JP6162995B2 - Spring / Summer Textile Products - Google Patents
Spring / Summer Textile Products Download PDFInfo
- Publication number
- JP6162995B2 JP6162995B2 JP2013076121A JP2013076121A JP6162995B2 JP 6162995 B2 JP6162995 B2 JP 6162995B2 JP 2013076121 A JP2013076121 A JP 2013076121A JP 2013076121 A JP2013076121 A JP 2013076121A JP 6162995 B2 JP6162995 B2 JP 6162995B2
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- dough
- skin
- underwear
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
- Knitting Of Fabric (AREA)
Description
本発明は春夏用の繊維製品、例えば肌着として身にまとうときに感じる瞬間的なひんやり感があり、着用時の熱放散性や吸湿性にも優れた着用快適性に優れた繊維製品、例えば肌着に関する。具体的には、再生セルロース繊維が混用され、編地の含有空気率が制限され、衣服内の熱と湿度のこもりが抑制されることを特徴とした繊維製品、例えば肌着に関する。 The present invention is a textile product for spring and summer, for example, there is a momentary chilling feeling when wearing as an underwear, a textile product excellent in wearing comfort that is excellent in heat dissipation and moisture absorption at the time of wearing, for example, Regarding underwear. Specifically, the present invention relates to a fiber product, such as an undergarment, in which regenerated cellulose fibers are mixed, the air content of the knitted fabric is restricted, and heat and humidity accumulation in the garment is suppressed.
春夏用繊維製品、特に肌着やスポーツアンダーは皮膚にもっとも近い衣料であり、着用動作時の皮膚の伸びに追随するよう、伸縮性の高いニット生地が用いられる。肌着用の生地には、生産設備や生産性、汎用性、消費性能の観点から、フライス、スムース、天竺、最近では鹿の子などの組織が、スポーツアンダーにはこれに加えてトリコットなどの組織が一般的に用いられている。
ニット生地は、一般的に織物と比較して伸縮性はあるが、編目に立体的な空間ができ、ここに空気を抱えやすい。空気の熱伝導率は0.026W/m・℃と、繊維材料に対して10倍優れた断熱材料で有り、そのため、ニット生地は一般的に織物と対比して、保温性に優れる。また構造上凹凸ができやすく、肌に接触する場合も、狭義に見れば面接触ではなく点接触となり接触による熱伝導に不利となる。特に、乾熱移動を高め、皮膚と衣料または肌着の間の微小空間の温度を下げることはもちろん、湿度上昇を抑制する技術の開発は、作用温度を下げる観点からも重要である(下記非特許文献1参照)。
Spring and summer textile products, especially underwear and sports underwear, are the clothing closest to the skin, and knit fabrics with high elasticity are used so as to follow the elongation of the skin during the wearing operation. From the viewpoint of production equipment, productivity, versatility, and consumption performance, fabrics for underwear are typically milled, smooth, tengu, and more recently Kanoko, while sports under are generally tricot and other organizations. Has been used.
A knit fabric is generally stretchable compared to a woven fabric, but a three-dimensional space is formed in the stitch, and air is easily held here. The thermal conductivity of air is 0.026 W / m · ° C., which is a heat insulating material that is 10 times better than the fiber material. Therefore, the knit fabric is generally superior in heat retention as compared with the woven fabric. In addition, the structure is easily uneven, and in the narrow sense, it is not a surface contact but a point contact, which is disadvantageous for heat conduction by contact. In particular, the development of technology that suppresses the increase in humidity as well as increasing the dry heat transfer and lowering the temperature of the minute space between the skin and clothing or underwear is also important from the viewpoint of lowering the working temperature (the following non-patents) Reference 1).
これまで冷感を高める衣料や衣料資材用として開発されてきたものに、熱伝導性と接触時の冷感が非常に高い繊維を使った編地があるが(下記特許文献1参照)、これは人の不感蒸泄、発汗作用が配慮されておらず、繊維材料による乾熱の移動のみが追究された研究である。従って、この編地を直接皮膚に触れる衣料や衣料資材とした場合、衣服内の湿度上昇を抑制して、人の発汗作用を妨げない衣料もしくは衣料資材とはなり得ない。一方、人の発汗作用に着眼し、汗を吸水すると、繊維が伸長して編目のループを拡げ蒸散作用を促す編地が開発されているが(下記特許文献2参照)、この編地は、発汗時にループの空隙を拡げてしまうため、むしろ繊維材料と皮膚の接触面積が低下し乾熱移動を下げることになる。つまり、熱と水分移動の原理から両立できるものではない。また、接触による熱移動と、吸湿性による衣服内湿度上昇の抑制とを狙った、ポリビニルピロリドンを添加したポリアミドフィラメントとポリエステルフィラメントの複合糸による編地の報告があるが(下記特許文献3参照)、ポリビニルピロリドンを添加したポリアミドフィラメントの持つ吸湿性では不感蒸泄を超えた場合、例えば暑熱下において汗腺から発汗した場合の衣服内の湿度処理をまかないきれず、蒸れをきたすこととなる。 There has been a knitted fabric using fibers that have been developed for clothing and clothing materials that enhance the feeling of cooling so far, and has a high thermal conductivity and a feeling of cooling upon contact (see Patent Document 1 below). Is a study that does not take into account human insensitive steaming and sweating, but only the movement of dry heat by fiber materials. Therefore, when this knitted fabric is used as clothing or clothing material that directly touches the skin, it cannot be clothing or clothing material that suppresses an increase in humidity in the clothing and does not hinder human sweating. On the other hand, knitted fabrics have been developed that focus on the human sweating action and absorb sweat, and the fibers stretch to expand the loops of the stitches and promote the transpiration action (see Patent Document 2 below). Since the gap of the loop is expanded during perspiration, the contact area between the fiber material and the skin is rather lowered, and the dry heat transfer is lowered. In other words, it is not compatible from the principle of heat and moisture transfer. In addition, there is a report of a knitted fabric made of a composite yarn of a polyamide filament and a polyester filament to which polyvinylpyrrolidone is added aiming at heat transfer by contact and suppression of moisture increase in clothes due to moisture absorption (see Patent Document 3 below). When the hygroscopic property of the polyamide filament added with polyvinylpyrrolidone exceeds insensitive steaming, for example, when sweating from sweat glands under heat, the moisture treatment in the clothes cannot be fully covered, resulting in stuffiness.
このように、乾熱移動を高め、皮膚と肌着の間の微小空間の温度を下げることはもちろん、湿度上昇を抑制することは、作用温度を下げる観点からも重要である(下記非特許文献1参照)。従って、暑熱下における温熱生理学上、健康的な肌着開発において、熱の移動と水分(液体または気体)の移動とを両立させることが必須となるが、このような肌着は未だ開発されていない。
また、発汗時において皮膚からの熱を除去する方法として、汗の蒸発潜熱を利用する方法(下記特許文献4参照)も提案されている。
As described above, it is important from the viewpoint of lowering the working temperature to increase the dry heat transfer and reduce the temperature of the minute space between the skin and the undergarment as well as to suppress the increase in humidity (Non-Patent Document 1 below). reference). Therefore, in the development of healthy underwear in terms of thermophysiology under heat, it is essential to make both heat transfer and moisture (liquid or gas) transfer compatible, but such underwear has not yet been developed.
As a method for removing heat from the skin during sweating, a method using latent heat of vaporization of sweat (see Patent Document 4 below) has also been proposed.
しかし、上述の編地を構成する繊維には、かさ高性と保水性が高く含気層も多い綿と、ポリエステル仮撚フィラメントとが用いられており、また組織としても異なった糸条を交編し凹凸ができやすく、空気を抱えこむ構造となっている。従って乾熱移動、蒸発による潜熱移動の効果は充分得られない。また、この編地には繰り返し洗濯後の保水性や水拡散性の耐久性について考慮されておらず、初期には発揮したポリエステルの吸水加工効果も洗濯により低下する懸念がある。
本発明の課題は、上記従来技術の問題を解決すべく、熱の移動と水分(液体または気体)の移動とを両立させ、皮膚との接触による熱移動を高めて繊維製品内温度上昇を抑制すると同時に、不感蒸泄を効果的に吸湿して湿度上昇も抑制することで、汗腺からの発汗ポイントを遅らせ、快適と感じられる時間を可能な限り長く保ち、温熱生理学的な快適性に優れた繊維製品を提供することである。
However, the fibers constituting the knitted fabric are made of cotton having high bulkiness and water retention and a large air content layer, and polyester false twisted filaments. Easy to knit and uneven, and has a structure that holds air. Therefore, the effects of dry heat transfer and latent heat transfer due to evaporation cannot be sufficiently obtained. Further, this knitted fabric does not take into consideration the durability of water retention and water diffusibility after repeated washing, and there is a concern that the water-absorbing processing effect of the polyester exhibited in the initial stage may be reduced by washing.
An object of the present invention is to solve the above-mentioned problems of the prior art by combining heat transfer and moisture (liquid or gas) transfer, increasing heat transfer due to contact with the skin, and suppressing an increase in the temperature in the textile product. At the same time, it effectively absorbs insensitive steaming and suppresses the increase in humidity, thereby delaying the sweating point from the sweat gland, keeping the comfortable feeling as long as possible, and excellent thermophysiological comfort To provide textile products.
本発明者は、鋭意検討の結果、編地重量の20%以上に再生セルロース繊維が混用された編地であって、充填密度が0.260g/cm3以上0.500g/cm3以下である生地からなる繊維製品が上記課題を解決することを見出した。即ち、本発明は以下の通りである。 As a result of intensive studies, the inventor is a knitted fabric in which regenerated cellulose fibers are mixed in 20% or more of the knitted fabric weight, and the filling density is 0.260 g / cm 3 or more and 0.500 g / cm 3 or less. It has been found that a textile product made of a fabric solves the above problems. That is, the present invention is as follows.
[1]再生セルロース繊維が20重量%以上混用され、生地を構成する再生セルロース繊維の単糸繊度が0.8dtex以上4dtex以下である編地からなる繊維製品であって、該生地の充填密度が0.260g/cm3以上0.500g/cm3以下であり、該生地の少なくとも片面の放熱性値が10W/m2・℃以上であり、かつ、該生地の少なくとも片面の瞬間熱流束値が120W/m 2 ・℃以上である生地からなる繊維製品。
[2]生地の吸湿性が5%以上である、前記[1]に記載の繊維製品。
[3]ポリウレタン弾性繊維が生地重量の3%以上30%以下混用された、前記[1]又は[2]に項に記載の繊維製品。
[4]前記編地がベア天竺組織である、前記[1]〜[3]のいずれかに記載の繊維製品。
[5]肌着として用いられる、前記[1]〜[4]のいずれかに記載の繊維製品。
[1] A fiber product composed of a knitted fabric in which regenerated cellulose fibers are mixed in an amount of 20% by weight or more, and the single yarn fineness of the regenerated cellulose fibers constituting the fabric is 0.8 dtex or more and 4 dtex or less, and the filling density of the fabric is 0.260 g / cm 3 or more 0.500 g / cm 3 or less, der least one surface of the heat dissipation value 10W / m 2 · ℃ or more dough is, and, at least one side of the instantaneous heat flow dough flux value Is a textile product made of a fabric having a temperature of 120 W / m 2 · ° C or higher .
[2] The textile product according to [1], wherein the fabric has a hygroscopicity of 5% or more.
[3] The fiber product according to the above [1] or [2], wherein the polyurethane elastic fiber is mixed in an amount of 3% to 30% of the fabric weight.
[4] The textile product according to any one of [1] to [3] , wherein the knitted fabric has a bare tengu structure.
[5] The textile product according to any one of [1] to [4] , which is used as an underwear.
本発明の繊維製品、例えば肌着は、吸湿性、放熱性、接触冷感性が高く、盛夏時に着用しても、着用当初から脱衣まで快適と感じられる時間が長い。また、発汗を伴う場合も、皮膚からの汗を有効に吸収・拡散することで、汗がしたたり落ちたり、皮膚にぬれ残る無効発汗がなく、且つ皮膚温を活用して蒸散を促し、着ていない場合よりも放熱効果を高める肌着やスポーツアンダー、更に春夏用ベッドパッドや布団カバー等の寝装用の繊維製品を提供するができる。 The textile product of the present invention, for example, underwear, has high moisture absorption, heat dissipation, and cool contact feeling, and even when worn during midsummer, it takes a long time to feel comfortable from the beginning of wearing to undressing. In addition, even when sweating is involved, by effectively absorbing and diffusing sweat from the skin, there is no ineffective sweating that sweats or falls, or remains wet on the skin. It is possible to provide underwear and sports underwear that enhances the heat dissipation effect compared to the case where it is not, and textile products for bedding such as bed pads and futon covers for spring and summer.
以下に本発明について詳細に説明する。
本発明の繊維製品、例えば肌着は、吸湿性、特に吸湿スピードが高い再生セルロース繊維が20重量%以上混用されることを特徴とする編地からなる繊維製品、例えば肌着である。人の不感蒸泄は個体差があるが、上記非特許文献1によれば、多い人で体表面積1m2当たり23g/時間とされている。また、蒸れによる不快感は、湿度値よりも湿度変化値に依存することが明らかにされているが、この湿度変化を減少させて蒸れ感抑制につなげるには、上記不感蒸泄を効果的に吸湿することが必要で、そのためには、吸湿スピードが高い再生セルロース繊維を編地重量の20重量%以上混用することが必要である。
The present invention is described in detail below.
The fiber product of the present invention, such as an undergarment, is a fiber product made of a knitted fabric, such as an undergarment, characterized in that 20% by weight or more of a regenerated cellulose fiber having a high hygroscopic property, particularly a high moisture absorption speed, is mixed. Although there are individual differences in human insensitivity, according to Non-patent Document 1, it is 23 g / hour per 1 m 2 of body surface area in many people. In addition, it has been clarified that the unpleasant sensation caused by smoldering depends on the humidity change value rather than the humidity value. It is necessary to absorb moisture. To that end, it is necessary to mix regenerated cellulose fibers having a high moisture absorption speed in an amount of 20% by weight or more of the knitted fabric weight.
再生セルロース繊維が20重量%以上混用された生地は、吸湿性が生地重量の5%以上を示すことが容易となる。吸湿能力を体感し得るには再生セルロース繊維が30重量%以上混用されることが好ましい。30重量%以上混用されると、後述する吸湿スピード係数が0.6を超えることが容易となり、皮膚表面からの不感蒸泄を瞬時に吸湿させるので好ましい。更に、発汗ポイントを遅らせる効果を得るためには、再生セルロース繊維を50重量%以上混用させることが好ましい。50重量%以上混用すると、吸湿スピード係数が0.7を超える。本発明の繊維製品、例えば肌着は再生セルロース繊維のみからなる肌着でもよいが、他の繊維を混用することもできる。
また、吸湿性が生地重量の5%以上あると、皮膚から放出される水蒸気状の汗の吸収に優れるので好ましい。さらに好ましくは生地重量の6%以上である。吸湿性があまり大きすぎると、同時に液状の汗の吸収も高まり、速乾性に劣ることとなり、生地重量の15%以下が好ましい。さらに、吸湿スピード係数は、0.5以上が好ましく、さらに好ましくは0.6以上である。
再生セルロース繊維としてはビスコース法レーヨン、ポリノジックレーヨン、精製セルロース繊維、銅アンモニア法レーヨン、高強力レーヨン等が挙げられる。
The dough mixed with 20% by weight or more of the regenerated cellulose fiber can easily have a hygroscopicity of 5% or more of the dough weight. In order to be able to experience the hygroscopic ability, it is preferable that the regenerated cellulose fiber is mixed in an amount of 30% by weight or more. When mixed in an amount of 30% by weight or more, it becomes easy for the moisture absorption speed coefficient described later to easily exceed 0.6, and insensitive moisture from the skin surface is absorbed instantly, which is preferable. Furthermore, in order to obtain the effect of delaying the sweating point, it is preferable to mix the regenerated cellulose fiber by 50% by weight or more. When 50% by weight or more is mixed, the moisture absorption speed coefficient exceeds 0.7. The fiber product of the present invention, for example, an undergarment may be an undergarment made only of regenerated cellulose fibers, but other fibers can also be mixed.
Further, it is preferable that the hygroscopicity is 5% or more of the weight of the dough because it is excellent in absorbing water vapor-like sweat released from the skin. More preferably, it is 6% or more of the dough weight. If the hygroscopicity is too large, the absorption of liquid sweat increases at the same time, and the quick-drying property is inferior, and 15% or less of the fabric weight is preferable. Furthermore, the moisture absorption speed coefficient is preferably 0.5 or more, more preferably 0.6 or more.
Examples of the regenerated cellulose fiber include viscose rayon, polynosic rayon, purified cellulose fiber, copper ammonia rayon, and high strength rayon.
また、本発明の繊維製品、例えば肌着を構成する生地は、20℃65%RHの標準状態での目付と5gf/cm2の荷重を掛けて測定した厚さから下記式により算出された充填密度が0.260g/cm3以上0.500g/cm3以下であることが必要である。厚さを測定する際にこれ以上荷重を重くすると、生地を押しつぶすことになり、生地本来の充填度を表わすことができない。また、荷重を軽くすると、生地の厚みの差を正確に判定できない。
充填密度(g/cm3)=[目付(g/m2)/厚み(mm)]×10-3
最適な充填密度は、熱移動と風合いのバランスから、0.260g/cm3以上0.500g/cm3以下である。乾熱移動を高めるために、0.300g/cm3以上0.450g/cm3以下がさらに好ましい。0.260g/cm3を下回ると、生地中の空気層が多くなり保温性が向上し、熱移動が抑制される。0.500g/cm3を超えると、生地がペーパーライクとなり、直接肌に触れる用途、特に肌着用途にはそぐわない。
In addition, the fabric constituting the textile product of the present invention, for example, the underwear, has a filling density calculated by the following formula from a thickness measured by applying a basis weight in a standard state of 20 ° C. and 65% RH and a load of 5 gf / cm 2. Is 0.260 g / cm 3 or more and 0.500 g / cm 3 or less. If the load is further increased when measuring the thickness, the dough will be crushed, and the original filling degree of the dough cannot be expressed. Moreover, if the load is lightened, the difference in the thickness of the fabric cannot be accurately determined.
Packing density (g / cm 3 ) = [weight per unit area (g / m 2 ) / thickness (mm)] × 10 −3
The optimum packing density is 0.260 g / cm 3 or more and 0.500 g / cm 3 or less from the balance of heat transfer and texture. In order to enhance dry heat transfer, 0.300 g / cm 3 or more and 0.450 g / cm 3 or less is more preferable. When it is less than 0.260 g / cm 3 , the air layer in the dough increases, the heat retaining property is improved, and the heat transfer is suppressed. If it exceeds 0.500 g / cm 3 , the fabric becomes paper-like and is not suitable for use in direct contact with the skin, particularly for use in underwear.
本発明の繊維製品を構成する生地は、同時に、後述する方法で測定した放熱性が生地の少なくとも片面で10W/m2・℃以上であることが必要であり、肌着等に用いた場合、人体に面する側がこの面になることが好ましい。健康上の理由から、12.5W/m2・℃以下に抑えることが好ましい。乾熱移動を高めると共に、産熱と放熱のバランスを満たすために、10W/m2・℃以上12W/m2・℃以下が好ましい。10W/m2・℃を下回ると、乾熱移動がスムーズにいかず、衣服内温度を高めることとなる。また放熱性が異常に高すぎると、身体からの熱を過度に奪うこととなり、長時間着用するもしくは接触すると冷える恐れがある。 At the same time, the fabric constituting the textile product of the present invention requires that the heat dissipation measured by the method described later is 10 W / m 2 · ° C. or more on at least one side of the fabric. It is preferable that the side facing the surface is this surface. For health reasons, it is preferable to keep it below 12.5 W / m 2 · ° C. To increase the dry heat movement, in order to satisfy the balance of the heat radiation and thermogenesis, preferably 10W / m 2 · ℃ than 12W / m 2 · ℃ or less. When the temperature is below 10 W / m 2 · ° C., the dry heat transfer does not proceed smoothly and the temperature in the clothes is increased. Also, if the heat dissipation property is abnormally high, the heat from the body is excessively taken away, and there is a risk of cooling if worn or contacted for a long time.
更に、本発明の繊維製品を構成する生地は、後述する方法で測定した瞬間熱流束値が生地の少なくとも片面で120W/m2・℃以上であることが好ましく、肌着等に用いた場合、人体に面する側がこの面になることが好ましい。120W/m2・℃以上190W/m2・℃以下であると、着用するもしくは接触した瞬間にひんやり爽やかに感じ取れる。120W/m2・℃を下回ると、爽やかな清涼感が十分に得られない。
更に、後述する冷却温度が3.0℃以上、好ましくは4.0℃以上達成できることが好ましい。
Furthermore, the fabric constituting the textile product of the present invention preferably has an instantaneous heat flux value of 120 W / m 2 · ° C. or more on at least one side of the fabric, measured by the method described later. It is preferable that the side facing the surface is this surface. When it is 120 W / m 2 · ° C or more and 190 W / m 2 · ° C. or less, it feels cool and refreshed at the moment of wearing or contacting. When the temperature is lower than 120 W / m 2 · ° C., a refreshing refreshing feeling cannot be obtained sufficiently.
Furthermore, it is preferable that the cooling temperature described later can be achieved at 3.0 ° C. or higher, preferably 4.0 ° C. or higher.
本発明の繊維製品、例えば肌着を構成する生地に、ポリウレタン弾性繊維を混用し、ストレッチ及びストレッチ回復性が備わると、人の動作に追随し快適性が高まると同時に、体表面に接触しやすくなり、体表面の熱移動の効率を高めることができる。このときの混率は生地重量の3%以上30%以下であることが好ましい。この混率は、適度なフィット性を得るために、3%以上25%以下がより好ましい。3%未満ではフィット性に劣り、肌と生地の間に隙間、すなわち空気層による対流が生じ、接触による熱移動が促されない。30%を超えると衣料用途の場合圧迫され血流を阻害する恐れが有り、血流による熱放熱を損ねてしまう。ポリウレタン弾性繊維の繊度は、熱移動特性、フィット性、快適性の観点から22dtex以上40dtex以下であることが好ましい。 When polyurethane elastic fibers are mixed with the textiles of the present invention, for example, the cloth constituting the underwear, and stretch and stretch recovery properties are provided, the movement of the person is followed and the comfort is increased, and at the same time, the body surface is easily contacted. The heat transfer efficiency of the body surface can be increased. The mixing ratio at this time is preferably 3% or more and 30% or less of the weight of the dough. The mixing ratio is more preferably 3% or more and 25% or less in order to obtain an appropriate fit. If it is less than 3%, the fit is inferior, and convection due to a gap, that is, an air layer, occurs between the skin and the fabric, and heat transfer due to contact is not promoted. If it exceeds 30%, there is a risk of being compressed in the case of apparel use and obstructing blood flow, and heat dissipation due to blood flow will be impaired. The fineness of the polyurethane elastic fiber is preferably 22 dtex or more and 40 dtex or less from the viewpoints of heat transfer characteristics, fit, and comfort.
本発明の繊維製品、例えば肌着を構成する生地は天竺、フライス等の丸編、トリコット等の経編など組織に限定されることはないが、丸編の場合は、ベア天竺で構成されることが最も好ましい。シングル編機で編成される天竺は、ダブル編機のそれよりも生地を薄くかつ緻密にすることができるが、フィット性が低く、肌と接触しにくく、乾熱移動特性が充分発揮できない恐れがある。この欠点をポリウレタン弾性繊維のベア挿入で補うことができる。また、肌に接触していると、汗を生じたときに皮膚を熱源として生地の乾燥速度が高まる点でも利点がある。繊維製品、例えば肌着をベア天竺で構成した場合、ニードルループを肌側に配置した方が、シンカーループ側よりも凹凸が少ないため肌触りがよく、また冷感も高まるので好ましい。
経編の場合は、ポリウレタン弾性繊維を用い、経緯の伸縮性を高め、肌に密着できる2wayトリコットで構成されることが好ましい。
The textiles of the present invention, for example, the fabric constituting the underwear is not limited to a structure such as a circular knitting such as a tenji, a milling cutter, or a warp knitting such as a tricot. Is most preferred. Tendon knitted with a single knitting machine can make the fabric thinner and more dense than that of a double knitting machine, but it has a low fit and is less likely to come into contact with the skin. is there. This drawback can be compensated by bare insertion of polyurethane elastic fibers. In addition, when in contact with the skin, there is an advantage in that when the sweat is generated, the drying speed of the fabric is increased by using the skin as a heat source. When a textile product, for example, an undergarment is made of a bare lantern, it is preferable to dispose the needle loop on the skin side because the unevenness is less than that on the sinker loop side and the touch is good and the cooling feeling is enhanced.
In the case of warp knitting, it is preferable to use a polyurethane elastic fiber, and to be composed of a 2-way tricot that increases the stretchability of the background and can adhere to the skin.
本発明の繊維製品、例えば肌着を構成する繊維は、毛羽を有する短繊維よりも毛羽のない長繊維が好ましい。毛羽がないと、空気を抱えこみにくく、反対に毛羽を有すると、そこに空気を抱え込むこととなり、乾熱移動の妨げとなる。長繊維の場合、生地の風合いを柔らかくするため、繊維の繊度が30dtex以上130dtex未満の繊維を選定し編成することが好ましい。30dtex未満では肌着に必要な破裂強度がもたない。また130dtex以上では肌に添う柔らかさが得られない。構成繊維の形状については、肌との摩擦を低減し、ミクロな傷を付けにくく、特に肌着の場合、アウターとの摩擦をも低減する観点から、構成単糸の断面形状は三角や十字等の角のある断面形状よりも、角がない丸や楕円等の断面形状であると好ましい。構成糸の単糸繊度は、細いほど生地が柔らくなることから、単糸繊度4dtex以下であることが好ましい。微細な空気層ができにくくなることから単糸繊度が0.8dtex以上が好ましく、風合いとのバランスを加味すると、1dtex以上3dtex以下であることがより好ましい。繊維の形態は、原糸または加工糸のいずれでもよいが、加工糸の場合、空気層を少なくするため、捲縮が小さい方が好ましい。 The fibers constituting the fiber product of the present invention, such as underwear, are preferably long fibers without fluff rather than short fibers having fluff. If there is no fluff, it is difficult to carry air, and if it has fluff, air is held in the fuzz, which hinders dry heat transfer. In the case of long fibers, it is preferable to select and knit fibers having a fiber fineness of 30 dtex or more and less than 130 dtex in order to soften the texture of the fabric. If it is less than 30 dtex, the burst strength necessary for underwear is not provided. Further, if it is 130 dtex or more, the softness accompanying the skin cannot be obtained. Regarding the shape of the constituent fibers, the cross-sectional shape of the constituent single yarn is triangular, cross, etc., from the viewpoint of reducing friction with the skin and making micro scratches difficult, especially in the case of underwear, from the viewpoint of reducing friction with the outer. A cross-sectional shape such as a circle or an ellipse having no corners is preferable to a cross-sectional shape having corners. The single yarn fineness of the constituent yarn is preferably less than 4 dtex because the finer the fabric, the softer the fabric. Since it becomes difficult to form a fine air layer, the single yarn fineness is preferably 0.8 dtex or more, and more preferably 1 dtex or more and 3 dtex or less considering the balance with the texture. The form of the fiber may be either a raw yarn or a processed yarn, but in the case of a processed yarn, it is preferable that the crimp is small in order to reduce the air layer.
本発明の繊維製品、例えば肌着を構成する生地に、再生セルロース繊維以外の繊維を混用する場合は、吸放湿性の観点から、再生セルロース以外の繊維の混率を80%以下、蒸れ感の軽減を実感するためには70%以下、蒸れ感を抑止するためには60%以下にすることが好ましい。更に、再生セルロース繊維とそれ以外の繊維を単独で機上交編するよりも、2種以上の繊維をエア、熱、撚糸装置により一糸条に複合する形態が好ましい。それは繊維固有の収縮差、膨らみ差、捲縮特性差等の差異が、染色仕上後の生地に凹凸をもたらし空気層となり、接触による熱移動、放熱性を低下させるからである。一糸条に複合する方法は、例えば再生セルロース長繊維と、他方にポリアミド系、ポリエステル系、アクリル系等の合成長繊維とを、合撚、インターレース混繊、仮撚後インターレース混繊、インターレース混繊後仮撚、インターレース混繊後追撚および流体撹乱加工による混繊等の手法で複合する方法が挙げられる。 When fibers other than regenerated cellulose fibers are mixed with the textiles of the present invention, for example, the fabric constituting the underwear, the mixing ratio of fibers other than regenerated cellulose is reduced to 80% or less from the viewpoint of moisture absorption and desorption. In order to feel it, it is preferable to be 70% or less. Furthermore, a form in which two or more kinds of fibers are combined into a single yarn by air, heat, and a twisting device is preferable, rather than knitting the regenerated cellulose fiber and other fibers alone. This is because differences such as fiber-specific shrinkage difference, bulge difference, and crimp characteristic difference cause unevenness in the fabric after dyeing and form an air layer, which reduces heat transfer and heat dissipation by contact. The method of compounding into one yarn is, for example, a regenerated cellulose long fiber and a synthetic long fiber such as polyamide, polyester or acrylic on the other side, intertwisting, interlace blend, interlace blend after false twist, interlace blend Examples of the method include compounding by methods such as post false twisting, interlace mixed post-twisting, and fiber mixing by fluid disturbance processing.
複合の組み合わせとしては、着用快適性と消費性能、生産性の観点からは再生セルロース長繊維とポリエステル系長繊維の複合糸が、また着用快適性、特に吸湿性と曲げ柔らかさの観点からは再生セルロース長繊維とポリアミド系長繊維との複合糸が、汗をすばやく乾かす速乾性の観点からは再生セルロース長繊維とポリエステル系長繊維もしくはアクリル系長繊維との複合糸が好ましい。溶融紡糸系の合成繊維を用いる場合は、未延伸糸(POY)を用いてもよいが、空気層を少なくするため捲縮が小さい糸を選定する方がよい。 As composite combinations, composite yarns of regenerated cellulose long fibers and polyester-based long fibers are used from the viewpoint of wearing comfort, consumption performance, and productivity, and from the viewpoint of wearing comfort, particularly hygroscopicity and bending softness. From the viewpoint of quick drying, the composite yarn of cellulose long fiber and polyamide long fiber is preferably a composite yarn of regenerated cellulose long fiber and polyester long fiber or acrylic long fiber. When melt-spun synthetic fibers are used, undrawn yarn (POY) may be used, but it is better to select a yarn with a small crimp in order to reduce the air layer.
構成繊維に短繊維を用いる場合は、風合いを柔らかく、肌との摩擦を軽減するため、単糸繊度が2dtex以下、繊維長が25以上、より好ましくは38mm以上である短繊維を選定するとよい。その素材としては、セルロース系ステープル、ポリエステル系ステープル、アクリル系ステープル、ナイロン系ステープル、もしくはこれらの複合ステープルが挙げられる。いずれも角のない断面形状の繊維が好ましい。このとき、短繊維の太さは40番手から60番手であれば、短繊維であっても生地を柔らかくする傾向がある。この際の構成短繊維の撚数は糸の硬さ、風合いの面から20/inch以上で30/inch以下が好ましい。この短繊維を前述の長繊維と機上で複合することもできるが、摩擦係数を下げるためには、予め精紡交撚の技術で一糸条とし、短繊維の毛羽を長繊維で包み込むようにするとよい。 When short fibers are used as the constituent fibers, short fibers having a single yarn fineness of 2 dtex or less and a fiber length of 25 or more, more preferably 38 mm or more may be selected in order to soften the texture and reduce friction with the skin. Examples of the material include cellulosic staples, polyester staples, acrylic staples, nylon staples, and composite staples thereof. In any case, fibers having a cross-sectional shape without corners are preferable. At this time, if the thickness of the short fiber is 40th to 60th, even if it is a short fiber, the fabric tends to be softened. In this case, the number of twists of the constituent short fibers is preferably 20 / inch or more and 30 / inch or less from the viewpoint of yarn hardness and texture. This short fiber can be compounded with the above-mentioned long fiber on the machine, but in order to reduce the friction coefficient, it is necessary to use a fine spinning and twisting technique beforehand to wrap the short fiber with the long fiber. Good.
本発明の繊維製品、例えば肌着を構成する生地の編成には、一般の編み機を用いればよいが、そのゲージは丸編みの場合、28G以上であることが好ましく、32G以上であるとより緻密な編地を編成するためにさらに好ましい。生産性、風合い、物性の観点から60G以下が好ましい。経編の場合も同様に28G以上が好ましく、より好ましくは32G以上である。筬枚数は3枚以下が好ましく、さらに好ましくは2枚である。 A general knitting machine may be used for knitting the fabric constituting the textile product of the present invention, for example, the underwear, but the gauge is preferably 28 G or more in the case of circular knitting, and more dense when it is 32 G or more. More preferred for knitting the knitted fabric. 60 G or less is preferable from the viewpoints of productivity, texture, and physical properties. Similarly, in the case of warp knitting, 28G or more is preferable, and more preferably 32G or more. The number of saddles is preferably 3 or less, and more preferably 2 sheets.
本発明の繊維製品、例えば肌着を構成する生地の染色加工は、プレセット、精練、染色、仕上げ加工、ファイナルセットの順で処理を施す。精練及び染色に用いる処理機は、一般に使用される液流染色機などのテンションの小さいものや連続精練機等が好ましい。
染色の前に、晒及び漂白仕上により、白度を高める工程を加えてもよい。染料、染色助剤、仕上加工剤は、一般に市販されている合成繊維及び/又はセルロース繊維の染色に開発されているものを任意に選定できる。染色前に再生セルロース系繊維の染色性改善のためのアルカリ処理や、風合い向上のためのポリエステル系繊維用アルカリ減量加工などの処理を施してもよい。また染浴中で吸水加工剤や柔軟剤を併用したり、ソーピング後にこれらをパディングすることも可能である。柔軟剤の利用は、肌触りや風合いを高めるために有効である。ファイナルセット時は、生地をフラットにする意味で巾出しを行うとよい。更に、生地の平滑加工として、ペーパー、フェルト、プラスト等によるカレンダー処理を行うと、生地の充填密度を高め、乾熱移動を高める効果と、スポーツアンダーや肌着の上に着用されるミドラー、ブラウスシャツ、ワイシャツ等のアウターと、スポーツアンダーや肌着の間の空気(例えば、浸透流や対流空気)の流体抵抗を下げる効果を生み出し、尚いっそう熱水分移動特性向上に貢献する。
The dyeing process of the fabric constituting the textile product of the present invention, for example, the underwear, is processed in the order of presetting, scouring, dyeing, finishing, and final setting. A processing machine used for scouring and dyeing is preferably a low-tensioning machine such as a generally used liquid dyeing machine or a continuous scouring machine.
Prior to dyeing, a step of increasing whiteness by bleaching and bleaching may be added. As the dye, the dyeing assistant, and the finishing agent, those developed for dyeing synthetic fibers and / or cellulose fibers that are commercially available can be arbitrarily selected. Prior to dyeing, treatment such as alkali treatment for improving the dyeability of the regenerated cellulose fiber and alkali weight reduction processing for polyester fiber for improving the texture may be performed. It is also possible to use a water-absorbing agent and a softening agent in the dye bath or to pad these after soaping. The use of a softening agent is effective for enhancing the feel and texture. At the time of final setting, it is advisable to draw out in order to make the dough flat. Furthermore, as a smoothing of the fabric, calendering with paper, felt, plast, etc., increases the filling density of the fabric and increases dry heat transfer, and midler and blouse shirts worn on sports underwear and underwear It produces the effect of lowering the fluid resistance of air (for example, osmotic flow and convection air) between outerwear such as shirts and sports underwear and underwear, and contributes to the improvement of heat and moisture transfer characteristics.
本発明の繊維製品、例えば肌着に用いる編地を緻密にするためには、組織にもよるが、例えばベア天竺の場合、染色仕上後のコース数が70以上145以下、ウェル数を40以上85以下になるよう、セットするとよい。コース数が145、ウェル数が85を超えるほどに追い込むと、生地が紙のように硬くなる。フライスならば、同じ理由でコース数、ウェル数が40以上60以下となるよう、セットすると良い。
また、ベア天竺の場合、コース数が70未満、ウェル数が40未満の場合は、生地の目が開き凹凸ができて瞬間熱流束が下がり、空気層が増し放熱性が下がる。フライスならば、同じ理由でコース数、ウェル数が40未満となると好ましくない。
In order to make the knitted fabric used for the textile product of the present invention, for example, an undergarment dense, depending on the structure, for example, in the case of a bare sheet, the number of courses after dyeing is 70 to 145 and the number of wells is 40 to 85. It is good to set so that it is as follows. When the number of courses is increased to 145 and the number of wells exceeds 85, the fabric becomes hard like paper. If it is a milling cutter, it is preferable to set the number of courses and the number of wells to be 40 or more and 60 or less for the same reason.
Further, in the case of a bare tempura, when the number of courses is less than 70 and the number of wells is less than 40, the fabric has eyes that are uneven, resulting in a decrease in instantaneous heat flux, an increase in the air layer, and a decrease in heat dissipation. If it is a milling cutter, it is not preferable that the number of courses and wells is less than 40 for the same reason.
本発明の繊維製品、例えば肌着を構成する生地の目付は特に限定されないが、約100g/m2から約200g/m2が好ましく、さらに好ましくは約120g/m2から約180g/m2である。目付が小さすぎると汗処理機能に劣り、破裂強度が小さく消費性能に問題が生じ、反対に大きすぎると分厚くなりすぎて、放熱性、着用動作性が劣り、外観にも影響を及ぼすことがある。
本発明の繊維製品は、汗処理機能が必要なスポーツアンダー、肌着として用いる際に好適であるが、特に限定されず、布団の側地、シーツ、敷パッド等に代表される寝具用途や、布おむつ、失禁パンツ、生理ショーツや生理用品等に代表される衛生用途にも適用でき、それぞれに高い吸湿・吸水・熱移動特性により快適性を発揮することができる。
The fabric weight of the textile of the present invention, for example, the fabric constituting the underwear is not particularly limited, but is preferably about 100 g / m 2 to about 200 g / m 2 , more preferably about 120 g / m 2 to about 180 g / m 2 . . If the basis weight is too small, the sweat treatment function will be inferior, the bursting strength will be low, causing problems with consumption performance, and if it is too large, it will become too thick, resulting in poor heat dissipation and wearing operability and may affect the appearance. .
The fiber product of the present invention is suitable for use as a sports underwear or underwear that requires a sweat treatment function, but is not particularly limited, and bedding applications such as a futon side, a sheet, a floor pad, and a cloth It can also be applied to hygiene applications represented by diapers, incontinence pants, sanitary shorts, sanitary products, etc., and each can exhibit comfort due to its high moisture absorption, water absorption and heat transfer characteristics.
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。先ず、本発明における各特性の測定方法および評価方法について説明する。
(1)充填密度
下記式により、算出する。
充填密度(g/cm3)=[目付(g/m2)/厚み(mm)]×10-3
但し、目付は、20℃65%RHの標準状態での重さ、厚さは接圧5gf/cm2の荷重を掛けて測定した厚さとする。
EXAMPLES Hereinafter, the present invention will be specifically described with reference to examples, but the present invention is not limited only to these examples. First, a method for measuring and evaluating each characteristic in the present invention will be described.
(1) Packing density Calculated by the following formula.
Packing density (g / cm 3 ) = [weight per unit area (g / m 2 ) / thickness (mm)] × 10 −3
However, the basis weight is a weight in a standard state of 20 ° C. and 65% RH, and the thickness is a thickness measured by applying a load of a contact pressure of 5 gf / cm 2 .
(2)吸湿性
測定する生地を10cm角にカットし、送風乾燥機に入れ、80℃1時間で予備乾燥を行う。終了後、乾燥機内で速やかに湿気を通さないチャック付袋に入れ、シリカゲルを敷き詰めたデシケータに入れ、デシケータの蓋をして20℃に冷ます。冷めたところで20℃20%RHに調湿しておいた環境室Aに運び、デシケータの蓋を開け、更に袋を開け、12時間放置する。翌日、生地の重量w0を測定してから、再び湿気を通さないチャック付袋に入れ、封をして20℃90%RHの環境室Bに移す。環境室Bで袋を開けた瞬間から一定の時間ごとに重量を測定する。
時間0の重量はw0とする。測定間隔は、袋開封後1分(w1m)、3分(w3m)、5分(w5m)、10分(w10m)、15分(w20m)、30分(w30m)、1時間(w1h)、2時間(w2h)、3時間(w3h)とする。開封3時間で測定終了とする。
次に、予め重量を測定しておいた秤量瓶を用意する。測定後の生地を秤量瓶に入れ、蓋は被せずにあけておく。送風乾燥機内に入れ、105℃で3時間絶乾を行う。終了後、乾燥機内で速やかに秤量瓶の蓋を被せ、シリカゲルを敷き詰めたデシケータに入れ、デシケータの蓋をして20℃に冷ます。冷めたところで、蓋をした秤量瓶と生地の重量を測定し、秤量瓶の重量を減じて生地絶乾重量wZとする。
20℃×20%RHでの生地の吸湿率=[(w0−wz)/wz]×100(%)
20℃×90%RHへ移行1分後の生地の吸湿率=[(w1m−wz)/wz]×100(%)
20℃×90%RHへ移行3時間後の生地の吸湿率=[(w3h−wz)/wz]×100(%)
吸湿性は開封3時間後の吸湿率と、20%RH調湿時の吸湿率の差から算出する。
吸湿スピード係数は開封1分、3分、5分後の重量から算出した吸湿率と、20%RH調湿時の吸湿率を結んだ近似直線の傾きとする。着用時の蒸れによる不快感は、湿度値よりも湿度変化値に依存することが明らかにされており、初期の吸湿スピードが重要となる。
(2) Hygroscopicity The dough to be measured is cut into a 10 cm square, put into a blower dryer, and pre-dried at 80 ° C. for 1 hour. After finishing, put it in a bag with moisture impermeable quickly in the dryer, put it in a desiccator covered with silica gel, cover the desiccator and cool it to 20 ° C. When it is cooled, it is transported to the environmental chamber A that has been conditioned to 20 ° C. and 20% RH, the lid of the desiccator is opened, the bag is further opened, and it is left for 12 hours. The next day, after measuring the weight w 0 of the dough, it is again put in a bag with a zipper that does not allow moisture to pass through, sealed, and transferred to the environmental chamber B at 20 ° C. and 90% RH. The weight is measured at regular intervals from the moment the bag is opened in the environmental chamber B.
The weight at time 0 is w 0 . Measurement interval is 1 minute (w 1m ), 3 minutes (w 3m ), 5 minutes (w 5m ), 10 minutes (w 10m ), 15 minutes (w 20m ), 30 minutes (w 30m ), 1 Time (w 1h ), 2 hours (w 2h ), and 3 hours (w 3h ). The measurement is completed after 3 hours of opening.
Next, a weighing bottle whose weight has been measured in advance is prepared. Place the dough after the measurement in a weighing bottle and leave it open without covering the lid. Place in a blower and dry at 105 ° C. for 3 hours. After completion, cover the weighing bottle quickly in the dryer, put it in a desiccator covered with silica gel, cover the desiccator and cool to 20 ° C. When it is cooled, the weight of the weighing bottle with the lid and the weight of the dough is measured, and the weight of the weighing bottle is reduced to obtain the completely dry weight w Z of the dough.
Moisture absorption rate of fabric at 20 ° C. × 20% RH = [(w 0 −w z ) / w z ] × 100 (%)
Moisture absorption rate of fabric after 1 minute of transition to 20 ° C. × 90% RH = [(w 1m −w z ) / w z ] × 100 (%)
Moisture absorption rate of the fabric 3 hours after moving to 20 ° C. × 90% RH = [(w 3h −w z ) / w z ] × 100 (%)
The hygroscopicity is calculated from the difference between the moisture absorption rate after 3 hours of opening and the moisture absorption rate at 20% RH humidity control.
The moisture absorption speed coefficient is the slope of an approximate straight line connecting the moisture absorption rate calculated from the weight after opening 1 minute, 3 minutes and 5 minutes and the moisture absorption rate at the time of 20% RH humidity control. It has been clarified that the discomfort due to stuffiness during wearing depends on the humidity change value rather than the humidity value, and the initial moisture absorption speed is important.
(3)放熱性
カトーテック社製サーモラボIIを用いて測定する。ドライヒートロスともよばれ、カトーテック社製の測定マニュアルに従う。
予め環境温湿度20℃65%RHに調湿した生地を、所定の断熱材製の枠(厚み2mm、目付163g/m2)に貼り付け、30℃恒温維持させたヒーターに接触させ、ヒーター温を30℃に保つための熱供給量(W/100cm2・10℃)を読む。温度差を1℃当たり、生地面積を1m2に換算する(W/m2・℃)ため、100を掛け、10で除する。生地は肌側面をヒーター面に当たるよう配置する。ここで、生地を置かない場合の放熱性をブランク値として測定すると、20℃65%RHの環境では、12.0〜13.0、断熱材製の枠のみの放熱性は、11.5〜12.5となる。
(3) Heat dissipation Measured using Thermolab II manufactured by Kato Tech. Also known as dry heat loss, follow the measurement manual manufactured by Kato Tech.
A fabric that has been conditioned to an ambient temperature and humidity of 20 ° C. and 65% RH is pasted on a frame (thickness 2 mm, weight per unit 163 g / m 2 ) of a predetermined heat insulating material, and brought into contact with a heater maintained at a constant temperature of 30 ° C. The heat supply amount (W / 100 cm 2 · 10 ° C.) for keeping the temperature at 30 ° C. is read. Multiply by 100 and divide by 10 to convert the temperature difference per 1 ° C and the fabric area to 1 m 2 (W / m 2 · ° C). The dough is placed so that the side of the skin hits the heater. Here, when the heat dissipation when no fabric is placed is measured as a blank value, in an environment of 20 ° C. and 65% RH, 12.0 to 13.0, and the heat dissipation of only the frame made of a heat insulating material is 11.5 to 12.5.
(4)瞬間熱流束(接触冷感)
カトーテック社製サーモラボIIを用いて測定する。Qmaxともよばれ、カトーテック社製の測定マニュアルに従う。
予め環境温湿度を20℃65%RHに調湿した生地を、肌側面を上に向けて発泡スチロール断熱材上に置き、30℃に温めた熱板兼温度センサーを生地肌側面に接触させ、最大瞬間熱流束量(W/cm2・10℃)を読む。
温度差を1℃当たり、生地面積を1m2に換算する(W/m2・℃)ため、10000を掛け10で除する。
(4) Instantaneous heat flux (contact cooling feeling)
Measurement is performed using Thermolab II manufactured by Kato Tech. Also called Qmax, according to the measurement manual manufactured by Kato Tech.
Place the fabric with the ambient temperature and humidity adjusted to 20 ℃ 65% RH in advance on the foam insulation with the skin side facing up, and bring the hot plate and temperature sensor warmed to 30 ℃ into contact with the fabric skin side. Read the instantaneous heat flux (W / cm 2 · 10 ° C).
In order to convert the temperature difference per 1 ° C. and the fabric area into 1 m 2 (W / m 2 · ° C.), multiply by 10,000 and divide by 10.
(5)冷却温度
本発明において、「冷却温度」とは、後述するような肌モデルを作製し、ヒーターで一定温度に昇温した後、試料生地と接触させた際の接触前後における温度差のことを言い、生地の熱移動特性を評価するものである。
この評価は、瞬間熱流束値と対応を採るため、標準状態の20℃65%RHの環境下にて行うとよい。冷却温度差で確認すると、熱流束よりも清涼感の優劣が判りやすい。この測定には、非接触の温度センサー(通称サーモグラフィ)を用いる。接触の温度センサーでは、後述の肌モデルと生地の間に温度センサーが挟まれ、正しく測れない上、肌モデルと生地面と両方を同時に捕えられない。サーモグラフィは後述する肌モデルをひっくり返した面と、肌モデルを離した生地面との両方を測定できるよう、視野をやや広めにしておくとよい。
(5) Cooling temperature In the present invention, the “cooling temperature” refers to the temperature difference before and after contact when a skin model as described later is prepared, heated to a certain temperature with a heater, and then brought into contact with the sample fabric. That is, the heat transfer characteristics of the dough are evaluated.
This evaluation is preferably performed in a standard state environment of 20 ° C. and 65% RH in order to correspond to the instantaneous heat flux value. Confirming the difference in cooling temperature, it is easier to understand the coolness than the heat flux. For this measurement, a non-contact temperature sensor (commonly called thermography) is used. In the contact temperature sensor, the temperature sensor is sandwiched between the skin model and the fabric, which will be described later, and the measurement cannot be performed correctly, and both the skin model and the fabric surface cannot be captured simultaneously. In thermography, it is better to make the field of view a little wider so that both the surface of the skin model to be described later and the fabric surface separated from the skin model can be measured.
先ず、試験に用いる試料生地はあらかじめカットした断熱材の上にセットしておく。試料生地と断熱材は予め測定環境下に調湿しておき、生地は9cm角に、断熱材(厚み2cmの発泡スチロールが好ましい)も9cm角にそれぞれカットしておく。カットした断熱材の上に、生地を置く。このとき、生地の四方を虫ピンで断熱材の上に固定すると、その後の測定値安定性が高まり好ましい。生地は肌側を上面にすると実着用での差を反映できる。生地が(1)の測定に用いた厚さ計で0.7mm以下と薄い場合は、2枚ないし3枚を重ねて虫ピンでとめると、より一層素材の性能差を明らかにすることができる。厚地の場合は1枚でよい。 First, the sample fabric used for the test is set on a heat insulating material cut in advance. The sample dough and the heat insulating material are previously conditioned in a measurement environment, and the dough is cut into a 9 cm square, and the heat insulating material (preferably a 2 cm thick polystyrene foam) is also cut into a 9 cm square. Place the dough on the cut insulation. At this time, it is preferable to fix the four sides of the dough on the heat insulating material with an insect pin, since the subsequent measurement value stability is increased. The fabric can reflect the difference in actual wear when the skin side is the upper surface. If the dough is as thin as 0.7 mm or less with the thickness gauge used in the measurement of (1), the performance difference of the material can be further clarified by stacking 2 or 3 sheets and holding them with an insect pin. . In the case of heavy ground, one piece is sufficient.
続いて、温度測定用の肌モデルを用意する。肌モデルとしては、底面の半径が2cmである500gfの校正用分銅の下面に、厚さ1mm以上、より好ましくは1.2mm以上の革を、下面と同じ大きさに切り貼り付けたものを用いる。革は厚さの関係から、牛が好ましい。また牛革の表面は平滑で、なめしてあるものが良い。例えば、カトーテック製KES−SEで標準規格布綿「かなきん3号」を用いて摩擦係数を測定すると、MIU=0.20〜0.25になるような比較的滑らかなものが良い。このときの測定条件は、荷重25gf摩擦子25gfの合計50gf、感度H、移動速度が標準条件の1mm/secである。皮革素材自体の瞬間熱流束は、230W/m2・℃以上260W/m2・℃以下のものであることがよい。
革と校正用分銅の色は放射も考慮して黒に統一するのが良い。
革と校正用分銅の間には厚み2mmの断熱材を挟みこむ。これらの接着には薄いセロハン(登録商標)タイプ両面テープを用いるとよい。
Subsequently, a skin model for temperature measurement is prepared. As the skin model, a leather having a thickness of 1 mm or more, more preferably 1.2 mm or more, cut and pasted to the same size as the lower surface is used on the lower surface of a 500 gf calibration weight having a bottom radius of 2 cm. The leather is preferably a cow because of its thickness. The surface of the leather should be smooth and tanned. For example, when the friction coefficient is measured by using a standard cloth “Kanakin No. 3” with KES-SE made by Kato Tech, a relatively smooth one such that MIU = 0.20 to 0.25 is preferable. The measurement conditions at this time are a total of 50 gf of the load 25 gf friction element 25 gf, sensitivity H, and moving speed of 1 mm / sec as standard conditions. Instantaneous heat flux leather itself may be of 230W / m 2 · ℃ than 260W / m 2 · ℃ or less.
The color of leather and calibration weight should be unified to black considering radiation.
A heat insulating material having a thickness of 2 mm is sandwiched between the leather and the calibration weight. A thin cellophane (registered trademark) type double-sided tape may be used for these adhesions.
続いて恒温機能のある温熱ヒーターを用意する。このヒーター面上には1〜2mmの薄い銅板等、熱伝導性が非常に高い金属を敷くと、ヒーター面の温度の安定化が図れるため好ましい。40℃±2℃に設定した温熱ヒーター面上(好ましくはヒーター面上においた銅板の上)に、肌モデルをのせて約3分間温める。このとき肌モデルの表面温度が33〜37℃程度に温まることを、革面が上に向くように分銅をひっくり返すことで確認しておく。肌モデルの表面温度が37℃を越える場合はヒーターを1℃下げる。また、表面温度が33℃を下回る場合は、ヒーターを1℃上げる等で調整する。環境温度と肌モデルの表面温度は15℃以上、好ましくは20℃の差があるとよい。これ以上の温度差をもたらすべく、ヒーター温度を上げたとしても、肌モデル表面温度が実際の体表面温度である体温以上に高まることになり、実着用を反映せず測定の意義が無い。次に、ヒーター上の肌モデルを、前述の生地の上に素早く載せかえる。載せかえて10秒後、革面が上に向くようにひっくり返すと、肌モデルの温度低下と共に、生地表面の放熱のしやすさが非接触で捉えられる。このデータは1秒間に10フレーム程度の間隔で保存し、後に瞬間的な温度変化の解析を行うと精度が高い。 Next, a thermal heater with a constant temperature function is prepared. It is preferable to lay a metal with extremely high thermal conductivity such as a thin copper plate of 1 to 2 mm on the heater surface because the temperature of the heater surface can be stabilized. The skin model is placed on the surface of the thermal heater set to 40 ° C. ± 2 ° C. (preferably on a copper plate placed on the heater surface) and heated for about 3 minutes. At this time, it is confirmed that the weight of the skin model is heated to about 33 to 37 ° C. by turning over the weight so that the leather surface faces upward. If the skin model surface temperature exceeds 37 ° C, lower the heater by 1 ° C. If the surface temperature is below 33 ° C, the heater is adjusted by raising it by 1 ° C. The environmental temperature and the surface temperature of the skin model should be 15 ° C. or higher, preferably 20 ° C. Even if the heater temperature is increased in order to bring about a temperature difference higher than this, the skin model surface temperature will rise above the body temperature, which is the actual body surface temperature, and the actual wearing is not reflected and there is no significance in measurement. Next, the skin model on the heater is quickly replaced on the fabric. When the leather surface is turned upside down after 10 seconds, the temperature of the skin model is lowered, and the ease of heat radiation on the fabric surface is captured in a non-contact manner. This data is stored at an interval of about 10 frames per second, and if an instantaneous temperature change is analyzed later, the accuracy is high.
例えばヒーターを42℃に設定した場合、この肌モデルの温度低下は、熱流束値が120(W/m2・℃)であれば3℃に、140(W/m2・℃)であれば4℃に、160(W/m2・℃)以上であれば5℃となる。
3℃以上下げる効果があると、生地に触ったときにひんやり感を実感できる。
For example, when the heater is set to 42 ° C., the temperature drop of this skin model is 3 ° C. when the heat flux value is 120 (W / m 2 · ° C.) and 140 (W / m 2 · ° C.). If it is 160 (W / m 2 · ° C.) or higher at 4 ° C., it will be 5 ° C.
If it has an effect of lowering by 3 ° C or more, it can feel cool when touching the fabric.
(6)官能試験A
着用モニター(身長170cm±10cmの男性、年齢19−32才)を10人選定し、そのモニター各人に明細を伏せて試作肌着を着用させ、9月に官能試験を行った。
1日1枚、毎日同時刻に実験を開始し、28℃40%RHの予備試験室にて20分間座位で安静にさせた後、上下着替えの後(上衣は試作肌着に綿65%ポリエステル35%のYシャツ、下衣は、綿60%ポリエステル35%ポリウレタン5%のブリーフ、綿100%のチノパン、綿55%ポリエステル30%ナイロン約8%ポリウレタン約7%の靴下に統一)、30℃40%RHの試験室に移動させた。10分間座位で安静、続いて8km/時間に設定されたトレッドミルで10分間運動させ、その後10分間座位で安静にして試験終了とした。
着用初期の冷感並びに着用中の放熱性および蒸れ感を下記の5段階で官能評価させ、最頻値を評価結果とした。
<冷感及び放熱性の評価>
5:冷感(放熱性)が高い
4:冷感(放熱性)がやや高い
3:どちらとも言えない
2:冷感(放熱性)がやや低い
1:冷感(放熱性)が低い
<蒸れ感の評価>
5:蒸れを感じにくい
4:蒸れをあまり感じない
3:どちらとも言えない
2:蒸れをやや感じる
1:蒸れを感じる
(6) Sensory test A
Ten wear monitors (male with a height of 170 cm ± 10 cm, age 19-32) were selected, and each monitor was faced down to wear a prototype underwear, and a sensory test was conducted in September.
The experiment was started at the same time, one sheet per day, and rested in a sitting position for 20 minutes in a preliminary test room at 28 ° C. and 40% RH. % Y-shirt, underwear is 60% cotton, 35% polyurethane, 5% brief, 100% cotton chinos, 55% cotton, 30% nylon, 8% nylon, 7% socks), 30 ° C 40 % RH moved to the test room. The test was completed by resting in a sitting position for 10 minutes, and subsequently exercising for 10 minutes on a treadmill set to 8 km / hour, and then resting in a sitting position for 10 minutes.
The sensory evaluation of the feeling of cooling at the initial stage of wearing, the heat dissipation during wearing and the feeling of stuffiness was performed in the following five stages, and the mode value was taken as the evaluation result.
<Evaluation of cool feeling and heat dissipation>
5: High cooling feeling (heat dissipation)
4: Cool feeling (heat dissipation) is slightly high
3: I can't say either
2: Cool feeling (heat dissipation) is slightly low
1: Low cooling (heat dissipation) <Evaluation of stuffiness>
5: Difficult to feel stuffy
4: I don't feel much stuffiness
3: I can't say either
2: A little stuffy
1: Feeling stuffy
(7)官能試験B
着用モニター(身長170cm±10cmの男性、年齢19−32才)を10人選定し、そのモニター各人に明細を伏せて試作生地による長袖スポーツアンダーを着用させ、9月に官能試験を行った。
1日1枚、毎日同時刻に実験を開始し、28℃40%RHの予備試験室にて20分間座位で安静にさせた後、上下着替えの後(上衣は試作アンダーシャツ、ポリエステル100%の半袖ポロシャツの順、下衣は綿60%ポリエステル35%ポリウレタン5%のブリーフ、上衣と同じ試作生地による9分丈スパッツ、ポリエステル100%の短パンの順、靴下は綿55%ポリエステル30%ナイロン約8%ポリウレタン約7%に統一して着用)、30℃40%RHの試験室に移動させた。10分間座位で安静、続いて8km/時間に設定されたトレッドミルで10分間運動させ、その後10分間座位で安静にして試験終了とした。続いて、28℃40%RHの予備室に移動し、更に10分間安静にした。
着用初期の冷感、着用中の放熱性および蒸れ感、並びに着用後の汗の乾きやすさ、冷え感について下記の5段階で官能評価させ、最頻値を評価結果とした。
<冷感及び放熱性の評価>
5:冷感(放熱性)が高い
4:冷感(放熱性)がやや高い
3:どちらとも言えない
2:冷感(放熱性)がやや低い
1:冷感(放熱性)が低い
<蒸れ感の評価>
5:蒸れを感じにくい
4:蒸れをあまり感じない
3:どちらとも言えない
2:蒸れをやや感じる
1:蒸れを感じる
<汗の乾きやすさの評価>
5:汗が大変乾きやすく、且つ肌に残らない、冷えも全く感じない
4:汗が乾き、肌に殆ど残らず、冷えも感じにくい
3:どちらとも言えない
2:汗がやや乾きにくく、肌に僅か残り、冷えも若干感じる
1:汗が大変乾きにくく、肌に残り、冷えを感じる
(7) Sensory test B
Ten wear monitors (men with a height of 170 cm ± 10 cm, age 19-32) were selected, and each monitor was faced down to wear a long-sleeved sports underwear made of a prototype fabric, and a sensory test was conducted in September.
The experiment was started at the same time every day, and after resting in a sitting position for 20 minutes in a preliminary test room at 28 ° C and 40% RH, after changing clothes (upper is a prototype undershirt, 100% polyester Short sleeve polo shirt, lower garment 60% cotton 35% polyurethane 5% brief, 9-minute spats made of the same fabric as the upper garment, 100% polyester short bread, socks are 55% cotton 30% nylon about 8% % Polyurethane) and moved to a test room at 30 ° C. and 40% RH. The test was completed by resting in a sitting position for 10 minutes, and subsequently exercising for 10 minutes on a treadmill set to 8 km / hour, and then resting in a sitting position for 10 minutes. Then, it moved to the reserve room of 28 degreeC40% RH, and was made still for 10 minutes.
Sensory evaluation was performed in the following five stages for the feeling of cooling at the initial stage of wear, the heat release and stuffiness during wearing, the ease of drying of sweat after wearing, and the feeling of cooling.
<Evaluation of cool feeling and heat dissipation>
5: High cooling feeling (heat dissipation)
4: Cool feeling (heat dissipation) is slightly high
3: I can't say either
2: Cool feeling (heat dissipation) is slightly low
1: Low cooling (heat dissipation) <Evaluation of stuffiness>
5: Difficult to feel stuffy
4: I don't feel much stuffiness
3: I can't say either
2: A little stuffy
1: Feeling stuffy <Evaluation of the ease of sweat drying>
5: Sweat is very easy to dry, does not remain on the skin, and does not feel cold at all
4: The sweat dries, hardly remains on the skin, and it is hard to feel cold
3: I can't say either
2: Slightly hard to dry, slightly remaining on the skin, feels a little cold
1: Sweat is very difficult to dry, remains on the skin and feels cold
(8)官能試験C
試作生地による夏用肌掛け、敷き布団カバーを作成した。
着用モニター(身長170cm±10cmの男性、年齢19−32才)を10人選定し、そのモニター各人に夏用肌掛け、該カバーをつけた敷き布団を与え、明細を伏せて、9月に官能試験を行った。
1日1枚、毎日同時刻に実験を開始し、28℃40%RHの予備試験室にて20分間座位で安静にさせた後、上下着替えの後(綿100%のパジャマ、綿60%ポリエステル35%ポリウレタン5%のブリーフ着用)、28℃60%RHの試験室に移動させた。試験室内の簡易ベッドにカバーをつけた敷き布団を用意し、仰向けに寝させ、夏用肌掛けを被らせて30分間安静させ、初期の冷感および使用中の放熱性及び蒸れ感について下記の5段階で官能評価させ、最頻値を評価結果とした。
<冷感及び放熱性の評価>
5:冷感(放熱性)が高い
4:冷感(放熱性)がやや高い
3:どちらとも言えない
2:冷感(放熱性)がやや低い
1:冷感(放熱性)が低い
<蒸れ感の評価>
5:蒸れを感じにくい
4:蒸れをあまり感じない
3:どちらとも言えない
2:蒸れをやや感じる
1:蒸れを感じる
(8) Sensory test C
I made a summer quilt and mattress cover with a prototype fabric.
Select 10 monitors to wear (men with a height of 170 cm ± 10 cm, age 19-32), give each monitor a cover for summer, give a mattress with the cover, turn down the details, and sensually in September A test was conducted.
Experiments started at the same time, one sheet per day, rested in a sitting position in a preliminary test room at 28 ° C and 40% RH for 20 minutes, and after changing clothes (100% cotton pajamas, 60% cotton polyester) 35% polyurethane 5% brief was worn) and moved to a test room at 28 ° C. and 60% RH. Prepare a quilt with a cover on the cot in the test room, lie on your back, put it on the skin for summer, rest for 30 minutes, and feel the initial cooling, heat dissipation during use and stuffiness Sensory evaluation was performed in five stages, and the mode value was taken as the evaluation result.
<Evaluation of cool feeling and heat dissipation>
5: High cooling feeling (heat dissipation)
4: Cool feeling (heat dissipation) is slightly high
3: I can't say either
2: Cool feeling (heat dissipation) is slightly low
1: Low cooling (heat dissipation) <Evaluation of stuffiness>
5: Difficult to feel stuffy
4: I don't feel much stuffiness
3: I can't say either
2: A little stuffy
1: Feeling stuffy
[実施例1]
84dtex45fのキュプラブライトフィラメントと22dtex3fのポリウレタン弾性繊維(登録商標ロイカ)を積極送り装置を用いて32Gシングル丸編機上で複合し、キュプラ混率91%、ポリウレタン弾性繊維混率9%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が86、ウェール数が51の生地1を得た。この生地の温熱特性は表1に示す通り、優れていた。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 1]
84dtex45f cupra bright filament and 22dtex3f polyurethane elastic fiber (registered trademark Leica) were compounded on a 32G single circular knitting machine using a positive feed device to obtain a bare sheet with a cupra blend ratio of 91% and polyurethane elastic fiber blend ratio of 9%. . After this dough was pre-set, it was scoured and dyed using a liquid dyeing machine, and after the final setting, a dough 1 with 86 courses and 51 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例2]
56dtex30fのキュプラフルダルフィラメントと44dtex24fのポリエステルセミダルフィラメントとを公知の方法でインターレース混繊を行った後、撚糸機で1000回/m追撚し、複合加工糸を得た。得られた複合加工糸は、キュプラの混率が55%、ポリエステルの混率が45%となった。この糸と22dtex3fのポリウレタン弾性繊維(登録商標ロイカ)を積極送り装置を用いて、32Gシングル丸編機上で複合し、キュプラ混率51.6%、ポリエステル混率40.6%、ポリウレタン弾性繊維混率7.8%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が84、ウェール数が43の生地2を得た。この生地の温熱特性は表1に示す通り、優れていた。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 2]
A 56 dtex 30 f cupra fuldal filament and a 44 dtex 24 f polyester semi-dal filament were interlaced by a known method, and then twisted 1000 times / m with a twisting machine to obtain a composite processed yarn. The obtained composite processed yarn had a cupra mixing ratio of 55% and a polyester mixing ratio of 45%. This yarn and 22dtex3f polyurethane elastic fiber (registered trademark Leuka) were compounded on a 32G single circular knitting machine using a positive feed device. The cupra blend ratio was 51.6%, the polyester blend ratio was 40.6%, and the polyurethane elastic fiber blend ratio was 7. Obtained 8% Bear Tengu. This dough was pre-set, then scoured and dyed using a liquid dyeing machine, and after the final set, a dough 2 with 84 courses and 43 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例3]
実施例1で得た生地を、シンカーループ側を肌に触れる面とし、温熱特性を測定した。結果は実施例1より僅かながら劣るが、表1に示す通り、優れていた。続いて、シンカーループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。実施例1より僅かながら劣るが、冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 3]
The dough obtained in Example 1 was used as a surface where the sinker loop side touched the skin, and the thermal characteristics were measured. Although the result was slightly inferior to Example 1, it was excellent as shown in Table 1. Subsequently, the sinker loop side was sewn so as to be a surface in contact with the skin to make an underwear (for the upper body), and the sensory test was performed by the method of the sensory test A. The evaluation results are shown in Table 1. Although slightly inferior to Example 1, it was determined that the feeling of cooling and heat dissipation was high and it was difficult to feel stuffiness.
[実施例4]
25dtex24fの扁平断面ナイロン66のPOYを公知の方法で仮撚加工して得た仮撚フィラメントと、33dtex24fのキュプラブライトフィラメントとを公知の方法でインターレース混繊を行い、複合加工糸を得た。得られた複合加工糸はキュプラの混率59.5%、ナイロンの混率40.5%となった。この複合糸と22dtex3fのポリウレタン弾性繊維(登録商標ロイカ)とを積極送り装置を用いて、46Gシングル丸編機上で複合し、キュプラ混率52%、ナイロン混率35%、ポリウレタン弾性繊維混率13%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が122、ウェール数が70の生地4を得た。この生地の温熱特性は表1に示す通り、優れていた。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 4]
A false twisted filament obtained by false twisting POY of 25 dtex 24f flat cross section nylon 66 and a 33 dtex 24f cupra bright filament were interlaced by a known method to obtain a composite processed yarn. The obtained composite processed yarn had a cupra blend ratio of 59.5% and a nylon blend ratio of 40.5%. This composite yarn and 22dtex3f polyurethane elastic fiber (registered trademark Leuka) were combined on a 46G single circular knitting machine using a positive feed device, and the cupra blend ratio was 52%, nylon blend ratio was 35%, and polyurethane elastic fiber blend ratio was 13%. I got Bear Tengu. This dough was pre-set, then scoured and dyed using a liquid dyeing machine, and after the final setting, a dough 4 having 122 courses and 70 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例5]
84dtex45fのキュプラブライトフィラメントを用いて、32G小寸丸編機によりキュプラ混率100%のフライスを得た。この生地を液流染色機で精練、染色し、ファイナルセット後にコース数が42、ウェール数が45の生地5を得た。この生地の温熱特性は表1に示す通り、優れていた。続いて編成時内側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 5]
Using a cupra bright filament of 84 dtex 45f, a milling machine having a cupra blend ratio of 100% was obtained by a 32G small round knitting machine. This dough was scoured and dyed with a liquid dyeing machine, and after the final setting, a dough 5 having 42 courses and 45 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the inner side was sewn so as to be in contact with the skin at the time of knitting to make the underwear (for the upper body), and the sensory test was performed on the monitor by the method of sensory test A. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例6]
84dtex54fのキュプラフルダルフィラメントと33dtex12fのポリエステルフィラメントを公知の方法でインターレース混繊を行った後、撚糸機で300回/m追撚し、複合加工糸を得た。得られた複合加工糸は、キュプラの混率72%、ポリエステルの混率28%となった。この複合糸を用いて、32G小寸丸編機によりキュプラ混率71%、ポリエステル混率29%のフライスを得た。この生地を液流染色機により精練、染色し、ファイナルセット後にコース数が55、ウェール数40の生地6を得た。この生地の温熱特性は表1に示す通り、優れていた。続いて編成時内側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 6]
After interlaced blending of 84 dtex54f cupra full-filament filament and 33 dtex12f polyester filament by a known method, it was twisted 300 times / m with a twisting machine to obtain a composite processed yarn. The obtained composite processed yarn had a cupra blend ratio of 72% and a polyester blend ratio of 28%. Using this composite yarn, a milling machine having a cupra blend ratio of 71% and a polyester blend ratio of 29% was obtained with a 32G small-size round knitting machine. This dough was scoured and dyed with a liquid dyeing machine, and after the final setting, a dough 6 having 55 courses and 40 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the inner side was sewn so as to be in contact with the skin at the time of knitting to make the underwear (for the upper body), and the sensory test was performed on the monitor by the method of sensory test A. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例7]
84dtex54fのキュプラフルダルフィラメントと33dtex12fのポリエステルフィラメントを公知の方法でインターレース混繊を行った後、撚糸機で300回/m追撚し、複合加工糸を得た。得られた複合加工糸は、キュプラの混率72%、ポリエステルの混率28%となった。この複合加工糸と22dtex3fのポリウレタン弾性繊維(登録商標ロイカ)とを積極送り装置を用いて、28Gシングル丸編機上で複合し、キュプラ混率67%、ポリエステル混率26%、ポリウレタン弾性繊維混率7%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が71、ウェール数が42の生地7を得た。この生地の温熱特性は表1に示す通り、優れていた。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 7]
After interlaced blending of 84 dtex54f cupra full-filament filament and 33 dtex12f polyester filament by a known method, it was twisted 300 times / m with a twisting machine to obtain a composite processed yarn. The obtained composite processed yarn had a cupra blend ratio of 72% and a polyester blend ratio of 28%. This composite processed yarn and 22dtex3f polyurethane elastic fiber (registered trademark Leuka) are compounded on a 28G single circular knitting machine using a positive feed device, and the cupra blend ratio is 67%, the polyester blend ratio is 26%, and the polyurethane elastic fiber blend ratio is 7%. Got a bear tengu. This dough was pre-set and then scoured and dyed using a liquid dyeing machine. After the final setting, a dough 7 having 71 courses and 42 wales was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[実施例8]
84dtex54fのキュプラフルダルフィラメントと33dtex12fのナイロンフィラメントを公知の方法でインターレース混繊を行った後、撚糸機で300回/m追撚し、複合加工糸を得た。得られた複合加工糸は、キュプラの混率72%、ナイロンの混率28%となった。この複合加工糸と22dtex3fのポリウレタン弾性繊維(登録商標ロイカ)とを積極送り装置を用いて、28Gシングル丸編機上で複合し、キュプラ混率67%、ナイロン混率26%、ポリウレタン弾性繊維混率7%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が77、ウェール数が43の生地8を得た。この生地の温熱特性は表1に示す通り、優れていた。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 8]
After interlaced mixing of 84 dtex54f cupra fuldal filament and 33 dtex12f nylon filament by a known method, it was twisted 300 times / m with a twisting machine to obtain a composite processed yarn. The obtained composite processed yarn had a cupra blend ratio of 72% and a nylon blend ratio of 28%. This composite processed yarn and 22dtex3f polyurethane elastic fiber (Registered Trademark Leuka) are combined on a 28G single circular knitting machine using a positive feed device, cupra mixing ratio 67%, nylon mixing ratio 26%, polyurethane elastic fiber mixing ratio 7% Got a bear tengu. This dough was pre-set and then scoured and dyed using a liquid dyeing machine. After the final setting, a dough 8 having a course number of 77 and a wale number of 43 was obtained. As shown in Table 1, the thermal properties of this dough were excellent. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[比較例1]
33dtex24fのキュプラブライトフィラメントと84dtex36fのポリエステルW型断面フィラメントを公知の方法でインターレース仮撚を行って複合糸を得た。この複合糸はキュプラの混率28%、ポリエステルの混率72%であった。この複合糸と50/−のコーマ綿とを28G小寸丸編み機上で交編し、キュプラの混率14%、ポリエステルの混率37%、綿の混率49%のフライスを得た。この生地を液流染色機にて精練、染色し、ファイナルセット後にコース数が48、ウェール数が38の生地9を得た。この生地は再生セルロース繊維の混率がやや少なく、吸湿性および吸湿スピードと緻密さとに劣り、空気層による断熱効果で温熱特性は表1に示す通り、芳しくなかった。続いてシンカーループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が芳しくなく、蒸れをやや感じたと判定された。
[Comparative Example 1]
A composite yarn was obtained by interlace false twisting a 33 dtex 24f cupra bright filament and an 84 dtex 36f polyester W cross-section filament by a known method. This composite yarn had a cupra blend ratio of 28% and a polyester blend ratio of 72%. This composite yarn and 50 /-combed cotton were knitted on a 28G small round knitting machine to obtain a milling machine having a cupra blend ratio of 14%, a polyester blend ratio of 37%, and a cotton blend ratio of 49%. This dough was scoured and dyed with a liquid dyeing machine, and after the final setting, a dough 9 having a course number of 48 and a wale number of 38 was obtained. As shown in Table 1, the dough had a slightly mixed regenerated cellulose fiber and was poor in hygroscopicity, hygroscopic speed and fineness. Subsequently, the underwear (for the upper body) was sewn so that the sinker loop side would be the surface that touched the skin, and the sensory test was performed by the method of sensory test A. The evaluation results are shown in Table 1. The sensation of cooling and heat dissipation was not good, and it was judged that a little stuffiness was felt.
[比較例2]
100dtex72fの丸断面ナイロン66を公知の方法で仮撚加工して得たナイロン66仮撚フィラメントと、22dtex3fのポリウレタン弾性繊維とを積極送り装置を用いて、28Gシングル丸編機上で複合し、ナイロン混率91%、ポリウレタン弾性繊維混率9%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が72、ウェール数が44の生地10を得た。この生地は再生セルロース繊維が混用されておらず、吸湿性と吸湿スピードに劣り、温熱特性は表1に示す通り、芳しくなかった。続いてシンカーループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が芳しくなく、蒸れをやや感じたと判定された。
[Comparative Example 2]
Nylon 66 false twisted filament obtained by false twisting 100dtex72f round cross section nylon 66 and 22dtex3f polyurethane elastic fiber were combined on a 28G single circular knitting machine using a positive feed device. A bare tengu with a blending ratio of 91% and a polyurethane elastic fiber blending ratio of 9% was obtained. This dough was pre-set and then scoured and dyed using a liquid dyeing machine. After the final setting, a dough 10 having 72 courses and 44 wales was obtained. This fabric was not mixed with regenerated cellulose fibers, was inferior in hygroscopicity and hygroscopic speed, and the thermal characteristics were not good as shown in Table 1. Subsequently, the underwear (for the upper body) was sewn so that the sinker loop side would be the surface that touched the skin, and the sensory test was performed by the method of sensory test A. The evaluation results are shown in Table 1. The sensation of cooling and heat dissipation was not good, and it was judged that a little stuffiness was felt.
[比較例3]
比較例2で得た生地を、ニードルループ側を肌に触れる面とし、温熱特性を測定した。結果は比較例1より僅かながら高かったが、表1に示す通り、芳しくないものであった。続いて、ニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。比較例1同様、ここでも冷感および放熱性が芳しくなく、蒸れをやや感じたと判定された。
[Comparative Example 3]
The dough obtained in Comparative Example 2 was used as a surface where the needle loop side touched the skin, and the thermal characteristics were measured. Although the result was slightly higher than Comparative Example 1, as shown in Table 1, it was not good. Subsequently, the needle loop side was sewn so as to be a surface in contact with the skin to form an underwear (for the upper body), and the sensory test was performed by the sensory test A method. The evaluation results are shown in Table 1. As in Comparative Example 1, it was determined that the sensation of cooling and heat dissipation was not good, and the stuffiness was slightly felt.
[比較例4]
50/−のコーマ綿と22dtex3fのポリウレタン弾性繊維とを積極送り装置を用いて、28Gシングル丸編機上で複合し、綿混率90%、ポリウレタン弾性繊維混率10%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が72、ウェール数が42の生地11を得た。この生地は再生セルロース繊維が混用されておらず、吸湿性と吸湿スピードにやや劣り、短繊維使いにより緻密さが得られず空気層が多く、その断熱効果で温熱特性は表1に示す通り、芳しくなかった。続いてニードルループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感および放熱性が芳しくなく、蒸れをやや感じたと判定された。
[Comparative Example 4]
50 /-combed cotton and 22dtex3f polyurethane elastic fiber were compounded on a 28G single circular knitting machine using a positive feeding device to obtain a bare sheet having a cotton mixture ratio of 90% and a polyurethane elastic fiber mixture ratio of 10%. This dough was pre-set and then scoured and dyed using a liquid dyeing machine. After the final setting, dough 11 having a course number of 72 and a wale number of 42 was obtained. This fabric is not mixed with regenerated cellulose fibers, is slightly inferior in hygroscopicity and hygroscopic speed, can not be dense due to the use of short fibers, has many air layers, and its thermal properties are as shown in Table 1, due to its thermal insulation effect. It wasn't good. Subsequently, the needle loop side was sewn so as to be in contact with the skin to make an underwear (for the upper body), and the sensory test was performed on the monitor by the sensory test A method. The evaluation results are shown in Table 1. The sensation of cooling and heat dissipation was not good, and it was judged that a little stuffiness was felt.
[比較例5]
84dtex45fキュプラブライトフィラメントと56dtex72fの丸断面ポリエステルを公知の方法でインターレース混繊仮撚を行って複合糸を得た。この複合糸はキュプラの混率60%、ポリエステルの混率40%であった。この複合糸と、50dtex36fの偏平断面および56tex36fの丸型断面のポリエステルフィラメントを合撚して得た106dtex66fのポリエステル撚糸と、22dtex3fのポリウレタン弾性繊維とを積極送り装置を用いて(半口使い)、28Gシングル丸編機上で複合し、キュプラ混率25%、ポリエステル混率70%、ポリウレタン弾性繊維混率5%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が50、ウェール数が45の生地12を得た。この生地は充填密度が0.260g/cm3未満であり、やや吸湿性と吸湿スピードに劣り、また生地のセット時に引っ張りすぎたため編目に空気層ができ、温熱特性は表1に示す通りとなった。続いてシンカーループ側を肌に触れる面になるよう縫製して肌着(上半身用)とし、官能試験Aの方法でモニターに官能検査を行わせた。評価結果を表1に示す。冷感が芳しくなく、蒸れをやや感じたと判定された。
[Comparative Example 5]
84dtex45f cupra bright filament and 56dtex72f round cross-section polyester were subjected to interlace mixed false false twisting by a known method to obtain a composite yarn. This composite yarn had a cupra mixing ratio of 60% and a polyester mixing ratio of 40%. Using this composite yarn, a 106 dtex 66f polyester twisted yarn obtained by twisting a polyester filament having a flat cross section of 50 dtex 36 f and a round cross section of 56 tex 36 f, and a polyurethane elastic fiber of 22 dtex 3 f using a positive feed device (half-use) Compounding was performed on a 28G single circular knitting machine to obtain a bare sheet having a cupra blend ratio of 25%, a polyester blend ratio of 70%, and a polyurethane elastic fiber blend ratio of 5%. After the dough was pre-set, it was scoured and dyed using a liquid dyeing machine. After the final setting, a dough 12 having a course number of 50 and a wale number of 45 was obtained. This fabric has a packing density of less than 0.260 g / cm 3 , and is slightly inferior in hygroscopicity and moisture absorption speed, and because it was pulled too much when the fabric was set, an air layer was formed in the stitches, and the thermal characteristics are as shown in Table 1. It was. Subsequently, the underwear (for the upper body) was sewn so that the sinker loop side would be the surface that touched the skin, and the sensory test was performed by the method of sensory test A. The evaluation results are shown in Table 1. The sensation of coldness was not good and it was judged that he felt a little stuffy.
[実施例9]
実施例4で得た生地4を用いて、シンカーループ側を肌に触れる面になるように長袖スポーツアンダー、スパッツを縫製し、官能試験Bの方法でモニターに官能検査を行わせた。評価結果を表2に示す。冷感および放熱性が高く、蒸れ、汗の残り、冷えを感じにくいと判定された。
[Example 9]
Using the fabric 4 obtained in Example 4, long-sleeved sports unders and spats were sewed so that the sinker loop side would be a surface that touched the skin, and the sensory test was performed by the sensory test B method. The evaluation results are shown in Table 2. The sensation of cooling and heat dissipation was high, and it was judged that it was difficult to feel stuffiness, sweat, and coldness.
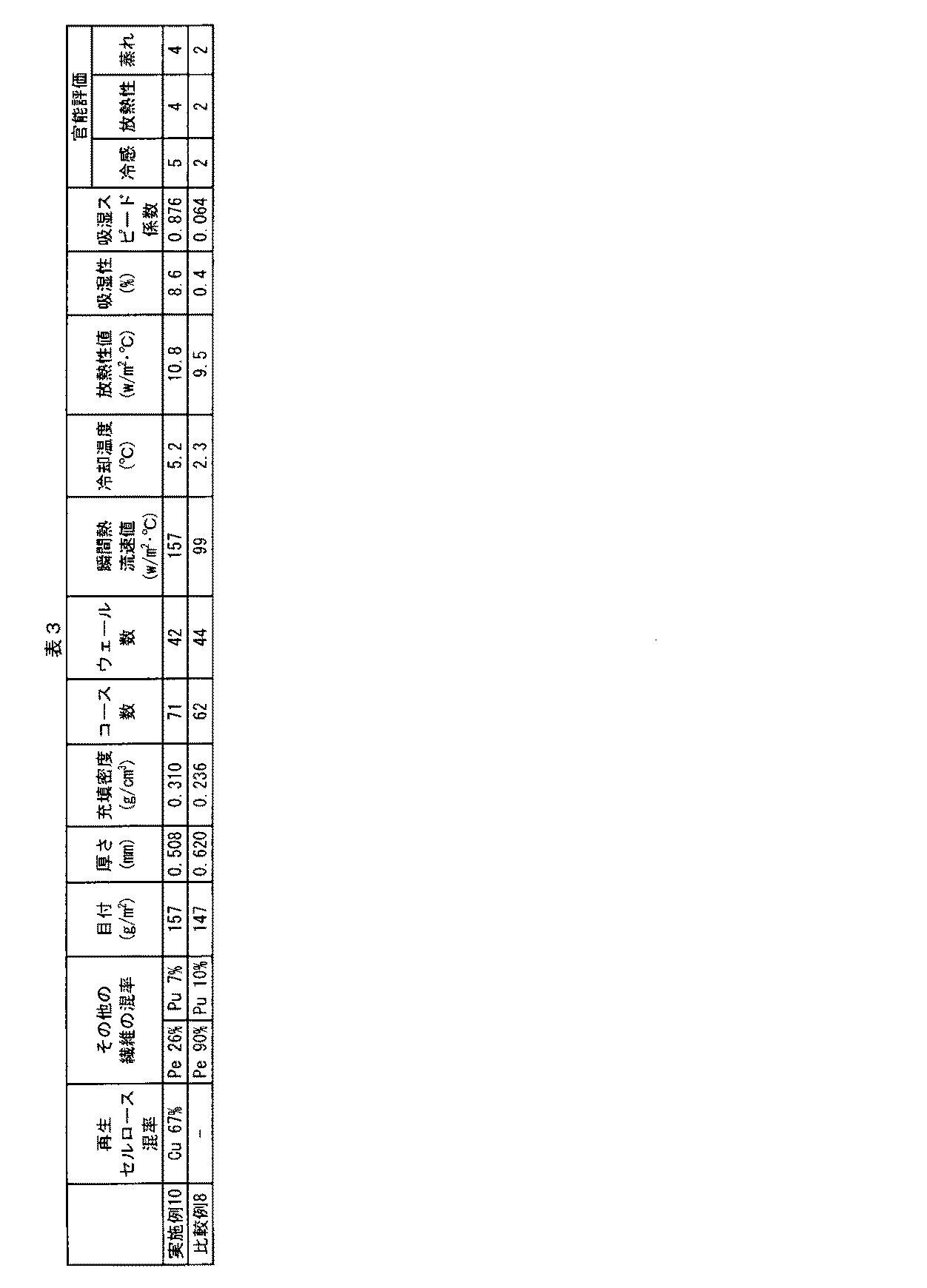
[実施例10]
実施例7で得た生地7で、ニードルループ側を肌に触れる面になるよう夏用肌掛け、敷き布団カバーを作成した。官能試験Cの方法でモニターに官能試験を行わせた結果を表3に示す。冷感および放熱性が高く、蒸れを感じにくいと判定された。
[Example 10]
With the fabric 7 obtained in Example 7, a summer skin cover and a mattress cover were created so that the needle loop side would be a surface that touched the skin. Table 3 shows the results of the sensory test conducted by the sensory test C on the monitor. It was judged that the feeling of cooling and heat dissipation were high and it was difficult to feel stuffiness.
[比較例6]
110dtexfの丸断面ポリエステルを公知の方法で仮撚加工して得た仮撚フィラメントと、33dtex3fのポリウレタン弾性繊維とを積極送り装置を用いて、28Gシングル丸編機上で複合し、ポリエステル混率90%、ポリウレタン弾性繊維混率10%のベア天竺を得た。この生地をプレセットした後、液流染色機を用いて精練、染色し、ファイナルセット後にコース数が62、ウェール数が44の生地13を得た。この生地は再生セルロース繊維が混用されておらず、吸湿性と吸湿スピードに劣り、温熱特性は表2に示す通り、芳しくなかった。続いてシンカーループ側を肌に触れる面になるよう縫製した長袖スポーツアンダー、スパッツを着用させ、官能試験Bの方法でモニターに官能検査を行わせた。評価結果を表2に示す。冷感および放熱性が芳しくなく、蒸れ、吸水性能も不足して肌の汗の残りも多く、繊維表面に付着した液層が原因による冷えも感じやすいと判定された。
[Comparative Example 6]
A false twisted filament obtained by false twisting a 110 dtexf round cross-section polyester by a known method and a 33 dtex 3f polyurethane elastic fiber are combined on a 28G single circular knitting machine using a positive feed device, and the polyester blend ratio is 90%. As a result, a bare tengu with a polyurethane elastic fiber mixing ratio of 10% was obtained. This dough was preset and then scoured and dyed using a liquid dyeing machine. After the final setting, a dough 13 having 62 courses and 44 wales was obtained. This fabric was not mixed with regenerated cellulose fiber, was inferior in hygroscopicity and hygroscopic speed, and the thermal characteristics were not good as shown in Table 2. Subsequently, a long-sleeved sports underwear and spats that were sewn so that the sinker loop side would be a surface that touched the skin were worn, and the sensory test was performed on the monitor by the sensory test B method. The evaluation results are shown in Table 2. It was judged that the feeling of cooling and heat dissipation was not good, the stuffiness and water absorption performance were insufficient, the remaining sweat of the skin was much, and the cold caused by the liquid layer adhering to the fiber surface was easily felt.
[比較例7]
長袖スポーツアンダー、スパッツを着用させずに、ブリーフとスポーツウェア上下のみにて、官能試験Bの方法でモニターに官能検査を行わせた。評価結果を表2に示す。スポーツアンダーを着ないと、冷感および放熱性が低く、汗が有効に発散されずに蒸れてしまい、更に肌の汗の残りも非常に多く、安静時冷えを感じると判定された。
[Comparative Example 7]
Without putting on long-sleeved sports underwear and spats, the sensory test was conducted on the monitor by the method of sensory test B using only briefs and sportswear top and bottom. The evaluation results are shown in Table 2. Without wearing a sports underwear, it was determined that the feeling of cooling and heat dissipation was low, the sweat was steamed without being effectively dissipated, and the remaining sweat of the skin was very much, so that it felt cold at rest.
[比較例8]
比較例6で得た生地13で、ニードルループ側を肌に触れる面になるよう夏用肌掛け、敷き布団カバーを作成した。官能試験Cの方法でモニターに官能試験を行わせた結果を表3に示す。冷感および放熱性が低く、蒸れを感じやすいと判定された。
[Comparative Example 8]
With the fabric 13 obtained in Comparative Example 6, a summer skin cover and a mattress cover were created so that the needle loop side would be a surface touching the skin. Table 3 shows the results of the sensory test conducted by the sensory test C on the monitor. It was judged that the feeling of cooling and heat dissipation was low and it was easy to feel stuffiness.
本発明の繊維製品、例えば肌着は、着用時の接触による熱移動、熱伝導性を高めつつ、衣服内温度上昇を抑制すると同時に、不感蒸泄を効果的に吸湿して衣服内湿度上昇も抑制することにより、着用当初から脱衣まで快適と感じられる時間が長い夏用肌着を提供することができる。本発明の肌着は、着用しないよりもむしろ着用したほうが、温熱生理学的に快適性が高い。 The textile product of the present invention, for example, underwear, increases heat transfer and thermal conductivity due to contact at the time of wearing, and suppresses temperature rise in clothes, and at the same time, effectively absorbs insensitive moisture and suppresses increase in humidity in clothes. By doing so, it is possible to provide summer underwear that takes a long time to feel comfortable from the beginning of wearing to undressing. The underwear of the present invention has higher thermophysiological comfort when worn rather than not worn.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013076121A JP6162995B2 (en) | 2012-04-03 | 2013-04-01 | Spring / Summer Textile Products |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012084891 | 2012-04-03 | ||
| JP2012084891 | 2012-04-03 | ||
| JP2012279698 | 2012-12-21 | ||
| JP2012279698 | 2012-12-21 | ||
| JP2013076121A JP6162995B2 (en) | 2012-04-03 | 2013-04-01 | Spring / Summer Textile Products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014139355A JP2014139355A (en) | 2014-07-31 |
| JP6162995B2 true JP6162995B2 (en) | 2017-07-12 |
Family
ID=51416184
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013076121A Active JP6162995B2 (en) | 2012-04-03 | 2013-04-01 | Spring / Summer Textile Products |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6162995B2 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104970451A (en) * | 2015-07-17 | 2015-10-14 | 爱谱诗(苏州)服装有限公司 | Novel anti-bacterial and blended underwear fabric |
| CN108026674B (en) * | 2015-09-28 | 2020-06-30 | 旭化成株式会社 | Circular knitted fabric with multilayer structure |
| WO2017119500A1 (en) * | 2016-01-08 | 2017-07-13 | グンゼ株式会社 | Livestock garment |
| EP3604650B1 (en) * | 2017-03-27 | 2021-05-05 | Asahi Kasei Kabushiki Kaisha | Garment |
| JP6970656B2 (en) * | 2018-07-04 | 2021-11-24 | 株式会社オービット・トレーディング | Knitted fabric manufacturing method |
| IT201900014508A1 (en) * | 2019-08-09 | 2021-02-09 | Yoxoi Srl | KNITTED FABRIC FOR SPORTSWEAR |
| CN111020843A (en) * | 2019-11-25 | 2020-04-17 | 杭州大迈智科技有限公司 | Local three-dimensional knitting method based on knee pad |
| CN113564931B (en) * | 2021-07-26 | 2024-05-03 | 绍兴九田针织染整有限公司 | Artificial cotton dyeing and finishing process with cooling hand feeling function |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1053941A (en) * | 1996-06-05 | 1998-02-24 | Asahi Chem Ind Co Ltd | Cloth having refreshing feeling |
| JP2001020159A (en) * | 1999-07-01 | 2001-01-23 | Asahi Chem Ind Co Ltd | Refreshing knit fabric |
| JP2003155646A (en) * | 2001-11-20 | 2003-05-30 | Ito:Kk | Knit cloth for underwear |
| JP2003306848A (en) * | 2002-04-10 | 2003-10-31 | Unitica Fibers Ltd | Clothing knitted or woven fabric having excellent cool feeling property |
| JP2010242250A (en) * | 2009-04-03 | 2010-10-28 | Asahi Kasei Fibers Corp | Inner wear |
| JP5580604B2 (en) * | 2010-01-08 | 2014-08-27 | 旭化成せんい株式会社 | Knitted fabric |
-
2013
- 2013-04-01 JP JP2013076121A patent/JP6162995B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014139355A (en) | 2014-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6162995B2 (en) | Spring / Summer Textile Products | |
| JP5788895B2 (en) | Multilayer structure knitted fabric | |
| JP7324343B2 (en) | Weft knitted fabric | |
| JP2015101808A (en) | Knitted fabric | |
| JP5580604B2 (en) | Knitted fabric | |
| JP6154576B2 (en) | underwear | |
| JP5698448B2 (en) | Cloth | |
| JP6371593B2 (en) | Knitted fabric with excellent coolness | |
| JP6371620B2 (en) | Weft knitted fabric with excellent coolness | |
| JP2010037684A (en) | Multilayer knitted fabric | |
| JP5030720B2 (en) | Cloth for clothing | |
| JP2011026727A (en) | Sticky feeling-reduced fabric | |
| KR100475218B1 (en) | Cloth and cloth product to be brought directly in touch with human skin | |
| JP6902856B2 (en) | How to make lined trousers | |
| JP6851746B2 (en) | Cellulose fiber mixed knitting warp knitted fabric | |
| JP6367089B2 (en) | Knitted fabric | |
| JP4543763B2 (en) | Insulated knitted fabric | |
| JP2010229568A (en) | Cellulose composite yarn and woven or knitted fabric | |
| JPS60126357A (en) | Offset water absorbable aqueous knitted cloth | |
| JP2015218407A (en) | Knitted fabric | |
| JP2020007690A (en) | Composite yarn and woven or knitted fabric using the same | |
| JP2008031598A (en) | Fiber structure | |
| WO2019225713A1 (en) | Warp knitted fabric | |
| WO2019124392A1 (en) | Lined garment | |
| JP4117729B2 (en) | Warm clothing for cooling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160119 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170613 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6162995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |