JP6187424B2 - Aseptic bagging method and apparatus - Google Patents
Aseptic bagging method and apparatus Download PDFInfo
- Publication number
- JP6187424B2 JP6187424B2 JP2014194744A JP2014194744A JP6187424B2 JP 6187424 B2 JP6187424 B2 JP 6187424B2 JP 2014194744 A JP2014194744 A JP 2014194744A JP 2014194744 A JP2014194744 A JP 2014194744A JP 6187424 B2 JP6187424 B2 JP 6187424B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- spout member
- aseptic
- cassette rack
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 26
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 claims description 100
- 230000001954 sterilising effect Effects 0.000 claims description 98
- 238000004659 sterilization and disinfection Methods 0.000 claims description 89
- 239000007789 gas Substances 0.000 claims description 45
- 238000009455 aseptic packaging Methods 0.000 claims description 44
- 238000011049 filling Methods 0.000 claims description 41
- 238000007789 sealing Methods 0.000 claims description 28
- 230000008569 process Effects 0.000 description 9
- 239000000945 filler Substances 0.000 description 8
- 235000013361 beverage Nutrition 0.000 description 7
- 238000004806 packaging method and process Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 6
- 238000011282 treatment Methods 0.000 description 5
- 241000894006 Bacteria Species 0.000 description 4
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 4
- 238000004049 embossing Methods 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 230000000844 anti-bacterial effect Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 239000003206 sterilizing agent Substances 0.000 description 3
- 239000010902 straw Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000000645 desinfectant Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000012371 Aseptic Filling Methods 0.000 description 1
- 235000014469 Bacillus subtilis Nutrition 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 239000000090 biomarker Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images













Landscapes
- Closing Of Containers (AREA)
- Bag Frames (AREA)
- Apparatus For Disinfection Or Sterilisation (AREA)
Description
本発明は、無菌袋詰め方法及び装置に関する。 The present invention relates to a sterile bagging method and apparatus.
袋は、リクローズ性、携帯性、使用後の減容化等に優れていることから、液状飲料、ゼリー状飲料、流動食品等の無菌包装に適する。 Since the bag is excellent in recloseability, portability, volume reduction after use, etc., it is suitable for aseptic packaging of liquid beverages, jelly-like beverages, liquid foods and the like.
従来、飲料等の無菌袋詰め製品の製造は、例えば特許文献1に記載されるような手順で行われている。
Conventionally, manufacture of aseptic bag-packed products such as beverages has been performed by the procedure described in
まず、袋が合成樹脂等で出来たシートをヒートシール等することによって作られる。この袋の一部は、中身である内容物の充填口とするために未シール部とされる。製袋された袋は、多数のものが集積されて外装体内に詰め込まれ、密封される。そして、外装体の全体にγ線が照射され、袋の内外面を含む外装体内の全体が殺菌処理される。 First, the bag is made by heat-sealing a sheet made of synthetic resin or the like. A part of the bag is an unsealed portion so as to be a filling port for the contents. A large number of bags that have been made are collected and packed into the exterior body, and sealed. Then, the entire exterior body is irradiated with γ rays, and the entire exterior body including the inner and outer surfaces of the bag is sterilized.
その後、外装体があらかじめ殺菌処理された無菌包装機のチャンバー内に取り込まれ、外装体が開封され、外装体から袋が取り出され、袋が一枚ずつターレットの旋回アームにセットされる。この外装体の開封から旋回アームへの袋のセットは、チャンバーに取り付けられた手袋を介するオペレーターの操作によって行われる。 Thereafter, the exterior body is taken into a chamber of an aseptic packaging machine that has been sterilized in advance, the exterior body is opened, the bags are taken out of the exterior body, and the bags are set one by one on the turning arm of the turret. The bag is set from the unsealing of the outer package to the swivel arm by an operator's operation through gloves attached to the chamber.
旋回アームはチャンバー内で自動的に旋回運動が可能であり、その旋回円の回りには、袋の未シール部を開く開口手段、開口手段により開けられた開口から飲料等の内容物を袋内に充填する充填手段、充填手段による内容物の充填後に袋の未シール部をシールするシール手段等が配置される。 The swivel arm can automatically swivel within the chamber. Around the swivel circle, opening means for opening the unsealed portion of the bag, and contents such as beverages in the bag are opened from the opening opened by the opening means. Filling means for filling the bag, sealing means for sealing the unsealed portion of the bag after filling the contents by the filling means, and the like are arranged.
旋回アームにセットされた袋は、旋回アームと共に旋回しつつ、内容物を充填され、密封されて無菌袋詰め製品とされた後、チャンバー外に取り出される。 The bag set on the swivel arm is swung together with the swivel arm, filled with contents, sealed and made into a sterile bag-packed product, and then taken out of the chamber.
従来の無菌袋詰め方法は、袋をγ線で殺菌することから、袋から異臭が発生しやすいという問題がある。γ線以外に酸化エチレンガス(EOG)を用いて袋を殺菌することも考えられるが、その場合は酸化エチレンガス成分が袋内に残留しやすく、また、殺菌処理に長時間を要するという問題がある。 Since the conventional aseptic bagging method sterilizes the bag with γ rays, there is a problem that a bad odor is likely to be generated from the bag. It is conceivable to sterilize the bag using ethylene oxide gas (EOG) in addition to γ rays, but in that case, the ethylene oxide gas component tends to remain in the bag, and the sterilization treatment takes a long time. is there.
また、従来の無菌袋詰め方法では、オペレーターがチャンバー内で手袋を介した手作業によって外装体を開封し、袋を一枚ずつ外装体から取り出して旋回アームにセットしなければならないので、無菌袋詰め製品の製造効率が悪いという問題がある。 Also, in the conventional aseptic bagging method, the operator must open the exterior body manually by using gloves in the chamber, take out the bags one by one from the exterior body, and set them on the swivel arm. There is a problem that the production efficiency of stuffed products is poor.
従って、本発明は上記問題点を解決することを課題とする。 Accordingly, an object of the present invention is to solve the above problems.
上記課題を解決するため、本発明は次のような構成を採用する。 In order to solve the above problems, the present invention employs the following configuration.
なお、本発明の理解を容易にするため参照符号をカッコ書きで付するが、本発明はこれに限定されるものではない。 In order to facilitate understanding of the present invention, reference numerals are given in parentheses, but the present invention is not limited to this.
すなわち、請求項1に係る発明は、注出口部材(2)のフランジ(2c)の下面に過酸化水素のガスを通過可能な孔(13b)が形成された起立板(13)の先端に有する突起(13a)を接触させて前記フランジ(2c)の一部を支持しつつ、前記注出口部材(2)が取り付けられた未封状態の多数の袋(1)を相互に分離した状態でカセットラック(6)に装填し、カセットラック(6)を殺菌チャンバー(7)内に入れて殺菌チャンバー(7)内を真空化し、真空化した殺菌チャンバー(7)内に過酸化水素のガスを導入して袋(1)の内外面をカセットラック(6)とともに殺菌処理し、カセットラック(6)を殺菌チャンバー(7)内から無菌包装チャンバー(8)内へと移送し、カセットラック(6)から袋(1)を取り出して無菌包装チャンバー(8)内で搬送しつつ袋(1)内に内容物を充填した後、袋(1)を密封する無菌袋詰め方法を採用する。
That is, the invention according to
請求項2に記載されるように、請求項1に記載の無菌袋詰め方法において、あらかじめ袋(1)の内面に凹凸を形成しておくことも可能である。
As described in
請求項3に記載されるように、請求項1又は請求項2に記載の無菌袋詰め方法において、注出口部材(2)に袋(1)内の奥へと突出する突出部(2a)を設けておくことも可能である。
As described in
請求項4に記載されるように、請求項1乃至請求項3のいずれかに記載の無菌袋詰め方法において、注出口部材(2)から袋(1)内に内容物を充填した後、注出口部材(2)を密封することも可能である。
As described in claim 4, in the aseptic bagging method according to any one of
請求項5に記載されるように、請求項1乃至請求項3のいずれかに記載の無菌袋詰め方法において、注出口部材(2)はあらかじめ封止しておき、袋(1)の未シール部(1e)から袋(1)内に内容物を充填した後、未シール部(1e)を密封することも可能である。
As described in claim 5, in the aseptic bagging method according to any one of
また、請求項6に係る発明は、注出口部材(2)のフランジ(2c)の下面に過酸化水素のガスを通過可能な孔(13b)が形成された起立板(13)の先端に有する突起(13a)を接触させて前記フランジ(2c)の一部を支持しつつ、前記注出口部材(2)が取り付けられた未封状態の多数の袋(1)が相互に分離した状態で装填されるカセットラック(6)と、カセットラック(6)を収容して過酸化水素のガスにより袋(1)の内外面をカセットラック(6)ごと殺菌処理する殺菌チャンバー(7)と、殺菌チャンバー(7)からカセットラック(6)が導入される無菌包装チャンバー(8)と、袋(1)を一枚ずつカセットラック(6)から取り出して無菌包装チャンバー(8)内で搬送する搬送手段と、搬送中の袋(1)に内容物を充填する充填手段と、内容物が充填された搬送中の袋(1)を密封する密封手段とを具備する無菌袋詰め装置を採用する。
The invention according to
請求項7に記載されるように、請求項6に記載の無菌袋詰め装置において、充填手段は、注出口部材(2)から袋(1)内に内容物を充填可能であり、密封手段は、注出口部材(2)をシール可能であるか又はキャッピング可能であるものとすることも可能である。
As described in claim 7, in the aseptic bagging apparatus according to
請求項8に記載されるように、請求項6に記載の無菌袋詰め装置において、充填手段は、袋(1)の未シール部(1e)を拡開したうえで未シール部(1e)から袋(1)内に内容物を充填可能であり、密封手段は、未シール部(1e)をシール可能であるものとすることも可能である。
As described in
本発明によれば、袋(1)を過酸化水素で殺菌することから、従来のγ線により袋を殺菌する場合と異なり、袋から異臭が発生するような不都合がない。また、酸化エチレンガスを用いて袋を殺菌する場合と異なり、袋内に酸化エチレンガス成分が残留したり、殺菌処理に長時間を要したりするという不都合がない。さらに、注出口部材(2)が取り付けられた多数の袋(1)をカセットラック(6)内に分離して装填し、袋(1)をカセットラック(6)ごと殺菌チャンバー(7)内に入れて殺菌チャンバー(7)内さらにはカセットラック(6)内に過酸化水素のガスを導入することから、過酸化水素のガスは、注出口部材(2)の存在によって広げられた袋(1)内に侵入し、また、カセットラック(6)内に相互に分離した状態で装填された袋(1)の外面に接触し、従って、袋(1)の内外面が速やかにかつ適正に殺菌処理される。さらに、殺菌処理した袋(1)がカセットラック(6)ごと殺菌チャンバー(7)内から無菌包装チャンバー(8)内に移送され、この移送されたカセットラック(6)内では袋(1)が相互に分離しているので、袋(1)を一枚ずつカセットラック(6)から取り出して無菌包装チャンバー(8)内で搬送する工程が自動化しやすくなる。従って、従来のオペレーターによる手作業を解消し、無菌袋詰め製品を効率良く製造することができる。 According to the present invention, since the bag (1) is sterilized with hydrogen peroxide, unlike the conventional case of sterilizing the bag with γ rays, there is no inconvenience that a bad odor is generated from the bag. Further, unlike the case of sterilizing a bag using ethylene oxide gas, there is no inconvenience that an ethylene oxide gas component remains in the bag or a long time is required for sterilization treatment. Furthermore, a large number of bags (1) to which the spout member (2) is attached are separated and loaded into the cassette rack (6), and the bags (1) together with the cassette rack (6) are placed in the sterilization chamber (7). Since the hydrogen peroxide gas is introduced into the sterilization chamber (7) and further into the cassette rack (6), the hydrogen peroxide gas is expanded by the presence of the spout member (2) (1 ) And the outer surface of the bag (1) loaded in the cassette rack (6) separated from each other, so that the inner and outer surfaces of the bag (1) are quickly and properly sterilized. It is processed. Further, the sterilized bag (1) is transferred together with the cassette rack (6) from the sterilization chamber (7) to the aseptic packaging chamber (8), and the bag (1) is transferred into the transferred cassette rack (6). Since they are separated from each other, it is easy to automate the process of taking the bags (1) one by one from the cassette rack (6) and transporting them in the aseptic packaging chamber (8). Therefore, the manual operation by the conventional operator can be eliminated, and aseptic bagging products can be manufactured efficiently.
以下に本発明の実施の形態について説明する。 Embodiments of the present invention will be described below.
<実施の形態1>
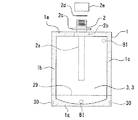
図1(A)に示すように、未封状態の袋1が用意される。この袋1は前後二枚のシート3,3が重ね合わせられ、それらの上辺と左右辺の三辺が上横ヒートシール部1a、左縦ヒートシール部1b及び右縦ヒートシール部1cによって閉じられることによって形成される。下辺は、後に飲料等の内容物を袋1内に充填する際の充填口とするために未シール部1eとされる。この未シール部1eは左右辺のいずれかに設定し、下辺を下横ヒートシール部1dによって閉じておくことも可能である。この未シール部1eは、内容物が袋1内に充填された後、図1(B)に示すように、下横ヒートシール部1dによって密封される。
<
As shown in FIG. 1A, an unsealed
袋1を構成するシート3,3は、樹脂の単層からなるもの、異種類の樹脂層が積層されたもの、アルミニウムフォイル等の金属層が樹脂層とともに積層されたものが適宜使用される。このシートにおける袋1の内側となる内面には、図示しない凹凸が形成される。具体的には、シートの内面にエンボス加工、マット加工等により無数の細かい凹凸が形成される。これにより、二枚のシートの内面間に隙間が生じ、後述する過酸化水素のガスが未シール部1eから袋1内に入り込みやすくなる。
As the
上横ヒートシール部1aには予め注出口部材2が挟み込まれることによって、注出口部材2が袋1の上辺に固定される。注出口部材2は、ポリプロピレン等の樹脂の射出成形等により筒状に形成される。注出口部材2を通して、袋1の内外が導通可能となり、袋1内の内容物を袋1外に注出可能となる。
The
ただし、袋1は、必ずしも二枚のシート3,3で出来たものでなくてもよい。一枚のシートを二つ折りしたものであってもよいし、チューブを扁平に押し潰したものであってもよい。
However, the
また、袋1に注出口部材2が設けられることによって二枚のシート3,3の内面間に隙間が生じ、後述する過酸化水素のガスが未シール部1eから袋1内に入り込みやすくなる。過酸化水素のガスの袋1内への侵入をさらに円滑化するべく、注出口部材2に袋1内の奥へと突出する突出部2aを設けておいてもよい。突出部2aとしては、例えば内容物を袋1外に吸い出しやすくするためのストローとすることができる。注出口部材2の存在は上記シート3,3の内面に上記凹凸が形成されることと相まって、シート3,3間に隙間を形成しやすくし、過酸化水素のガスを未シール部1eから袋1内にさらに入り込みやすくする。もちろん、注出口部材2の存在のみによって過酸化水素のガスが未シール部1eから袋1内の全域に入り込むならば、シート3,3の内面への凹凸の形成は省略可能である。
Further, since the
注出口部材2の外側には、上横ヒートシール部1aに対応する箇所においてヒートシール用フランジ2bが形成され、このヒートシール用フランジ2bがヒートシールによってシート3,3に密着する。注出口部材2におけるヒートシール用フランジ2bよりも上側には支持用フランジ2cが形成される。後述するように、袋1を各種処理に付する際に、この支持用フランジ2cを介して袋1が各種機器に保持される。
On the outer side of the
なお、この実施の形態1の場合、注出口部材2の袋外側における開口は、あらかじめ易開封シート2dで密封され、さらにその上から注出口部材2に螺合するキャップ2eが被せられている。この実施の形態1における注出口部材2は、その本体とキャップ2eとが別体として作られた後に組み合わせられたいわゆる2ピースものとなっているが、注出口部材2の開口が引きちぎり用薄肉部を介して密封する密封片によって遮蔽され、易開封シート2d及びキャップ2eが省略されたいわゆる1ピースものであってもよい(図示せず)。
In the case of the first embodiment, the opening on the bag outer side of the
図1(A)に示した袋1は、図2及び図3に示す無菌袋詰め装置により処理され、図1(B)に示す無菌袋詰め製品とされる。
The
すなわち、注出口部材2が取り付けられた未封状態の多数の袋1が、図4に示すように、相互に分離した状態でカセットラック6に装填される。袋1は未シール部1eを有することにより未封状態にある。
That is, a large number of unsealed
次に、カセットラック6に入れられた多数の未封状態の袋1がカセットラック6ごと殺菌チャンバー7内に入れられ、殺菌チャンバー7内で過酸化水素のガスにより注出口部材2を含む袋1の内外面が殺菌処理される。
Next, a large number of unsealed
殺菌処理後、袋1がカセットラック6ごと殺菌チャンバー7内から無菌包装チャンバー8内に移送され、無菌包装チャンバー8内でカセットラック6から袋1が取り出され、取り出された袋1が無菌包装チャンバー8内で搬送され、この搬送の間に各袋1内に未シール部1eから内容物が充填され、未シール部1eが下横ヒートシール部1dで密封されて図1(B)に示すような無菌の袋詰め製品とされる。
After the sterilization treatment, the
次に、無菌袋詰め装置について説明する。 Next, the aseptic bagging apparatus will be described.
図2及び図3に示すように、この無菌袋詰め装置は、図1(A)に示した注出口部材2が取り付けられた未封状態の多数の袋1が相互に分離した状態で装填されるカセットラック6と、カセットラック6を収容して過酸化水素のガスにより袋1の内外面をカセットラック6ごと殺菌処理する殺菌チャンバー7と、殺菌チャンバー7側からカセットラック6が導入される無菌包装チャンバー8と、無菌包装チャンバー8内で袋1を一枚ずつカセットラック6から取り出して無菌包装チャンバー8内で搬送する搬送手段と、搬送中の袋1に内容物を充填する充填手段と、内容物が充填された搬送中の袋1を密封する密封手段とを具備する。
As shown in FIGS. 2 and 3, this aseptic bagging apparatus is loaded in a state where a number of unsealed
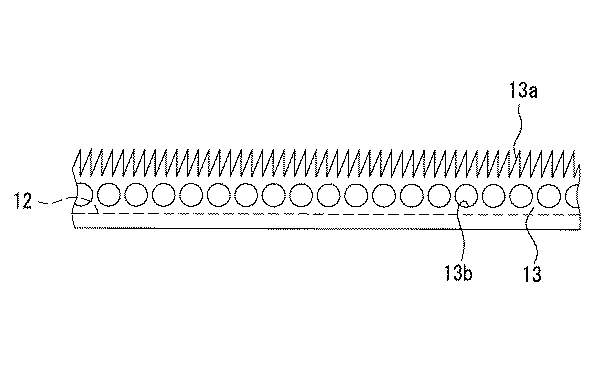
カセットラック6は、図4に示すように、横置きされた四角筒状の箱体6aを有する。箱体6aは枠組みのみで構成され、箱体6aの上下、前後、左右の六面は開放されている。箱体6a内には、棚9が上下方向に複数段配置される。各棚9には、袋1を支持する支持レール10が箱体6aの前後方向に伸びるように複数本形成される。各支持レール10は、図5に示すように、棚9から垂下する一対の垂下板11と、垂下板11の下端から互いに接近するように突出する水平板12と水平板12の縁から立ち上がる起立板13とを有する。一対の起立板13,13間には、袋1の注出口部材2が通される溝が設けられる。袋1の注出口部材2が各支持レール10の溝内に通され、支持用フランジ2cが起立板13の上縁で支持されることにより、袋1が支持レール10に吊下げられる。同様にして、他の袋1の注出口部材2が各支持レール10の溝内に通されることにより、図4に示すように、多数の袋1がカセットラック6内に相互に分離した状態で装填される。
As shown in FIG. 4, the
また、支持レール10の溝の両側における起立板13の上縁には、図5に示すように、溝に通された袋1の注出口部材2における支持用フランジ2cの裏面に接する細かい多数の突起13aが鋸歯状に形成される。これにより、支持用フランジ2cの裏面が支持レール10に点接触することになり、従って、後に殺菌チャンバー7内で供給される過酸化水素のガスが支持用フランジ2cの裏面に付着しやすくなり、支持用フランジ2cの裏面の殺菌効果が高められる。
Further, on the upper edges of the
図5に示すように、垂下板11及び起立板13には、多数の孔11a,13bが形成される。これにより、過酸化水素のガスがこれらの孔11a,13bを通して注出口部材2の表面に到達しやすくなり、注出口部材2の表面の殺菌効果が高められる。
As shown in FIG. 5, a large number of
なお、上記突起13aは、図6に示すように、先端がより鋭く尖った形状に形成することも可能である。この場合は支持用フランジ2cの裏面へ過酸化水素のガスがより接触しやすくなる。さらに、突起13aは、図7に示すように、先端が面取りされた形状に形成することも可能である。この場合は支持用フランジ2cが支持レール10に沿って滑りやすくなるので、袋1を支持レール10に装着しやすくなる。
The
また、上記起立板13に設ける孔13bは、図6に示すように円形に形成してもよいし、図7に示すように、スリット形に形成してもよい。さらに、これらの孔13bは、図示しないが、水平板に穿設してもよい。垂下板11に設ける孔11aも同様である。
Further, the
図2及び図3に示すように、殺菌チャンバー7は、無菌包装チャンバー8の一端に接続される。殺菌チャンバー7の相対向する一対の壁には開閉可能なシャッター7a,7bが設けられ、そのうち片方のシャッター7bは無菌包装チャンバー8との境に設けられる。
As shown in FIGS. 2 and 3, the sterilization chamber 7 is connected to one end of an
上記カセットラック6は、一方のシャッター7aが開けられることにより殺菌チャンバー7内へと搬入コンベア15によって搬入され、両シャッター7a,7bが閉じられることにより殺菌チャンバー7内に閉じ込められる。そして、カセットラック6及びカセットラック6内に装填された袋1の殺菌が行われる。
The
殺菌チャンバー7内での袋1等の殺菌は、次のようにして行われる。
Sterilization of the
まず、殺菌チャンバー7内が真空状態にされたうえで過酸化水素のガスが真空内に導入される。殺菌チャンバー7内は殺菌効果を高めるため望ましくはあらかじめ加温される。過酸化水素のガスは殺菌チャンバー7内に充満し、カセットラック6の内外面、棚9、支持レール10等に接触してカセットラック6の全体を殺菌する。また、過酸化水素のガスは同時にカセットラック6内に支持された袋1の注出口部材2の表面に接触してこの表面を殺菌し、袋1の外面に接触してこの外面を殺菌し、さらに袋1のシート3,3間に未シール部1eから侵入して袋1の内面、注出口部材2の内面、突出部2aを殺菌する。
First, after the inside of the sterilization chamber 7 is evacuated, hydrogen peroxide gas is introduced into the vacuum. The inside of the sterilization chamber 7 is preferably heated in advance to enhance the sterilization effect. The hydrogen peroxide gas fills the sterilization chamber 7 and contacts the inner and outer surfaces of the
所定時間が経過した後、殺菌チャンバー7内に無菌エアが導入されることにより殺菌チャンバー7内が大気圧に戻される。 After a predetermined time has elapsed, aseptic air is introduced into the sterilization chamber 7, the inside of the sterilization chamber 7 is returned to atmospheric pressure.
そして、殺菌チャンバー7内が再度真空化されて殺菌チャンバー7内のエアが過酸化水素とともに排出される。 And the inside of the sterilization chamber 7 is evacuated again, and the air in the sterilization chamber 7 is discharged together with hydrogen peroxide.
その後、再び無菌エアが殺菌チャンバー7内に導入されて殺菌チャンバー7内が大気圧に戻される。 Thereafter, aseptic air is again introduced into the sterilization chamber 7, and the inside of the sterilization chamber 7 is returned to atmospheric pressure.
上記のようなエアレーション工程が一回又は複数回行われることにより、殺菌チャンバー7内や袋1に付着した過酸化水素のガスが殺菌チャンバー7外に排出される。そして、殺菌チャンバー7内のカセットラック6の全体と袋1の全体とが無菌化される。
By performing the aeration process as described above once or a plurality of times, hydrogen peroxide gas adhering to the inside of the sterilization chamber 7 and the
なお、殺菌チャンバー7としては市販品を利用することができるので、その詳細な説明は省略する。 In addition, since a commercial item can be utilized as the sterilization chamber 7, the detailed description is abbreviate | omitted.
殺菌チャンバー7内での殺菌処理が完了すると、無菌包装チャンバー8側のシャッター7bが開いて、カセットラック6が袋1を支持した状態のままで無菌包装チャンバー8内に移送される。この移送作業は、殺菌チャンバー7内に設置された搬出コンベア14によって行われる。
When the sterilization process in the sterilization chamber 7 is completed, the
無菌包装チャンバー8は、その内部にカセットラック6、袋1の搬送手段、袋1への内容物の充填手段、袋1の密封手段等を収納可能な容積を有する。また、無菌包装チャンバー8内には、図示しないが、過酸化水素等の殺菌剤を噴霧する殺菌剤噴霧ノズル、無菌エアを吐出する無菌エア吐出ノズル等が配置される。無菌包装チャンバー8内での無菌充填に先立ち、殺菌剤噴霧ノズルから過酸化水素等が噴霧されることにより、無菌包装チャンバー8内が殺菌処理され、殺菌処理後に無菌エア吐出ノズルから無菌エアが吐出されることにより、無菌包装チャンバー8内が陽圧に保たれ、外部からの微生物等の侵入が阻止される。
The
無菌包装チャンバー8内における殺菌チャンバー7のシャッター7bに隣接した箇所には、搬送コンベア16が配置される。搬送コンベア16は、上記搬出コンベア14と交差する方向に伸び、搬出コンベア14によって無菌包装チャンバー8内に搬入されたカセットラック6を搬送コンベア16の両端と中央との三位置間で搬送可能である。
A
無菌包装チャンバー8内の略中央には、袋1の搬送手段が配置される。この搬送手段は、無菌包装チャンバー8内の略中央において旋回運動をするターレット17と、上記搬送コンベア16上のカセットラック6から袋1を一枚ずつ取り出してターレット17に渡すロボット18と、ターレット17から処理済の袋1を受け取って無菌包装チャンバー8外へと搬出する搬出用コンベア19とを具備する。
In the approximate center in the
ターレット17は、所定角度で配置された複数本の旋回アーム17aを有する。各旋回アーム17aの先端には、注出口部材2が下向きになった袋1の左右の縦ヒートシール部1b,1cを掴むことにより袋1を逆さまに保持するクランパ17bが設けられる。ターレット17は隣り合う旋回アーム17a間の角度ずつ矢印方向に間欠回転可能である。
The
ターレット17の周りにおける上記ロボット18の位置から搬出用コンベア19の位置に至る各間欠停止位置には、旋回アーム17aに保持された袋1に内容物を充填する充填手段と、内容物が充填された袋1を密封する密封手段とが設けられる。
At each intermittent stop position from the position of the
充填手段は、クランパ17bにより保持された袋1の未シール部1eをサッカー20aで吸着して袋1のシート3,3間を拡開するオープナー20と、未シール部1eから袋1内に内容物を充填ノズル21aによって充填するフィラー21とを具備する。オープナー20やフィラー21はターレット17の所望の間欠停止位置に配置される。
The filling means includes an
密封手段は、図示しないが、袋1の未シール部1eを二度にわたってヒートシールし下横ヒートシール部1dを形成する各々加熱板22a,23aを備えた第一のヒートシーラー22及び第二のヒートシーラー23と、下横ヒートシール部1dを冷却する冷却板24aを備えたクーラー24とを具備する。ヒートシーラー22,23やクーラー24はターレット17の所望の間欠停止位置に配置される。
Although not shown, the sealing means includes a
次に、上記無菌袋詰め装置の作用について説明する。 Next, the operation of the aseptic bagging apparatus will be described.
(1)図1(A)に示した未封状態の袋1が、図4に示すように、カセットラック6内に装填される。各袋1は、カセットラック6内において相互に分離している。
(1) The unsealed
(2)殺菌チャンバー7の入り口側のシャッター7aが開けられ、図2及び図3に示すように、カセットラック6が殺菌チャンバー7内に入れられた後、シャッター7aが閉じられる。これにより、殺菌チャンバー7が密閉される。
(2) The
(3)殺菌チャンバー7内から空気が排出され、殺菌チャンバー7内が真空状態とされる。そこで、過酸化水素のガスが殺菌チャンバー7内に導入される。この空気の排出及び過酸化水素のガスの導入が所定回数繰り返され、過酸化水素のガスによってカセットラック6内のすべての袋1の殺菌処理とカセットラック6の殺菌処理とが同時に行われる。
(3) Air is exhausted from the inside of the sterilization chamber 7, and the inside of the sterilization chamber 7 is evacuated. Therefore, hydrogen peroxide gas is introduced into the sterilization chamber 7. The discharge of the air and the introduction of the hydrogen peroxide gas are repeated a predetermined number of times, and the sterilization processing of all the
袋1の二枚のシート3,3はその端に取り付けられた注出口部材2による拡開作用によって離反状態にあり、従って未シール部1eは開いた状態にあることから、殺菌チャンバー7内に導入された過酸化水素のガスは、袋1内に侵入して袋1及び注出口部材2の内面の全面に接触する。袋1のシート3,3の内面にエンボス加工等により凹凸が形成されている場合は、過酸化水素のガスはさらに円滑に袋1の内部に流入する。これにより、袋1の外面はもちろんのこと内面の全面がむらなく殺菌されることになる。
The two
また、図5に示すように、支持レール10の垂下板11や起立板13には多数の孔11a,13bが穿設され、起立板13には注出口部材2の支時用フランジ2cが接する箇所に多数の突起13aが形成されていることから、過酸化水素のガスは上記孔11a,13bや突起13a間の隙間を通って注出口部材2の表面の全体へと円滑に行き渡る。これにより、注出口部材2の表面が支時用フランジ2cの裏面等を含めて適正に殺菌される。
Further, as shown in FIG. 5, a large number of
殺菌処理は、過酸化水素のガスが殺菌チャンバー7外に排出され、無菌エアが殺菌チャンバー7内に導入されることにより終了する。 The sterilization process ends when hydrogen peroxide gas is discharged out of the sterilization chamber 7 and aseptic air is introduced into the sterilization chamber 7.
(4)殺菌チャンバー7内での殺菌処理が終了すると、無菌包装チャンバー8側のシャッター7bが開き、搬出コンベア14によってカセットラック6が無菌包装チャンバー8内に移送される。その後、シャッター7bが閉じられる。
(4) When the sterilization process in the sterilization chamber 7 is completed, the
無菌包装チャンバー8内は、あらかじめ過酸化水素の噴霧等により殺菌処理され、その後吹き込まれる無菌エアによって陽圧に保たれている。
The inside of the
カセットラック6は、まず、図2中、搬送コンベア16上の位置Iに載せられる。
The
次に、搬送コンベア16の作動により、カセットラック6が位置IIへと搬送され停止す
る。
Next, the
(5)ロボット18の動作により、搬送コンベア16上のカセットラック6から袋1が一枚ずつ取り出され、ターレット17へと逐次渡される。
(5) By the operation of the
ターレット17はロボット18から渡される袋1を旋回アーム17aのクランパ17bで受け取り、図9中矢印方向に旋回する。
The
袋1は、その未シール部1eが上向きになり、注出口部材2が下向きになった状態でクランパ17bにより掴まれる。
The
(6)ターレット17の旋回とともに、袋1はオープナー20、フィラー21、第一のヒートシーラー22、第二のヒートシーラー23、クーラー24の各ステーションへと順次搬送され、各種処理に付される。
(6) As the
すなわち、オープナー20のサッカー20aによって袋1の未シール部1eが広げられ、フィラー21の充填ノズル21aによって未シール部1eから内容物が充填され、第一と第二のヒートシーラー22,23によって未シール部1eが図1(B)のごとく下横ヒートシール部1dとして封緘され、クーラー24の冷却板24aによって下横ヒートシール部1dが冷却される。
That is, the unsealed
これにより、図1(B)に示す無菌の袋詰め製品が完成する。 Thereby, the aseptic bagging product shown in FIG. 1 (B) is completed.
(7)無菌の袋詰め製品となった袋1は、搬出用コンベア19によって無菌包装チャンバー8外へと搬出される。
(7) The
なお、袋1はその注出口部材2が易開封シート2dで閉じられたのみであってキャップ2eが省略された状態で上記殺菌から密封までの処理に付される場合もある。そのときは、搬出用コンベア19によって無菌包装チャンバー8外へと搬出された後、図示しないキャッパーによって、キャップ2eが注出口部材2に螺着され、図1(B)に示す無菌の袋詰め製品とされる。
The
(8)上記袋詰め製品の生産中、殺菌チャンバー7内には次のカセットラック6が導入され、殺菌処理が行われる。
(8) During the production of the bag-packed product, the
すべての袋1が取り出され空になった無菌包装チャンバー8内のカセットラック6は、搬送コンベア16の作動により、位置IIから位置IIIへと搬送され、殺菌チャンバー7内から新たなカセットラック6が位置Iへと搬送される。そこで、搬送コンベア16がさらに作動し、位置I上の新たなカセットラック6が位置IIへと搬送され、空のカセットラック6が位置IIIから位置Iへと搬送される。
The
位置Iにおける空のカセットラックは、図示しないプッシャー等の作動により搬送コン
ベア16の上から、殺菌チャンバー7内へと送られる。そこで、殺菌チャンバー7の無菌包装チャンバー側シャッター7bが閉じられ、反対側のシャッター7aが開けられ、そこから空のカセットラック6が殺菌チャンバー7外へと搬出される。
The empty cassette rack at position I is sent from above the
以後、同様な動作が繰り返されて無菌袋詰め製品の生産が行われる。 Thereafter, similar operations are repeated to produce aseptic bag-packed products.
<実施の形態2>
この実施の形態2では、図8(A)に示す注出口部材2が易開封シート2d及びキャップ2eで閉じられる前の袋1が使用される。
<
In the second embodiment, the
この袋1が、実施の形態1におけると同様なカセットラック6に図4に示したように装填される。袋1の注出口部材2は、図5に示したと同様にしてカセットラック6の支持レール10の溝内に通され、これにより多数の袋1がカセットラック6内に保持される。
This
この実施の形態2で使用される無菌袋詰め装置は、図9及び図10に示す構成とされる。実施の形態1で使用された無菌袋詰め装置と異なり、無菌包装チャンバー8内の搬送手段であるターレット17の周りからは、オープナー20が省略され、注出口部材2の支持用フランジ2c下を掴むことにより袋1を保持するクランパ17bが設けられる。充填手段であるフィラー21は実施の形態1の場合と同様にして設けられる。また、実施の形態1と異なり、密封手段である易開封シート2dのシーラー25が設けられ、注出口部材2にキャップ2eを被せるキャッパー26が設けられる。
The aseptic bagging apparatus used in the second embodiment is configured as shown in FIGS. Unlike the aseptic bagging apparatus used in the first embodiment, the
易開封シート2dのシーラー25は、図10に示すように、易開封シート2dの原反である連続シート4を供給するためのシート殺菌チャンバー27を備える。このシート殺菌チャンバー27は、無菌包装チャンバー8の外側に配置される。
As shown in FIG. 10, the
シート殺菌チャンバー27内には過酸化水素等の殺菌剤の貯留槽28が設けられ、連続シート4の巻取りロールから繰り出される連続シート4が貯留槽28内の殺菌剤に浸漬され殺菌処理されつつ無菌包装チャンバー8内に導入され、ターレット17の周りに配置された易開封シート2dのシーラー25へと供給される。
In the
易開封シート2dのシーラー25は、無菌包装チャンバー8内に導入された連続シート4を袋1の注出口部材2の開口にヒートシールし、同時に連続シート4から易開封シート2dを打ち抜くようになっている。
The
なお、キャッパー26はターレット17の周りから省略し、無菌包装チャンバー8外に設置してもよい。
The
次に、上記無菌袋詰め装置の作用について説明する。 Next, the operation of the aseptic bagging apparatus will be described.
(1)図8(A)に示した未封状態の注出口部材2を有する袋1が、実施の形態1の場合と同様に図4に示すように、カセットラック6内に装填される。
(1) The
(2)殺菌チャンバー7の入り口側のシャッター7aが開けられ、図9及び図10に示すように、カセットラック6が殺菌チャンバー7内に入れられた後、シャッター7aが閉じられる。これにより、殺菌チャンバー7が密閉される。
(2) The
(3)殺菌チャンバー7内から空気が排出され、殺菌チャンバー7内が真空状態とされる。そこで、過酸化水素のガスが殺菌チャンバー7内に導入される。この空気の排出及び過酸化水素のガスの導入が所定回数繰り返され、過酸化水素のガスによってカセットラック6内のすべての袋1の殺菌処理とカセットラック6の殺菌処理とが同時に行われる。
(3) Air is exhausted from the inside of the sterilization chamber 7, and the inside of the sterilization chamber 7 is evacuated. Therefore, hydrogen peroxide gas is introduced into the sterilization chamber 7. The discharge of the air and the introduction of the hydrogen peroxide gas are repeated a predetermined number of times, and the sterilization processing of all the
袋1の二枚のシート3,3はその端に取り付けられた注出口部材2による拡開作用によって離反状態にある。殺菌チャンバー7内に導入された過酸化水素のガスは、注出口部材2の開口から袋1内に侵入して袋1の内面の全面に接触する。袋1の内面にマット加工等により無数の細かい凹凸が形成されている場合は、過酸化水素のガスはさらに円滑に袋1の内面に接触する。これにより、注出口部材2及び袋1の外面はもちろんのこと注出口部材2及び袋1の内面がむらなく殺菌されることになる。
The two
また、図5に示すように、支持レール10の垂下板11や起立板13には多数の孔11a,13bが穿設され、起立板13には注出口部材2の支時用フランジ2cが接する箇所に多数の突起13aが形成されていることから、過酸化水素のガスは上記孔11a,13bや突起13a間の隙間を通って注出口部材2の表面及び開口に至り、そこから袋1内へと円滑に流入する。これにより、注出口部材2の表面が支時用フランジ2cの裏面等を含め適正に殺菌される。
Further, as shown in FIG. 5, a large number of
殺菌処理は、過酸化水素のガスが殺菌チャンバー7外に排出され、無菌エアが殺菌チャンバー7内に導入されることにより終了する。 The sterilization process ends when hydrogen peroxide gas is discharged out of the sterilization chamber 7 and aseptic air is introduced into the sterilization chamber 7.
(4)殺菌チャンバー7内での殺菌処理が終了すると、無菌包装チャンバー8側のシャッター7bが開き、搬出コンベア14によってカセットラック6が無菌包装チャンバー8内に移送される。その後、シャッター7bが閉じられる。
(4) When the sterilization process in the sterilization chamber 7 is completed, the
無菌包装チャンバー8内は、あらかじめ過酸化水素の噴霧等により殺菌処理され、その後吹き込まれる無菌エアによって陽圧に保たれている。
The inside of the
カセットラック6は、まず、図9中、搬送コンベア16上の位置Iに載せられる。
The
次に、搬送コンベア16の作動により、カセットラック6が位置IIへと搬送され停止す
る。
Next, the
(5)ロボット18の動作により、搬送コンベア16上のカセットラック6から袋1が一枚ずつ取り出され、ターレット17へと逐次渡される。
(5) By the operation of the
ターレット17はロボット18から渡される袋1を旋回アーム17aのクランパ17bで受け取り、図9中矢印方向に旋回する。
The
袋1は、その注出口部材2が上向きとなった状態で注出口部材2の支持用フランジ2c下がクランパ17bにより掴まれる。
The
(6)ターレット17の旋回とともに、袋1はフィラー21、易開封シート2dのシーラー25、キャッパー26へと順次搬送され、各ステーションにおいてフィラー21の充填ノズル21aによって注出口部材2から内容物を充填され、易開封シート2dのシーラー25によって注出口部材2の開口を図8(B)のごとく封緘され、キャッパー26によってキャップ2eが注出口部材2に螺着される。
(6) As the
これにより、図8(B)に示す無菌の袋詰め製品が完成する。 Thereby, the aseptic bagging product shown in FIG. 8 (B) is completed.
(7)無菌の袋詰め製品となった袋1は、搬出用コンベア19によって無菌包装チャンバー8外へと搬出される。
(7) The
なお、袋1はその注出口部材2が易開封シート2dで閉じられ、キャップ2eが省略された状態で搬出用コンベア19によって無菌包装チャンバー8外へと搬出された後、無菌包装チャンバー8外に配置されたキャッパーによって、キャップ2eが注出口部材2に螺着され、図8(B)に示す無菌の袋詰め製品とされる場合もある。
The
以後、実施の形態1におけると同様な動作が繰り返されて袋詰め製品の生産が行われる。 Thereafter, the same operation as in the first embodiment is repeated to produce a bag-packed product.
<実施の形態3>
この実施の形態3では、図11に示すように、実施の形態1の場合と同様に未封状態の袋1が使用される。
<
In the third embodiment, as shown in FIG. 11, an unsealed
すなわち、実施の形態1の場合と同様に、下辺が後に飲料等の内容物を袋1内に充填する際の充填口とするために未シール部1eとされる。
That is, as in the case of the first embodiment, the lower side is the unsealed
ただし、実施の形態1の場合と異なり、この袋1は上辺と右辺との間に斜辺が設けられ、この斜辺に注出口部材2が挟み込まれる斜めヒートシール部1fが形成される。注出口部材2の開口はすでに易開封シート2dで密封され、キャップ2eの螺着により閉じられている。
However, unlike the case of the first embodiment, the
未シール部1eは上辺及び左右辺のうちのいずれかに設定し、下辺を下横ヒートシール部1dによって閉じておくことも可能である。未シール部1eは、内容物が袋1内に充填された後、下横ヒートシール部1dによって密封される。
The unsealed
この実施の形態3では、袋1が図4中、二点鎖線で示したような姿勢でカセットラック6内に装填される。そして、実施の形態1において使用した図2及び図3に示す無菌袋詰め装置によって袋詰め製品の製造が可能である。
In the third embodiment, the
<実施の形態4>
この実施の形態4では、図12に示すように、実施の形態3の場合と異なり、注出口部材2が易開封シート2d及びキャップ2eで閉じられる前の袋1が使用される。また、この袋1の下辺は下横ヒートシール部1dにより閉じられている。
<Embodiment 4>
In the fourth embodiment, as shown in FIG. 12, unlike the case of the third embodiment, the
この実施の形態4では、実施の形態2において使用した図9及び図10に示す無菌袋詰め装置によって袋詰め製品の製造が可能である。 In the fourth embodiment, a bag-packed product can be manufactured by the aseptic bag-packing apparatus shown in FIGS. 9 and 10 used in the second embodiment.
<実施の形態5>
この実施の形態5では、図13に示すように、実施の形態3の場合と同様に未封状態の袋1が使用される。
<Embodiment 5>
In the fifth embodiment, as shown in FIG. 13, the unsealed
ただし、実施の形態3の場合と異なりに、袋1の上辺が後に飲料等の内容物を袋1内に充填する際の充填口とするために未シール部1eとされる。
However, unlike the case of the third embodiment, the upper side of the
また、袋1の下辺には山折された底折込シート29が挿入され、この底折込シート29が前後二枚のシート3,3に底ヒートシール部1gで接着されるとともに左右の縦ヒートシール部1b,1cで接着されている。底折込シート29の谷折側内面には非ヒートシール加工がされているが、底折込シート29の両側には切欠30が設けられていることから、切欠30の箇所で前後二枚のシート3,3同士が接着される。これにより、底折込シート29がマチになって袋1の底の拡開が許容され、袋1の自立が可能となる。
In addition, a bottom folded
なお、未シール部1eは袋1の左右辺のうちのいずれかに設定することも可能である。
Note that the unsealed
未シール部1eは、内容物が袋1内に充填された後、上横ヒートシール部1a(図12参照)によって密封される。
The unsealed
この実施の形態5では、袋1が図4中、二点鎖線で示したような姿勢でカセットラック6内に装填される。そして、実施の形態1において使用した図2及び図3に示す無菌袋詰め装置によって袋詰め製品の製造が可能である。
In the fifth embodiment, the
ただし、この場合は袋1の未シール部1eが注出口部材2と共に上側になるようにして袋1がターレット17で搬送される。
However, in this case, the
<実施の形態6>
この実施の形態6では、図14に示すように、図8(A)に示した実施の形態2の場合と異なり、袋1の下辺に図13に示した実施の形態5におけると同様な底折込シート29が介装された袋1が使用される。
<
In the sixth embodiment, as shown in FIG. 14, unlike the case of the second embodiment shown in FIG. 8A, the bottom of the
この実施の形態6では、実施の形態2において使用した図9及び図10に示す無菌袋詰め装置によって袋詰め製品の製造が可能である。 In the sixth embodiment, the bag-packed product can be manufactured by the aseptic bag-packing apparatus shown in FIGS. 9 and 10 used in the second embodiment.
以下に、実施例1〜40を掲げ、本発明における袋の殺菌効果を示す。 Below, Examples 1-40 are hung up and the bactericidal effect of the bag in this invention is shown.
なお、表1中、注出口部材の形状の欄における「2P型」はキャップが注出口部材の本体と別体として設けられたものをいい、「1P型」は注出口部材の本体と、その口部を引きちぎり用薄肉部を介して密封する密封片とが当初から一体成形されたものをいう。 In Table 1, “2P type” in the column of the shape of the spout member means that the cap is provided separately from the main body of the spout member, and “1P type” means the main body of the spout member, The sealing piece that seals the mouth portion through the tearing thin wall portion is integrally formed from the beginning.
取付箇所が「垂直」とは図1に示したように注出口部材2が袋1の中心線に乗るように配置されたことをいい、「斜め」とは図11に示したように注出口部材2が袋1の中心線に対し傾斜するように配置されたことをいう。
“Vertical” means that the
「Pシール」とは図1に示したように注出口部材2の開口が易開封性シール2dで密封されたことをいう。
“P-seal” means that the opening of the
「ストロー」とは図1中、破線で示したように、注出口部材2に突出部2aとしてストロー状のものが設けられたことをいう。
The “straw” means that the
袋の形態である「自立性袋」は図13に示したような袋底が広げられると袋が自立可能となるものをいい、「平袋」は図1に示したように袋が扁平であって自立できないものをいう。 The “self-supporting bag” in the form of a bag means a bag that can stand up when the bag bottom is expanded as shown in FIG. 13, and the “flat bag” is a flat bag as shown in FIG. Something that can't stand up.
袋の「エンボス加工」とは袋を構成するシートの内面に無数の細かい凹凸が形成されたことをいう。 “Embossing” of the bag means that countless fine irregularities are formed on the inner surface of the sheet constituting the bag.
充填箇所が「下未シール部」とは、図1(A)に示したように袋1の下辺から内容物を充填するため袋底に未シール部1eが設けられたことをいい、「上未シール部」とは、図13に示したように袋1の上辺から内容物を充填するため袋の上辺に未シール部1eが設けられたことをいう。
The filling location “lower unsealed portion” means that the unsealed
表1に示した各サンプルについて、殺菌効果の試験を行い、表2に示す結果を得た。「菌付け条件」「評価方法」は次の通りである。 About each sample shown in Table 1, the bactericidal effect test was done and the result shown in Table 2 was obtained. The “bacterial application condition” and “evaluation method” are as follows.
A「菌付け条件」
(1)指標菌: B.subtilisATCC9372
(2)菌数: 2.5×105個/spot
(3)BI(バイオインジケータ)の貼り付け箇所:図1(A)、図8(A)、図11〜図14に示すように、いずれも過酸化水素のガスが接触し難い個所である。
[注出口部材]:2P型注出口部材(例えば、図1(A)参照)の場合は内側の側面と支持用フランジの裏面に各々貼着した。1P型注出口部材(図示せず)の場合は内側の最奥部と支持用フランジの裏面に各々貼着した。
[平袋]:図1(A)に示すように注出口部材が袋の中心線上に設けられ、底から内容物が充填される袋である場合は、袋の内側の右縦ヒートシール部の上方と中位部に各々貼着した。図8(A)に示すように注出口部材から内容物が充填される袋である場合は、袋の内側の右縦ヒートシール部の上方と底に各々貼着した。図11に示すように注出口部材が斜めに取り付けられ、底から内容物が充填される袋である場合は、袋の内側の右縦ヒートシール部の上方と、上辺ヒートシール部の注出口部材の位置する側と反対側の端に各々貼着した。図12に示すように注出口部材が斜めに取り付けられ、注出口部材から内容物が充填される袋である場合は、袋内であるの右縦ヒートシール部の上方と、下辺ヒートシール部の注出口部材の位置する側と反対側の端とに各々貼着した。
[自立性袋]:図13に示すように注出口部材が斜めに取り付けられ、上辺から内容物が充填される袋である場合は、袋内である右縦ヒートシール部の上方と、底ヒートシール部の中央と、袋外である底折込シート谷折部とに各々貼着した。
また、図14に示すように注出口部材から内容物が充填される袋である場合は、袋内である右縦ヒートシール部の上方と、底ヒートシール部の中央と、袋外である底折込シートの谷折部とに各々貼着した。
A "Conditioning conditions"
(1) Indicator bacteria: B. subtilis ATCC9372
(2) Number of bacteria: 2.5 × 10 5 / spot
(3) Place where BI (bioindicator) is attached: As shown in FIGS. 1 (A), 8 (A), and FIGS. 11 to 14, all are places where hydrogen peroxide gas is difficult to contact.
[Spout member]: In the case of the 2P-type spout member (for example, see FIG. 1 (A)), it was adhered to the inner side surface and the back surface of the supporting flange. In the case of a 1P type spout member (not shown), it was stuck to the innermost innermost part and the back surface of the supporting flange.
[Flat bag]: When the spout member is provided on the center line of the bag as shown in FIG. 1 (A) and the contents are filled from the bottom, the right vertical heat seal portion inside the bag Attached to the upper part and the middle part, respectively. As shown in FIG. 8 (A), when the bag was filled with the contents from the spout member, it was attached to the top and bottom of the right vertical heat seal part inside the bag. When the spout member is attached obliquely as shown in FIG. 11 and the bag is filled with the contents from the bottom, the spout member of the upper side heat seal portion and the upper side of the right vertical heat seal portion inside the bag Each of them was attached to the end opposite to the side on which it was located. When the spout member is attached obliquely as shown in FIG. 12 and the bag is filled with the contents from the spout member, the upper portion of the right vertical heat seal portion in the bag and the lower heat seal portion Each of the spout members was attached to the opposite side and the opposite end.
[Self-supporting bag]: As shown in FIG. 13, in the case where the spout member is attached obliquely and the contents are filled from the upper side, the upper part of the right vertical heat seal part in the bag and the bottom heat It stuck on the center of the seal part and the bottom folding sheet valley fold part which is outside the bag.
In addition, when the bag is filled with the contents from the spout member as shown in FIG. 14, the upper part of the right vertical heat seal part in the bag, the center of the bottom heat seal part, and the bottom outside the bag. It stuck to the valley fold part of the insert sheet, respectively.
B「評価方法」
実施例1〜40の各種袋について標準的な過酸化水素ガス滅菌装置により殺菌処理し、続いて無菌袋詰め装置の無菌包装チャンバーを通過させた後、BIをSCDブイヨン培地に回収し、37℃×7日間の培養後、菌発生の有無を確認した。この結果を表2に示す。
B "Evaluation Method"
The various bags of Examples 1 to 40 were sterilized by a standard hydrogen peroxide gas sterilizer, and subsequently passed through an aseptic packaging chamber of an aseptic bagging apparatus, and then BI was collected in an SCD bouillon medium. X After 7 days of culture, the presence or absence of bacteria was confirmed. The results are shown in Table 2.
なお、上記各種袋に、100mLの純水を充填し、十分に攪拌した後、純水中に溶け出した過酸化水素量を酸素電極法で測定したところ、袋内の残留過酸化水素量は0.1ppm未満であった。 The above various bags were filled with 100 mL of pure water, and after sufficiently stirring, the amount of hydrogen peroxide dissolved in the pure water was measured by the oxygen electrode method. The amount of residual hydrogen peroxide in the bag was It was less than 0.1 ppm.
表2から明らかなように、注出口部材を備えた袋をカセットラックに装填して過酸化水素のガスにより殺菌チャンバー内で殺菌した後、内容物の充填工程を経るようにすると、所期の殺菌効果を得ることができる。 As can be seen from Table 2, when a bag equipped with a spout member is loaded into a cassette rack and sterilized in a sterilization chamber with hydrogen peroxide gas, the content filling process is performed. A bactericidal effect can be obtained.
また、この殺菌効果は、例えば実施例6、17、19、23と実施例35、36,37とを各々比較すると、突出部であるストローを注出口部材に設けることによりさらに向上することが分かる。 Further, for example, when Examples 6, 17, 19, and 23 and Examples 35, 36, and 37 are compared with each other, for example, it is understood that the sterilizing effect is further improved by providing a straw as a protruding portion on the spout member. .
また、例えば実施例31、34と実施例39、40とを各々比較すると、袋の内面にエンボス加工を施して多数の細かい凹凸を形成しておくことにより、さらに殺菌効果が向上することが分かる。 Further, for example, when Examples 31 and 34 and Examples 39 and 40 are respectively compared, it is understood that the sterilizing effect is further improved by embossing the inner surface of the bag to form a large number of fine irregularities. .
1…袋
1e…未シール部
2…注出口部材
2a…突出部
6…カセットラック
7…殺菌チャンバー
8…無菌包装チャンバー
DESCRIPTION OF
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014194744A JP6187424B2 (en) | 2014-09-25 | 2014-09-25 | Aseptic bagging method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014194744A JP6187424B2 (en) | 2014-09-25 | 2014-09-25 | Aseptic bagging method and apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016064854A JP2016064854A (en) | 2016-04-28 |
| JP6187424B2 true JP6187424B2 (en) | 2017-08-30 |
Family
ID=55804958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014194744A Expired - Fee Related JP6187424B2 (en) | 2014-09-25 | 2014-09-25 | Aseptic bagging method and apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6187424B2 (en) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3822255B2 (en) * | 1993-09-30 | 2006-09-13 | 藤森工業株式会社 | Aseptic packaging method and aseptic packaging apparatus used therefor |
| JPH10119905A (en) * | 1996-10-11 | 1998-05-12 | Fuji Seal Co Ltd | Method for filling contents into container |
| JP3831505B2 (en) * | 1997-12-26 | 2006-10-11 | 生化学工業株式会社 | Sterilization method in medical sterilization packaging |
| JP2003237742A (en) * | 2002-02-13 | 2003-08-27 | Toppan Printing Co Ltd | Aseptic filling method of pouch with spout |
| JP2002321715A (en) * | 2002-04-09 | 2002-11-05 | Dainippon Printing Co Ltd | Aseptic filling method and system |
| JP5105117B2 (en) * | 2004-03-25 | 2012-12-19 | 東洋製罐株式会社 | Method and system for retort sterilization of plastic containers |
| JP5266727B2 (en) * | 2007-01-31 | 2013-08-21 | 澁谷工業株式会社 | Gripper |
-
2014
- 2014-09-25 JP JP2014194744A patent/JP6187424B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016064854A (en) | 2016-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11459138B2 (en) | Filling system | |
| CN100484837C (en) | Apparatus and method for filling | |
| US7217033B2 (en) | Aseptic packaging for foods and systems and methods for aseptically packaging foods | |
| CN108349614B (en) | A system and method for in-line forming, filling and packaging to form product packages | |
| JP6119806B2 (en) | Aseptic bagging method and apparatus | |
| JP2003072717A (en) | Aseptic filling method for spouted pouches | |
| JPS58500661A (en) | Aseptic filling equipment and method for flexible containers | |
| JP2002321715A (en) | Aseptic filling method and system | |
| JP6187424B2 (en) | Aseptic bagging method and apparatus | |
| JP6083445B2 (en) | Aseptic filling method and apparatus | |
| JP5971299B2 (en) | Bag sterilization method and apparatus | |
| JP6657830B2 (en) | Method and apparatus for sterilizing bag with spout and method and apparatus for aseptically filling bag with spout | |
| JP2020132179A (en) | Content filling method of pouch with spout and content filling device of pouch with spout | |
| JP2020511375A (en) | Method and device for manufacturing double bag | |
| JP7447424B2 (en) | Aseptic filling machine and aseptic filling method | |
| JPH09240629A (en) | Method and apparatus for sterilizing paper vessel in germless filling apparatus | |
| JPS6234613B2 (en) | ||
| JP4467159B2 (en) | Aseptic filling system | |
| JP7307396B2 (en) | Aseptic filling machine and aseptic filling method | |
| JP2020055532A (en) | Sterilization method for lid and sterilizer for lid | |
| JP6663962B2 (en) | Filling machine | |
| WO2019111993A1 (en) | Aseptic filling machine and aseptic filling method | |
| JP4601773B2 (en) | Sterilization method, sterilization system and aseptic filling system for pouch with spout | |
| JP5279112B2 (en) | Method for producing canned food | |
| JPS58193236A (en) | Germless packing method for acidic food and its device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6187424 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |