JP6251485B2 - 光学検査用窓を有する光学検査用ベース - Google Patents
光学検査用窓を有する光学検査用ベース Download PDFInfo
- Publication number
- JP6251485B2 JP6251485B2 JP2013054072A JP2013054072A JP6251485B2 JP 6251485 B2 JP6251485 B2 JP 6251485B2 JP 2013054072 A JP2013054072 A JP 2013054072A JP 2013054072 A JP2013054072 A JP 2013054072A JP 6251485 B2 JP6251485 B2 JP 6251485B2
- Authority
- JP
- Japan
- Prior art keywords
- optical inspection
- glass
- molding
- synthetic resin
- resin material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 127
- 230000003287 optical effect Effects 0.000 title claims description 113
- 239000000463 material Substances 0.000 claims description 76
- 229920003002 synthetic resin Polymers 0.000 claims description 67
- 239000000057 synthetic resin Substances 0.000 claims description 67
- 238000000465 moulding Methods 0.000 claims description 66
- 239000011521 glass Substances 0.000 claims description 64
- 239000013078 crystal Substances 0.000 claims description 56
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 54
- 239000004917 carbon fiber Substances 0.000 claims description 54
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 40
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 8
- 239000000835 fiber Substances 0.000 claims description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 238000010304 firing Methods 0.000 claims description 4
- 239000003365 glass fiber Substances 0.000 claims description 4
- 239000012298 atmosphere Substances 0.000 claims description 3
- 239000011159 matrix material Substances 0.000 claims description 3
- -1 methacryloxy Chemical group 0.000 claims description 3
- 239000004033 plastic Substances 0.000 claims 1
- 229920003023 plastic Polymers 0.000 claims 1
- 229920005989 resin Polymers 0.000 description 21
- 239000011347 resin Substances 0.000 description 21
- 239000000126 substance Substances 0.000 description 17
- 239000004065 semiconductor Substances 0.000 description 12
- 239000007788 liquid Substances 0.000 description 10
- 230000007774 longterm Effects 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 7
- 125000000524 functional group Chemical group 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 4
- 239000002131 composite material Substances 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000012742 biochemical analysis Methods 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 150000001925 cycloalkenes Chemical class 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000003733 fiber-reinforced composite Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 238000004554 molding of glass Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920013636 polyphenyl ether polymer Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000012085 test solution Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images





Description
2 連結用孔
3 光学検査窓
4 被検査半導体挿入部
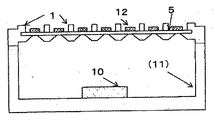
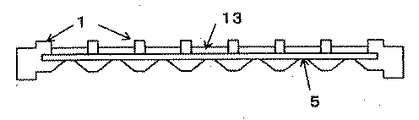
5 ガラス又は無機質結晶体
6 成形用平面部位用金型
7 成形用背面部位用金型
8 成形用合成樹脂導入孔の位置
9 ガラス又は無機質結晶体の成形用合成樹脂材との接合部に塗布されているシランカップリング剤
10 光学検査ユニット
11 光学検査ユニット用筐体
12 半導体
13 DNA検査液
14 フィルム
15 接着剤
16 粗面
Claims (6)
- 光学検査用窓を構成するガラス又は無機質結晶体と成形用合成樹脂材とを一体化して形成される光学検査用ベースの製造方法であって、前記成形用合成樹脂材は、炭素繊維強化プラスチックを不活性雰囲気中で600〜1000℃で焼成処理して得た回収炭素繊維を含有し、前記ガラス又は無機質結晶体と前記成形用合成樹脂材間の前記ガラス又は無機質結晶体の表面には、官能基としてメタクリロキシを有するシランカップリング剤による層を有することを特徴とする光学検査用窓を有する光学検査用ベースの製造方法。
- 前記回収炭素繊維は、炭素繊維強化プラスチック原料もしくは成形品を焼成処理し、マトリックスを除去して得ることを特徴とする請求項1に記載の光学検査用窓を有する光学検査用ベースの製造方法。
- 前記成形用合成樹脂材は、前記回収炭素繊維を5〜20%含有することを特徴とする請求項1又は2に記載の光学検査用窓を有する光学検査用ベースの製造方法。
- 前記成形用合成樹脂材は、ガラス繊維又は/及び前記回収炭素繊維以外のカーボン素繊維を含有することを特徴とする請求項1から3のうちいずれか1項に記載の光学検査用窓を有する光学検査用ベースの製造方法。
- 前記回収炭素繊維の長さが30〜600μmであり、前記回収炭素繊維のアスペクト比(回収炭素繊維長さ/回収炭素繊維直径)が4〜100であることを特徴とする請求項1から4のうちいずれか1項に記載の光学検査用窓を有する光学検査用ベースの製造方法。
- 前記ガラス又は無機質結晶体を載置した金型内に前記成形用合成樹脂材を注入し、前記ガラス又は無機質結晶体と前記成形用合成樹脂材とをインサート成形により一体的に形成することを特徴とする請求項1から5のうちいずれか1項に記載の光学検査用窓を有する光学検査用ベースの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013054072A JP6251485B2 (ja) | 2012-03-01 | 2013-02-28 | 光学検査用窓を有する光学検査用ベース |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012045007 | 2012-03-01 | ||
| JP2012045007 | 2012-03-01 | ||
| JP2013054072A JP6251485B2 (ja) | 2012-03-01 | 2013-02-28 | 光学検査用窓を有する光学検査用ベース |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013210369A JP2013210369A (ja) | 2013-10-10 |
| JP2013210369A5 JP2013210369A5 (ja) | 2014-09-04 |
| JP6251485B2 true JP6251485B2 (ja) | 2017-12-20 |
Family
ID=49528310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013054072A Active JP6251485B2 (ja) | 2012-03-01 | 2013-02-28 | 光学検査用窓を有する光学検査用ベース |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6251485B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018076502A (ja) * | 2016-11-02 | 2018-05-17 | 地方独立行政法人大阪産業技術研究所 | 炭素繊維強化プラスチックの製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998055231A1 (en) * | 1997-06-02 | 1998-12-10 | Aurora Biosciences Corporation | Low background multi-well plates for fluorescence measurements of biological and biochemical samples |
| CA2448905C (en) * | 2001-06-12 | 2010-09-07 | Pelikan Technologies, Inc. | Blood sampling apparatus and method |
| JP2003128799A (ja) * | 2001-10-18 | 2003-05-08 | Toray Ind Inc | 熱可塑性樹脂組成物用炭素繊維およびそれを用いた熱可塑性樹脂組成物 |
| JP4543696B2 (ja) * | 2003-02-21 | 2010-09-15 | 東レ株式会社 | 繊維強化複合材料およびその製造方法並びに一体化成形品 |
| JP2005172666A (ja) * | 2003-12-12 | 2005-06-30 | Hitachi Chem Co Ltd | マイクロチップ |
| JP4425848B2 (ja) * | 2005-10-17 | 2010-03-03 | 東洋ガラス株式会社 | 顕微鏡観察用ウエルスライド |
| JP2007112041A (ja) * | 2005-10-21 | 2007-05-10 | Daicel Chem Ind Ltd | 炭素長繊維強化樹脂成形品及びその製造方法 |
| JP2010214589A (ja) * | 2007-07-12 | 2010-09-30 | Agc Matex Co Ltd | ガラス一体樹脂成形品及びその成形法 |
| JP2010032487A (ja) * | 2008-06-26 | 2010-02-12 | Olympus Corp | 解析用容器及び生化学的解析方法 |
| JP2011162767A (ja) * | 2010-01-14 | 2011-08-25 | Toray Ind Inc | 炭素繊維強化ポリフェニレンスルフィド樹脂組成物、ならびにそれを用いた成形材料および成形品 |
-
2013
- 2013-02-28 JP JP2013054072A patent/JP6251485B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013210369A (ja) | 2013-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1416303B1 (en) | Method for manufacturing functional substrates comprising columnar micro-pillars | |
| Jain et al. | Gel-based optical waveguides with live cell encapsulation and integrated microfluidics | |
| KR101313359B1 (ko) | 수지 복합 성형체의 제조방법 | |
| Ren et al. | A simple and reliable PDMS and SU-8 irreversible bonding method and its application on a microfluidic-MEA device for neuroscience research | |
| CN105334553B (zh) | 基于pdms‑磁性纳米粒子复合薄膜的磁控微透镜阵列制造方法 | |
| TW201627669A (zh) | 液體試樣檢查套組用膜載體、液體試樣檢查套組及液體試樣檢查套組之製作方法 | |
| US9885692B2 (en) | Method for producing a chromatography-enrichment column | |
| Lee et al. | Development of a plastic-based microfluidic immunosensor chip for detection of H1N1 influenza | |
| Nguyen et al. | A complete protocol for rapid and low-cost fabrication of polymer microfluidic chips containing three-dimensional microstructures used in point-of-care devices | |
| Shoda et al. | A simple low-temperature glass bonding process with surface activation by oxygen plasma for micro/nanofluidic devices | |
| Trotta et al. | Disposable optical stretcher fabricated by microinjection moulding | |
| Cao et al. | A 3D microfluidic device fabrication method using thermopress bonding with multiple layers of polystyrene film | |
| EP3632563A1 (en) | Chip for sample detection and packaging method thereof | |
| JP6251485B2 (ja) | 光学検査用窓を有する光学検査用ベース | |
| Xu et al. | fabrication of micro-groove on the surface of CFRP to enhance the connection strength of composite part | |
| Wen et al. | Effect of low-temperature plasma surface treatment on bonding properties of single-lap joint of thermosetting composites | |
| Nawrot et al. | Biomaterial embedding process for ceramic–polymer microfluidic sensors | |
| Tony et al. | A preliminary experimental study of polydimethylsiloxane (PDMS)-To-PDMS bonding using oxygen plasma treatment incorporating isopropyl alcohol | |
| JP2013210369A5 (ja) | ||
| Trinh et al. | Bonding strategies for thermoplastics applicable for bioanalysis and diagnostics | |
| Trinh et al. | Pressure-free assembling of poly (methyl methacrylate) microdevices via microwave-assisted solvent bonding and its biomedical applications | |
| Cheon et al. | Intermediate layer-based bonding techniques for polydimethylsiloxane/digital light processing 3D-printed microfluidic devices | |
| Du et al. | Mechanical property and structure of polypropylene/aluminum alloy hybrid prepared via ultrasound-assisted hot-pressing technology | |
| Sandström et al. | Batch fabrication of polymer microfluidic cartridges for QCM sensor packaging by direct bonding | |
| Chen et al. | Self-assembled monolayers of alkanethiols on nickel insert: Characterization of friction and analysis on demolding quality in microinjection molding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20131011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20131011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140716 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170214 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171031 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6251485 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |