JP6234839B2 - デリバリパイプ - Google Patents
デリバリパイプ Download PDFInfo
- Publication number
- JP6234839B2 JP6234839B2 JP2014026270A JP2014026270A JP6234839B2 JP 6234839 B2 JP6234839 B2 JP 6234839B2 JP 2014026270 A JP2014026270 A JP 2014026270A JP 2014026270 A JP2014026270 A JP 2014026270A JP 6234839 B2 JP6234839 B2 JP 6234839B2
- Authority
- JP
- Japan
- Prior art keywords
- welded portion
- main pipe
- opening
- main
- welded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 claims description 18
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 230000000903 blocking effect Effects 0.000 claims 1
- 239000000446 fuel Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
Images


Landscapes
- Fuel-Injection Apparatus (AREA)
Description
デリバリパイプは、インジェクタとの接続のための複数の分岐用筒部が設けられたハウジングと、ハウジングの一端を閉塞するキャップとを備えている。ハウジングの他端は、燃料供給管に接続されており、燃料供給管から供給された燃料がデリバリパイプを介して各インジェクタに分配される。
本発明の実施形態を、図1〜図3を参照しつつ説明する。本実施形態のデリバリパイプ1は、ハウジング10と、閉塞板20(閉塞部材に該当)とを備える。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、閉塞板20は、主管部11の外径とほぼ等しい外径を有していたが、閉塞部材の形状や大きさは上記実施形態の限りではなく、溶接部を配置するスペースを確保できる形状および大きさを有していればよい。
11…主管部
11A…開口
12…端面
20…閉塞板(閉塞部材)
20A…当接面
20B…照射面
M…溶接部
M1…第1の溶接部
M2…第2の溶接部
Claims (2)
- 少なくとも一端に開口を有する円管状の部材であって、その軸方向と垂直な端面を前記一端に有する主管部と、
前記開口の孔縁の形状よりも大きな外形を有するとともに前記主管部の外径とほぼ等しい外径を有し、前記主管部の軸方向と垂直な姿勢で前記端面に重ねて配置される平板円形状の閉塞部材とを備え、
前記閉塞部材が、前記端面と当接する当接面と、前記当接面と逆側の面である照射面とを有し、
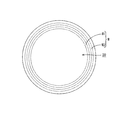
前記照射面に高エネルギービームを照射して重ね合わせ溶接を行うことにより前記主管部の一部と前記閉塞部材の一部とが接合された溶接部が、前記開口を囲んで配置されており、
前記溶接部が、少なくとも、前記開口を囲んで配置される第1の溶接部と、前記第1の溶接部を囲んで配置される第2の溶接部とを有し、
前記第1の溶接部と前記第2の溶接部の各々は、前記閉塞部材を前記主管部の軸方向に貫いて前記主管部の前記端面に到達する形で、前記主管部と前記閉塞部材にまたがって形成されるとともに、前記主管部の軸方向について前記主管部の管壁と重なる位置に配され、かつ、
前記溶接部において、前記第1の溶接部が最も径方向内側に位置し、前記第2の溶接部が最も径方向外側に位置し、前記第2の溶接部から前記主管部の外周端部までの距離より、前記第1の溶接部から前記開口の前記孔縁までの距離の方が大きくなるように配されているデリバリパイプ。 - 前記閉塞部材は、最外郭をなす部材である、請求項1に記載のデリバリパイプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014026270A JP6234839B2 (ja) | 2014-02-14 | 2014-02-14 | デリバリパイプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014026270A JP6234839B2 (ja) | 2014-02-14 | 2014-02-14 | デリバリパイプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015151928A JP2015151928A (ja) | 2015-08-24 |
| JP6234839B2 true JP6234839B2 (ja) | 2017-11-22 |
Family
ID=53894461
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014026270A Expired - Fee Related JP6234839B2 (ja) | 2014-02-14 | 2014-02-14 | デリバリパイプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6234839B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020054319A1 (ja) * | 2018-09-15 | 2020-03-19 | 株式会社神菱 | 樹脂製デリバリパイプとその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3811285B2 (ja) * | 1998-03-20 | 2006-08-16 | 株式会社ケーヒン | 電磁式燃料噴射弁の製造方法 |
| JP2014009680A (ja) * | 2012-07-03 | 2014-01-20 | Aisan Ind Co Ltd | 燃料デリバリパイプ |
-
2014
- 2014-02-14 JP JP2014026270A patent/JP6234839B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015151928A (ja) | 2015-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8366860B2 (en) | Laser welding method | |
| US20120321450A1 (en) | Flow Machine | |
| JP2012183591A (ja) | 閉鎖された中空横断面を有する部材を溶接する方法 | |
| JPWO2011089704A1 (ja) | 溶接構造および溶接方法 | |
| US10344723B2 (en) | High-pressure connector for a fuel delivery system | |
| US20170226978A1 (en) | Fuel Rail | |
| JP6234839B2 (ja) | デリバリパイプ | |
| US9482376B2 (en) | Pipe arrangement | |
| KR20200083898A (ko) | 플레이트 열 교환기 | |
| JP2013230476A (ja) | 熱交換器の管板と伝熱管との封止方法および熱交換器 | |
| JP6430012B2 (ja) | 高圧接続装置、燃料高圧ポンプおよび燃料高圧ポンプ用の高圧接続装置を製造する方法 | |
| JP6200410B2 (ja) | 補修溶接方法及び補修溶接用プラグ、並びに原子炉容器 | |
| JP6005845B2 (ja) | 燃料給油管の組立方法及び給油管組立装置 | |
| US10393162B2 (en) | Joint part and manufacturing method therefor | |
| CN110711938B (zh) | 消音器和缸盖的激光焊接方法 | |
| JP5582818B2 (ja) | 点検孔のプラグ構造 | |
| JP2014125275A (ja) | タンクおよびその製造方法 | |
| KR20180051528A (ko) | 밸브의 케이스 부품 및 밸브 | |
| JP2013163202A (ja) | 栓部材の取付構造 | |
| JP2010052739A (ja) | 金属ライナーを内面に備えた繊維強化樹脂補強タンクおよびその製造方法 | |
| JP6676666B2 (ja) | 配管の継手構造 | |
| WO2020054319A1 (ja) | 樹脂製デリバリパイプとその製造方法 | |
| CN112943435B (zh) | 连接单元、连接组件以及排气装置 | |
| JP2014144469A (ja) | 流体関連機能装置の製造方法 | |
| JP6204708B2 (ja) | タービンロータ及びこれを用いた蒸気タービン並びに当該タービンロータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171012 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171025 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6234839 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |