JP6206516B2 - 圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 - Google Patents
圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 Download PDFInfo
- Publication number
- JP6206516B2 JP6206516B2 JP2016019946A JP2016019946A JP6206516B2 JP 6206516 B2 JP6206516 B2 JP 6206516B2 JP 2016019946 A JP2016019946 A JP 2016019946A JP 2016019946 A JP2016019946 A JP 2016019946A JP 6206516 B2 JP6206516 B2 JP 6206516B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- crystal
- main surface
- base end
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 238000000034 method Methods 0.000 title description 10
- 239000013078 crystal Substances 0.000 claims description 83
- 230000005284 excitation Effects 0.000 claims description 15
- 239000010453 quartz Substances 0.000 claims description 15
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 15
- 239000000758 substrate Substances 0.000 claims description 13
- 239000000853 adhesive Substances 0.000 claims description 10
- 230000001070 adhesive effect Effects 0.000 claims description 10
- 230000003287 optical effect Effects 0.000 claims description 2
- 239000002184 metal Substances 0.000 description 10
- 238000005530 etching Methods 0.000 description 8
- 229920002120 photoresistant polymer Polymers 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
Images



Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Description
また特許文献2に記載された水晶振動片は片端保持されるようになっており、−X側が自由端となり、+X側が固定端となるようにしている。
なお特許文献2には、水晶片に電極パターンをどのように引き回すかについての記載がない。
[適用例6]前記振動片を前記パッケージに搭載する工程では、前記第3の電極パターンと前記パッケージに設けられている電極パッドとの間に導電性接着剤が配置され、前記電極パッドと前記励振電極とが電気的に接続されることを特徴とする適用例5に記載の振動デバイスの製造方法。
なお、主面12a、12cに設けたマウント電極34が第1、第2の電極パターンを構成し、側面12cに設けたマウント電極が第3の電極パターンを構成している。
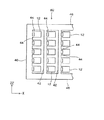
また図3(A)に示すように、圧電素板12の下方の主面12bには、入り込み22が形成されている。このような切り欠き部48を設けることにより、メサ型圧電振動片10を圧電ウエハ40から折り取り易くしている。
この後、メサ型圧電振動片10を連結部44から折り取ると、図1に示すように個片化されたメサ型圧電振動片10を得る。なおメサ型圧電振動片10は、連結部44に形成された入り込み(溝50)の部分で折り取っている。
このようにメサ型圧電振動片10を搭載したパッケージベース64の上面に蓋体72を接合して、凹陥部66を気密封止している。
Claims (6)
- 水晶の結晶軸である、電気軸としての結晶X軸と、機械軸としての結晶Y軸と、光学軸としての結晶Z軸と、からなる直交座標系の前記結晶X軸を回転軸として、
前記結晶Z軸を前記結晶Y軸の−Y方向へ+Z側が回転するように傾けた軸を結晶ZZ’軸とし、
前記結晶Y軸を前記結晶Z軸の+Z方向へ+Y側が回転するように傾けた軸を結晶YY’軸とし、
前記結晶X軸および前記結晶ZZ’軸を含み、互いに表裏の関係にある2つの面を第1の主面及び第2の主面とし、
前記結晶YY’軸に沿った方向を厚さとし、
前記結晶X軸の+側の端を基端、−側の端を先端とする水晶基板を含み、
前記水晶基板は、
肉厚部と、
前記肉厚部の周囲に配置され、前記肉厚部よりも前記結晶YY’軸に沿った厚さが薄い肉薄部と、
前記肉薄部の前記基端側にあり、前記第1の主面と前記第2の主面とに接続し、前記第1の主面及び前記第2の主面の少なくとも何れか一方の主面とのなす角が鈍角になっている入り込みと、
を含み、
前記肉厚部に設けられている励振電極と、
前記肉薄部の前記基端側であって前記第1の主面に設けられている第1の電極パターン、前記肉薄部の前記基端側であって前記第2の主面に設けられている第2の電極パターン、及び前記入り込みの表面に設けられ前記第1の電極パターンと前記第2の電極パターンとを接続している第3の電極パターンを含んでいるマウント電極と、
前記基端から前記結晶X軸の+方向に延在している連結部と、
前記基端と前記連結部との間に配置され、前記結晶ZZ’軸に交差する外縁を有し、当該外縁が前記基端の前記結晶ZZ’軸に沿った方向における両端よりも内側に位置している切り欠き部と、
を含み、
前記水晶基板の平面視で、前記外縁と前記角の稜線とが連続していることを特徴とする圧電ウエハ。 - 請求項1において、
前記基端と前記連結部との間に配置され、前記切り欠き部と連続しており、前記基端および前記連結部よりも前記結晶YY’軸に沿った厚さが薄くなるように設けられた溝を含むことを特徴とする圧電ウエハ。 - 請求項1または2において、
前記水晶基板が、ATカット水晶基板であることを特徴とする圧電ウエハ。 - 請求項1ないし3のいずれか1項に記載の圧電ウエハを準備する工程と、
前記圧電ウエハの前記基端から前記先端側の部分を、前記切り欠き部で折り取って個片化する工程と、
を含むことを特徴とする振動片の製造方法。 - 請求項1ないし3のいずれか1項に記載の圧電ウエハを準備する工程と、
前記圧電ウエハの前記基端から前記先端側の部分を、前記切り欠き部で折り取って個片化する工程と、
パッケージを準備する工程と、
前記個片化する工程で個片化した振動片を前記パッケージに搭載する工程と、
を含むことを特徴とする振動デバイスの製造方法。 - 請求項5において、
前記振動片を前記パッケージに搭載する工程では、
前記第3の電極パターンと前記パッケージに設けられている電極パッドとの間に導電性接着剤が配置され、前記電極パッドと前記励振電極とが電気的に接続されることを特徴とする振動デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016019946A JP6206516B2 (ja) | 2016-02-04 | 2016-02-04 | 圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016019946A JP6206516B2 (ja) | 2016-02-04 | 2016-02-04 | 圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014235995A Division JP5949882B2 (ja) | 2014-11-20 | 2014-11-20 | 振動片の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016086443A JP2016086443A (ja) | 2016-05-19 |
| JP6206516B2 true JP6206516B2 (ja) | 2017-10-04 |
Family
ID=55973482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016019946A Expired - Fee Related JP6206516B2 (ja) | 2016-02-04 | 2016-02-04 | 圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6206516B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002033631A (ja) * | 2000-07-13 | 2002-01-31 | Nippon Dempa Kogyo Co Ltd | 水晶振動子の電極形成方法及びこれによる水晶振動子 |
| JP3844213B2 (ja) * | 2002-03-14 | 2006-11-08 | セイコーエプソン株式会社 | 圧電振動片の製造方法、フォトマスク、圧電振動片および圧電デバイス |
| JP4572807B2 (ja) * | 2005-10-31 | 2010-11-04 | エプソントヨコム株式会社 | メサ型圧電振動片 |
| JP4830069B2 (ja) * | 2005-11-15 | 2011-12-07 | セイコーエプソン株式会社 | 圧電ウエハ |
| JP4569450B2 (ja) * | 2005-11-22 | 2010-10-27 | エプソントヨコム株式会社 | Atカット水晶片の集合体、atカット水晶デバイス、及びatカット水晶デバイスの製造方法 |
-
2016
- 2016-02-04 JP JP2016019946A patent/JP6206516B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016086443A (ja) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8773005B2 (en) | Quartz-crystal devices exhibiting reduced electrical impedance | |
| JP4830069B2 (ja) | 圧電ウエハ | |
| US8907545B2 (en) | Crystal element and crystal device | |
| JP5150177B2 (ja) | 水晶振動子 | |
| JP5251082B2 (ja) | 圧電振動片、圧電デバイスおよび圧電振動片の製造方法 | |
| JP6745883B2 (ja) | 水晶振動素子、水晶振動デバイスおよび水晶振動素子の製造方法 | |
| JP2013066109A (ja) | 圧電デバイス | |
| JP2009159000A (ja) | 逆メサ型圧電振動片、逆メサ型圧電デバイスおよび逆メサ型圧電デバイスの製造方法 | |
| CN107342745A (zh) | 压电片、压电振动元件、压电振动装置及压电片的制造方法 | |
| CN118251839A (zh) | 压电振动元件以及压电器件 | |
| JP5098668B2 (ja) | 表面実装型圧電発振器 | |
| JP6439808B2 (ja) | 音叉型振動子 | |
| JP6206516B2 (ja) | 圧電ウエハ、振動片の製造方法および振動デバイスの製造方法 | |
| JP5949882B2 (ja) | 振動片の製造方法 | |
| JP5994880B2 (ja) | 圧電ウエハ | |
| JP5679036B2 (ja) | 圧電振動片、圧電デバイスおよび圧電振動片の製造方法 | |
| JP5725008B2 (ja) | 圧電振動片の製造方法 | |
| CN109891746B (zh) | 音叉型振子 | |
| JP2017060125A (ja) | 圧電振動片及び圧電振動子 | |
| TW202245414A (zh) | 晶體振動子及其製造方法 | |
| JP6888635B2 (ja) | 水晶振動板ウエハとその水晶振動板 | |
| CN110463037B (zh) | 晶体振动片及晶体振动器件 | |
| JP2016028537A (ja) | 振動片、振動子及び発振器 | |
| JP6476752B2 (ja) | 圧電デバイスの製造方法 | |
| JP5839083B2 (ja) | 振動片、振動子及び発振器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170821 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6206516 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |