 In welding galvanized steel sheets, in addition to the welded state, generation of zinc fume caused by zinc vapor is also a problem. In the welding operation of the galvanized steel sheet, zinc fume is recovered by a recovery device (fume collector). Thereby, an appropriate working environment can be ensured. However, when the amount of zinc fume generated is large and the filter replacement frequency of the fume collector increases, not only the consumption of the filter increases, but also the work efficiency decreases due to the stop of the welding work. Therefore, reduction of the amount of zinc fume has become an important issue in the use of galvanized steel sheets. The objective of this invention is providing the welding method of the galvanized steel plate which can reduce the amount of zinc fume.
本発明に従った亜鉛めっき鋼板の溶接方法は、亜鉛めっき鋼板を準備する工程と、シールドガスによりシールドしつつ亜鉛めっき鋼板と溶接ワイヤとの間にアークを形成して亜鉛めっき鋼板および溶接ワイヤを加熱して溶融させ、溶融池を形成する工程と、溶融池を凝固させる工程と、を備える。溶接ワイヤは、銅めっきされており、0.9mm以下の直径を有する。シールドガスは、二酸化炭素およびアルゴンを含み、残部が不可避的不純物からなる混合ガスである。シールドガスに含まれる二酸化炭素は1体積%以上4体積%以下である。 The method of welding a galvanized steel sheet according to the present invention includes a step of preparing a galvanized steel sheet, and forming an arc between the galvanized steel sheet and the welding wire while shielding with a shielding gas, A step of heating and melting to form a molten pool; and a step of solidifying the molten pool. The welding wire is copper-plated and has a diameter of 0.9 mm or less. The shield gas is a mixed gas containing carbon dioxide and argon, with the balance being inevitable impurities. Carbon dioxide contained in the shield gas is 1% by volume or more and 4% by volume or less.
本発明者らは、亜鉛めっき鋼板の溶接作業における亜鉛ヒューム量に影響を及ぼす要因について検討を行った。その結果、シールドガスに含まれる二酸化炭素の割合および溶接ワイヤの構造が亜鉛ヒューム量に大きな影響を与えていることを見出した。具体的には、一般的なGMA(Gas Metal Arc)溶接においては、シールドガスとして20体積%程度の二酸化炭素を含む二酸化炭素とアルゴンとの混合ガスが使用される。しかし、亜鉛めっき鋼板の溶接においては、このようなシールドガスの組成では、亜鉛ヒュームの発生量が多くなり、ヒュームコレクタのフィルタの交換頻度が高くなる。これに対し、二酸化炭素の割合を4体積%以下にまで大幅に低減することで、亜鉛ヒュームの発生量を低減することが可能となる。一方、二酸化炭素の割合を1体積%未満にまで低減すると、アークが安定せず、溶接が困難となる。そのため、亜鉛ヒューム量が低減された溶接を達成するためには、シールドガスに含まれる二酸化炭素の割合は、1体積%以上4体積%以下とする必要がある。 The inventors of the present invention have examined factors that affect the amount of zinc fume in welding work of galvanized steel sheets. As a result, it has been found that the ratio of carbon dioxide contained in the shielding gas and the structure of the welding wire have a great influence on the amount of zinc fume. Specifically, in general GMA (Gas Metal Arc) welding, a mixed gas of carbon dioxide and argon containing about 20% by volume of carbon dioxide is used as a shielding gas. However, in the welding of galvanized steel sheets, with such a shield gas composition, the amount of zinc fume generated increases, and the frequency of replacement of the filter of the fume collector increases. On the other hand, the amount of zinc fume generated can be reduced by significantly reducing the proportion of carbon dioxide to 4% by volume or less. On the other hand, when the proportion of carbon dioxide is reduced to less than 1% by volume, the arc is not stable and welding becomes difficult. Therefore, in order to achieve welding in which the amount of zinc fume is reduced, the proportion of carbon dioxide contained in the shielding gas needs to be 1% by volume or more and 4% by volume or less.
また、亜鉛めっき鋼板の溶接における亜鉛ヒューム量は、溶接ワイヤの構造にも極めて敏感である。具体的には、溶接ワイヤの直径が0.9mmを超える場合、上述のようにシールドガスの組成を調整した場合でも、亜鉛ヒューム量を十分に低減することは難しくなる。そのため、溶接ワイヤの直径は0.9mm以下とする必要がある。 Moreover, the amount of zinc fume in welding galvanized steel sheets is extremely sensitive to the structure of the welding wire. Specifically, when the diameter of the welding wire exceeds 0.9 mm, it is difficult to sufficiently reduce the amount of zinc fume even when the composition of the shielding gas is adjusted as described above. Therefore, the diameter of the welding wire needs to be 0.9 mm or less.
さらに、溶接ワイヤは銅めっきされていることが重要である。すなわち、溶接ワイヤの外周面には、銅めっき層が形成されていることが重要である。これは、以下のような理由によるものと考えることができる。溶接ワイヤが銅めっきされていない場合、アークが溶接ワイヤ先端部の長手方向の広い範囲から発生する傾向にある。その結果、溶接ワイヤの直径を0.9mm以下にまで小さくした場合であっても、アークの広がりが大きくなり、アークの熱を受ける亜鉛めっきの範囲が広くなって亜鉛ヒューム量が多くなる。溶接ワイヤが銅めっきされている場合、アークが溶接ワイヤの先端部の狭い範囲から発生するため、亜鉛ヒューム量が少なくなる。そして、上述のようにシールドガスの組成を適切に調整し、かつ溶接ワイヤの構造を適切に選択することにより、亜鉛ヒューム量を低減することができる。 Furthermore, it is important that the welding wire is copper plated. That is, it is important that a copper plating layer is formed on the outer peripheral surface of the welding wire. This can be considered due to the following reasons. When the welding wire is not plated with copper, the arc tends to be generated from a wide range in the longitudinal direction of the tip of the welding wire. As a result, even when the diameter of the welding wire is reduced to 0.9 mm or less, the spread of the arc is increased, the range of galvanization that receives the heat of the arc is increased, and the amount of zinc fume is increased. When the welding wire is copper-plated, the amount of zinc fume is reduced because the arc is generated from a narrow range at the tip of the welding wire. Then, the amount of zinc fume can be reduced by appropriately adjusting the composition of the shield gas as described above and appropriately selecting the structure of the welding wire.
具体的には、0.9mm以下の直径を有し、銅めっきされた溶接ワイヤを採用し、かつシールドガスにおける二酸化炭素の割合を1体積%以上4体積%以下とすることで、亜鉛ヒューム量を有効に低減することができる。 Specifically, the amount of zinc fume is obtained by adopting a copper-plated welding wire having a diameter of 0.9 mm or less and a ratio of carbon dioxide in the shield gas of 1% by volume to 4% by volume. Can be effectively reduced.
本発明の亜鉛めっき鋼板の溶接方法においては、溶接ワイヤは銅めっきされており、その直径は0.9mm以下である。さらに、シールドガスに含まれる二酸化炭素は1体積%以上4体積%以下である。そのため、本発明の亜鉛めっき鋼板の溶接方法によれば、亜鉛ヒューム量を低減することができる。なお、溶接ワイヤの直径が小さくなると、溶接ワイヤの電流密度が大きくなり、ワイヤの溶融速度が高くなることから、溶接の制御が難しくなる。そのため、溶接ワイヤの直径は0.8mm以上とすることが好ましい。 In the welding method of the galvanized steel sheet of the present invention, the welding wire is copper-plated, and the diameter thereof is 0.9 mm or less. Furthermore, carbon dioxide contained in the shielding gas is 1% by volume or more and 4% by volume or less. Therefore, according to the welding method of the galvanized steel sheet of the present invention, the amount of zinc fume can be reduced. In addition, when the diameter of a welding wire becomes small, since the current density of a welding wire will become large and the melting rate of a wire will become high, control of welding will become difficult. Therefore, the diameter of the welding wire is preferably 0.8 mm or more.
上記亜鉛めっき鋼板の溶接方法において、溶融池を形成する工程では、亜鉛めっき鋼板と溶接ワイヤとの間の電流が、ベース値である状態と、ベース値よりも高いピーク値である状態とを繰り返してもよい。このような亜鉛めっき鋼板と溶接ワイヤとの間の電流の制御を実施することにより、亜鉛ヒューム量を低減することが容易となる。 In the welding method of the galvanized steel sheet, in the step of forming the molten pool, the current between the galvanized steel sheet and the welding wire is repeatedly a base value and a peak value higher than the base value. May be. By controlling the current between such a galvanized steel sheet and the welding wire, it becomes easy to reduce the amount of zinc fume.
上記亜鉛めっき鋼板の溶接方法において、シールドガスに含まれる二酸化炭素は3体積%以下であってもよい。このようにすることにより、亜鉛ヒューム量をより確実に低減することができる。 In the welding method for the galvanized steel sheet, carbon dioxide contained in the shielding gas may be 3% by volume or less. By doing in this way, the amount of zinc fume can be reduced more reliably.
以上の説明から明らかなように、本発明の亜鉛めっき鋼板の溶接方法によれば、亜鉛ヒューム量を低減することが可能な亜鉛めっき鋼板の溶接方法を提供することができる。 As apparent from the above description, according to the method for welding galvanized steel sheets of the present invention, a method for welding galvanized steel sheets capable of reducing the amount of zinc fume can be provided.
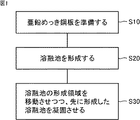
以下、図面に基づいて本発明の実施の形態を説明する。図1を参照して、本実施の形態の亜鉛めっき鋼板の溶接方法では、まず被溶接物である亜鉛めっき鋼板が準備される(S10)。この工程(S10)では、図2を参照して、たとえば一対の亜鉛めっき鋼板(亜鉛めっき鋼板21,22)が準備される。亜鉛めっき鋼板21と亜鉛めっき鋼板22とは、亜鉛めっき鋼板21の一方の主面21Aの一部と亜鉛めっき鋼板22の一方の主面22Aの一部とが互いに接触する(密着する)ように配置される。
Hereinafter, embodiments of the present invention will be described with reference to the drawings. With reference to FIG. 1, in the welding method of the galvanized steel sheet according to the present embodiment, first, a galvanized steel sheet as a workpiece is prepared (S10). In this step (S10), referring to FIG. 2, for example, a pair of galvanized steel sheets (galvanized
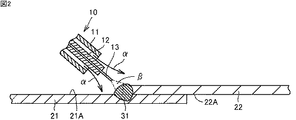
次に、溶接トーチを用いて溶融池が形成される(S20)。図2を参照して、溶接トーチ10は、中空円筒形状を有する溶接ノズル11と、その一部が溶接ノズル11に取り囲まれるように配置され、電源(図示しない)に接続されたコンタクトチップ12とを含む。コンタクトチップ12の一部は、溶接ノズル11に取り囲まれる空間の外部に、溶接ノズル11の先端側に向けて突出している。コンタクトチップ12に接触しつつ、溶接ワイヤ13が溶接ノズル11の先端側へと連続的に供給される。溶接ワイヤ13としては、スラグの発生を低減する観点から、低Mn(マンガン;たとえば1.4質量%以下)、低Si(珪素;たとえば0.7質量%以下)の軟鋼ワイヤを採用することができる。具体的には、JIS(Japanese Industrial Standards)Z3312のYGW16、G43A0C16など、たとえば大同特殊鋼株式会社製DD50A、株式会社神戸製鋼製MG−SOFTなどを採用することができる。
Next, a weld pool is formed using a welding torch (S20). Referring to FIG. 2, a
溶接ノズル11とコンタクトチップ12との隙間は、シールドガスの流路となっている。当該流路を流れるシールドガスは、溶接ノズル11の先端から吐出される。このような構造を有する溶接トーチ10を用いて、工程(S20)を実施することができる。
The gap between the welding
亜鉛めっき鋼板21,22を一方の電極とし、溶接ワイヤ13を他方の電極として亜鉛めっき鋼板21,22と溶接ワイヤ13との間に電圧を印加すると、溶接ワイヤ13と亜鉛めっき鋼板21,22との間にアークβが形成される。アークβは、溶接ノズル11の先端から矢印αに沿って吐出されるシールドガスによって、周囲の空気からシールドされる。アークβの熱により、亜鉛めっき鋼板21,22の一部および溶接ワイヤ13の先端が溶融する。溶接ワイヤ13の先端が溶融して形成された液滴は、亜鉛めっき鋼板21,22の溶融した領域へと移行する。これにより、溶融した亜鉛めっき鋼板21,22と溶接ワイヤ13とが混ざり合った液体領域である溶融池31が形成される。
When a voltage is applied between the galvanized
次に、溶融池の形成領域を移動させつつ、先に形成した溶融池を凝固させる工程(S30)が実施される。この工程(S30)では、形成されるべきビードの延在方向に沿って、溶接トーチ10を亜鉛めっき鋼板21,22に対して相対的に移動させる。その結果、溶融池31が形成される領域が順次移動し、先に形成された溶融池31は凝固して、ビードとなる。そして、接合されるべき領域に沿ってビードを形成することで溶接が完了する。
Next, the process (S30) of solidifying the previously formed molten pool while moving the formation area of the molten pool is performed. In this step (S30), the
ここで、本実施の形態の亜鉛めっき鋼板の溶接方法において、溶接ワイヤ13は、銅めっきされており、0.9mm以下の直径を有する。また、本実施の形態において、上記シールドガスは、二酸化炭素(CO2)およびアルゴン(Ar)を含み、残部が不可避的不純物からなる混合ガスである。そして、シールドガスに含まれるCO2は1体積%以上4体積%以下である。上述のような構造の溶接ワイヤ13を採用し、かつシールドガスの組成をこのような範囲とすることにより、亜鉛ヒュームの発生を抑制することができる。このように、本実施の形態の亜鉛めっき鋼板の溶接方法によれば、亜鉛ヒューム量を低減することができる。その結果、ヒュームコレクタのフィルタの交換頻度を低減することが可能となり、フィルタの消費量の低減および溶接作業の効率化を達成することができる。
Here, in the welding method of the galvanized steel sheet according to the present embodiment, the
なお、溶接ワイヤ13の直径が小さくなると、溶接ワイヤ13の電流密度が大きくなり、ワイヤの溶融速度が高くなることから、溶接の制御が難しくなるため、溶接ワイヤ13の直径は0.8mm以上とすることが好ましい。また、工程(S20)においては、亜鉛めっき鋼板21,22と溶接ワイヤ13との間の電流が、ベース値である状態と、ベース値よりも高いピーク値である状態とを繰り返すことが好ましい。すなわち、本実施の形態において、パルス溶接が採用されることが好ましい。これにより、亜鉛ヒューム量を低減することが容易となる。
When the diameter of the
さらに、本実施の形態の亜鉛めっき鋼板の溶接方法において、シールドガスに含まれる二酸化炭素は3体積%以下であることが好ましい。これにより、亜鉛ヒューム量をより確実に低減することができる。 Furthermore, in the method for welding galvanized steel sheets of the present embodiment, the carbon dioxide contained in the shield gas is preferably 3% by volume or less. Thereby, the amount of zinc fume can be reduced more reliably.
亜鉛めっき鋼板の溶接を実際に行い、シールドガスに含まれる二酸化炭素の割合および溶接ワイヤの構造(ワイヤの直径および銅めっきの有無)が亜鉛ヒューム量に及ぼす影響を確認する実験を行った。実験の手順は以下の通りである。 We conducted actual welding of galvanized steel sheets and conducted experiments to confirm the effects of the proportion of carbon dioxide contained in the shielding gas and the structure of the welding wire (wire diameter and copper plating) on the amount of zinc fume. The experimental procedure is as follows.
亜鉛めっき鋼板の溶接は、上記実施の形態において説明した方法に従って実施した。亜鉛めっき鋼板21,22として、厚み2.3mmの鋼板を準備した。そして、亜鉛めっき鋼板21と亜鉛めっき鋼板22とを、亜鉛めっき鋼板21の一方の主面21Aの一部と亜鉛めっき鋼板22の一方の主面22Aの一部とが互いに密着するように配置し、一定の長さのビードを形成するように溶接を実施した。このとき、シールドガスとしては、二酸化炭素およびアルゴンを含み、残部が不可避的不純物からなる混合ガスを採用した。二酸化炭素の割合は、1〜20体積%の範囲で変化させた。溶接ワイヤ13としては、直径0.9mmで外周面が銅めっきされた構造を有する大同特殊鋼株式会社製DD50A(ワイヤA)、直径1.0mmで外周面が銅めっきされた構造を有する株式会社神戸製鋼製MG−SOFT(ワイヤB)、および直径0.9mmで外周面が銅めっきされていない構造を有する株式会社神戸製鋼製SE−A50(ワイヤC)の3種のワイヤを採用した。そして、各ワイヤについて、シールドガス中の二酸化炭素の割合を変化させた場合に発生する亜鉛ヒューム量を測定した。実験結果を図3に示す。
Welding of the galvanized steel sheet was performed according to the method described in the above embodiment. As the galvanized
図3において、横軸は、シールドガス中の二酸化炭素の割合を示す。また、縦軸は、一定の長さのビードを形成した場合に生成した亜鉛ヒューム量を示す。本実験条件において採用されたビードの長さであれば、亜鉛ヒューム量が40mg以下となれば、亜鉛ヒューム量が十分に低減されたものと判断することができる。 In FIG. 3, the horizontal axis indicates the ratio of carbon dioxide in the shield gas. The vertical axis indicates the amount of zinc fume generated when beads having a certain length are formed. In the case of the bead length employed in this experimental condition, it can be determined that the amount of zinc fume is sufficiently reduced if the amount of zinc fume is 40 mg or less.
図3を参照して、外周面が銅めっきされているものの直径が0.9mmを超える1.0mmであるワイヤB、および直径が0.9mmであるものの外周面が銅めっきされていないワイヤCを溶接ワイヤとして採用した場合、二酸化炭素の割合を変化させた場合でも亜鉛ヒューム量が40mg以下にまで抑制される領域は確認されなかった。これに対し、直径が0.9mmであり、かつ外周面が銅めっきされたワイヤAを採用した場合、二酸化炭素の割合を4体積%以下とすることにより、亜鉛ヒューム量が急激に減少し、40mgを下回る亜鉛ヒューム量が達成されている。さらに、シールドガスに含まれる二酸化炭素の割合を3体積%以下とすることにより、亜鉛ヒューム量が一層低減されている。 Referring to FIG. 3, wire B whose outer peripheral surface is copper-plated and having a diameter of 1.0 mm exceeding 0.9 mm and wire C whose diameter is 0.9 mm and whose outer peripheral surface is not copper-plated are shown. Was used as a welding wire, the region where the amount of zinc fume was suppressed to 40 mg or less was not confirmed even when the proportion of carbon dioxide was changed. On the other hand, when the wire A having a diameter of 0.9 mm and having an outer peripheral surface plated with copper is used, the amount of zinc fume is drastically reduced by setting the ratio of carbon dioxide to 4% by volume or less. Zinc fume amounts below 40 mg have been achieved. Furthermore, the amount of zinc fume is further reduced by setting the ratio of carbon dioxide contained in the shielding gas to 3% by volume or less.
また、本発明者らの検討によれば、外周面が銅めっきされ、かつ直径が0.8mmの溶接ワイヤ13を採用した場合、上記ワイヤAと同様の結果が得られる。つまり、溶接ワイヤ13の外周面が銅めっきされ、かつ直径が0.9mm以下である場合、シールドガスに含まれる二酸化炭素の割合を1体積%以上4体積%以下、好ましくは1体積%以上3体積%以下とすることで亜鉛ヒューム量を有効に低減することができる。しかし、溶接ワイヤ13の直径が0.8mm未満となると、溶接ワイヤ13の抵抗が大きくなり、溶接の制御そのものが難しくなる。そのため、溶接ワイヤ13の直径は0.8mm以上とすることが好ましい。また、シールドガスに含まれる二酸化炭素の割合を1体積%未満とすると、アークが安定せず、溶接が困難となる。そのため、亜鉛ヒューム量が低減された溶接を達成するためには、シールドガスに含まれる二酸化炭素の割合は1体積%以上4体積%以下とする必要がある。
Further, according to the study by the present inventors, when the
以上の実験結果より、本発明の亜鉛めっき鋼板の溶接方法によれば、亜鉛ヒューム量を低減することが可能な亜鉛めっき鋼板の溶接方法を提供できることが確認される。 From the above experimental results, it is confirmed that according to the method for welding galvanized steel sheets of the present invention, a method for welding galvanized steel sheets capable of reducing the amount of zinc fume can be provided.
今回開示された実施の形態および実施例はすべての点で例示であって、どのような面からも制限的なものではないと理解されるべきである。本発明の範囲は上記した説明ではなく、特許請求の範囲によって規定され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。 It should be understood that the embodiments and examples disclosed herein are illustrative in all respects and are not restrictive in any respect. The scope of the present invention is defined by the scope of the claims, rather than the description above, and is intended to include any modifications within the scope and meaning equivalent to the scope of the claims.
本発明の亜鉛めっき鋼板の溶接方法は、亜鉛ヒューム量の低減が求められる亜鉛めっき鋼板の溶接に、特に有利に適用され得る。 The welding method of the galvanized steel sheet of the present invention can be particularly advantageously applied to welding of a galvanized steel sheet that requires a reduction in the amount of zinc fume.
10 溶接トーチ、11 溶接ノズル、12 コンタクトチップ、13 溶接ワイヤ、21,22 亜鉛めっき鋼板、21A,22A 主面、31 溶融池。
DESCRIPTION OF
Claims (3)
シールドガスによりシールドしつつ前記亜鉛めっき鋼板と溶接ワイヤとの間にアークを形成して前記亜鉛めっき鋼板および前記溶接ワイヤを加熱して溶融させ、溶融池を形成する工程と、
前記溶融池を凝固させる工程と、を備え、
前記溶接ワイヤは、銅めっきされており、0.9mm以下の直径を有し、
前記シールドガスは、二酸化炭素およびアルゴンを含み、残部が不可避的不純物からなる混合ガスであり、
前記シールドガスに含まれる二酸化炭素は1体積%以上4体積%以下である、亜鉛めっき鋼板の溶接方法。 Preparing a galvanized steel sheet;
Forming a molten pool by forming an arc between the galvanized steel sheet and the welding wire while shielding with a shielding gas to heat and melt the galvanized steel sheet and the welding wire; and
Solidifying the molten pool, and
The welding wire is copper plated and has a diameter of 0.9 mm or less,
The shielding gas includes carbon dioxide and argon, and the balance is a mixed gas composed of inevitable impurities,
The method for welding galvanized steel sheets, wherein carbon dioxide contained in the shielding gas is 1% by volume or more and 4% by volume or less.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060967A JP6412817B2 (en) | 2015-03-24 | 2015-03-24 | Welding method of galvanized steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060967A JP6412817B2 (en) | 2015-03-24 | 2015-03-24 | Welding method of galvanized steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016179484A JP2016179484A (en) | 2016-10-13 |
| JP6412817B2 true JP6412817B2 (en) | 2018-10-24 |
Family
ID=57132423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015060967A Active JP6412817B2 (en) | 2015-03-24 | 2015-03-24 | Welding method of galvanized steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6412817B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101908223B1 (en) * | 2017-03-27 | 2018-10-15 | 현대제철 주식회사 | Welding apparatus and welding method thereof |
| CN109308705B (en) * | 2018-09-27 | 2021-11-05 | 上海交通大学 | Real-time extraction method for image contour of welding pool |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009233707A (en) * | 2008-03-27 | 2009-10-15 | Nippon Steel Corp | High speed gas shielded arc welding method of steel sheet |
| JP6080391B2 (en) * | 2011-07-13 | 2017-02-15 | 日新製鋼株式会社 | Method for producing Zn-Al-Mg plated steel sheet arc welded structural member |
| JP5787798B2 (en) * | 2012-03-09 | 2015-09-30 | 株式会社神戸製鋼所 | Solid wire and gas shielded arc welding method using the same |
-
2015
- 2015-03-24 JP JP2015060967A patent/JP6412817B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016179484A (en) | 2016-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5205115B2 (en) | MIG flux-cored wire for pure Ar shield gas welding and MIG arc welding method | |
| US10155276B2 (en) | Method of welding surface-treated members using a welding wire | |
| JP4755576B2 (en) | Gas shield arc welding method | |
| JP5980128B2 (en) | Manufacturing method of arc-welded structural members | |
| JP7060159B2 (en) | MIG welding method | |
| US9102013B2 (en) | Flux-cored welding wire for carbon steel and process for arc welding | |
| KR102004103B1 (en) | Welding method of galvanized steel sheet | |
| JP2007301623A (en) | High speed gas shielded arc welding method for horizontal lap joint of steel sheet | |
| WO2017022585A1 (en) | Gas-shielded arc welding method | |
| JP2007237225A (en) | High-speed hot wire multi-electrode tig welding method of thin steel plate | |
| JP6412817B2 (en) | Welding method of galvanized steel sheet | |
| JP2007260684A (en) | Multiple electrode submerged arc welding method of thick steel plate | |
| KR101091469B1 (en) | PURE Ar GAS SHIELDED WELDING MIG FLUX-CORED WIRE AND MIG ARC WELDING METHOD | |
| JP6101724B2 (en) | Welding method of galvanized steel sheet | |
| JP2007237224A (en) | Tig welding method of thin steel plate | |
| JP6676553B2 (en) | MAG welding wire for high strength thin steel sheet and pulse MAG welding method using the same | |
| WO2018159844A1 (en) | Arc welding method | |
| US20240198447A1 (en) | Arc welded joint and arc welding method | |
| JP3881587B2 (en) | MIG welding method of titanium or titanium alloy with excellent arc stability | |
| EP4306255A1 (en) | Arc-welded joint and arc-welding method | |
| WO2024095614A1 (en) | Lap fillet arc welding method, and method for producing welding joint | |
| JP3947422B2 (en) | MIG welding method of titanium or titanium alloy | |
| TW201800171A (en) | ARC welding method of steel sheet with molten zinc based plating and method for producing welding member | |
| JPH11226735A (en) | Gas shield arc welding method | |
| JP2009262180A (en) | Gas shielded arc welding method for thin steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180911 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181001 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6412817 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |