JP6064896B2 - Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics - Google Patents
Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics Download PDFInfo
- Publication number
- JP6064896B2 JP6064896B2 JP2013273054A JP2013273054A JP6064896B2 JP 6064896 B2 JP6064896 B2 JP 6064896B2 JP 2013273054 A JP2013273054 A JP 2013273054A JP 2013273054 A JP2013273054 A JP 2013273054A JP 6064896 B2 JP6064896 B2 JP 6064896B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- phase
- bainite
- crack propagation
- fatigue crack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 271
- 239000010959 steel Substances 0.000 title claims description 271
- 239000000463 material Substances 0.000 title claims description 124
- 238000000034 method Methods 0.000 title claims description 42
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 229910001563 bainite Inorganic materials 0.000 claims description 121
- 229910000734 martensite Inorganic materials 0.000 claims description 102
- 238000001816 cooling Methods 0.000 claims description 88
- 229910000859 α-Fe Inorganic materials 0.000 claims description 86
- 229910001562 pearlite Inorganic materials 0.000 claims description 64
- 238000005452 bending Methods 0.000 claims description 44
- 239000000203 mixture Substances 0.000 claims description 40
- 238000005096 rolling process Methods 0.000 claims description 33
- 230000009466 transformation Effects 0.000 claims description 32
- 229910052710 silicon Inorganic materials 0.000 claims description 22
- 229910052748 manganese Inorganic materials 0.000 claims description 21
- 238000005098 hot rolling Methods 0.000 claims description 18
- 229910052804 chromium Inorganic materials 0.000 claims description 17
- 229910052759 nickel Inorganic materials 0.000 claims description 17
- 229910052750 molybdenum Inorganic materials 0.000 claims description 16
- 229910052796 boron Inorganic materials 0.000 claims description 14
- 229910052799 carbon Inorganic materials 0.000 claims description 14
- 238000010438 heat treatment Methods 0.000 claims description 14
- 229910052758 niobium Inorganic materials 0.000 claims description 14
- 229910052720 vanadium Inorganic materials 0.000 claims description 13
- 238000009863 impact test Methods 0.000 claims description 12
- 238000007542 hardness measurement Methods 0.000 claims description 11
- 229910052802 copper Inorganic materials 0.000 claims description 10
- 230000001186 cumulative effect Effects 0.000 claims description 10
- 230000009467 reduction Effects 0.000 claims description 10
- 229910052719 titanium Inorganic materials 0.000 claims description 10
- 238000011282 treatment Methods 0.000 claims description 10
- 239000012535 impurity Substances 0.000 claims description 9
- 238000005496 tempering Methods 0.000 claims description 9
- 230000007704 transition Effects 0.000 claims description 9
- 229910052698 phosphorus Inorganic materials 0.000 claims description 8
- 238000010791 quenching Methods 0.000 claims description 7
- 230000000171 quenching effect Effects 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 238000012360 testing method Methods 0.000 description 68
- 230000002829 reductive effect Effects 0.000 description 24
- 230000000694 effects Effects 0.000 description 18
- 239000002131 composite material Substances 0.000 description 15
- 230000007423 decrease Effects 0.000 description 14
- 238000013001 point bending Methods 0.000 description 8
- 238000003303 reheating Methods 0.000 description 8
- 238000009864 tensile test Methods 0.000 description 8
- 238000004364 calculation method Methods 0.000 description 7
- 230000014509 gene expression Effects 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 7
- 229910001566 austenite Inorganic materials 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 238000005336 cracking Methods 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- 229910000746 Structural steel Inorganic materials 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 210000003371 toe Anatomy 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 206010053759 Growth retardation Diseases 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000002401 inhibitory effect Effects 0.000 description 3
- 230000008520 organization Effects 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000001887 electron backscatter diffraction Methods 0.000 description 2
- 230000009422 growth inhibiting effect Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 241000169624 Casearia sylvestris Species 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000002003 electron diffraction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000012887 quadratic function Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000005480 shot peening Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000007619 statistical method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images








Landscapes
- Heat Treatment Of Steel (AREA)
Description
本発明は、船舶、海洋構造物、橋梁、建設機械、建築物、タンクなど各種溶接構造物用として好適な鋼材に係り、とくに、繰返し荷重を受ける部材用として好適な、耐疲労き裂伝ぱ特性に優れた高強度鋼材およびその製造方法並びに耐疲労き裂伝ぱ特性に優れた鋼材の判定方法に関する。ここでいう「鋼材」とは、厚鋼板、形鋼、鋼管、熱延鋼板、冷延鋼板を含むものとする。 The present invention relates to a steel material suitable for various welded structures such as ships, offshore structures, bridges, construction machines, buildings, tanks, and particularly suitable for members subjected to repeated loads, fatigue crack propagation resistance. The present invention relates to a high-strength steel material excellent in resistance, a method for producing the same, and a method for judging a steel material excellent in fatigue crack resistance. The “steel material” here includes thick steel plates, section steels, steel pipes, hot-rolled steel plates, and cold-rolled steel plates.
近年、船舶、海洋構造物、橋梁、建設機械、建築物、タンクなど各種の溶接構造物においては、設計の合理化や鋼材重量の低減、薄肉化や溶接の省力化などを目的として、高強度鋼材が適用される事例が多くなってきている。このため、それら高強度鋼材には、優れた延性、低温靭性を有していることに加えて、さらに構造安全性を確保するため、優れた耐疲労特性を有していることが要求される。 In recent years, various types of welded structures such as ships, offshore structures, bridges, construction machines, buildings, and tanks have been used to streamline design, reduce steel weight, reduce wall thickness, and save labor in welding. There are an increasing number of cases where is applied. For this reason, in addition to having excellent ductility and low temperature toughness, these high-strength steel materials are required to have excellent fatigue resistance properties in order to further ensure structural safety. .
溶接構造物においては、溶接止端部から疲労き裂が発生し、鋼材中を伝ぱして構造物が破壊(疲労破壊)するケースが多い。これは、溶接止端部がその形状から応力集中部となりやすいことに加えて、溶接後に引張の残留応力が生じることなどに起因するとされている。
このため、溶接止端部からのき裂発生を抑制する手段として、付加溶接を施すなどして形状を改善し応力集中を低減させる技術や、ショットピーニングなどで圧縮の残留応力を導入する技術などが広く知られている。
In a welded structure, a fatigue crack is often generated from the weld toe and propagates through the steel material, causing the structure to break (fatigue failure) in many cases. This is attributed to the fact that the weld toe portion tends to be a stress concentration portion due to its shape, and that a tensile residual stress is generated after welding.
For this reason, as a means to suppress crack generation from the weld toe, techniques such as additional welding to improve the shape and reduce stress concentration, techniques to introduce compressive residual stress by shot peening, etc. Is widely known.
しかし、このような技術を、多数存在する溶接止端部に工業的規模で施すことは、多大の労力と時間とを必要とし、生産性の観点やコスト面からも現実的とは言いがたい。そこで、仮に、疲労き裂が発生したとしても、その後の鋼材中でのき裂伝ぱ速度を低減させることができれば、溶接構造物の疲労寿命を延長することができるため、鋼材自身の耐疲労き裂伝ぱ特性を向上させることが強く要望されている。 However, applying such a technique to a large number of weld toes on an industrial scale requires a great deal of labor and time, and is not practical from the viewpoint of productivity and cost. . Therefore, even if a fatigue crack occurs, if the subsequent crack propagation rate in the steel material can be reduced, the fatigue life of the welded structure can be extended. There is a strong demand for improved crack propagation characteristics.
このような要望に対して、例えば、非特許文献1には、低炭素鋼における疲労き裂の成長(疲労き裂伝ぱ)に及ぼすミクロ組織の影響についての研究が記載されている。非特許文献1に記載された研究では、鋼板組織を、軟質相(ビッカース硬さ:149HV)を硬質相(ビッカース硬さ:546HV、分率:39.2%)で網目状に取り囲んだ組織とすることにより、軟質相(ビッカース硬度:148HV)中に硬質相(ビッカース硬さ:565HV、分率:36.4%、平均サイズ:149μm)を均一分散させた組織よりも、疲労き裂伝ぱ速度が大きく低減するとしている。しかしながら、非特許文献1に記載された鋼板組織は、5段階もの複雑な熱処理を施されて得られたものであり、非特許文献1に記載された複雑な熱処理を通常の鋼板製造に適用するには、生産性の観点から非常に難しいという問題がある。さらに、非特許文献1に記載された組織を有する鋼板では延性が低下しており、このような鋼板を構造物へ適用することについては問題を残していた。
In response to such a demand, for example, Non-Patent
また、特許文献1には、疲労き裂進展抑制効果を有する鋼板が記載されている。特許文献1に記載された技術では、特定な組成を有するとともに、硬質部の素地とこの素地に分散した軟質部とからなる複合組織を有し、かつ硬質部と軟質部との硬度差をビッカース硬さで150HV以上としている。これにより、き裂先端の転位の移動が、硬質部と軟質部の界面で阻止され、鋼板のき裂進展抑制特性が向上するとしている。しかし、特許文献1には、延性、靭性等の機械的特性について言及されておらず、特許文献1に記載された技術で製造された鋼板が、構造物用鋼板として十分な特性を具備しているかどうかについては不明のままである。
また、特許文献2には、耐疲労き裂伝ぱ特性に優れた厚鋼材とその製造方法が記載されている。特許文献2に記載された厚鋼材は、質量%で、C:0.04〜0.3%、Si:0.01〜2%、Mn:0.1〜3%、Al:0.001〜0.1%、N:0.001〜0.01%を含む組成で、軟質相と該軟質相を網目状に囲む硬質第二相からなる二相組織を有し、軟質相と硬質第二相とが、次の条件
(1)軟質相がフェライト、焼戻しべーナイト、焼戻しマルテンサイトの1種または2種以上から構成され、かつ平均ビッカース硬さが150以下であること。
(2)硬質第二相がベイナイト、マルテンサイト、焼戻しベイナイト、焼戻しマルテンサイトの1種または2種以上から構成され、かつ平均ビッカース硬さが250以上であること。
(3)硬質第二相の粒界占有率(硬質第二相が占めている粒界長さの総和/総粒界長さ)が0.5以上であること。
を全て満足する耐疲労き裂伝ぱ特性に優れた厚鋼材である。特許文献2に記載された技術で製造された厚鋼材を溶接構造部材に用いれば、母材における疲労き裂進展速度をいずれのき裂進展方向においても顕著に抑制できるとしている。しかし、特許文献2に記載された技術では、バンド組織の抑制のため、高温で長時間の拡散焼鈍を必要としており、工程が複雑となり、生産性が低下するという問題を残していた。
(2) The hard second phase is composed of one or more of bainite, martensite, tempered bainite, and tempered martensite, and the average Vickers hardness is 250 or more.
(3) Grain boundary occupancy ratio (total sum of grain boundary lengths occupied by hard second phase / total grain boundary length) of the hard second phase is 0.5 or more.
It is a thick steel material with excellent fatigue crack propagation characteristics that satisfies all the requirements. If a thick steel material manufactured by the technique described in
また、特許文献3には、疲労強度に優れた厚鋼板が記載されている。特許文献3に記載された厚鋼板は、質量%で、C:0.04〜0.3%、Si:0.01〜2%、Mn:0.1〜3%、Al:0.001〜0.1%、N:0.001〜0.01%を含む組成と、少なくともフェライトと硬質第二相とを含む組織を有し、かつ、表面に平行な断面組織において、(a)硬質第二相の分率:20〜80%、(b)硬質第二相の平均ビッカース硬さ:250〜800、(c)硬質第二相の平均円相当径:10〜200μm、(d)硬質第二相間の最大間隔:500μm以下、を全て満足し、硬質第二相の組織がベイナイト、マルテンサイトのいずれか又は両者の混合組織である厚鋼板である。特許文献3に記載された技術によれば、特殊なあるいは高価な合金元素の多量含有や、複雑な工程を経ることなく、また引張強さや鋼板板厚に大きな制限を受けずに、母材の耐疲労き裂伝ぱ特性を向上させることができるとしている。なお、特許文献3に記載された技術では、厚鋼板の板厚方向での疲労き裂進展を抑制する特性を向上させることができるが、特許文献3には、厚鋼板の幅方向、長手方向における疲労き裂進展抑制特性についてまでの言及はなく、厚鋼板の幅方向、長手方向における疲労き裂進展抑制特性の低下が懸念されるという問題がある。
また、特許文献4には、耐疲労き裂進展性に優れた鋼板が記載されている。特許文献4に記載された鋼板は、C:0.030〜0.30%、Si:0.50%以下、Mn:0.8〜2.0%、Al:0.01〜0.10%、N:0.010%以下を含む組成を有し、板厚1/4位置において、アスペクト比が2以上で、γ粒内方向に成長した針状フェライトを面積分率で1〜60%含み、長径が5〜100μmの範囲にある針状フェライトの個数割合が80%以上である組織を有する鋼板である。特許文献4に記載された技術では、1面積%以上の針状フェライトを存在させることにより、優れた耐疲労き裂進展性を有する鋼板になるとしている。しかし、特許文献4では、延性、靭性等の特性について言及されておらず、特許文献4に記載された技術で製造された鋼板が、構造物用鋼板として、耐疲労き裂進展性以外に必要な特性をバランスよく具備しているかどうかは不明のままである。
特許文献5には、耐疲労き裂進展性に優れた鋼板が記載されている。特許文献5に記載された鋼板は、C:0.01〜0.1%、Si:0.03〜0.6%、Mn:0.3〜2%、solAl:0.001〜0.1%、N:0.0005〜0.008%を含む組成と、面積率で60〜85%のベイナイトと、合計で0〜5%のマルテンサイトとパーライトと、残部がフェライトである組織を有する鋼板である。特許文献5に記載された技術では、疲労き裂がベイナイトと遭遇すると、その境界でき裂が停留したり、ベイナイトを避けるように屈曲したりしながら進展するため、疲労き裂進展速度が小さくなり、耐疲労き裂進展特性が向上するとしている。しかし、特許文献5には、耐疲労き裂進展特性、靭性についての記載はあるが、構造物用鋼板として重要な、延性、溶接性等についての記載はなく、特許文献5に記載された技術で製造された鋼板が、構造物用鋼板として必要な特性をバランスよく具備しているかどうかについては不明のままである。
また、特許文献6には、母材靭性と疲労き裂進展特性に優れた厚鋼板が記載されている。特許文献6に記載された厚鋼板は、質量%で、C:0.030〜0.300%、Si:0.50%以下、Mn:0.80〜2.00%、Al:0.01〜0.10%、N:0.0100%以下を含む組成と、再結晶フェライトからなる軟質部と、マルテンサイトとベイナイトの1種以上からなる硬質部とで主に構成された複相組織とを有し、硬質部の面積分率が15〜85%、平均円相当径が10μm以上、平均硬さがHv200〜700で、かつ硬質部と軟質部の平均硬さの差がHv100以上であり、さらに再結晶フェライト粒の平均円相当径が20μm以下、マルテンサイトとベイナイトの平均ラス長さが5μm以下である厚鋼板である。特許文献6に記載された技術では、十分微細化したフェライトと、加工γから変態したラス長さの短い低温変態相とを組み合わせた複相組織にすることにより、疲労き裂進展特性と靭性の両特性を両立させることができるとしている。しかし、特許文献6には、疲労き裂進展速度、靭性以外の実構造物用鋼板として必要な、延性、溶接性等の特性をバランスよく具備しているかどうかについては不明のままである。
また、特許文献7には、疲労き裂進展抑制特性に優れた厚鋼板が記載されている。特許文献7に記載された厚鋼板は、重量%で、C:0.04〜0.25%、Si:0.1〜0.5%、Mn:0.4〜2%、sol.Al:0.005〜0.1%、N:0.001〜0.005%、Ti:0〜0.03%、B:0〜0.0025%、Cu:0〜1%、Ni:0〜0.5%、Cr:0〜1%、Mo:0〜0.5%、Nb:0〜0.06%、V:0〜0.1%を含む組成を有し、フェライト相及び1種以上の硬質相からなる混合組織で、フェライト相と各々の硬質相と硬度差がビッカース硬さで150以上、1種以上の硬質相からなる硬質相の集合体はフェライト相のなかで塊状であり、その平均径が6〜50μmである組織を有する厚鋼板である。特許文献7に記載された技術によれば、疲労き裂が伝ぱしフェライトと硬質相の界面近傍に到達すると、き裂先端での塑性変形が抑制されて疲労き裂の停留が起こり、中程度のΔKの範囲においても、疲労き裂進展抑制効果に優れるため、溶接部から疲労き裂が発生した場合でも、従来に比べて疲れ寿命の延長が十分に期待できるとしている。
また、特許文献8には、疲労き裂伝ぱ特性に優れた厚鋼板が記載されている。特許文献8に記載された厚鋼板は、質量%で、C:0.03〜0.2%、Si:0.01〜1.6%、Mn:0.5〜2%、Al:0.001〜0.1%、N:0.001〜0.008%を含む組成と、ビッカース硬さが150以上のフェライトを母相とし、ビッカース硬さが400〜900、面積率が5〜30%、アスペクト比が3以上の偏平なマルテンサイトを第二相とした層状組織で、フェライトとマルテンサイトの板厚方向の平均層間隔が3〜50μmである疲労き裂伝ぱ特性に優れた厚鋼板である。特許文献8に記載された技術によれば、このような組織の厚鋼板を使用して溶接継手を形成すれば、溶接継手寿命を従来の2倍以上に向上させることができ、溶接構造物の疲労破壊に対する信頼性を向上させることができるとしている。
また、特許文献9には、疲労き裂進展抑制効果を有する鋼板が記載されている。特許文献9に記載された鋼板は、質量%で、C:0.03〜0.30%、Si:0.01〜0.5%、Mn:0.3〜2.0%、sol.Al:0.001〜0.1%を含む組成を有し、硬質部Aと軟質部Bとからなり、硬質部が組織全体に占める割合(%)fA、軟質部が組織全体に占める割合(%)fBと、硬質部のビッカース硬さでの平均硬さHA、軟質部のビッカース硬さでの平均硬さHBとが、fA・HA−fB・HB≧−3500を満足する組織を有する鋼板である。特許文献9に記載された技術によれば、中程度のΔKの範囲においても、良好な疲労き裂進展抑制効果を有する鋼板が得られ、溶接部から疲労き裂が発生した場合でも、従来に比べて疲れ寿命を延長することができるとしている。 Patent Document 9 describes a steel sheet having a fatigue crack growth inhibiting effect. The steel sheet described in Patent Document 9 has a composition containing C: 0.03 to 0.30%, Si: 0.01 to 0.5%, Mn: 0.3 to 2.0%, sol. Al: 0.001 to 0.1% in mass%. It consists of hard part A and soft part B. Hard part occupies the whole structure (%) fA, soft part occupies the whole structure (%) fB, and hard part average hardness HA in Vickers hardness HA A steel sheet having a structure in which the average hardness HB in terms of the Vickers hardness of the soft part satisfies fA · HA−fB · HB ≧ −3500. According to the technique described in Patent Document 9, a steel plate having a good fatigue crack growth-inhibiting effect can be obtained even in a moderate ΔK range, and even when a fatigue crack is generated from a welded portion, the conventional technique has been adopted. Compared to that, the fatigue life can be extended.
また、特許文献10には、疲労き裂伝ぱ遅延鋼材が、また、特許文献11には、疲労き裂進展抑制に優れる鋼材が記載されている。特許文献10、11に記載された鋼材は、質量%で、C:0.02〜0.20%、Si:0.01〜0.45%、Mn:0.5〜2.0%を含み、さらにCu:0.01〜3.0%、Ni:0.01〜1.0%、Cr:0.01〜3.0%、Mo:0.01〜1.0%の一種または二種以上を含む組成と、硬質相と軟質相から構成される組織とを有し、硬質相の組織分率に関連するパラメータVpと、硬質相と軟質相のビッカース硬さ差ΔHvとの積が50以上となる鋼材である。特許文献10、11に記載された技術では、疲労き裂は、き裂前方に硬質相が存在すると、塑性域の拘束などを介して、疲労き裂が硬質相を避けて進展するようになり、き裂の屈曲や分岐が生じるとし、疲労き裂進展速度の低下は、硬質相に遭遇する頻度や、硬質相に遭遇した際に局所的に伝ぱ速度が低下する度合が相乗的に関与しているもの考えられるとしている。
Further,
しかしながら、特許文献7には、疲労き裂進展速度以外の特性についての言及はなく、特許文献7に記載された厚鋼板が、優れた疲労き裂進展抑制特性とともに、溶接構造物用鋼板として必要な、強度、延性、靭性、溶接性等の特性をバランスよく具備しているかどうかについては不明のままである。
また、特許文献8に記載された技術によれば、厚鋼板の板厚方向の疲労き裂進展を抑制することができるが、厚鋼板の圧延方向あるいは幅方向の疲労き裂進展までも抑制できるかどうかについては不明のままである。また、特許文献8に記載された技術では、硬さ:400HV以上の偏平なマルテンサイトを得るために、仕上圧延温度を低温とし、累積圧下率を高く限定し、しかも急速な加速冷却を施すとしており、製造負荷が大きく、生産性が低下するという問題や、低温で高圧下することにより、偏平な結晶(マルテンサイト)が導入され、低温靭性の異方性が顕著になると予測され、溶接構造物用厚鋼板としては問題を残していた。
However,
Further, according to the technique described in
また、特許文献9に記載された技術では、良好な疲労き裂進展抑制効果を有する鋼板とするために、軟質相と硬質相との硬さの差を大きくすることを指向している。また、特許文献10、特許文献11に記載された技術では、疲労き裂進展速度が低下するように、硬質相(あるいは軟質相)を面積率で50%近くとなる組織としてVpを大きくし、さらに、軟質相のビッカース硬さと硬質相のビッカース硬さとの差ΔHvを大きくしてVp×ΔHvを大きくし、鋼材の疲労き裂進展速度を低下させている。
Moreover, in the technique described in patent document 9, in order to make it the steel plate which has a favorable fatigue crack progress inhibitory effect, it aims at enlarging the difference of the hardness of a soft phase and a hard phase. Further, in the techniques described in
しかし、特許文献9〜11に記載された技術で製造された、上記したような組織を有する鋼材は、降伏強さや降伏比が極端に低くなる恐れがあり、橋梁などのように、基本的に弾性設計を行う構造物の部材への適用は不向きであるという問題がある。
本発明は、このような従来技術の問題を有利に解決し、高強度で、低温靭性に優れ、さらに延性、溶接性にも優れるとともに、耐疲労き裂伝ぱ特性に優れた高強度鋼材およびその判定方法を提供することを目的とする。なお、ここでいう「高強度」とは、降伏強さYS:325MPa以上である場合をいうものとする。また、ここでいう「耐疲労き裂伝ぱ特性に優れた」とは、疲労き裂伝ぱ速度da/dNが、少なくともΔKI:15MPa√mで1.75×10−8(m/cycle)以下、ΔKI:20MPa√mで4.26×10−8(m/cycle)以下である場合をいう。
However, the steel material having the above-described structure manufactured by the techniques described in Patent Documents 9 to 11 may have extremely low yield strength and yield ratio, and basically, like a bridge. There is a problem that application to a member of a structure that performs elastic design is unsuitable.
The present invention advantageously solves such problems of the prior art, and has high strength, excellent low temperature toughness, ductility, weldability, and high strength steel material with excellent fatigue crack propagation resistance and its An object is to provide a determination method. Here, “high strength” refers to the case where the yield strength is YS: 325 MPa or more. Further, herein, the term "excellent in-out fatigue crack propagation property" Fatigue Crack Growth rate da / dN is at least ΔK I: 1.75 × 10 -8 ( m / cycle) at 15MPa√m hereinafter, ΔK I: 4.26 × 10 -8 ( m / cycle) at 20MPa√m refers to the case which is below.
また、ここでいう「低温靭性に優れた」とは、JIS Z 2242-2005の規定に準拠して行ったシャルピー衝撃試験における破面遷移温度vTrs:−20℃以下である場合をいうものとする。 The term “excellent in low temperature toughness” as used herein refers to the case where the fracture surface transition temperature vTrs in a Charpy impact test conducted in accordance with the provisions of JIS Z 2242-2005 is −20 ° C. or lower. .
本発明者らは、上記した目的を達成するために、まず、降伏強さYS:325MPa以上の高強度を有する鋼材において、低温靭性、延性等と耐疲労き裂伝ぱ特性とをバランスよく兼備させるためには、マトリクス組織をベイナイト相および/またはマルテンサイト相を主体とする組織とすることが好ましいとの知見を得た。
そして、ベイナイト相および/またはマルテンサイト相を主体とする組織を有する鋼材の耐疲労き裂伝ぱ特性に及ぼす各種要因について鋭意研究した。その結果、繰返し応力負荷により発生した疲労き裂先端の塑性域寸法に着目し、疲労き裂先端の塑性域寸法と組織の有効組織単位との関係が、疲労き裂伝ぱ速度に大きく影響するという知見を得た。
In order to achieve the above-described object, the present inventors first provide a steel material having a high strength of yield strength YS: 325 MPa or more in a balanced manner with low-temperature toughness, ductility, and fatigue crack resistance. For this purpose, it has been found that the matrix structure is preferably a structure mainly composed of a bainite phase and / or a martensite phase.
In addition, we have intensively studied various factors affecting the fatigue crack propagation characteristics of steel materials having a structure mainly composed of bainite phase and / or martensite phase. As a result, paying attention to the plastic zone size at the tip of a fatigue crack generated by repeated stress loading, the relationship between the plastic zone size at the tip of the fatigue crack and the effective structural unit of the structure greatly affects the fatigue crack propagation rate. Obtained knowledge.
まず、本発明の基礎となった実験結果について説明する。
種々の組成の鋼素材に、条件を種々変化させた処理を施して、ベイナイト単相で、粒径や形態が種々変化した組織を有する鋼板(板厚:25mm)を製造した。得られた鋼板から、図9に示す3種の方向から、CT試験片および三点曲げ試験片を採取した。CT試験片(T−L)は、負荷方向が鋼板幅方向(T方向)、き裂伝ぱ方向が鋼板圧延方向(L方向)となるように採取した試験片であり、CT試験片(L−T)は、負荷方向が鋼板圧延方向(L方向)、き裂伝ぱ方向が鋼板幅方向(T方向)となるように採取した試験片である。また、三点曲げ試験片(L−Z)は、負荷方向が板厚方向(Z方向)、き裂伝ぱ方向が板厚方向(Z方向)となるように採取した試験片である。試験片厚さは全厚とした。
First, the experimental results on which the present invention is based will be described.
Steel materials having various compositions were subjected to treatments under various conditions to produce steel sheets (thickness: 25 mm) having a bainite single-phase structure with various changes in grain size and shape. From the obtained steel plate, a CT specimen and a three-point bending specimen were collected from the three directions shown in FIG. The CT test piece (TL) is a test piece taken so that the load direction is the steel plate width direction (T direction) and the crack propagation direction is the steel plate rolling direction (L direction). T) is a test piece sampled so that the load direction is the steel plate rolling direction (L direction) and the crack propagation direction is the steel plate width direction (T direction). The three-point bending test piece (L-Z) is a test piece taken so that the load direction is the plate thickness direction (Z direction) and the crack propagation direction is the plate thickness direction (Z direction). The test piece thickness was the total thickness.
採取した試験片を用いて、疲労き裂伝ぱ試験を実施した。なお、試験片サイズ、応力拡大係数の算出方法、疲労き裂伝ぱ試験方法等は、CT試験片を用いる場合にはASTM E647の規定に準拠して、また、三点曲げ試験片を用いる場合には、BS 7448 Part1の規定を参照して、それぞれ決定した。なお、疲労き裂伝ぱ試験は、大気中(室温)で、応力比R=0.1、周波数:20Hzで実施した。
A fatigue crack propagation test was performed using the collected specimens. Note that the specimen size, stress intensity factor calculation method, fatigue crack propagation test method, etc. conform to ASTM E647 when using CT specimens, and when using three-point bending specimens. Were determined with reference to the provisions of BS 7448
得られた結果から、モードIの応力拡大係数範囲ΔKI=15MPa√mの時の疲労き裂伝ぱ速度da/dNを求めるとともに、ΔKI=15MPa√m近辺での500μm区間内における疲労き裂伝ぱ経路を断面観察して疲労き裂の屈曲回数(回)を測定した。得られた結果から、試験片中央部でΔKI=15MPa√mの疲労き裂伝ぱ速度da/dNとき裂の屈曲回数(回)との関係を求めた。得られた結果を図1に示す。なお、同時に、き裂屈曲時の屈曲長さとき裂進展方向に対する屈曲角度も求めた。 From the obtained results, the fatigue crack propagation rate da / dN in the mode I stress intensity factor range ΔK I = 15 MPa√m was calculated, and the fatigue crack in the 500 μm section near ΔK I = 15 MPa√m. The propagation path was observed through a cross section, and the number of fatigue crack flexions (times) was measured. From the obtained results, the relationship between the fatigue crack propagation rate da / dN of ΔK I = 15 MPa√m and the number of bending of the crack (times) at the center of the specimen was obtained. The obtained results are shown in FIG. At the same time, the bending length and the bending angle with respect to the crack propagation direction were also determined.
図1から、疲労き裂の屈曲回数が増加すればするほど、疲労き裂伝ぱ速度が低下することがわかる。このことから、本発明者らは、耐疲労き裂伝ぱ特性を向上させるには、疲労き裂の屈曲回数が増加するような組織とする必要があることに思い至った。
そこで、ΔKI=15MPa√mにおける疲労き裂伝ぱ速度da/dNが5.89×10−9m/cycleである鋼材(ベイナイト単相組織)について、観察した疲労き裂の屈曲挙動から、き裂屈曲時の屈曲長さrと、き裂進展方向に対する屈曲角度θとの関係を●印で、図3に示す。なお、屈曲長さr、屈曲角度θは、図2に示すモードI(開口型)の変形様式でのき裂先端を原点とするr−θ−zの円柱座標系で求め、図3ではr−θ座標系で示している。なお、図2には、モードI(開口型)の変形様式について用いる、き裂先端を原点とするx−y−z直交座標系、r−θ−zの円柱座標系を示す。
From FIG. 1, it can be seen that the fatigue crack propagation rate decreases as the number of fatigue crack flexures increases. From this, the present inventors have come to realize that in order to improve the fatigue crack propagation resistance, it is necessary to have a structure in which the number of bending of the fatigue crack is increased.
Therefore, from the observed bending behavior of fatigue cracks for steel (bainite single-phase structure) with a fatigue crack propagation rate da / dN of 5.89 × 10 −9 m / cycle at ΔK I = 15 MPa√m, FIG. 3 shows the relationship between the bending length r and the bending angle θ with respect to the crack propagation direction. The bending length r and the bending angle θ are obtained by a cylindrical coordinate system of r−θ−z with the crack tip in the mode I (opening type) deformation mode shown in FIG. 2 as the origin, and r in FIG. It is shown in the -θ coordinate system. FIG. 2 shows an xyz orthogonal coordinate system having a crack tip as an origin and an r-θ-z cylindrical coordinate system used for the mode I (opening type) deformation mode.
使用した鋼材(ベイナイト単相組織)について、観察した疲労き裂の屈曲挙動を参照しながら、き裂屈曲長さに最も近い組織単位を求めたところ、最も頻度高く屈曲が生じている組織単位として、ベイナイトパケットであることを知見した。
なお、図3には、平均パケットサイズをき裂伝ぱ方向とそれと直角をなす方向(図2中のx方向とy方向)にて求め、これを長辺と短辺として楕円近似して、疲労き裂先端に配置した場合に、r−θ座標系でパケット境界が示す軌跡を実線で示している。
For the steel material used (bainite single-phase structure), the structural unit closest to the crack bending length was obtained while referring to the observed bending behavior of fatigue cracks. , Found that it is a bainite packet.
In FIG. 3, the average packet size is obtained in the crack propagation direction and the direction perpendicular to the crack propagation direction (x direction and y direction in FIG. 2), and this is approximated as an ellipse with the long side and the short side as the fatigue. When placed at the crack tip, the locus indicated by the packet boundary in the r-θ coordinate system is indicated by a solid line.
つぎに、疲労き裂伝ぱ速度に及ぼす、疲労き裂先端での塑性域寸法と組織との関係に着目し、まず、平面歪みでのvon Misesの降伏条件に基づいたき裂先端での塑性域寸法γp(θ)を求めた。γp(θ)は、図2の円柱座標系において、き裂先端から弾塑性境界までの距離を表し、次(8)式
γp(θ)={(KImax)2×106/4πσY 2}×{(3/2)sin2θ+(1−2ν)2(1+cosθ)}‥(8)
で定義される。なお、θは角度(°)、KImaxは対象とするモードIの最大応力拡大係数(MPa√m)、σYは鋼材の降伏応力(MPa)、νはポアソン比である。ここで、KImaxは、応力比Rと応力拡大係数範囲ΔKIとの関係で、次式
KImax=ΔKI/(1−R)
を満足する。本発明では、KImax は5〜35(MPa√m)の範囲内の値とする。
Next, paying attention to the relationship between the plastic zone size at the fatigue crack tip and the microstructure on the fatigue crack propagation rate, first, the plastic zone size at the crack tip based on the von Mises yield condition under plane strain. γ p (θ) was determined. γ p (θ) represents the distance from the crack tip to the elastoplastic boundary in the cylindrical coordinate system of FIG. 2, and the following equation (8) γ p (θ) = {(K Imax ) 2 × 10 6 / 4πσ Y 2 } × {(3/2) sin 2 θ + (1−2ν) 2 (1 + cos θ)} (8)
Defined by Is the angle (°), K Imax is the maximum stress intensity factor (MPa√m) of the target mode I, σ Y is the yield stress (MPa) of the steel material, and ν is the Poisson's ratio. Here, K Imax is the relationship between the stress ratio R and the stress intensity factor range ΔK I ,
K Imax = ΔK I / (1-R)
Satisfied. In the present invention, K Imax is set to a value in the range of 5 to 35 (MPa√m).
得られたき裂先端から弾塑性境界までの距離γp(θ)、すなわち弾塑性境界を、図3中に破線で示す。
図3から、疲労き裂の屈曲は、概ね実線の範囲内、すなわち組織境界内(ベイナイトパケット範囲内)で生じており、しかもき裂進展方向(θ:0°)近傍に集中する傾向にあることがわかる。また、き裂進展方向(θ:0°)近傍では、き裂先端での塑性域寸法(破線)と、組織境界の軌跡(実線)とが近接している。このことから、本発明者らは、き裂先端での塑性域寸法と組織単位(ベイナイトパケット)とが、疲労き裂の屈曲を介して、疲労き裂伝ぱ速度に密接に関連していると考えた。
The obtained distance γ p (θ) from the crack tip to the elastoplastic boundary, that is, the elastoplastic boundary is shown by a broken line in FIG.
From FIG. 3, the fatigue crack bend occurs in the range of the solid line, that is, in the structure boundary (in the bainite packet range), and tends to concentrate in the vicinity of the crack propagation direction (θ: 0 °). I understand that. In the vicinity of the crack propagation direction (θ: 0 °), the plastic zone size (broken line) at the crack tip and the locus (solid line) of the structure boundary are close to each other. From this, the present inventors believe that the plastic zone size and the structural unit (bainite packet) at the crack tip are closely related to the fatigue crack propagation rate through the bending of the fatigue crack. Thought.
そこで、本発明者らは、得られた鋼板について実施した疲労き裂伝ぱ試験での、き裂進展方向(図2におけるθ=0°、x方向)におけるき裂先端における塑性域寸法を(8)式を用いて算出し、γp*とした。すなわち、γp*は、次(1)式
γp*={(KImax)2×106/2πσY 2}×{(1−2ν)2}‥‥(1)
で定義される。
Therefore, the present inventors set the plastic zone size at the crack tip in the crack propagation direction (θ = 0 ° in FIG. 2, x direction) in the fatigue crack propagation test conducted on the obtained steel sheet by (8 ) And calculated as γ p *. That is, γ p * is expressed by the following equation (1) γ p * = {(K Imax ) 2 × 10 6 / 2πσ Y 2 } × {(1−2ν) 2 } (1)
Defined by
一方、得られた各鋼板について、き裂進展方向(図2におけるθ=0°、x方向)における組織単位(ベイナイトパケットサイズ)を測定し、(DP)Bと定義した。
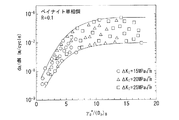
得られたγp*と得られた(DP)Bとの比、γp*/(DP)Bを算出し、疲労き裂伝ぱ速度に及ぼすγp*/(DP)Bの影響を求め、図4に示す。なお、図4には、ΔKI=15MPa√m以外に、ΔKI=20MPa√m、ΔKI=25MPa√mの場合についても示した。γp *は、当然ながらKImaxのレベルに応じて変化している。
On the other hand, for each of the obtained steel plates, a structural unit (bainite packet size) in the crack propagation direction (θ = 0 °, x direction in FIG. 2) was measured and defined as (D P ) B.
The ratio of the obtained γ p * to the obtained (D P ) B , γ p * / (D P ) B was calculated, and the effect of γ p * / (D P ) B on the fatigue crack propagation rate Is shown in FIG. In FIG. 4, in addition ΔK I = 15MPa√m, ΔK I = 20MPa√m, also shown for the case of ΔK I = 25MPa√m. Of course, γ p * varies according to the level of KI max .
図4から、応力拡大係数のレベルによらず疲労き裂伝ぱ速度は、とくにγp */(DP)Bが10以下の領域では、γp */(DP)Bで一義的に整理可能であり、γp */(DP)Bが小さくなるにしたがい、疲労き裂伝ぱ速度は明らかに低下するという知見を得た。しかし、γp */(DP)Bが10を超える領域では、γp */(DP)Bが増加しても疲労き裂伝ぱ速度の増加は少なく、曲線の傾きは小さく、むしろほぼ水平となり、そして、データのばらつきも大きくなる。すなわち、γp */(DP)Bが10を超える領域では、γp */(DP)Bの疲労き裂伝ぱ速度への影響は小さいといえる。γp */(DP)Bが10を超える領域では、塑性域に対し結晶粒単位が小さく、き裂の伝ぱはき裂先端の応力場によって支配されているもの考えられる。 From FIG. 4, the fatigue crack propagation rate is unambiguously organized as γ p * / (D P ) B , especially in the region where γ p * / (D P ) B is 10 or less, regardless of the level of the stress intensity factor. It was possible, and it was found that as γ p * / (D P ) B becomes smaller, the fatigue crack propagation rate clearly decreases. However, gamma p * / In (D P) B exceeds 10 area, γ p * / (D P ) less the increase in fatigue crack propagation speed increases B, the slope of the curve is small, rather substantially It becomes horizontal, and the variation of data becomes large. That, gamma p * / In (D P) B exceeds 10 area, gamma p * / impact to (D P) Fatigue Crack Growth rate of B is said to be small. In the region where γ p * / (D P ) B exceeds 10, it is considered that the crystal grain unit is smaller than the plastic region, and the propagation of the crack is governed by the stress field at the crack tip.
上記した知見は、ベイナイト単相組織を有する鋼板について得られたものであるが、マルテンサイト単相組織についても、同様な検討を行った結果、疲労き裂の屈曲回数が多いほど疲労き裂伝ぱ速度が低下すること、屈曲長さとマルテンサイトの組織単位(DP)Mであるパケットサイズとは相関があること、疲労き裂伝ぱ速度はγp */(DP)Mで整理でき、特にγp */(DP)Mが10以下の領域で大きくき裂伝ぱ速度が低下することを確かめた。 The above findings were obtained for a steel sheet having a bainite single-phase structure, but as a result of a similar investigation of a martensite single-phase structure, the more the number of fatigue cracks flexed, the greater the fatigue crack propagation. The speed decreases, the bending length and the martensite organization unit (D P ) M have a correlation with the packet size, and the fatigue crack propagation rate can be organized by γ p * / (D P ) M. It was confirmed that the crack propagation rate was greatly reduced in the region where γ p * / (D P ) M was 10 or less.
実構造物に適用する鋼材では、使用目的に応じて成分制約や強度、さらには使用する製造プロセス等により、ベイナイト相とマルテンサイト相とが共存し、さらにはパーライト、フェライト相等が混った組織となることが多々生じる。
そこで、まず、面積率で50%以上の主相として、ベイナイト相、またはマルテンサイト相あるいはベイナイト相及びマルテンサイト相の混合相とし、第二相として、パーライト、フェライトを含む、複合組織を有する鋼材について、疲労き裂伝ぱ挙動を調査した。その結果、疲労き裂は、フェライトからパーライト、ベイナイトからマルテンサイトのように、軟質な相からより硬質な相へ伝ぱする際に、き裂の屈曲や分岐が生じ、疲労き裂伝ぱ速度が局所的に低減することを見出した。さらに、より詳細な観察を行った結果、ベイナイト、マルテンサイトではパケット境界で、フェライトではフェライト粒境界で、パーライトでは塊状や層状の境界で、き裂の屈曲が生じていることを知見した。
In steel materials applied to actual structures, the bainite phase and the martensite phase coexist, depending on the purpose of use, depending on the component constraints and strength, and the manufacturing process used, etc., and a structure in which pearlite, ferrite phase, etc. are mixed Often occurs.
Therefore, first, a steel material having a composite structure including a bainite phase or a martensite phase or a mixed phase of a bainite phase and a martensite phase as a main phase having an area ratio of 50% or more, and containing pearlite and ferrite as a second phase. The fatigue crack propagation behavior was investigated. As a result, when a fatigue crack propagates from a soft phase to a harder phase, such as ferrite to pearlite and bainite to martensite, crack bending and branching occur, and the fatigue crack propagation rate is locally increased. Has been found to be reduced. Furthermore, as a result of more detailed observations, it was found that crack bending occurred at the packet boundary in bainite and martensite, at the ferrite grain boundary in ferrite, and at the massive or layered boundary in pearlite.
このような知見から、本発明者らは、ベイナイト相、マルテンサイト相を主相とする複合組織においても、ベイナイト単相組織、マルテンサイト単相組織におけると同様に、各相にそれぞれき裂の屈曲を生じさせる有効な組織単位があると考えた。そして、本発明者らは、この組織単位を、ベイナイトでは(DP)B、マルテンサイトでは(DP)M、フェライトでは(DP)α、パーライトでは(DP)P、とそれぞれ定義した。そして、複合組織全体では、各相のき裂の屈曲への寄与を重み付けできれば、混合則が成り立ち、複合組織における有効組織単位MUeffが新たに定義できることに思い至った。 From these findings, the present inventors have also found that each phase has cracks in the composite structure mainly composed of the bainite phase and the martensite phase, as in the bainite single phase structure and the martensite single phase structure. We considered that there is an effective tissue unit that causes bending. Then, the present inventors have found that the organizational unit, the bainite defined respectively (D P) B, a martensite (D P) M, is a ferrite (D P) alpha, in pearlite (D P) P, and . Then, in the entire composite structure, if the contribution to the crack bending of each phase can be weighted, the mixing rule is established, and the effective structural unit MU eff in the composite structure can be newly defined.
そして、各相のき裂屈曲への寄与は、各相の組織単位と、各相の面積割合(AR)B、(AR)M、(AR)α、(AR)Pに応じて、決定されると考え、各相の組織単位と各相の面積割合の積をその指標として用いることにした。さらにその積に、主相に対する各相の硬さ比を乗じることで、各相のき裂の屈曲への寄与を、主相を基準として重み付けできることを見出した。なお、ここでいう「主相」とは、合計面積率で50%を超えるベイナイト相および/またはマルテンサイト相のうち面積率で最大の相をいうものとする。 The contribution of each phase to crack bending is determined according to the structure unit of each phase and the area ratio (AR) B , (AR) M, (AR) α , (AR) P of each phase. Therefore, the product of the structural unit of each phase and the area ratio of each phase was used as the index. Furthermore, it has been found that by multiplying the product by the hardness ratio of each phase with respect to the main phase, the contribution of each phase to crack bending can be weighted on the basis of the main phase. Here, the “main phase” means a phase having the largest area ratio among the bainite phase and / or martensite phase exceeding 50% in total area ratio.
すなわち、ベイナイト相、またはマルテンサイト相を主相とする複合組織における有効組織単位MUeffは、それぞれ次式
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
で定義できる。なお、上記した(2a)式はベイナイト単相組織、(2b)式はマルテンサイト単相組織、である鋼材の場合には、第1項のみとなり、図4に示す結果とも整合する。また、ベイナイト相、マルテンサイト相が、それぞれ単独で、面積率:50%以上を占めることができないが、ベイナイト相とマルテンサイト相との混合では面積率:50%以上を占めることができる場合には、面積率が大きい相を主相とみなして、上記式を適用するものとする。
That is, the effective structural unit MU eff in the composite structure having a bainite phase or martensite phase as the main phase is
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase Organizational units in the direction of development (μm),
(Hv) B , (Hv) M , (Hv) α , (Hv) P : bainite (B), martensite (M), ferrite (α), pearlite (P), defined by average Vickers hardness of each phase it can. In the case of a steel material in which the above-described equation (2a) is a bainite single-phase structure and the equation (2b) is a martensite single-phase structure, only the first term is obtained, which is consistent with the results shown in FIG. In addition, when the bainite phase and the martensite phase each can not occupy an area ratio of 50% or more, but the mixture of the bainite phase and the martensite phase can occupy an area ratio of 50% or more. The above formula is applied by regarding a phase having a large area ratio as a main phase.
そこで、ベイナイト相とマルテンサイト相の合計面積率が50%を超える複合組織を有する鋼材について、ベイナイト単相組織の場合と同様に疲労き裂伝ぱ試験を実施し、疲労き裂伝ぱ速度を求めた。得られた疲労き裂伝ぱ速度と、上記した(2a)式、あるいは(2b)式で定義されるMUeffを用いたγp */MUeffとの関係を算出し、図5に示す。なお、図5中には、ベイナイト単相組織の場合(○、△、□印)を併記した。図5から、ベイナイト相とマルテンサイト相を主相とする複合組織においても、ベイナイト単相同様に、疲労き裂伝ぱ速度は、γp */MUeffで整理できる。そして、γp */MUeffと10以下の領域では、比較的狭いバンド内に整理でき、しかもγp */MUeffが小さくなるほど疲労き裂伝ぱ速度が明確に低下するという知見を得た。 Therefore, a fatigue crack propagation test was performed on the steel material having a composite structure in which the total area ratio of the bainite phase and the martensite phase exceeds 50%, as in the case of the bainite single phase structure, and the fatigue crack propagation rate was obtained. . FIG. 5 shows the relationship between the obtained fatigue crack propagation rate and γ p * / MU eff using MU eff defined by the above equation (2a) or (2b). In FIG. 5, the case of a bainite single-phase structure (marks ◯, Δ, □) is also shown. From FIG. 5, the fatigue crack propagation rate can be organized by γ p * / MU eff even in a composite structure having a bainite phase and a martensite phase as main phases, as in the bainite single phase. In addition, in the region of γ p * / MU eff and 10 or less, it was possible to organize within a relatively narrow band, and it was found that the fatigue crack propagation rate clearly decreases as γ p * / MU eff decreases.
すなわち、ベイナイト相、マルテンサイト相の合計が面積率で50%を超え、パーライトやフェライト相が混入する複合組織を有する鋼材においても、γp */MUeffが10以下となるような領域では、γp */MUeffが小さくなるほど疲労き裂伝ぱ速度が低下し耐疲労き裂伝ぱ特性が向上するという知見を得た。使用条件下でγp */MUeffが10以下となるような鋼材は、疲労き裂伝ぱ速度が低下した耐疲労き裂伝ぱ特性が優れた鋼材であるといえることになり、γp */MUeffが10以下という指標が、優れた耐疲労き裂伝ぱ特性を有する鋼材の判定基準として利用可能であることに思い至った。 In other words, even in a steel material having a composite structure in which the sum of the bainite phase and the martensite phase exceeds 50% in area ratio and pearlite or ferrite phase is mixed, γ p * / MU eff is 10 or less, It was found that the smaller the γ p * / MU eff is, the lower the fatigue crack propagation rate and the better the fatigue crack propagation resistance. Steel such as γ p * / MU eff under conditions of use is 10 or less, the fatigue crack propagation rate will be said to be superior steel materials Crack Propagation characteristics-out fatigue was reduced, gamma p * / It was thought that an index with an MU eff of 10 or less can be used as a criterion for steel materials having excellent fatigue crack propagation characteristics.
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨はつぎの通りである。
(1)質量%で、C:0.02〜0.4%、Si:0.01〜1.0%、Mn:0.5〜3.0%、P:0.05%以下、S:0.05%以下、Sol.Al:0.10%以下を含み、残部Fe及び不可避的不純物からなる組成と、板厚の1/4位置において合計面積率で50%を超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度と、シャルピー衝撃試験の破面遷移温度vTrsが−20℃以下の高低温靭性を有し、さらに、次(1)式
γP*={(KImax)2×106)/(2πσY 2)}×(1−2ν)2 ‥‥(1)
ここで、KImax:モードIの最大応力拡大係数で、5〜35の範囲内の値(MPa√m),σY:降伏応力(MPa)、ν:ポアソン比
で定義されるき裂先端塑性域寸法γp *(μm)と次(2a)式
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B はき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライトの組織単位(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
または次(2b)式
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B はき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライトの組織単位(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
で定義されるき裂進展方向における有効組織単位MUeff(μm)が、次(3)〜(5)式
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5)
を満足することを特徴とする耐疲労き裂伝ぱ特性に優れた高強度鋼材。
The present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
(1) In mass%, C: 0.02-0.4%, Si: 0.01-1.0%, Mn: 0.5-3.0%, P: 0.05% or less, S: 0.05% or less, Sol.Al: 0.10% or less, It consists of a composition comprising the balance Fe and inevitable impurities, a bainite phase and / or martensite phase exceeding 50% in the total area ratio at the 1/4 position of the plate thickness, and the balance other than that (including 0%). It has a structure and yield strength: high strength of 325 MPa or more, high surface toughness with a fracture surface transition temperature vTrs of Charpy impact test of -20 ° C or less, and the following formula (1)
γ P * = {(K Imax ) 2 × 10 6 ) / (2πσ Y 2 )} × (1−2ν) 2 (1)
Where K Imax is the maximum stress intensity factor in mode I and is in the range of 5 to 35 (MPa√m), σ Y is the yield stress (MPa), and ν is the crack tip plasticity defined by the Poisson's ratio. Zone size γ p * (μm)
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D P ) B is the average value of the packet size in the crack growth direction, martensite structure unit (D P ) M is the average value of the packet size in the crack growth direction, ferrite structure unit (D P ) α is the crack growth The average value of the ferrite grain size in the direction, the pearlite structural unit (D P ) P is the average value of the bulk pearlite in the crack propagation direction or the thickness of the layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), average Vickers hardness of each phase or (2b) Formula
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D P ) B is the average value of the packet size in the crack growth direction, martensite structure unit (D P ) M is the average value of the packet size in the crack growth direction, ferrite structure unit (D P ) α is the crack growth The average value of the ferrite grain size in the direction, the pearlite structural unit (D P ) P is the average value of the bulk pearlite in the crack propagation direction or the thickness of the layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : bainite (B), martensite (M), ferrite (α), pearlite (P), defined by average Vickers hardness of each phase The effective structural unit MU eff (μm) in the crack propagation direction is expressed by the following equations (3) to (5)
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
High-strength steel with excellent fatigue crack propagation characteristics characterized by satisfying
(2)(1)において、前記組成に加えてさらに、質量%で、Cu:3.0%以下、Ni:10%以下、Cr:3.0%以下、Mo:2.0%以下、Nb:0.1%以下、V:0.1%以下、Ti:0.1%以下、B:0.005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする高強度鋼材。
(3)(1)または(2)において、前記組成に加えてさらに、質量%で、Ca:0.010%以下、REM:0.010%以下のうちから選ばれた1種または2種を含有することを特徴とする請求項1または2に記載の高強度鋼材。
(2) In (1), in addition to the above composition, in terms of mass%, Cu: 3.0% or less, Ni: 10% or less, Cr: 3.0% or less, Mo: 2.0% or less, Nb: 0.1% or less, V : High strength steel material characterized by containing one or more selected from 0.1% or less, Ti: 0.1% or less, B: 0.005% or less.
(3) In (1) or (2), in addition to the above-mentioned composition, it further contains, by mass%, one or two selected from Ca: 0.010% or less, REM: 0.010% or less The high-strength steel material according to
(4) (1)ないし(3)のいずれかに記載の高強度鋼材の製造方法であって、鋼素材に、熱間圧延を施して板厚100mm以下の鋼材とするに当たり、前記鋼素材が、質量%で、C:0.02〜0.4%、Si:0.01〜1.0%、Mn:0.5〜3.0%、P:0.05%以下、S:0.05%以下、Sol.Al:0.10%以下を含み、残部Fe及び不可避的不純物からなる組成を有する鋼素材であり、前記熱間圧延を、加熱温度:950〜1300℃に加熱したのち、900℃以上の温度域における累積圧下率:50%以上で、圧延仕上温度:Ar3変態点以上とする熱間圧延とし、該熱間圧延終了後、Ar3変態点以上の温度域から、次(7)式
φ=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+Nb/10+5B ……(7)
で定義されるφ(%)と板厚t(mm)との関係で、次(6)式
RS=(−0.53φ2−0.28φ+0.67)×e9.10/t1.63 ‥‥(6)
(ここで、t:鋼材板厚(mm)、C、Si、Mn、Cu、Ni、Cr、Mo、V、Nb、B:各元素の含有量(質量%))
で定義される冷却速度RS(℃/s)以上の冷却速度で、600℃以下の冷却停止温度まで加速冷却を行い、
前記鋼材を、板厚の1/4位置において合計面積率で50%を超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度と、シャルピー衝撃試験の破面遷移温度vTrsが−20℃以下の優れた低温靭性を有し、さらに、
疲労き裂伝ぱ速度da/dNが、少なくともΔK I :15MPa√mで1.75×10 −8 (m/cycle)以下、ΔK I :20MPa√mで4.26×10 −8 (m/cycle)以下である鋼材とすることを特徴とする低温靱性と耐疲労き裂伝ぱ特性に優れた高強度鋼材の製造方法。
(4) The method for producing a high-strength steel material according to any one of (1) to (3) , wherein the steel material is subjected to hot rolling to obtain a steel material having a thickness of 100 mm or less. , C: 0.02-0.4%, Si: 0.01-1.0%, Mn: 0.5-3.0%, P: 0.05% or less, S: 0.05% or less, Sol.Al: 0.10% or less, and the balance Fe And a steel material having a composition consisting of unavoidable impurities, and after the hot rolling is heated to a heating temperature of 950 to 1300 ° C., a cumulative finish in a temperature range of 900 ° C. or higher is 50% or higher, and the finish is rolled. Temperature: Hot rolling with an Ar3 transformation point or higher. After the hot rolling, from the temperature range above the Ar3 transformation point, the following formula (7) φ = C + Si / 30 + Mn / 20 + Cu / 20 + Ni / 60 + Cr / 20 + Mo / 15 + V / 10 + Nb / 10 + 5B ...... (7)
The relationship between φ (%) and thickness t (mm) defined by
RS = (− 0.53φ 2 −0.28φ + 0.67) × e 9.10 / t 1.63 (6)
(Where t: steel plate thickness (mm), C, Si, Mn, Cu, Ni, Cr, Mo, V, Nb, B: content of each element (mass%))
In defined in the cooling rate RS (℃ / s) or more cooling rate, have rows accelerated cooling to a cooling stop temperature of 600 ° C. or less,
The steel material has a structure composed of a bainite phase and / or a martensite phase with a total area ratio exceeding 50% at a 1/4 position of the plate thickness, and the balance other than that (including 0%), and Yield strength: High strength of 325MPa or more, and excellent low temperature toughness with fracture surface transition temperature vTrs of Charpy impact test of -20 ℃ or less,
Fatigue crack propagation rate da / dN is at least 1.75 × 10 −8 (m / cycle) at ΔK I : 15 MPa√m, and ΔK I : 4.26 × 10 −8 (m / cycle) at 20 MPa√m. A method for producing a high-strength steel material having excellent low-temperature toughness and fatigue crack propagation characteristics, characterized by using a steel material.
(5)(4)において、前記組成に加えてさらに、質量%で、Cu:3.0%以下、Ni:10%以下、Cr:3.0%以下、Mo:2.0%以下、Nb:0.1%以下、V:0.1%以下、Ti:0.1%以下、B:0.005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする高強度鋼材の製造方法。
(6)(4)または(5)において、前記組成に加えてさらに、質量%で、Ca:0.010%以下、REM:0.010%以下のうちから選ばれた1種または2種を含有することを特徴とする高強度鋼材の製造方法。
(5) In (4), in addition to the above composition, in addition to mass, Cu: 3.0% or less, Ni: 10% or less, Cr: 3.0% or less, Mo: 2.0% or less, Nb: 0.1% or less, V : 0.1% or less, Ti: 0.1% or less, B: One or two or more types selected from 0.005% or less are contained.
(6) In (4) or (5), in addition to the above-mentioned composition, it further contains, by mass%, one or two selected from Ca: 0.010% or less and REM: 0.010% or less A method for producing a high strength steel material.
(7)(4)ないし(6)のいずれかにおいて、前記加速冷却に代えて、前記熱間圧延終了後、炉冷、空冷、水冷のうちのいずれかで冷却し、さらにAc3変態点以上の温度に再加熱したのち、前記(6)式で定義される冷却速度RS(℃/s)以上の冷却速度で、600℃以下まで冷却する焼入れ処理を施すことを特徴とする高強度鋼材の製造方法。
(8)(4)ないし(7)のいずれかにおいて、前記加速冷却後、あるいは前記焼入れ処理後、さらにAc1変態点以下の温度で焼戻処理を施すことを特徴とする高強度鋼材の製造方法。
(7) In any one of (4) to (6), instead of the accelerated cooling, after the hot rolling is completed, the steel is cooled by any one of furnace cooling, air cooling, and water cooling, and more than the Ac3 transformation point. A high-strength steel material is produced by reheating to a temperature and then performing a quenching treatment to cool to 600 ° C. or less at a cooling rate RS (° C./s) or more defined by the above formula (6). Method.
(8) The method for producing a high-strength steel material according to any one of (4) to (7), further comprising tempering at a temperature not higher than the Ac1 transformation point after the accelerated cooling or the quenching treatment. .
(9)質量%で、C :0.02〜0.4%、Si:0.01〜1.0%、Mn:0.5〜3.0%、P :0.05%以下、S :0.05%以下、Sol.Al:0.10%以下を含み、残部Fe及び不可避的不純物からなる組成と、板厚の1/4位置において合計面積率で50%超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度鋼材を対象とし、該対象とする高強度鋼材について、組織観察、ビッカース硬さ測定を行って、想定する疲労き裂進展方向における組織を構成する各相の面積割合(AR)、各相の組織単位(DP)、各相の平均ビッカース硬さ(HV)を求め、次(1)式
γP*={(KImax)2×106/(2πσY 2)}×(1−2ν)2 ‥‥(1)
ここで、KImax:モードIの最大応力拡大係数で、5〜35の範囲内の値(MPa√m)、σY:降伏応力(MPa)、ν:ポアソン比(=0.3)
で定義されるき裂先端塑性域寸法γp *(μm)、次(2a)式
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B はき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライトの組織単位(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
または次(2b)式
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B はき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライト(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
で定義されるき裂進展方向における有効組織単位MUeff(μm)を算出して、次(3)〜(5)式
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5)
を満足する場合を、疲労き裂伝ぱ速度da/dNが、少なくともΔK I :15MPa√mで1.75×10 −8 (m/cycle)以下、ΔK I :20MPa√mで4.26×10 −8 (m/cycle)以下である耐疲労き裂伝ぱ特性に優れた鋼材と判定することを特徴とする耐疲労き裂伝ぱ特性に優れた高強度鋼材の判定方法。
(9) In mass%, C: 0.02 to 0.4%, Si: 0.01 to 1.0%, Mn: 0.5 to 3.0%, P: 0.05% or less, S: 0.05% or less, Sol.Al: 0.10% or less, Structure composed of the balance Fe and inevitable impurities, a bainite phase and / or martensite phase exceeding 50% in total area ratio at the 1/4 position of the plate thickness, and the balance other phases (including 0%) And with a yield strength of 325 MPa or more, and the target high-strength steel material is subjected to structural observation and Vickers hardness measurement to determine the structure in the assumed fatigue crack propagation direction. The area ratio (AR) of each phase constituting, the structural unit (DP) of each phase, and the average Vickers hardness (HV) of each phase are obtained, and the following equation (1) γ P * = {(K Imax ) 2 × 10 6 / (2πσ Y 2 )} × (1−2ν) 2 (1)
Where K Imax is the maximum stress intensity factor in mode I and is a value in the range of 5 to 35 (MPa√m), σ Y is the yield stress (MPa), and ν is Poisson's ratio (= 0.3).
Crack tip plastic zone dimension γ p * (μm) defined by the following equation (2a)
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D P ) B is the average value of the packet size in the crack growth direction, martensite structure unit (D P ) M is the average value of the packet size in the crack growth direction, ferrite structure unit (D P ) α is the crack growth The average value of the ferrite grain size in the direction, the pearlite structural unit (D P ) P is the average value of the bulk pearlite in the crack propagation direction or the thickness of the layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), average Vickers hardness of each phase or (2b) Formula
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D P ) B is the average value of the packet size in the crack propagation direction, martensite structure unit (D P ) M is the average value of the packet size in the crack propagation direction, and ferrite (D P ) α is the ferrite in the crack propagation direction Average value of particle size, pearlite structural unit (D P ) P is the size of bulk pearlite in the crack propagation direction or the average value of layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : bainite (B), martensite (M), ferrite (α), pearlite (P), defined by average Vickers hardness of each phase The effective structural unit MU eff (μm) in the crack propagation direction is calculated, and the following equations (3) to (5)
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
When the fatigue crack propagation rate da / dN is at least 1.75 × 10 −8 (m / cycle) at ΔK I : 15 MPa√m , ΔK I : 4.26 × 10 −8 (m / cycle) A method for determining a high strength steel material having excellent fatigue crack propagation characteristics, characterized in that it is determined as a steel material having excellent fatigue crack propagation characteristics which is equal to or less than:
(10)(9)において、前記組成に加えてさらに、質量%で、Cu:3.0%以下、Ni:10%以下、Cr:3.0%以下、Mo:2.0%以下、Nb:0.1%以下、V:0.1%以下、Ti:0.1%以下、B:0.005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする高強度鋼材の判定方法。 (10 ) In ( 9 ), in addition to the above composition, in terms of mass%, Cu: 3.0% or less, Ni: 10% or less, Cr: 3.0% or less, Mo: 2.0% or less, Nb: 0.1% or less, V : 0.1% or less, Ti: 0.1% or less, B: One or two or more types selected from 0.005% or less are contained.
(11)(9)または(10)において、前記組成に加えてさらに、質量%で、Ca:0.010%以下、REM:0.010%以下のうちから選ばれた1種または2種を含有することを特徴とする高強度鋼材の判定方法。 ( 11 ) In ( 9 ) or ( 10 ), in addition to the above-mentioned composition, it further contains, by mass%, one or two selected from Ca: 0.010% or less and REM: 0.010% or less A method for judging a high strength steel material.
本発明によれば、多量の合金元素を含有することなく、また、特殊な工程を施すことなく、
降伏点:325MPa以上という高強度を有し、低温靭性にも優れた、耐疲労き裂伝ぱ特性に優れた高強度鋼材を提供でき、産業上格段の効果を奏する。また、本発明になる高強度鋼材を、船舶、橋梁、建築物に代表されるような溶接構造物の主要部材に適用すれば、溶接構造物の疲労破壊の安全裕度を拡大できるという効果もある。
According to the present invention, without containing a large amount of alloy elements, without performing a special process,
Yield point: High strength of 325 MPa or more, excellent low-temperature toughness, and high strength steel with excellent fatigue crack propagation characteristics, providing a remarkable industrial effect. Moreover, if the high-strength steel material according to the present invention is applied to a main member of a welded structure such as a ship, a bridge, or a building, an effect that the safety margin of fatigue fracture of the welded structure can be expanded. is there.
本発明鋼材は、C:0.02〜0.4%、Si:0.01〜1.0%、Mn:0.5〜3.0%、P:0.05%以下、S:0.05%以下、Sol.Al:0.10%以下を含み、残部Fe及び不可避的不純物からなる基本組成を有する。
まず、本発明鋼材の組成限定理由について説明する。なお、以下、とくに断わらない限り、質量%は単に%で記す。
The steel of the present invention contains C: 0.02 to 0.4%, Si: 0.01 to 1.0%, Mn: 0.5 to 3.0%, P: 0.05% or less, S: 0.05% or less, Sol.Al: 0.10% or less, and the balance Fe And a basic composition consisting of inevitable impurities.
First, the reasons for limiting the composition of the steel of the present invention will be described. Hereinafter, unless otherwise specified, mass% is simply expressed as%.
C:0.02〜0.4%
Cは、強度を増加させる元素であり、ベイナイト相やマルテンサイト相を主体とする組織を有する鋼材で、所望の高強度を確保するためには、0.02%以上の含有を必要とする。一方、0.4%を超える含有は、溶接性を阻害する。このため、Cは、0.02〜0.4%の範囲に限定した。なお、好ましくは0.02〜0.35%である。
C: 0.02-0.4%
C is an element that increases the strength, and is a steel material having a structure mainly composed of a bainite phase or a martensite phase, and needs to contain 0.02% or more in order to ensure a desired high strength. On the other hand, the content exceeding 0.4% impairs weldability. For this reason, C was limited to the range of 0.02 to 0.4%. In addition, Preferably it is 0.02 to 0.35%.
Si:0.01〜1.0%
Siは、脱酸剤として有効に作用するとともに、強度を増加させ高強度化に寄与する元素である。このような効果を得るためには、0.01%以上の含有を必要とする。一方、1.0%を超えて含有すると、溶接性、靭性が低下する。このため、Siは0.01〜1.0%の範囲に限定した。なお、好ましくは0.05〜0.8%である。
Si: 0.01-1.0%
Si is an element that effectively acts as a deoxidizer and contributes to increase in strength by increasing strength. In order to acquire such an effect, 0.01% or more of content is required. On the other hand, when it contains exceeding 1.0%, weldability and toughness will fall. For this reason, Si was limited to the range of 0.01 to 1.0%. In addition, Preferably it is 0.05 to 0.8%.
Mn:0.5〜3.0%
Mnは、焼入れ性の向上を介して強度増加に寄与するとともに、靭性向上に寄与する元素である。このような効果を得るためには、0.5%以上の含有を必要とする。一方、3.0%を超えて多量に含有すると、溶接性の低下を招く。このため、Mnは0.5〜3.0%の範囲に限定した。なお、好ましくは0.5〜2.5%である。
Mn: 0.5-3.0%
Mn is an element that contributes to an increase in strength through improvement in hardenability and also contributes to an improvement in toughness. In order to acquire such an effect, 0.5% or more of content is required. On the other hand, if it contains more than 3.0%, weldability is lowered. For this reason, Mn was limited to the range of 0.5 to 3.0%. In addition, Preferably it is 0.5 to 2.5%.
P:0.05%以下
Pは、鋼の靭性を劣化させる元素であり、できるだけ低減することが望ましいが、0.05%までは許容できる。このようなことから、Pは0.05%以下の限定とした。なお、好ましくは0.03%以下である。
S:0.05%以下
Sは、鋼中では硫化物系介在物として存在し、鋼の延性、靭性を低下させる。このため、Sはできるだけ低減することが望ましいが、0.05%までは許容できる。このようなことから、Sは0.05%以下に限定した。なお、好ましくは0.03%以下である。
P: 0.05% or less
P is an element that degrades the toughness of steel, and it is desirable to reduce it as much as possible, but it is acceptable up to 0.05%. Therefore, P is limited to 0.05% or less. In addition, Preferably it is 0.03% or less.
S: 0.05% or less
S exists as sulfide inclusions in steel, and lowers the ductility and toughness of the steel. For this reason, it is desirable to reduce S as much as possible, but 0.05% is acceptable. For these reasons, S is limited to 0.05% or less. In addition, Preferably it is 0.03% or less.
Sol.Al:0.10%以下
Sol.Alは、脱酸剤として作用する元素であり、結晶粒の微細化にも寄与する。このような効果を得るためには0.01%以上含有することが望ましいが、0.10%を超えて多量に含有すると、酸化物系介在物が増加し靭性、延性が低下する。このため、Sol.Alは0.10%以下に限定した。なお、好ましくは0.08%以下である。
Sol.Al: 0.10% or less
Sol.Al is an element that acts as a deoxidizer and contributes to the refinement of crystal grains. In order to acquire such an effect, it is desirable to contain 0.01% or more, but when it contains more than 0.10%, an oxide inclusion will increase and toughness and ductility will fall. For this reason, Sol.Al was limited to 0.10% or less. In addition, Preferably it is 0.08% or less.
上記した成分が基本の成分であるが、本発明では、上記した基本の組成に加えてさらに、強度、低温靭性、溶接性、さらには耐候性、耐熱性等の調整を目的として、Cu:3.0%以下、Ni:10%以下、Cr:3.0%以下、Mo:2.0%以下、Nb:0.1%以下、V:0.1%以下、Ti:0.1%以下、B:0.005%以下のうちから選ばれた1種または2種以上、およびまたは、Ca:0.010%以下、REM:0.010%以下のうちから選ばれた1種または2種を、必要に応じて選択して含有できる。 The above components are basic components. In the present invention, in addition to the basic composition described above, Cu: 3.0 is added for the purpose of adjusting strength, low-temperature toughness, weldability, further weather resistance, heat resistance, and the like. %, Ni: 10% or less, Cr: 3.0% or less, Mo: 2.0% or less, Nb: 0.1% or less, V: 0.1% or less, Ti: 0.1% or less, B: 0.005% or less 1 type or 2 types or more and / or 1 type or 2 types selected from Ca: 0.010% or less and REM: 0.010% or less can be selected and contained as needed.
Cu:3.0%以下、Ni:10%以下、Cr:3.0%以下、Mo:2.0%以下、Nb:0.1%以下、V:0.1%以下、Ti:0.1%以下、B:0.005%以下のうちから選ばれた1種または2種以上
Cu、Ni、Cr、Mo、Nb、V、Ti、Bは、いずれも強度増加に寄与する元素であり、必要に応じて1種または2種以上を選択して含有できる。
Cuは、固溶して強度増加に寄与するとともに、耐候性向上にも寄与する元素である。このような効果を得るためには、0.01%以上含有することが望ましい。一方、3.0%を超える多量の含有は、溶接性を低下させるとともに、熱間加工性を低下させ、疵が発生しやすくなる。このため、含有する場合には、Cuは3.0%以下に限定することが好ましい。なお、より好ましくは2.5%以下である。
Cu: 3.0% or less, Ni: 10% or less, Cr: 3.0% or less, Mo: 2.0% or less, Nb: 0.1% or less, V: 0.1% or less, Ti: 0.1% or less, B: 0.005% or less One or more selected
Cu, Ni, Cr, Mo, Nb, V, Ti, and B are all elements that contribute to an increase in strength, and can be selected from one or more as required.
Cu is an element that contributes to increase in strength by solid solution and also contributes to improvement in weather resistance. In order to acquire such an effect, it is desirable to contain 0.01% or more. On the other hand, a large content exceeding 3.0% lowers weldability and hot workability, and tends to generate flaws. For this reason, when it contains, it is preferable to limit Cu to 3.0% or less. More preferably, it is 2.5% or less.
Niは、固溶して、低温靭性を向上させるとともに、強度増加にも寄与する元素である。また、Niは、耐候性向上や、Cuを添加した場合に生ずる熱間脆性の改善に有効に寄与する。このような効果を得るためには、0.01%以上含有することが望ましい。一方、10%を超えて含有すると、溶接性が低下するとともに、材料コストの高騰を招く。このようなことから、含有する場合には、Niは10%以下に限定することが好ましい。 Ni is an element that dissolves and improves low-temperature toughness and contributes to an increase in strength. Ni also contributes effectively to improving weather resistance and improving hot brittleness that occurs when Cu is added. In order to acquire such an effect, it is desirable to contain 0.01% or more. On the other hand, if the content exceeds 10%, the weldability deteriorates and the material cost increases. For these reasons, when Ni is contained, Ni is preferably limited to 10% or less.
Crは、強度増加に寄与するとともに、耐候性や耐熱性の向上にも寄与する元素である。このような効果を得るためには、0.01%以上含有することが望ましい。一方、3.0%を超えて多量に含有すると、溶接性、靭性が低下する。このため、含有する場合には、Crは3.0%以下に限定することが好ましい。なお、より好ましくは2.5%以下である。
Moは、強度の増加や、耐熱性の向上に寄与する元素である。このような効果を得るためには、0.01%以上含有することが望ましい。一方、2.0%を超えて含有すると、溶接性、靭性の低下を招く。このため、含有する場合には、Moは2.0%以下に限定することが好ましい。なお、より好ましくは1.5%以下である。
Cr is an element that contributes to an increase in strength and also contributes to an improvement in weather resistance and heat resistance. In order to acquire such an effect, it is desirable to contain 0.01% or more. On the other hand, if the content exceeds 3.0%, weldability and toughness deteriorate. For this reason, when contained, Cr is preferably limited to 3.0% or less. More preferably, it is 2.5% or less.
Mo is an element that contributes to increasing strength and improving heat resistance. In order to acquire such an effect, it is desirable to contain 0.01% or more. On the other hand, if the content exceeds 2.0%, weldability and toughness are reduced. For this reason, when it contains, it is preferable to limit Mo to 2.0% or less. More preferably, it is 1.5% or less.
Nbは、熱間圧延時のオーステナイト粒再結晶を抑制し組織の細粒化を介して、強度増加に寄与するとともに、固溶強化や析出強化を介して強度増加に寄与する元素である。このような効果を得るためには、0.001%以上含有することが望ましい。一方、0.1%を超えて含有すると、靭性の低下を招く。このため、含有する場合には、Nbは0.1%以下に限定することが好ましい。なお、より好ましくは0.07%以下である。 Nb is an element that suppresses austenite grain recrystallization during hot rolling and contributes to an increase in strength through refinement of the structure and contributes to an increase in strength through solid solution strengthening and precipitation strengthening. In order to acquire such an effect, it is desirable to contain 0.001% or more. On the other hand, if it exceeds 0.1%, toughness is reduced. For this reason, when it contains, it is preferable to limit Nb to 0.1% or less. More preferably, it is 0.07% or less.
Vは、Nbと同様に、析出強化により強度増加に寄与する元素である。このような効果を得るためには0.001%以上含有することが望ましい。一方、0.1%を超えて多量に含有すると、靭性、溶接性の低下を招く。このため、含有する場合には、Vは0.1%以下に限定することが好ましい。なお、より好ましくは0.07%以下である。
Tiは、析出強化を介して強度増加に寄与するとともに、溶接部靭性の改善にも寄与する。このような効果を得るためには、0.01%以上含有することが望ましい。一方、0.1%を超えて多量に含有すると、材料コストの高騰を招く。このようなことから、含有する場合には、Tiは0.1%以下に限定することが好ましい。なお、より好ましくは0.07%以下である。
V, like Nb, is an element that contributes to an increase in strength by precipitation strengthening. In order to acquire such an effect, it is desirable to contain 0.001% or more. On the other hand, if the content exceeds 0.1%, the toughness and weldability are lowered. For this reason, when it contains, it is preferable to limit V to 0.1% or less. More preferably, it is 0.07% or less.
Ti contributes to an increase in strength through precipitation strengthening and also contributes to an improvement in weld toughness. In order to acquire such an effect, it is desirable to contain 0.01% or more. On the other hand, if the content exceeds 0.1%, the material cost increases. For these reasons, when Ti is contained, Ti is preferably limited to 0.1% or less. More preferably, it is 0.07% or less.
Bは、焼入れ性向上を介して強度増加に寄与する元素である。このような効果を得るためには0.0005%以上含有することが望ましい。一方、0.005%を超えて多量に含有すると、溶接性が低下する。このため、含有する場合には、Bは0.005%以下に限定することが好ましい。なお、より好ましくは0.003%以下である。 B is an element that contributes to an increase in strength through improved hardenability. In order to acquire such an effect, it is desirable to contain 0.0005% or more. On the other hand, if the content exceeds 0.005%, weldability decreases. For this reason, when contained, B is preferably limited to 0.005% or less. More preferably, it is 0.003% or less.
Ca:0.010%以下、REM:0.010%以下のうちから選ばれた1種または2種
Ca、REMはいずれも、介在物の形態制御を介して鋼材の延性、靱性向上に寄与する元素であり、必要に応じて選択して1種または2種を含有できる。
Caは、介在物の形態制御を介して鋼材の延性、靱性向上に寄与する元素である。このような効果を得るためには、0.001%以上含有することが望ましいが、0.010%を超える多量の含有は、靱性の低下を招く。このため、含有する場合には、Caは0.010%以下に限定することが好ましい。なお、より好ましくは0.005%以下である。
REMは、Caと同様に、介在物の形態制御を介して鋼材の延性、靱性向上に寄与する元素である。このような効果を得るためには、0.001%以上含有することが望ましいが、0.010%を超える多量の含有は、靱性の低下を招く。このため、含有する場合には、REMは0.010%以下に限定することが好ましい。なお、より好ましくは0.005%以下である。
One or two selected from Ca: 0.010% or less, REM: 0.010% or less
Both Ca and REM are elements that contribute to the improvement of the ductility and toughness of the steel material through the control of the form of inclusions, and can be selected as necessary to contain one or two kinds.
Ca is an element that contributes to improving the ductility and toughness of steel through the control of the form of inclusions. In order to acquire such an effect, it is desirable to contain 0.001% or more, but when it contains a large amount exceeding 0.010%, the toughness is reduced. For this reason, when it contains, it is preferable to limit Ca to 0.010% or less. More preferably, it is 0.005% or less.
REM, like Ca, is an element that contributes to improving the ductility and toughness of steel materials through the control of the form of inclusions. In order to acquire such an effect, it is desirable to contain 0.001% or more, but when it contains a large amount exceeding 0.010%, the toughness is reduced. For this reason, when it contains, it is preferable to limit REM to 0.010% or less. More preferably, it is 0.005% or less.
上記した成分以外の残部は、Feおよび不可避的不純物である。なお、不可避的不純物としては、N:0.01%以下、O:0.01%以下が許容できる。
本発明鋼材は、上記した組成を有し、平均的な組織形態となる板厚1/4位置において、合計面積率で50%超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有する。
The balance other than the above components is Fe and inevitable impurities. Inevitable impurities include N: 0.01% or less and O: 0.01% or less.
The steel material of the present invention has the above-described composition, and a bainite phase and / or a martensite phase exceeding the total area ratio by 50% in the
本発明鋼材では、所望の高強度と低温靱性を有し耐疲労き裂伝ぱ特性を兼備させるために、組織は、ベイナイト相および/またはマルテンサイト相を主体(主相)とする、すなわち合計面積率で50%超える組織とする。ベイナイト相および/またはマルテンサイト相の合計面積分率が50%を下回ると低強度となる。ベイナイト相および/またはマルテンサイト相の合計面積率の上限は特に規定する必要はない。本発明では、ベイナイト相とマルテンサイト相はそのどちらかが面積率で50%を超える場合には、必ずしも共存していなくとも良く、ベイナイト単相でも、またマルテンサイト単相でも良い。本発明では、ベイナイト相とマルテンサイト相の合計面積率が50%を超えていれば、それぞれの相は面積率で50%を下回っても構わない。なお、ここでいう「主相」とは、ベイナイト相とマルテンサイト相の合計面積率が50%を超えていることを条件に、面積率が最大の相を意味し、(2a)式、(2b)式における第1項に位置づけられる相をいう。主相以外の残部(0%を含む)は、ベイナイト相、マルテンサイト相以外の第二相は、パーライト、フェライト相である。 In the steel material of the present invention, in order to have desired high strength and low temperature toughness and to have fatigue crack propagation characteristics, the structure is mainly composed of bainite phase and / or martensite phase (main phase), that is, total area The organization will exceed 50%. When the total area fraction of the bainite phase and / or martensite phase is less than 50%, the strength is lowered. The upper limit of the total area ratio of the bainite phase and / or martensite phase need not be specified. In the present invention, when either of the bainite phase and the martensite phase exceeds 50% in area ratio, they may not necessarily coexist and may be a bainite single phase or a martensite single phase. In the present invention, as long as the total area ratio of the bainite phase and the martensite phase exceeds 50%, each phase may be less than 50% in area ratio. The term “main phase” as used herein means a phase having the maximum area ratio on the condition that the total area ratio of the bainite phase and the martensite phase exceeds 50%. 2b) The phase positioned in the first term in the equation. The balance other than the main phase (including 0%) is a bainite phase, and the second phase other than the martensite phase is a pearlite or ferrite phase.
本発明鋼材は、上記した組成と上記した組織とを有し、さらに、降伏強さ:325MPa以上の高強度と、シャルピー衝撃試験の破面遷移温度vTrsが−20℃以下の優れた低温靭性とを有し、かつ、次(1)式
γP*={(KImax)2×106)/(2πσY 2)}×(1−2ν)2 ‥‥(1)
ここで、KImax:モードIの最大応力拡大係数で、5〜35の範囲内の値(MPa√m),σY:降伏応力(MPa)、ν:ポアソン比
で定義されるき裂先端塑性域寸法γp *(μm)と次(2a)式または次(2b)式
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
で定義されるき裂進展方向における有効組織単位MUeff(μm)が、次(3)〜(5)式
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5)
を満足する。
The steel of the present invention has the above-described composition and the above-described structure, and further has a high yield strength of 325 MPa or more, and excellent low-temperature toughness with a fracture surface transition temperature vTrs of −20 ° C. or less in the Charpy impact test. And the following formula (1)
γ P * = {(K Imax ) 2 × 10 6 ) / (2πσ Y 2 )} × (1−2ν) 2 (1)
Where K Imax is the maximum stress intensity factor in mode I and is in the range of 5 to 35 (MPa√m), σ Y is the yield stress (MPa), and ν is the crack tip plasticity defined by the Poisson's ratio. Dimension γ p * (μm) and next (2a) or next (2b)
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase Organizational units in the direction of development (μm),
(Hv) B , (Hv) M , (Hv) α , (Hv) P : bainite (B), martensite (M), ferrite (α), pearlite (P), defined by average Vickers hardness of each phase The effective structural unit MU eff (μm) in the crack propagation direction is expressed by the following equations (3) to (5)
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
Satisfied.
γP*/MUeffが10以下となる領域では、疲労き裂伝ぱ速度を低減することが可能となり、γP*/MUeffが低下するとともに優れた耐疲労き裂伝ぱ特性を有する鋼材となる。γP*/MUeffが10以下となる領域では、有効組織単位MUeffとき裂先端塑性域寸法γP*とが比較的近い値を示し、き裂の屈曲が組織の方位や異相境界に依存して頻繁に生じるため、疲労き裂伝ぱ速度が急激に低下する。このため、(3)式を満足する鋼材は、耐疲労き裂伝ぱ特性に優れた鋼材であるといえる。一方、γP*/MUeffが10を超えて大きくなる場合には、γP*/MUeffと疲労き裂伝ぱ速度との相関がなくなり、鋼材の耐疲労き裂伝ぱ特性を向上させることはできなくなる。このようなことから、γP*/MUeffを10以下に限定した。 In the region where γ P * / MU eff is 10 or less, the fatigue crack propagation rate can be reduced, and the steel material has excellent fatigue crack propagation resistance as γ P * / MU eff decreases. . In the region where γ P * / MU eff is 10 or less, the effective structural unit MU eff and the crack tip plastic zone dimension γ P * show relatively close values, and the bending of the crack depends on the orientation of the structure and the phase boundary Therefore, the fatigue crack propagation rate decreases rapidly. For this reason, it can be said that the steel material satisfying the expression (3) is a steel material having excellent fatigue crack propagation characteristics. On the other hand, when γ P * / MU eff exceeds 10 and there is no correlation between γ P * / MU eff and fatigue crack propagation rate, it is possible to improve the fatigue crack propagation characteristics of steel materials. become unable. Therefore, γ P * / MU eff is limited to 10 or less.
したがって、上記した(3)式を満足する鋼材は、耐疲労き裂伝ぱ特性に優れた鋼材であるといえる。そこで、本発明では、上記した(3)式を、耐疲労き裂伝ぱ特性に優れた鋼材の判定のための基本の式とした。本発明では、(3)式を満足するか否かで、鋼材の耐疲労き裂伝ぱ特性の良否を判定することにした。
つぎに、き裂先端塑性域寸法γP*について説明する。
Therefore, it can be said that the steel material satisfying the above-described expression (3) is a steel material excellent in fatigue crack resistance. Therefore, in the present invention, the above equation (3) is a basic equation for determining a steel material having excellent fatigue crack propagation characteristics. In the present invention, whether or not the fatigue crack propagation property of the steel material is good is determined depending on whether or not the expression (3) is satisfied.
Next, the crack tip plastic zone dimension γ P * will be described.
γp*は、き裂進展方向でのき裂先端における塑性域寸法であり、次(1)式
γp*={(KImax)2×106/2πσY 2}×{(1−2ν)2}‥‥(1)
で定義される。ここで、「KImax」は、モードIの最大応力拡大係数であり、5〜35MPa√mの範囲の値とする。「モードI」は、図2に示したようにき裂が開口する変形様式であり、疲労き裂進展に対して支配的なモードである。
γ p * is a plastic zone size at the crack tip in the crack propagation direction, and the following equation (1) γ p * = {(K Imax ) 2 × 10 6 / 2πσ Y 2 } × {(1−2ν 2 } (1)
Defined by Here, “K Imax ” is the maximum stress intensity factor of mode I, and is a value in the range of 5 to 35 MPa√m. “Mode I” is a deformation mode in which a crack opens as shown in FIG. 2, and is a mode dominant to fatigue crack growth.
なお、KImaxは、次式
KImax=ΔKI/(1-R)
で計算できる。ここで、ΔKIはモードI応力拡大係数範囲(MPa√m)、Rは応力比である。
疲労き裂伝ぱ速度は、一般に、応力拡大係数との関係で3つの領域(領域A〜C)に分けられる。領域Aでは、き裂の進展が認められなくなる下限界へと至る領域であり、領域Bは、き裂が安定的に伝ぱし、き裂伝ぱ速度(対数)と応力拡大係数(対数)の関係で線形的な関係が認められる領域であり、領域Cは、応力拡大係数の増加に伴い疲労き裂伝ぱ速度が急激に増加し不安定破壊へと至る領域である。本発明では、領域Bにおける疲労き裂伝ぱ速度を低減することを目的としている。この領域Bは、最大応力拡大係数KImaxが、5〜35 MPa√mの範囲に相当し、このため、鋼材の使用状態に応じてKImaxを、5〜35 MPa√mの範囲の値に設定する。なお、好ましくは10〜30 MPa√mの範囲である。また、ここでσYは降伏強さで、疲労き裂の開口方向で測定することが好ましいが、それが困難である場合には、引張試験片が採取できる方向としてもよい。また、νは鋼材のポアソン比で、通常0.3である。
K Imax is the following formula:
K Imax = ΔK I / (1-R)
It can be calculated with Here, ΔK I is the mode I stress intensity factor range (MPa√m), and R is the stress ratio.
The fatigue crack propagation rate is generally divided into three regions (regions A to C) in relation to the stress intensity factor. In region A, the region reaches the lower limit where no crack growth is observed. In region B, the crack propagates stably, and the relationship between the crack propagation rate (logarithm) and the stress intensity factor (logarithm). The region C is a region where a linear relationship is recognized, and the region C is a region where the fatigue crack propagation rate rapidly increases with the increase of the stress intensity factor and leads to unstable fracture. The object of the present invention is to reduce the fatigue crack propagation rate in the region B. In this region B, the maximum stress intensity factor K Imax corresponds to a range of 5 to 35 MPa√m. For this reason, the K Imax is set to a value in the range of 5 to 35 MPa√m depending on the state of use of the steel material. Set. In addition, Preferably it is the range of 10-30 MPa√m. Here, σ Y is the yield strength, and it is preferable to measure in the opening direction of the fatigue crack. However, if this is difficult, it may be a direction in which a tensile test piece can be collected. Further, ν is the Poisson's ratio of the steel material and is usually 0.3.
なお、本発明鋼材では、γp*は、次(4)式
γP*≦ 200 ‥‥(4)
を満足する範囲に限定した。γP*が200(μm)を超えて大きくなることは、σY:325MPaとKImax:5〜35MPa√mの組合せの範疇を超える領域に近くなり、疲労き裂伝ぱ特性の確保が困難となる。また、(3)式を満足する最大のMUeffも大きくなり、強度や靱性との両立が難しくなる。そこで、γP*の上限を200(μm)に限定した。
In the steel of the present invention, γ p * is expressed by the following equation (4)
γ P * ≦ 200 (4)
Is limited to a range that satisfies the above. gamma P * is 200 ([mu] m) to increase beyond the, σ Y: 325MPa and K Imax: closer to a region beyond the scope of combinations of 5~35MPa√m, is difficult to secure the Fatigue Crack Growth characteristics Become. In addition, the maximum MU eff that satisfies equation (3) also increases, making it difficult to achieve both strength and toughness. Therefore, the upper limit of γ P * is limited to 200 (μm).
次に、有効組織単位MUeffについて説明する。
本発明でいう「有効組織単位MUeff」は、疲労き裂の屈曲に寄与する組織単位をいう。具体的には、疲労き裂伝ぱ経路と構成組織を参照しながら決定される、屈曲を開始する頻度がもっとも高い組織単位をいう。
複合組織を有する鋼材において、疲労き裂の屈曲、すなわち疲労き裂伝ぱ速度の低下は、各相の組織単位の大きさ(DP)と、各相の面積割合(AR)に応じて決定されると考え、各相の組織単位(DP)と各相の面積割合(AR)の積(AR)×(DP)をその指標とした。そして、その積に、主相に対する各相の硬さ比{例えば、(Hv)α/(Hv)B}を乗じることにより、主相を基準とした各相の組織単位の重み付けができ、混合則に従いそれらの和を、主相と、主相以外の各相を第二相とする複合組織の有効組織単位MUeffとする。
Next, the effective organizational unit MU eff will be described.
The “effective structural unit MU eff ” in the present invention refers to a structural unit that contributes to bending of a fatigue crack. Specifically, it refers to the tissue unit that is determined with reference to the fatigue crack propagation path and the constituent structure, and has the highest frequency of starting bending.
In steel materials having a composite structure, fatigue crack bending, that is, a decrease in fatigue crack propagation rate, is determined in accordance with the size of the structural unit of each phase (D P ) and the area ratio (AR) of each phase. Therefore, the product (AR) × (D P ) of the structural unit (D P ) of each phase and the area ratio (AR) of each phase was used as the index. Then, by multiplying the product by the hardness ratio of each phase to the main phase {for example, (Hv) α / (Hv) B }, the structural unit of each phase based on the main phase can be weighted and mixed. According to the rule, the sum is defined as the effective organizational unit MU eff of the composite structure in which the main phase and each phase other than the main phase are the second phase.
主相をベイナイト相とし、ベイナイト相以外のマルテンサイト相、フェライト相、パーライトからなる複合組織の有効組織単位MUeffは、次(2a)式
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
により算出する。また、主相をマルテンサイト相とし、マルテンサイト相以外のベイナイト相、フェライト相、パーライトからなる複合組織の有効組織単位MUeffは、次(2b)式
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
により算出する。
The effective structural unit MU eff of the composite structure consisting of the martensite phase, ferrite phase, and pearlite other than the bainite phase, with the main phase being the bainite phase, is expressed by the following equation (2a)
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
Calculated by The effective structural unit MU eff of the composite structure composed of a martensite phase as the main phase and a bainite phase other than the martensite phase, a ferrite phase, and pearlite is expressed by the following equation (2b):
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Calculated by
ここで、(AR)B、(AR)M、(AR)α、(AR)Pは、ベイナイト(B)、マルテンサイト(M)、α(フェライト)、パーライト(P)、各相の面積割合(0〜1)であり、(各相の面積分率(%))/100で算出される。なお、面積割合は、板厚1/4位置で、図2に示すx−y平面で行う。面積割合は、例えば、市販の画像解析ソフトを用いて演算し求めることができる。 Here, (AR) B , (AR) M , (AR) α , and (AR) P are bainite (B), martensite (M), α (ferrite), pearlite (P), and area ratio of each phase. (0 to 1) and calculated by (area fraction of each phase (%)) / 100. In addition, an area ratio is performed on the xy plane shown in FIG. The area ratio can be calculated and calculated using, for example, commercially available image analysis software.
(DP)B、(DP)M、(DP)α、(DP)Pは、ベイナイト(B)、マルテンサイト(M)、α(フェライト)、パーライト(P)、各相のき裂進展方向における組織単位(μm)である。また、(Hv)B、(Hv)M、(Hv)α、(Hv)Pは、ベイナイト(B)、マルテンサイト(M)、α(フェライト)、パーライト(P)、各相の平均ビッカース硬さ、である。 (D P ) B , (D P ) M , (D P ) α , and (D P ) P are bainite (B), martensite (M), α (ferrite), pearlite (P), and each phase. It is a structural unit (μm) in the crack propagation direction. (Hv) B , (Hv) M , (Hv) α , (Hv) P is bainite (B), martensite (M), α (ferrite), pearlite (P), average Vickers hardness of each phase That's it.
ここでいう「き裂進展方向における組織単位」とは、疲労き裂伝ぱ速度低下と密接な関係があるき裂の屈曲頻度に関連したき裂進展方向に測定した組織単位である。使用条件が不明の場合には、板厚方向で測定値を使用するものとする。
き裂の屈曲と密接な関係がある組織単位は、組織の特定をも含めて光学顕微鏡、走査型電子顕微鏡SEM、透過電子顕微鏡TEM、後方散乱電子回折法EBSD等を用いた組織観察から組織単位を決定することができる。なお、必要に応じて、疲労き裂伝ぱ経路の観察により、き裂屈曲長さや屈曲頻度等と組織単位との関係を統計解析して組織単位を決定することが好ましい。
The “structural unit in the crack propagation direction” here is a structural unit measured in the crack propagation direction related to the flexion frequency of the crack, which is closely related to the decrease in fatigue crack propagation rate. When the usage conditions are unknown, the measured values shall be used in the thickness direction.
The tissue unit closely related to crack bending is the tissue unit from the observation of the structure using optical microscope, scanning electron microscope SEM, transmission electron microscope TEM, backscattered electron diffraction EBSD, etc. Can be determined. If necessary, it is preferable to determine the tissue unit by statistically analyzing the relationship between the crack bending length, the bending frequency, and the like and the tissue unit by observing the fatigue crack propagation path.
具体的には、ベイナイト(B)では、き裂の屈曲と密接な関係があるのは、パケットサイズ,ブロックサイズ,旧オーステナイト粒径があるが、疲労き裂の屈曲のほとんどが、パケットと関連しており、本発明では、簡便には、き裂進展方向のパケットサイズを測定し、その平均値をベイナイトの組織単位(DP)Bとした。また、マルテンサイト(M)では、き裂の屈曲と密接な関係があるのは、パケットサイズ,ブロックサイズ,旧オーステナイト粒径であるが、疲労き裂の屈曲のほとんどが、パケットと関連しており、本発明では、簡便には、き裂進展方向のパケットサイズを測定し、その平均値をマルテンサイトの組織単位(DP)Mとした。また、フェライト(α)では、疲労き裂の屈曲のほとんどがフェライト結晶粒界と関連していたことから、簡便には、き裂進展方向のフェライト粒径を測定し、その平均値をフェライト(α)の組織単位(DP)αとした。また、パーライト(P)では、疲労き裂の屈曲と密接な関係があるのは、パーライトコロニーサイズ、塊状パーライトの大きさ、層状のパーライト厚さであるが、本発明では、塊状パーライトであればその大きさ、層状パーライトの場合にはその厚さを疲労き裂進展方向に測定し、その平均値を、パーライト(P)の組織(DP)Pとした。測定法としては、例えばJIS G 0551(2013)に記載された切断法を用いて統計解析することが好ましい。なお、必要に応じて、き裂伝ぱ経路を観察し、き裂屈曲長さや屈曲頻度等と各相の組織単位とを、統計解析して、各相の組織単位を求めることが推奨される。 Specifically, in bainite (B), there are packet sizes, block sizes, and prior austenite grain sizes that are closely related to crack bending, but most of fatigue crack bending is related to packets. Therefore, in the present invention, the packet size in the crack propagation direction is measured simply, and the average value is defined as the bainite structural unit (D P ) B. In martensite (M), the packet size, block size, and prior austenite grain size are closely related to the crack bending, but most of the fatigue crack bending is related to the packet. Therefore, in the present invention, the packet size in the crack propagation direction is measured simply, and the average value is defined as the martensitic organization unit (D P ) M. In addition, in ferrite (α), most of the bending of fatigue cracks was related to the ferrite grain boundary. Therefore, simply measuring the ferrite grain size in the crack propagation direction, and calculating the average value of the ferrite (α) α) Tissue unit (D P ) α . In pearlite (P), the pearlite colony size, bulk pearlite size, and layered pearlite thickness are closely related to fatigue crack flexion. In the case of layered pearlite, the thickness thereof was measured in the direction of fatigue crack propagation, and the average value was defined as the structure (D P ) P of pearlite (P). As a measurement method, for example, statistical analysis is preferably performed using a cutting method described in JIS G 0551 (2013). If necessary, it is recommended to observe the crack propagation path and statistically analyze the crack bending length, bending frequency, etc. and the structural unit of each phase to obtain the structural unit of each phase.
なお、本発明の範囲であれば、組織はベイナイト相および/またはマルテンサイト相を主相とし、あるいはさらにフェライト相、パーライトが複合した組織を呈するが、本発明の組成範囲をはずれ、ベイニティックフェライト、アシキュラーフェライト、グラニュラーベイナイト等の中間的組織が生じる場合も、組織観察、疲労き裂の経路観察を介して、疲労き裂の屈曲に寄与する組織単位を決定し、各相の面積割合、各相の硬さ測定により、本発明におけると同様に有効組織単位MUeffを決定すればよい。 Note that, within the scope of the present invention, the structure has a bainite phase and / or a martensite phase as a main phase, or a structure in which a ferrite phase and pearlite are further combined. Even when intermediate structures such as ferrite, acicular ferrite, and granular bainite are generated, the structural unit contributing to fatigue crack bending is determined through microstructure observation and fatigue crack path observation, and the area ratio of each phase. The effective tissue unit MU eff may be determined by measuring the hardness of each phase as in the present invention.
なお、有効組織単位MUeffは、100(μm)以下に限定した。MUeffが100を超えて大きくなると、所望の降伏強さ(325MPa)以上を確保できなくなる。また、MUeffが100を超えると低温靭性が低下し、溶接構造用に適用できなくなる。このため、MUeffは次(5)式
MUeff ≦ 100 ‥‥(5)
を満足するように限定した。なお、好ましくは85(μm)以下である。
The effective organizational unit MU eff was limited to 100 (μm) or less. When the MU eff exceeds 100, it becomes impossible to secure a desired yield strength (325 MPa) or more. On the other hand, if MU eff exceeds 100, the low temperature toughness is lowered and it cannot be applied to welded structures. Therefore, MU eff is the following equation (5)
MU eff ≦ 100 (5)
It was limited to satisfy. In addition, Preferably it is 85 (micrometer) or less.
また、(Hv)B、(Hv)M、(Hv)α、(Hv)Pは、ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さである。硬さ測定は、板厚1/4位置で、図2に示したx−y平面において、少なくとも各相5点以上ビッカース硬度計を用いて実施し、その平均値を各相の硬さHvとする。硬さ測定は、粒界や相境界では安定した値を得難いため、粒界間や相境界間の距離が圧痕の4倍以上となるように荷重調整して行うことが好ましい。 (Hv) B , (Hv) M , (Hv) α , (Hv) P is bainite (B), martensite (M), ferrite (α), pearlite (P), average Vickers hardness of each phase That's it. The hardness measurement is carried out using a Vickers hardness meter at least 5 points in each phase on the xy plane shown in FIG. 2 at a thickness of 1/4 position, and the average value is calculated as the hardness Hv of each phase. To do. Since it is difficult to obtain a stable value at the grain boundary or phase boundary, it is preferable to perform hardness measurement by adjusting the load so that the distance between the grain boundary and the phase boundary is four times or more the indentation.
本発明鋼材は、上記した組成、上記した組織を有し、降伏強さ:325MPa以上で、き裂先端塑性域寸法γP*と有効組織単位MUeffとの関係で、(3)〜(5)式を満足する耐疲労き裂伝ぱ特性に優れた高強度鋼材である。
次に、本発明鋼材の好ましい製造方法について説明する。
まず、上記した組成を有する溶鋼を、転炉等の常用の溶製方法で溶製し、連続鋳造法等の常用の鋳造方法を用いて鋼素材とする。鋼素材の製造方法はとくに限定されないことはいうまでもない。
The steel of the present invention has the above composition and the above structure, the yield strength is 325 MPa or more, and the relationship between the crack tip plastic zone size γ P * and the effective structure unit MU eff is (3) to (5 It is a high-strength steel material with excellent fatigue crack propagation characteristics that satisfies the formula (1).
Next, the preferable manufacturing method of this invention steel material is demonstrated.
First, molten steel having the above-described composition is melted by a conventional melting method such as a converter, and is made into a steel material by using a conventional casting method such as a continuous casting method. Needless to say, the manufacturing method of the steel material is not particularly limited.
得られた鋼素材を、950〜1300℃の温度範囲の温度に加熱した後、900℃以上の温度域での累積圧下率が50%以上で、仕上圧延終了温度をAr3変態点以上とする熱間圧延を施すことが好ましい。なお、温度は、鋼材の表面温度とする。
加熱温度:950〜1300℃
鋼素材の加熱温度が、950℃未満では、所望の仕上圧延温度を確保できない。一方、1300℃を超えると結晶粒が粗大化し、所望の低温靭性を確保することが困難となる。このため、鋼素材の加熱温度は950〜1300℃の範囲に限定することが好ましい。
After the obtained steel material is heated to a temperature in the temperature range of 950 to 1300 ° C, the cumulative rolling reduction in the temperature range of 900 ° C or higher is 50% or higher, and the finish rolling finish temperature is the Ar3 transformation point or higher. It is preferable to perform hot rolling. The temperature is the surface temperature of the steel material.
Heating temperature: 950-1300 ° C
If the heating temperature of the steel material is less than 950 ° C., the desired finish rolling temperature cannot be ensured. On the other hand, when the temperature exceeds 1300 ° C., the crystal grains become coarse, and it becomes difficult to secure desired low temperature toughness. For this reason, it is preferable to limit the heating temperature of a steel raw material to the range of 950-1300 degreeC.
900℃以上における累積圧下率:50%以上
900℃以上の累積圧下率を50%以上とすることにより、オーステナイト粒の微細化が図れ、強度、低温靭性や耐疲労き裂伝ぱ特性が向上する。900℃以上の累積圧下率を50%未満では、
所望の組織微細化が達成できない。このため、熱間圧延での、900℃以上における累積圧下率を50%以上に限定することが好ましい。
Cumulative rolling reduction at 900 ° C or higher: 50% or higher
By setting the cumulative rolling reduction at 900 ° C. or more to 50% or more, the austenite grains can be refined, and the strength, low temperature toughness and fatigue crack propagation resistance are improved. If the cumulative rolling reduction above 900 ° C is less than 50%,
The desired structure refinement cannot be achieved. For this reason, it is preferable to limit the cumulative rolling reduction at 900 ° C. or higher in hot rolling to 50% or higher.
仕上圧延終了温度:Ar3変態点以上
熱間圧延の仕上圧延終了温度が、Ar3変態点未満では、フェライトが大量に生成し、所望の高強度を確保することができなくなる。また、加工集合組織が発達し疲労き裂伝ぱ特性に異方性が生じるとともに、低温靱性が低下する。このため、仕上圧延終了温度はAr3変態点以上に限定することが好ましい。
Finishing rolling end temperature: Ar3 transformation point or higher If the finishing rolling finishing temperature of the hot rolling is less than the Ar3 transformation point, a large amount of ferrite is generated, and the desired high strength cannot be secured. In addition, the working texture develops and anisotropy occurs in the fatigue crack propagation characteristics, and the low temperature toughness decreases. For this reason, it is preferable that the finish rolling finish temperature is limited to the Ar3 transformation point or higher.
ついで、熱間圧延終了後、Ar3変態点以上の温度域から、次(7)式
φ=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+Nb/10+5B ……(7)
(ここで、C、Si、Mn、Cu、Ni、Cr、Mo、V、Nb、B:各元素の含有量(質量%))
で定義されるφ(%)と板厚t(mm)との関係で、次(6)式
RS=(−0.53φ2−0.28φ+0.67)×e9.10/t1.63 ‥‥(6)
で定義される冷却速度RS(℃/s)以上の冷却速度で、600℃以下の冷却停止温度まで加速冷却し、所定形状の鋼材とすることが好ましい。なお、温度は、鋼材表面温度、冷却速度は鋼材厚さ方向での平均冷却速度とする。
Next, after the hot rolling is completed, from the temperature range above the Ar3 transformation point, the following formula (7) φ = C + Si / 30 + Mn / 20 + Cu / 20 + Ni / 60 + Cr / 20 + Mo / 15 + V / 10 + Nb / 10 + 5B (7)
(Here, C, Si, Mn, Cu, Ni, Cr, Mo, V, Nb, B: content of each element (mass%))
The relationship between φ (%) and thickness t (mm) defined by
RS = (− 0.53φ 2 −0.28φ + 0.67) × e 9.10 / t 1.63 (6)
Preferably, the steel plate is accelerated and cooled to a cooling stop temperature of 600 ° C. or lower at a cooling rate RS (° C./s) or higher defined by The temperature is the steel surface temperature, and the cooling rate is the average cooling rate in the steel thickness direction.
加速冷却の開始温度:Ar3変態点以上の温度域
ベイナイト相、マルテンサイト相主体の組織を得るために、加速冷却の開始温度をAr3変態点以上とする。Ar3変態点未満では、フェライトが大量に生成し、ベイナイト相とマルテンサイト相との合計面積率が50%超える組織とすることができない。なお、Ar3変態点は、鋼材の成分含有量に基づく、次式
Ar3(℃)=910−310C−80Mn−20Cu−15Cr−55Ni−80Mo
(但し、C、Mn、Cu、Cr、Ni、Mo:各元素の含有量(質量%))
を用いて算出するものとする。なお、算出に当たっては、表記された元素のうち含有しないものは、零として扱うものとする。
Accelerated cooling start temperature: temperature range above the Ar3 transformation point In order to obtain a structure mainly composed of bainite and martensite phases, the accelerated cooling start temperature is set above the Ar3 transformation point. Below the Ar3 transformation point, a large amount of ferrite is produced, and the total area ratio of the bainite phase and martensite phase cannot exceed 50%. The Ar3 transformation point is based on the component content of the steel material,
Ar3 (° C) = 910−310C−80Mn−20Cu−15Cr−55Ni−80Mo
(However, C, Mn, Cu, Cr, Ni, Mo: Content of each element (mass%))
It shall be calculated using In the calculation, the elements that are not included among the listed elements are treated as zero.
加速冷却の冷却速度:RS以上
加速冷却の冷却速度が、RS(℃/s)未満では、所望のベイナイト相および/またはマルテンサイト相を主相とする組織を得ることができない。なお、RSは、次(6)式
RS=(−0.53φ2−0.28φ+0.67)×e9.10/t1.63 ‥‥(6)
で定義される。ここで、φは、次(7)式
φ=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+Nb/10+5B ……(7)
(ここで、C、Si、Mn、Cu、Ni、Cr、Mo、V、Nb、B:各元素の含有量(質量%))
で与えられる。tは、鋼材の板厚(mm)である。
Cooling rate of accelerated cooling: RS or more When the cooling rate of accelerated cooling is less than RS (° C./s), it is not possible to obtain a structure having a desired bainite phase and / or martensite phase as a main phase. RS is the following equation (6)
RS = (− 0.53φ 2 −0.28φ + 0.67) × e 9.10 / t 1.63 (6)
Defined by Here, φ is the following equation (7) φ = C + Si / 30 + Mn / 20 + Cu / 20 + Ni / 60 + Cr / 20 + Mo / 15 + V / 10 + Nb / 10 + 5B (7)
(Here, C, Si, Mn, Cu, Ni, Cr, Mo, V, Nb, B: content of each element (mass%))
Given in. t is the thickness (mm) of the steel material.
なお、冷却速度RS(℃/s)は、本発明者らの研究により得られた、ベイナイト相主体の組織を得るための下限の冷却速度である。
本発明者らは、最新の実機およびラボ設備において、板厚tを変化させた鋼材を用いて、加速冷却を施し、鋼材の厚さ方向での平均冷却速度CSを測定した。その結果、図6に示すように、鋼材の厚さ方向での平均冷却速度CS(℃/s)と板厚t(mm)とは、自然対数表示で次式
Ln(CS)=−1.63×Ln(t)+9.10
の関係が成り立つことを見出した。上記した式を展開することにより次式
CS=e9.10/t1.63
が得られる。
The cooling rate RS (° C./s) is a lower limit cooling rate for obtaining a bainite phase-based structure obtained by the inventors' research.
The present inventors measured the average cooling rate CS in the thickness direction of the steel material by performing accelerated cooling using the steel material with the plate thickness t changed in the latest actual machine and laboratory equipment. As a result, as shown in FIG. 6, the average cooling rate CS (° C./s) and the plate thickness t (mm) in the thickness direction of the steel material are expressed in the natural logarithm as follows:
Ln (CS) = − 1.63 × Ln (t) +9.10
It was found that the relationship of By expanding the above formula,
CS = e 9.10 / t 1.63
Is obtained.
一方、熱間圧延後の加速冷却による変態挙動は、鋼材の化学組成に強く依存する。そこで、(7)式で定義されるφが、φ=0.20(%)の組成を有する汎用的な鋼材の変態挙動を調査するため、加工CCT線図を作成した。加工CCT線図は、1150℃加熱−850℃仕上げ圧延−850℃加速冷却開始の条件で作成した。得られた結果を図7に示す。なお、図中には、t=12mm、t=100mmの鋼材について、次式
CS=e9.10/t1.63
を用いて、計算した冷却曲線を併記した。また、t=12mmについては、550℃まで加速冷却を施したのち、空冷した場合の冷却曲線も示した。
On the other hand, the transformation behavior by accelerated cooling after hot rolling strongly depends on the chemical composition of the steel material. Therefore, a machining CCT diagram was created to investigate the transformation behavior of a general-purpose steel material having a φ defined by the equation (7) of φ = 0.20 (%). The processed CCT diagram was prepared under the conditions of 1150 ° C heating-850 ° C finish rolling-850 ° C accelerated cooling start. The obtained results are shown in FIG. In the figure, for steel materials with t = 12mm and t = 100mm, the following formula
CS = e 9.10 / t 1.63
The calculated cooling curve is also shown. In addition, for t = 12 mm, a cooling curve is also shown in the case of air cooling after accelerated cooling to 550 ° C.
図7から、ベイナイト主体の組織を得るためには、板厚tが100mmの場合のように、フェライトノーズにかからない冷却速度、あるいはフェライトノーズにかかったとしても、ベイナイトとマルテンサイトとの合計の面積率で50%の組織が得られる冷却速度以上で冷却することが重要であること、また、板厚tが12mmの場合のように、ベイナイト生成域にかかる場合には、そのまま冷却するか、あるいは600℃以下の温度域で一端加速冷却を停止し、その後空冷すること、が必要であることがわかる。 From FIG. 7, in order to obtain a bainite-based structure, a cooling rate that does not apply to the ferrite nose, such as when the plate thickness t is 100 mm, or the total area of bainite and martensite, even if applied to the ferrite nose. It is important to cool at a rate higher than the cooling rate at which a 50% structure can be obtained, and when the sheet thickness t is in the bainite generation region, as in the case where the thickness t is 12 mm, or It can be seen that it is necessary to stop the accelerated cooling once in the temperature range of 600 ° C. or lower, and then air-cool.
このように、ベイナイト主体の組織を得るためには、フェライトノーズを極力避けた冷却速度で加速冷却する必要性がある。しかし、フェライトの生成挙動は、鋼材の組成に依存して変化する。
そこで、φ=0.05〜0.5の組成を有する鋼材について、加工CCT線図を作成し、ベイナイト相が面積率で50%を超える組織が得られる下限の冷却速度BS(℃/s)を求めた。
Thus, in order to obtain a bainite-based structure, it is necessary to perform accelerated cooling at a cooling rate that avoids ferrite nose as much as possible. However, the generation behavior of ferrite varies depending on the composition of the steel material.
Therefore, a processed CCT diagram was created for a steel material having a composition of φ = 0.05 to 0.5, and a lower limit cooling rate BS (° C./s) at which a structure having a bainite phase exceeding 50% in area ratio was obtained.
そして、冷却速度が遅い厚肉鋼材として、板厚100mmの場合を想定し、実機の冷却装置で得られる板厚と冷却速度の関係式である次式
CS=e9.10/t1.63
を用いて、板厚100mmでの鋼材の厚さ方向での平均冷却速度CS(100)(℃/s)を求め、BS/CS(100)とφの関係について調査した。その結果を図8に示す。図8から、BS/CS(100)がφの増加により、低下することが分かる。これは、φの増加、すなわち合金元素量の増加(高成分化)により、鋼材の焼入れ性が増加して、フェライトノーズが長時間側にシフトしたためと考えられる。図8より、BS/CS(100)は次式
BS/CS(100)=−0.53φ2−0.28φ+0.67
に示す、φの二次関数で概ね整理できることがわかる。
And as a thick steel material with a slow cooling rate, assuming the case of a plate thickness of 100 mm, the following equation is the relational expression between the plate thickness and cooling rate obtained with the actual cooling device
CS = e 9.10 / t 1.63
Was used to determine the average cooling rate CS (100) (° C./s) in the thickness direction of the steel with a plate thickness of 100 mm, and the relationship between BS / CS (100) and φ was investigated. The result is shown in FIG. FIG. 8 shows that BS / CS (100) decreases as φ increases. This is thought to be because the hardenability of the steel material increased due to an increase in φ, that is, an increase in the amount of alloying elements (higher component), and the ferrite nose shifted to the long time side. From Fig. 8, BS / CS (100) is
BS / CS (100) = − 0.53φ 2 −0.28φ + 0.67
It can be seen that it can be roughly arranged by a quadratic function of φ shown in FIG.
このような知見から、ベイナイト主体の組織を得るための下限冷却速度RS(℃/s)は、板厚により決定される冷却速度の項CSに、組成に関連するφより変動する項BS/CS(100)を乗じた、次(6)式
RS=(−0.53φ2−0.28φ+0.67)×e9.10/t1.63 ‥‥(6)
で表すことができる。
From these findings, the lower limit cooling rate RS (° C./s) for obtaining a bainite-based structure is a term BS / CS that varies from the φ related to the composition to the cooling rate term CS determined by the plate thickness. The following equation (6) multiplied by (100)
RS = (− 0.53φ 2 −0.28φ + 0.67) × e 9.10 / t 1.63 (6)
Can be expressed as
したがって、加速冷却の冷却速度が(6)式で定義されるRS未満では、フェライトが大量に生成し、ベイナイト主体の組織(ベイナイトとマルテンサイトとの合計が面積率で50%を超える組織)を得ることができない。
なお、加速冷却は、図7からわかるように、冷却停止温度を600℃以上とすると、その後の空冷過程においてフェライトやパーライトが大量にする。このため、本発明では、加速冷却を、(6)式に示す冷却速度以上として、冷却停止温度:600℃以下まで施すことにより、ベイナイト主体の組織を有する鋼材が得られ、加速冷却ままでも、所望の特性を有する鋼材とすることができる。
Therefore, if the cooling rate of accelerated cooling is less than RS defined by Equation (6), a large amount of ferrite is generated, and a bainite-based structure (a structure in which the sum of bainite and martensite exceeds 50% in area ratio) Can't get.
As can be seen from FIG. 7, in the accelerated cooling, when the cooling stop temperature is set to 600 ° C. or higher, ferrite and pearlite are increased in a large amount in the subsequent air cooling process. For this reason, in the present invention, accelerated cooling is performed at a cooling rate equal to or higher than the cooling rate represented by the formula (6), to a cooling stop temperature: 600 ° C. or lower, thereby obtaining a steel material having a bainite-based structure. It can be set as the steel material which has a desired characteristic.
また、本発明では、上記した加速冷却に代えて、上記した熱間圧延終了後、炉冷、空冷、水冷のうちのいずれで冷却し、さらにAc3変態点以上の温度に再加熱したのち、上記した(6)式で定義される冷却速度RS(℃/s)以上の冷却速度で、600℃以下まで冷却する再加熱焼入れ処理を施してもよい。このような焼入れ処理により、ベイナイト相を主体とする組織を得ることができる。再加熱温度が、Ac3変態点未満ではオーステナイト化が不完全となり、その後の冷却によっても、ベイナイト相を主体とする組織を得ることができない。なお、Ac3変態点は、次式
Ac3変態点(℃)=854−180C+441Si−14Mn−17.8Ni−1.7Cr
(ここで、C、Si、Mn、Ni、Cr:各元素の含有量(質量%))
により算出することができる。なお、表示された元素のうち含有しないものは零として算出するものとする。
Further, in the present invention, instead of the above-described accelerated cooling, after the above hot rolling, after cooling in any one of furnace cooling, air cooling, water cooling, and further reheating to a temperature above the Ac3 transformation point, The reheating and quenching treatment for cooling to 600 ° C. or lower may be performed at a cooling rate equal to or higher than the cooling rate RS (° C./s) defined by the equation (6). By such quenching treatment, a structure mainly composed of a bainite phase can be obtained. When the reheating temperature is less than the Ac3 transformation point, austenitization becomes incomplete, and a structure mainly composed of a bainite phase cannot be obtained even by subsequent cooling. The Ac3 transformation point is
Ac3 transformation point (℃) = 854−180C + 441Si-14Mn−17.8Ni−1.7Cr
(Here, C, Si, Mn, Ni, Cr: content of each element (mass%))
Can be calculated. In addition, the element which does not contain among the displayed elements shall be calculated as zero.
なお、強度、延性や低温靱性とのバランスなどを調整するために、加速冷却後、あるいは再加熱焼入れ処理後に、焼戻処理を施してもよい。焼戻温度は、Ac1変態点未満とすることが好ましい。焼戻温度が、Ac1変態点以上では一部オーステナイト化して、その後の冷却により島状マルテンサイトが生成し、靭性が低下する。
なお、Ac1変態点は次式
Ac1(℃)=723−14Mn+22Si−14.4Ni+23.3Cr
(ここで、元素記号は鋼材中の各元素の含有量(質量%))
を用いて算出できる。表記した元素を含有しない場合には零として計算するものとする。
In order to adjust the balance between strength, ductility and low temperature toughness, tempering may be performed after accelerated cooling or after reheating and quenching. The tempering temperature is preferably less than the Ac1 transformation point. When the tempering temperature is higher than the Ac1 transformation point, it is partially austenitic, and the subsequent cooling produces island martensite, which reduces toughness.
The Ac1 transformation point is
Ac1 (° C) = 723-14Mn + 22Si-14.4Ni + 23.3Cr
(Here, the element symbol is the content of each element in the steel (mass%))
Can be used to calculate. If the specified element is not included, it shall be calculated as zero.
また、本発明では、対象とする高強度鋼材のなかから、耐疲労き裂伝ぱ特性に優れた高強度鋼材を判定することができる。ここで、対象とする高強度鋼材としては、上記した組成、上記したような、ベイナイト相および/またはマルテンサイト相が面積率で50%を超え、残部がそれ以外の第二相(0%を含む)からなる組織を有し、降伏強さ325MPa以上である高強度鋼材とする。なお、対象とする高強度鋼材は、優れた低温靱性をも兼備する鋼材とする。 Moreover, in this invention, the high strength steel materials excellent in the fatigue crack propagation characteristics can be determined from the target high strength steel materials. Here, the target high-strength steel materials include the above composition, as described above, the bainite phase and / or the martensite phase exceeds 50% in area ratio, and the remainder is the other second phase (0% A high strength steel material with a yield strength of 325 MPa or more. The target high-strength steel material is a steel material that also has excellent low-temperature toughness.
対象とする鋼材について、き裂が開口する方向における降伏強さσY、組織の種類とその分率、各相のき裂進展方向における組織単位、各相の平均ビッカース硬さを測定する。そして、得られた値を用いて、(2a)、(2b)式により有効組織単位MUeffを求める。また、使用応力状態に応じて(1)式によりき裂先端塑性域寸法γP*を求める。得られた値から、き裂先端塑性域寸法γP*と有効組織単位MUeffとの関係である、(3)〜(5)式
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5)
を満足するか否かを判定する。(3)〜(5)式を満足する場合を、耐疲労き裂伝ぱ特性に優れた鋼材と評価する。一方、(3)〜(5)式を満足できない場合を、耐疲労き裂伝ぱ特性に劣る鋼材と評価する。上記したように、γP*/MUeffが10以下である鋼材は、疲労き裂伝ぱ速度が低下し、優れた耐疲労き裂伝ぱ特性を有する高強度鋼材である。このような方法によれば、優れた耐疲労き裂伝ぱ特性を有する高強度鋼材を容易に判定できる。
With respect to the target steel material, the yield strength σ Y in the crack opening direction, the type and fraction of the structure, the structural unit in the crack propagation direction of each phase, and the average Vickers hardness of each phase are measured. Then, using the obtained value, the effective organizational unit MU eff is obtained by the equations (2a) and (2b). In addition, the crack tip plastic zone size γ P * is obtained from the equation (1) according to the operating stress state. From the obtained value, the relationship between the crack tip plastic zone dimension γ P * and the effective structural unit MU eff (3) to (5)
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
It is determined whether or not the above is satisfied. The case where the expressions (3) to (5) are satisfied is evaluated as a steel material having excellent fatigue crack propagation characteristics. On the other hand, the case where the expressions (3) to (5) cannot be satisfied is evaluated as a steel material inferior in fatigue crack resistance. As described above, a steel material having γ P * / MU eff of 10 or less is a high-strength steel material having a reduced fatigue crack propagation rate and excellent fatigue crack propagation resistance. According to such a method, a high-strength steel material having excellent fatigue crack propagation characteristics can be easily determined.
表1に示す組成の溶鋼を、転炉で溶製し、連続鋳造法で鋳片(鋼素材)とした。 Molten steel having the composition shown in Table 1 was melted in a converter and made into a slab (steel material) by a continuous casting method.

(実施例1)
得られた鋼素材(鋼No.A,B,C,E,F,G,H,I,J,K,L,N,O,P,Q,R,S,T,U)に、製法Aとして、表2に示す条件で加熱、熱間圧延、圧延後加速冷却し、板厚12〜100mmの鋼板とした。なお、一部の鋼板には熱処理(焼戻処理)を施した。
Example 1
To the obtained steel materials (steel No. A, B, C, E, F, G, H, I, J, K, L, N, O, P, Q, R, S, T, U) As A, heating, hot rolling, and accelerated cooling after rolling were performed under the conditions shown in Table 2 to obtain a steel sheet having a thickness of 12 to 100 mm. Some of the steel plates were subjected to heat treatment (tempering treatment).
得られた鋼板から、試験片を採取し、疲労き裂伝ぱ試験、組織観察、引張試験、衝撃試験、硬さ試験、溶接性試験を実施した。試験方法は、次の通りとした。
(1)疲労き裂伝ぱ試験
得られた鋼板から、図9に示す3種の方向からCT試験片、三点曲げ試験片を採取した。試験片T−Lは、負荷方向が幅方向Tでき裂伝ぱ方向が圧延方向LとなるCT試験片であり、試験片L−Tは、負荷方向が圧延方向Lでき裂伝ぱ方向が幅方向TとなるCT試験片である。試験片T−L、試験片L−Tでは、鋼板板厚25mm以下の場合には試験片厚さは鋼板全厚とし、鋼板板厚25mm超〜50mm以下の場合には、鋼板片面を研削して25mm厚とした片面減厚試験片とした。また、鋼板板厚50mm超の場合には、鋼板両面を研削して板厚1/4位置が中心となる25mm厚の両面減厚試験片とした。
Specimens were collected from the obtained steel plates and subjected to fatigue crack propagation tests, structure observations, tensile tests, impact tests, hardness tests, and weldability tests. The test method was as follows.
(1) Fatigue crack propagation test From the obtained steel plate, a CT test piece and a three-point bending test piece were collected from the three directions shown in FIG. The test piece TL is a CT test piece in which the load direction is the width direction T and the crack propagation direction is the rolling direction L, and the test piece LT is the load direction is the rolling direction L and the crack propagation direction is the width direction T. This is a CT specimen. For test piece TL and test piece LT, if the steel plate thickness is 25 mm or less, the test piece thickness is the full thickness of the steel plate, and if the steel plate thickness is more than 25 mm to 50 mm or less, the steel plate surface is ground. A single-sided reduced thickness test piece with a thickness of 25 mm was obtained. Further, when the steel plate thickness exceeded 50 mm, both sides of the steel plate were ground to obtain a double-sided thickness test piece having a thickness of 25 mm centered on the 1/4 position of the plate thickness.
なお、試験片L−Zは、負荷方向が板厚方向Zでき裂伝ぱ方向が板厚方向Zとなる三点曲げ試験片である。試験片L−Zでは、鋼板板厚25mm以下の場合には試験片厚さは鋼板全厚とし、鋼板板厚25mm超〜50mm以下の場合には、鋼板片面を研削してZ方向厚さを25mm厚とした片面減厚試験片とした。また、鋼板板厚50mm超の場合には、鋼板両面を研削して板厚1/4位置が中心となるZ方向厚さが25mm厚の両面減厚試験片とした。 The test piece LZ is a three-point bending test piece in which the load direction is the plate thickness direction Z and the crack propagation direction is the plate thickness direction Z. For test piece L-Z, if the steel plate thickness is 25 mm or less, the test piece thickness is the full thickness of the steel plate, and if the steel plate thickness is more than 25 mm to 50 mm or less, the steel plate is ground to the Z direction thickness. A single-side thickness reduction test piece having a thickness of 25 mm was used. When the steel plate thickness exceeded 50 mm, both sides of the steel plate were ground to obtain a double-sided reduced thickness test piece having a Z-direction thickness of 25 mm centered at the 1/4 position of the plate thickness.
なお、CT試験片を用いた試験では、ASTM E647の規定に準拠して、試験片サイズ、疲労き裂伝ぱ試験方法、応力拡大係数の算出などを行った。三点曲げ試験片を用いた試験では、BS 7448 Part1の規定を参照して、試験片サイズ、負荷様式を決定した。三点曲げ試験片を用いた試験では、試験片の両面で切欠き前方の領域に0.1mmピッチのクラックゲージを貼付して、試験中のき裂長さを求めた。 In the test using the CT specimen, the specimen size, fatigue crack propagation test method, calculation of stress intensity factor, and the like were performed in accordance with ASTM E647 regulations. In the test using the three-point bending test piece, the test piece size and the load mode were determined with reference to the provisions of BS 7448 Part1. In the test using the three-point bending test piece, a crack gauge with a pitch of 0.1 mm was attached to the area in front of the notch on both sides of the test piece to determine the crack length during the test.
なお、応力拡大係数K1の算出は、Srawlyの式
K1=(3SP/2W2B)×√(πa)×F1(ζ)
(ここで、S:スパン(=4W)、P:荷重、W:き裂伝ぱ方向の試験片厚さ、B:幅方向Tの試験片厚さ(=2W)、a:切欠きを含むき裂長さ)
を用いた。なお、F1(ζ)は、a/W=ζとした時の形状係数で、次式
F1(ζ)={1.99−ζ(1−ζ)(2.15−3.93ζ+2.7ζ2)}/{√π(1+2ζ)(1−ζ)3/2}
を用いて計算した。
The calculation of the stress intensity factor K 1 of the formula in Srawly
K 1 = (3SP / 2W 2 B) × √ (πa) × F 1 (ζ)
(Where S: span (= 4W), P: load, W: specimen thickness in the crack propagation direction, B: specimen thickness in the width direction T (= 2W), a: notch included Crack length)
Was used. F 1 (ζ) is a shape factor when a / W = ζ.
F 1 (ζ) = {1.99−ζ (1−ζ) (2.15−3.93ζ + 2.7ζ 2 )} / {√π (1 + 2ζ) (1−ζ) 3/2 }
Calculated using
全ての疲労き裂伝ぱ試験は、室温大気中で、応力比R:0.1、周波数:20Hzの条件で、応力拡大範囲ΔKI:10MPa√mで開始し、荷重一定のΔKI漸増の条件で実施し、疲労き裂伝ぱ速度da/dNとΔKIとの関係を求めた。
なお、耐疲労き裂伝ぱ特性の評価は、材料学会編「金属材料疲労き裂進展抵抗データ集」Vol.1 P55に記載のNK船級 KA鋼についての応力拡大係数範囲と疲労き裂伝ぱ速度の関係のデータバンド上限を基準値とし、同じ応力拡大係数範囲で疲労き裂伝ぱ速度が基準値の1/2以下となる場合を耐疲労き裂伝ぱ特性に優れる鋼板とした。疲労き裂伝ぱ速度が基準値の1/2以下とは具体的には、疲労き裂伝ぱ速度da/dNが、ΔKI=15MPa√mで1.75×10-8(m/cycle)以下、ΔKI=20MPa√mで4.26×10-8(m/cycle)以下、ΔKI=25MPa√mで8.50×10-8(m/cycle)以下、となる場合をいう。耐疲労き裂伝ぱ特性に優れる鋼板とは、疲労き裂伝ぱ速度が、少なくともΔKI=15MPa√mと20MPa√mの2水準で上記した水準を満足していることとした。
(2)組織観察
鋼板の板厚1/4位置から組織観察用試験片を採取し、観察面を研磨し、2%ナイタール腐食液で腐食し、組織を現出し、光学顕微鏡(倍率:100〜400倍)または走査型電子顕微鏡(倍率:100〜1000倍)を用いて、組織を観察し、少なくとも各5視野で撮像した。なお、組織観察では、必要に応じて透過電子顕微鏡、EBSDも用いた。なお、観察面は具体的には、試験片T−L、試験片L−Tでは、鋼板の板厚1/4位置に相当する位置で鋼板の板面に平行な面であり、試験片L−Zでは、圧延方向断面である。観察面はいずれも、き裂との関係において図2中に示すx−y平面(z面)とした。
All fatigue crack propagation tests were conducted in the atmosphere at room temperature under the conditions of stress ratio R: 0.1, frequency: 20Hz, stress expansion range ΔK I : 10MPa√m, and with constant load ΔK I gradually increasing The relationship between the fatigue crack propagation rate da / dN and ΔK I was obtained.
In addition, the evaluation of fatigue crack propagation characteristics is based on the stress intensity factor range and fatigue crack propagation rate for the NK class KA steel described in “Metallic Material Fatigue Crack Propagation Resistance Data” Vol. The upper limit of the related data band was used as a reference value, and when the fatigue crack propagation rate was ½ or less of the reference value within the same stress intensity factor range, a steel plate having excellent fatigue crack propagation resistance was obtained. Specifically, the fatigue crack propagation rate is 1/2 or less of the reference value. Specifically, the fatigue crack propagation rate da / dN is 1.75 × 10 -8 (m / cycle) or less when ΔK I = 15 MPa√m, ΔK When I = 20 MPa√m, 4.26 × 10 -8 (m / cycle) or less, and ΔK I = 25 MPa √m, 8.50 × 10 -8 (m / cycle) or less. A steel sheet with excellent fatigue crack propagation characteristics is assumed to have a fatigue crack propagation rate that satisfies the above-mentioned levels at least at two levels of ΔK I = 15 MPa√m and 20 MPa√m.
(2) Microstructure observation A specimen for microstructural observation was collected from the position of 1/4 of the thickness of the steel plate, the observation surface was polished, corroded with a 2% nital corrosive solution, the microstructure was revealed, and an optical microscope (magnification: 100- 400 times) or a scanning electron microscope (magnification: 100 to 1000 times), the tissue was observed and imaged in at least 5 fields of view. In addition, in the structure observation, a transmission electron microscope and EBSD were used as necessary. In addition, the observation surface is specifically a surface parallel to the plate surface of the steel plate at a position corresponding to the plate thickness ¼ position of the steel plate in the test piece TL and the test piece LT. -Z is a cross section in the rolling direction. All of the observation planes were xy planes (z planes) shown in FIG. 2 in relation to cracks.
撮影された組織写真を用いて、組織の同定と、市販の画像解析ソフトを利用して各相の組織分率を測定した。また、JIS G 0551(2013)を参照しながら切断法で、各視野でき裂進展方向における各相についての組織単位(DP)を求め、それらの平均値を各相の(DP)とした。なお、ベイナイト相では、パケットのサイズを、マルテンサイト相ではパケットのサイズを、フェライト相ではフェライト粒を、パーライトでは、塊状であればそのサイズを、伸張した層状であれば、層状パーライトの厚さを、それぞれの組織単位(DP)とした。
(3)引張試験
得られた鋼板から、日本海事協会 鋼船規則を参考に、引張方向が圧延方向Lまたは圧延方向に直交する方向Tとなるように全厚引張試験片(5号引張試験片)を採取し、JIS Z 2241の規定に準拠して引張試験を実施し、引張特性(降伏強さ(0.2%耐力)YS、引張強さTS、伸びEl)を求めた。
(4)衝撃試験
得られた鋼板から、JIS Z 2242の規定に準拠して、試験片長さ方向が圧延方向Lでき裂進展方向が圧延方向に直交する方向Tとなるように、または、試験片長さ方向が圧延方向に直交する方向Tでき裂進展方向が圧延方向Lとなるように、衝撃試験片を採取し、JIS Z 2242の規定に準拠して、各試験温度で各3本、試験温度を5水準以上として衝撃試験を実施し、破面遷移温度vTrs(℃)を求め、低温靭性を評価した。なお、衝撃試験片は、板厚20mm未満では、板厚1/2位置を中心とし、板厚20mm以上では板厚1/4位置を中心としてVノッチ試験片を採取した。
(5)硬さ試験
(1)で用いた組織観察用試験片を硬さ測定試験片とし、各相について、粒界間や相境界間の距離が圧痕の4倍以上となるように荷重を調整して、ビッカース硬さHVを測定した。硬さ測定は、各相につき5点以上測定し、それらの平均値を各相の硬さ(HV)とした。硬さ測定面は、き裂との関係において図2に示すx−y平面とした。
(6)溶接性試験
得られた鋼板から、JIS Z 3158の規定に準拠して、y形溶接割れ試験片を採取し、予熱温度を25℃とし、気温:20℃、湿度:60%の溶接雰囲気中で、MAG溶接(入熱14kJ/cm)するy形溶接割れ試験を実施し、割れの発生の有無を調査した。割れが生じなかった場合を○、それ以外の場合を×として評価した。
Using the photographed tissue photograph, tissue identification and tissue fraction of each phase were measured using commercially available image analysis software. In addition, with reference to JIS G 0551 (2013), by the cutting method, the structural unit (D P ) for each phase in each visual field in the direction of crack propagation was obtained, and the average value thereof was defined as (D P ) for each phase. . In the bainite phase, the packet size is set. In the martensite phase, the packet size is set. In the ferrite phase, the ferrite grains are set. Were each organizational unit (D P ).
(3) Tensile test Full-thickness tensile test piece (No. 5 tensile test piece so that the tensile direction is the rolling direction L or the direction T perpendicular to the rolling direction, with reference to the Japan Maritime Association Steel Ship Rules. ) Were collected and subjected to a tensile test in accordance with the provisions of JIS Z 2241 to determine tensile properties (yield strength (0.2% yield strength) YS, tensile strength TS, elongation El).
(4) Impact test From the obtained steel plate, in accordance with the provisions of JIS Z 2242, the test piece length direction is the rolling direction L and the crack propagation direction is the direction T perpendicular to the rolling direction, or the test piece length. Impact test specimens are taken so that the length direction is the direction T perpendicular to the rolling direction and the crack propagation direction is the rolling direction L. In accordance with the provisions of JIS Z 2242, three test specimens at each test temperature. The impact test was carried out at 5 levels or more, the fracture surface transition temperature vTrs (° C.) was determined, and the low temperature toughness was evaluated. The impact test piece was a V-notch test piece centered on the
(5) Hardness test The specimen for structure observation used in (1) is a hardness measurement test piece, and for each phase, a load is applied so that the distance between grain boundaries and phase boundaries is at least four times the indentation. The Vickers hardness HV was measured after adjustment. For the hardness measurement, five or more points were measured for each phase, and the average value thereof was defined as the hardness (HV) of each phase. The hardness measurement surface was the xy plane shown in FIG. 2 in relation to the crack.
(6) Weldability test In accordance with the provisions of JIS Z 3158, a y-type weld crack test piece was collected from the obtained steel sheet, the preheating temperature was 25 ° C, the temperature was 20 ° C, and the humidity was 60%. A y-type weld cracking test for MAG welding (heat input 14 kJ / cm) was carried out in an atmosphere to investigate whether cracks occurred. The case where no crack was generated was evaluated as ◯, and the case other than that was evaluated as ×.
得られた結果のうち、組織観察、引張特性、靭性、溶接性の結果を表3に示す。なお、組織は、代表的な組織である板厚1/4位置、z面での観察結果を示す。
Among the obtained results, the results of the structure observation, tensile properties, toughness, and weldability are shown in Table 3. In addition, a structure | tissue shows the observation result in the
また、複合組織における有効組織単位MUeffは、組織観察結果とビッカース硬さ測定結果を用いて、ベイナイト相がマルテンサイト相より多い場合には(2a)式を、マルテンサイト相がベイナイト相より多い場合には(2b)式を用いて、それぞれ算出した。なお、フェライト相が面積割合で0.5を超える(面積%で50%超える)場合には、ベイナイト相やマルテンサイト相が主相である場合と同様に複合則を用いた次式
MUeff=(AR)α×(DP)α+(AR)B×(DP)B×{(Hv)B/(Hv)α}+(AR)P×(DP)P×{(Hv)P/(Hv)α}+(AR)M×(DP)M×{(Hv)M/(Hv)α}
により算出した。
Further, the effective structural unit MU eff in the composite structure is obtained by using the structural observation result and the Vickers hardness measurement result. In each case, the calculation was made using equation (2b). If the ferrite phase exceeds 0.5 in area ratio (50% in area%), the following equation using the composite rule is used as in the case where the bainite phase or martensite phase is the main phase.
MU eff = (AR) α × (D P) α + (AR) B × (D P) B × {(Hv) B / (Hv) α} + (AR) P × (D P) P × {( Hv) P / (Hv) α } + (AR) M × (D P) M × {(Hv) M / (Hv) α}
Calculated by
得られたMUeffの結果を、組織観察結果とビッカース硬さ測定結果とともに表4に示す。 The obtained MU eff results are shown in Table 4 together with the structure observation results and the Vickers hardness measurement results.
また、実施した疲労き裂伝ぱ試験の条件から、(1)式を用いて、き裂先端塑性域寸法γp *を算出した。ここで、KImaxは、応力拡大係数範囲ΔKIと応力比Rから、KImax=ΔKI/(1-R)で算出できる。降伏応力σYは、引張試験で得られた値を用いた。CT試験片T−Lの場合には、幅方向(圧延方向に直交する方向)Tの降伏強さYSを、CT試験片L−Tと三点曲げ試験片L−Zでは、圧延方向Lの降伏強さYSを用いた。 In addition, from the conditions of the fatigue crack propagation test performed, the crack tip plastic zone size γ p * was calculated using equation (1). Here, K Imax can be calculated from the stress intensity factor range ΔK I and the stress ratio R by K Imax = ΔK I / (1-R). As the yield stress σ Y , the value obtained in the tensile test was used. In the case of the CT test piece TL, the yield strength YS in the width direction (direction perpendicular to the rolling direction) T is set to be the same as that in the rolling direction L for the CT test piece LT and the three-point bending test piece LZ. Yield strength YS was used.
γp *、γp */MUeffとの算出結果と疲労き裂伝ぱ速度の測定結果を表5に示す。 Table 5 shows calculation results of γ p * , γ p * / MU eff and measurement results of fatigue crack propagation rate.
本発明例はいずれも、ベイナイト相とマルテンサイト相の合計面積率が50%を超える組織を有し、降伏強さ:325MPa以上の高強度と、破面遷移温度vTrs:−20℃以下の優れた低温靭性とを有し、さらにy形溶接割れ試験でも溶接割れの発生もなく溶接性にも優れ、少なくともΔKI=15MPa√m、20MPa√mの場合に、γp *が200以下、MUeffが100以下で、かつγp */MUeffが10以下を満足し、疲労き裂伝ぱ速度da/dNが、少なくともΔKI=15MPa√mで目標値である1.75×10-8(m/cycle)以下、ΔKI=20MPa√mで目標値である4.26×10-8(m/cycle)以下と低減しており、耐疲労き裂伝ぱ特性が向上した高強度鋼材となっている。 Each of the inventive examples has a structure in which the total area ratio of the bainite phase and the martensite phase exceeds 50%, yield strength: high strength of 325 MPa or more, and excellent fracture surface transition temperature vTrs: −20 ° C. or less. In addition, it has excellent low temperature toughness and has excellent weldability in the y-type weld cracking test, with no weld cracking, and at least ΔK I = 15 MPa√m, 20 MPa√m, γ p * is 200 or less, MU eff is 100 or less, and γ p * / MU eff is 10 or less, and the fatigue crack propagation rate da / dN is at least ΔK I = 15 MPa√m, which is the target value of 1.75 × 10 -8 (m / cycle) and below, ΔK I = 20 MPa√m and the target value is reduced to 4.26 × 10 -8 (m / cycle) or less, resulting in a high strength steel material with improved fatigue crack propagation resistance.
一方、本発明範囲を外れる比較例は、強度、靭性、溶接性のいずれかが低下しているか、あるいはγP*/MUeff が 10を超えて、耐疲労き裂伝ぱ特性が低下している。
C、Si、Mnが本発明範囲を上回るNo.17の鋼板は延性と低温靱性が低く、溶接性にも劣る。P、Sが本発明範囲を上回るNo.18の鋼板は延性と低温靱性が低い。また、C、Mnが本発明範囲を下回るNo.19はベイナイト、マルテンサイトが生成されずフェライト単相組織となり降伏強さYSが低く、低温靱性も低下している。また、降伏強さYSが低いため、ΔKI=15MPa√m以上でγp *が200を超え、かつγp */MUeffも10を超え、ΔKI=15MPa√m以上で、疲労き裂伝ぱ速度da/dNが目標値を超え、耐疲労き裂伝ぱ特性が低下している。また、加熱温度が高く900℃以上の累積圧下率が本発明の好ましい範囲を下回るNo.20の鋼板は、旧オーステナイト粒径が粗大化しMUeff が100を超え、降伏強さYSが低く、低温靱性も低下している。また、加熱温度が低く、900℃以上の累積圧下率が本発明の好ましい範囲を下回るNo.21の鋼板は、旧オーステナイト粒径が粗大化し、MUeff が100を超え、低温靱性が低下している。また、冷却開始温度がAr3変態点を下回るNo.22の鋼板、加速冷却の冷却速度がRSを下回り冷却が遅いNo.23の鋼板、冷却停止温度が600℃を上回るNo.24の鋼板は、いずれもベイナイト相とマルテンサイト相の合計面積率が50%以下であり、降伏強さYSが低い。そのため、No.22の鋼板とNo.24の鋼板ではΔKI=15MPa√m以上で、No.23の鋼板ではΔKI=20MPa√m以上で、それぞれγp */MUeffが10を超え、耐疲労き裂伝ぱ特性が低下している。また、焼戻温度がAc1変態点を上回るNo.25の鋼板は、多量に島状マルテンサイトが生成したため低温靭性が低下している。
(実施例2)
得られた鋼素材(鋼No.C,D,E,M,R)に、製法Bとして、表6に示す条件で加熱、熱間圧延、圧延後冷却し、板厚25〜100mmの鋼板としたのち、表6に示す条件で再加熱し、ついで種々の冷却速度、冷却停止温度で冷却する熱処理を行った。なお、一部の鋼板には熱処理(焼戻処理)を施した。
On the other hand, in the comparative example that is out of the scope of the present invention, any of strength, toughness, and weldability is reduced, or γ P * / MU eff exceeds 10, and fatigue crack propagation resistance is reduced. .
The No. 17 steel sheet in which C, Si, and Mn exceed the scope of the present invention has low ductility and low temperature toughness, and is inferior in weldability. The No. 18 steel sheet in which P and S exceed the range of the present invention has low ductility and low temperature toughness. In addition, No. 19 in which C and Mn are below the range of the present invention does not generate bainite and martensite, and has a single phase structure of ferrite, has low yield strength YS, and low temperature toughness. Also, since yield strength YS is low, ΔK I = 15 MPa√m or more, γ p * exceeds 200, γ p * / MU eff also exceeds 10, and ΔK I = 15 MPa√m or more, fatigue crack The propagation speed da / dN exceeds the target value, and the fatigue crack propagation resistance is degraded. In addition, the No. 20 steel sheet with a high heating temperature of 900 ° C or higher and a cumulative rolling reduction of less than the preferred range of the present invention, the prior austenite grain size is coarsened, the MU eff exceeds 100, the yield strength YS is low, and the low temperature Toughness is also reduced. In addition, the No. 21 steel plate with a low heating temperature and a cumulative rolling reduction of 900 ° C. or more below the preferred range of the present invention has a coarse austenite grain size, MU eff exceeds 100, and low temperature toughness decreases. Yes. In addition, the No. 22 steel plate whose cooling start temperature is lower than the Ar3 transformation point, the No. 23 steel plate whose cooling rate of accelerated cooling is lower than the RS and slow cooling, and the No. 24 steel plate whose cooling stop temperature exceeds 600 ° C are In any case, the total area ratio of the bainite phase and the martensite phase is 50% or less, and the yield strength YS is low. Therefore, ΔK I = 15 MPa√m or more for No. 22 steel plate and No. 24 steel plate. In the steel plate of 23, ΔK I = 20 MPa√m or more, and γ p * / MU eff exceeds 10, respectively, and the fatigue crack propagation resistance is deteriorated. In addition, the No. 25 steel sheet having a tempering temperature exceeding the Ac1 transformation point has low temperature toughness due to the formation of a large amount of island martensite.
(Example 2)
The obtained steel material (steel No. C, D, E, M, R) was heated, hot-rolled and cooled after rolling under the conditions shown in Table 6 as production method B, and a steel plate having a thickness of 25 to 100 mm was obtained. After that, reheating was performed under the conditions shown in Table 6, followed by heat treatment for cooling at various cooling rates and cooling stop temperatures. Some of the steel plates were subjected to heat treatment (tempering treatment).
得られた鋼板から、試験片を採取し、疲労き裂伝ぱ試験、組織観察、引張試験、衝撃試験、硬さ試験、溶接性試験を実施した。試験方法は、実施例1と同様とした。
得られた結果のうち、組織観察、引張特性、靭性、溶接性の結果を表7に示す。
Specimens were collected from the obtained steel plates and subjected to fatigue crack propagation tests, structure observations, tensile tests, impact tests, hardness tests, and weldability tests. The test method was the same as in Example 1.
Table 7 shows the results of the structure observation, tensile properties, toughness, and weldability among the obtained results.
また、得られたMUeffの結果を、組織観察結果とビッカース硬さ測定結果とともに表8に示す。 The obtained MU eff results are shown in Table 8 together with the structure observation results and the Vickers hardness measurement results.
また、γp *、γp */MUeffの算出結果と疲労き裂伝ぱ速度の測定結果を表9に示す。 Table 9 shows the calculation results of γ p * , γ p * / MU eff and the measurement results of the fatigue crack propagation rate.
本発明例はいずれも、ベイナイト相とマルテンサイト相の合計面積率が50%を超える組織を有し、降伏強さ:325MPa以上の高強度と、破面遷移温度vTrs:−20℃以下の優れた低温靭性とを有し、さらにy形溶接割れ試験でも溶接割れの発生もなく溶接性にも優れ、少なくともΔKI=15MPa√m、20MPa√mの場合に、γp *が200以下、MUeffが100以下で、かつγp */MUeffが10以下を満足し、疲労き裂伝ぱ速度da/dNが、少なくともΔKI=15MPa√mで目標値である1.75×10-8(m/cycle)以下、ΔKI=20MPa√mで目標値である4.26×10-8(m/cycle)以下と低減しており、耐疲労き裂伝ぱ特性が向上した高強度鋼材となっている。製造方法を代えても、本発明例はいずれも、耐疲労き裂伝ぱ特性が向上した高強度鋼材となっている。 Each of the inventive examples has a structure in which the total area ratio of the bainite phase and the martensite phase exceeds 50%, yield strength: high strength of 325 MPa or more, and excellent fracture surface transition temperature vTrs: −20 ° C. or less. In addition, it has excellent low temperature toughness and has excellent weldability in the y-type weld cracking test, with no weld cracking, and at least ΔK I = 15 MPa√m, 20 MPa√m, γ p * is 200 or less, MU eff is 100 or less, and γ p * / MU eff is 10 or less, and the fatigue crack propagation rate da / dN is at least ΔK I = 15 MPa√m, which is the target value of 1.75 × 10 -8 (m / cycle) and below, ΔK I = 20 MPa√m and the target value is reduced to 4.26 × 10 -8 (m / cycle) or less, resulting in a high strength steel material with improved fatigue crack propagation resistance. Even if the manufacturing method is changed, all of the examples of the present invention are high-strength steel materials having improved fatigue crack propagation characteristics.
一方、本発明範囲を外れる比較例は、強度、靭性、溶接性のいずれかが低下しているか、あるいはγP*/MUeffが10を超えて、耐疲労き裂伝ぱ特性が低下している。
再加熱温度がAc3変態点未満であるNo.B31の鋼板、再加熱後の冷却速度がRS下限を下回るNo.B32の鋼板、冷却停止温度が600℃を上回るNo.B33の鋼板は、いずれもベイナイト相とマルテンサイト相の合計面積率が50%以下で、フェライト相主体の組織となったため、降伏強さYSが低くなっている。そのため、No.B32の鋼板とNo.B33の鋼板は、ΔKI=15MPa√m以上で、No.B31の鋼板はΔKI=20MPa√m以上でγp */MUeffが10を超え、耐疲労き裂伝ぱ特性が低下している。また、焼戻温度がAc1変態点を上回るNo.B34の鋼板は、島状マルテンサイトが多量に生成したため、低温靱性が低下している。
(実施例3)
表10に示す組成を有し、常用の熱間圧延、圧延後冷却、熱処理等を施され、表11に示す組織と強度、靱性を有する高強度鋼板(板厚:12〜100mm)について、耐疲労き裂伝ぱ特性を判定した。
On the other hand, in the comparative example outside the scope of the present invention, any of strength, toughness and weldability is reduced, or γ P * / MU eff exceeds 10, and the fatigue crack propagation resistance is reduced. .
No.B31 steel sheet with reheating temperature less than Ac3 transformation point, No.B32 steel sheet with cooling rate after reheating below RS lower limit, No.B33 steel sheet with cooling stop temperature exceeding 600 ° C Since the total area ratio of the bainite phase and the martensite phase is 50% or less and the structure is mainly composed of a ferrite phase, the yield strength YS is low. Therefore, No. B32 steel plate and No. B33 steel plate have ΔK I = 15 MPa√m or more, and No. B31 steel plate has ΔK I = 20 MPa√m and γ p * / MU eff exceeds 10, Fatigue crack propagation characteristics are degraded. Further, the No. B34 steel sheet having a tempering temperature exceeding the Ac1 transformation point has a low temperature toughness because a large amount of island-like martensite is generated.
(Example 3)
A high strength steel plate (thickness: 12 to 100 mm) having the composition shown in Table 10 and subjected to normal hot rolling, cooling after rolling, heat treatment, etc. and having the structure, strength, and toughness shown in Table 11 The fatigue crack propagation characteristics were judged.
対象とする鋼板の板厚1/4位置において、実施例1と同様に、組織観察、ビッカース硬さ測定を行って、組織を構成する各相の面積割合(AR)、各相の疲労き裂進展方向における組織単位(DP)、各相の平均ビッカース硬さ(HV)を求めた。得られた結果を表12に示す。なお、疲労き裂進展方向は、幅方向(L−T試験片)のみとした。組織観察は、試験片のき裂進展方向との対応において図2に示すx−y平面にて行った。 In the same way as in Example 1, the structure was observed and the Vickers hardness was measured at the ¼ thickness position of the target steel sheet, the area ratio (AR) of each phase constituting the structure, and the fatigue crack of each phase. The structural unit (DP) in the development direction and the average Vickers hardness (HV) of each phase were determined. The results obtained are shown in Table 12. The fatigue crack propagation direction was only the width direction (LT test piece). The structure observation was performed on the xy plane shown in FIG. 2 in correspondence with the crack propagation direction of the test piece.
得られた組織観察結果とビッカース硬さ測定結果を用いて、(2a)式または(2b)式により有効組織単位MUeffを算出した。また、(1)式で定義されるき裂先端塑性域寸法γp *(μm)を算出した。得られた結果を表13に示す。なお、(1)式を用いて、γp *を算出するにあたっては、KImaxは、ΔKI=15MPa√mおよびΔKI=20MPa√mを、Rは0.1を使用して算出した。 Using the obtained structure observation result and the Vickers hardness measurement result, the effective structure unit MU eff was calculated by the expression (2a) or (2b). Further, the crack tip plastic zone size γ p * (μm) defined by the equation (1) was calculated. The obtained results are shown in Table 13. In calculating γ p * using equation (1), K Imax was calculated using ΔK I = 15 MPa√m and ΔK I = 20 MPa√m, and R was 0.1.
本発明では、少なくともΔKI=15MPa√mおよびΔKI=20MPa√mの場合に、γP*/MUeff が10以下であれば、耐疲労き裂伝ぱ特性が優れる鋼板と判定した。それ以外は耐疲労き裂伝ぱ特性が劣ると判定した。
この判定は、別途、疲労き裂伝ぱ試験を行い確認している。疲労き裂伝ぱ試験は、対象鋼板から、図9に示すようにCT試験片(L−T)を採取した。疲労き裂伝ぱ試験の試験方法は実施例1と同様とした。なお、鋼板板厚25mm以下の場合には試験片厚さは鋼板全厚とし、鋼板板厚25mm超〜50mm以下の場合には、鋼板片面を研削して25mm厚とした片面減厚試験片とした。また、鋼板板厚50mm超の場合には、鋼板両面を研削して板厚1/4位置が中心となる25mm厚の両面減厚試験片とした。得られた疲労き裂伝ぱ速度を表13に併記した。
In the present invention, when at least ΔK I = 15 MPa√m and ΔK I = 20 MPa√m, if γ P * / MU eff is 10 or less, it is determined that the steel plate has excellent fatigue crack propagation resistance. Other than that, it was determined that the fatigue crack propagation resistance was inferior.
This determination is confirmed by separately conducting a fatigue crack propagation test. In the fatigue crack propagation test, CT specimens (LT) were collected from the target steel plate as shown in FIG. The test method of the fatigue crack propagation test was the same as in Example 1. When the steel plate thickness is 25 mm or less, the test piece thickness is the total thickness of the steel plate. did. Further, when the steel plate thickness exceeded 50 mm, both sides of the steel plate were ground to obtain a double-sided thickness test piece having a thickness of 25 mm centered on the 1/4 position of the plate thickness. The obtained fatigue crack propagation rates are also shown in Table 13.
耐疲労き裂伝ぱ特性が優れると判定した鋼板は、いずれも、疲労き裂伝ぱ速度da/dNが、少なくともΔKI=15MPa√mで目標値である1.75×10-8(m/cycle)以下、ΔKI=20MPa√mで目標値である4.26×10-8(m/cycle)以下と低減している。一方、耐疲労き裂伝ぱ特性が劣ると判定した鋼板は、疲労き裂伝ぱ速度da/dNが、上記した目標値を超えて高くなっていた。 All steel plates judged to have excellent fatigue crack propagation resistance have a fatigue crack propagation rate da / dN of at least ΔK I = 15 MPa√m and the target value of 1.75 × 10 -8 (m / cycle) or less. , ΔK I = 20MPa√m and the target value is reduced to 4.26 × 10 -8 (m / cycle) or less. On the other hand, the steel plate determined to have poor fatigue crack propagation characteristics had a fatigue crack propagation rate da / dN higher than the above target value.
Claims (11)
C :0.02〜0.4%、 Si:0.01〜1.0%、
Mn:0.5〜3.0%、 P :0.05%以下、
S :0.05%以下、 Sol.Al:0.10%以下
を含み、残部Fe及び不可避的不純物からなる組成と、
板厚の1/4位置において合計面積率で50%を超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度と、シャルピー衝撃試験の破面遷移温度vTrsが−20℃以下の優れた低温靭性を有し、さらに、下記(1)式で定義されるき裂先端塑性域寸法γp *(μm)と下記(2a)式または下記(2b)式で定義されるき裂進展方向における有効組織単位MUeff(μm)が、下記(3)〜(5)式を満足し、疲労き裂伝ぱ速度da/dNが、少なくともΔK I :15MPa√mで1.75×10 −8 (m/cycle)以下、ΔK I :20MPa√mで4.26×10 −8 (m/cycle)以下であることを特徴とする耐疲労き裂伝ぱ特性に優れた高強度鋼材。
記
γP*={(KImax)2×106/(2πσY 2)}×(1−2ν)2 ‥‥(1)
ここで、KImax:モードIの最大応力拡大係数で、5〜35の範囲内の値(MPa√m)、σY:降伏応力(MPa)、ν:ポアソン比
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B はき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライトの組織単位(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5) % By mass
C: 0.02 to 0.4%, Si: 0.01 to 1.0%,
Mn: 0.5 to 3.0%, P: 0.05% or less,
S: 0.05% or less, Sol.Al: 0.10% or less, the balance Fe and inevitable impurities,
It has a structure composed of a bainite phase and / or a martensite phase exceeding 50% in total area ratio at the 1/4 position of the plate thickness, and the remainder (including 0%), and yield strength: It has a high strength of 325 MPa or more, an excellent low temperature toughness with a fracture surface transition temperature vTrs of −20 ° C. or less in the Charpy impact test, and the crack tip plastic zone dimension γ p * defined by the following formula (1) The effective structural unit MU eff (μm) in the crack growth direction defined by (μm) and the following equation (2a) or the following equation (2b) satisfies the following equations (3) to (5) , and fatigue cracks velocity da / dN is at least [Delta] K I: characterized in that 4.26 × 10 -8 (m / cycle ) at 20MPa√m or less: 1.75 × 10 -8 (m / cycle) at 15MPa√m below, [Delta] K I High-strength steel with excellent fatigue crack propagation characteristics.
Γ P * = {(K Imax ) 2 × 10 6 / (2πσ Y 2 )} × (1−2ν) 2 (1)
Where K Imax is the maximum stress intensity factor in mode I and is in the range of 5 to 35 (MPa√m), σ Y is the yield stress (MPa), and ν is Poisson's ratio.
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D P ) B is the average value of the packet size in the crack growth direction, martensite structure unit (D P ) M is the average value of the packet size in the crack growth direction, ferrite structure unit (D P ) α is the crack growth The average value of the ferrite grain size in the direction, the pearlite structural unit (D P ) P is the average value of the bulk pearlite in the crack propagation direction or the thickness of the layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), average Vickers hardness of each phase
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
前記鋼素材が、質量%で、
C :0.02〜0.4%、 Si:0.01〜1.0%、
Mn:0.5〜3.0%、 P :0.05%以下、
S :0.05%以下、 Sol.Al:0.10%以下
を含み、残部Fe及び不可避的不純物からなる組成を有する鋼素材であり、
前記熱間圧延を、加熱温度:950〜1300℃に加熱したのち、900℃以上の温度域における累積圧下率:50%以上で、圧延仕上温度:Ar3変態点以上とする熱間圧延とし、
該熱間圧延終了後、Ar3変態点以上の温度域から、下記(7)式で定義されるφ(%)と板厚t(mm)との関係で、下記(6)式で定義される冷却速度RS(℃/s)以上の冷却速度で、600℃以下の冷却停止温度まで加速冷却を行い、
前記鋼材を、板厚の1/4位置において合計面積率で50%を超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度と、シャルピー衝撃試験の破面遷移温度vTrsが−20℃以下の優れた低温靭性を有し、さらに、疲労き裂伝ぱ速度da/dNが、少なくともΔK I :15MPa√mで1.75×10 −8 (m/cycle)以下、ΔK I :20MPa√mで4.26×10 −8 (m/cycle)以下である鋼材とする
ことを特徴とする低温靱性と耐疲労き裂伝ぱ特性に優れた高強度鋼材の製造方法。
記
RS=(−0.53φ2−0.28φ+0.67)×e9.10/t1.63 ‥‥(6)
ここで、φ=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+Nb/10+5B‥‥(7)、
t:鋼材板厚(mm)、
C、Si、Mn、Cu、Ni、Cr、Mo、V、Nb、B:各元素の含有量(質量%) It is a manufacturing method of the high-strength steel material in any one of Claims 1 thru | or 3, Comprising: On steel material, when hot-rolling and making it steel material with a plate thickness of 100 mm or less,
The steel material is mass%,
C: 0.02 to 0.4%, Si: 0.01 to 1.0%,
Mn: 0.5 to 3.0%, P: 0.05% or less,
S: 0.05% or less, Sol.Al: 0.10% or less, a steel material having a composition consisting of the remainder Fe and inevitable impurities,
The hot rolling is performed at a heating temperature of 950 to 1300 ° C., then at a cumulative rolling reduction in a temperature range of 900 ° C. or higher: 50% or higher, and a rolling finish temperature: Ar 3 transformation point or higher,
After the hot rolling, from the temperature range above the Ar3 transformation point, the relationship between φ (%) defined by the following formula (7) and the sheet thickness t (mm) is defined by the following formula (6). at a cooling rate RS (℃ / s) or more cooling rate, have rows accelerated cooling to a cooling stop temperature of 600 ° C. or less,
The steel material has a structure composed of a bainite phase and / or a martensite phase with a total area ratio exceeding 50% at a 1/4 position of the plate thickness, and the balance other than that (including 0%), and Yield strength: High strength of 325 MPa or more, excellent low temperature toughness with fracture surface transition temperature vTrs of Charpy impact test of −20 ° C. or less, and fatigue crack propagation rate da / dN is at least ΔK I : Low temperature toughness characterized by a steel material of 1.75 × 10 −8 (m / cycle) or less at 15 MPa√m and ΔK I : 4.26 × 10 −8 (m / cycle) or less at 20 MPa√m And high-strength steel manufacturing method with excellent fatigue crack resistance.
Record
RS = (− 0.53φ 2 −0.28φ + 0.67) × e 9.10 / t 1.63 (6)
Where φ = C + Si / 30 + Mn / 20 + Cu / 20 + Ni / 60 + Cr / 20 + Mo / 15 + V / 10 + Nb / 10 + 5B (7),
t: steel plate thickness (mm),
C, Si, Mn, Cu, Ni, Cr, Mo, V, Nb, B: Content of each element (mass%)
C :0.02〜0.4%、 Si:0.01〜1.0%、
Mn:0.5〜3.0%、 P :0.05%以下、
S :0.05%以下、 Sol.Al:0.10%以下
を含み、残部Fe及び不可避的不純物からなる組成と、
板厚の1/4位置において合計面積率で50%超えるベイナイト相および/またはマルテンサイト相と、残部それ以外の相(0%を含む)からなる組織を有し、かつ、降伏強さ:325MPa以上の高強度鋼材を対象とし、
該対象とする高強度鋼材について、組織観察、ビッカース硬さ測定を行って、想定する疲労き裂進展方向における組織を構成する各相の面積割合(AR)、各相の組織単位(DP)、各相の平均ビッカース硬さ(HV)を求め、下記(1)式で定義されるき裂先端塑性域寸法γp *(μm)、下記(2a)式または下記(2b)式で定義されるき裂進展方向における有効組織単位MUeff(μm)を算出して、下記(3)〜(5)式を満足する場合を、疲労き裂伝ぱ速度da/dNが、少なくともΔK I :15MPa√mで1.75×10 −8 (m/cycle)以下、ΔK I :20MPa√mで4.26×10 −8 (m/cycle)以下である耐疲労き裂伝ぱ特性に優れた鋼材と判定することを特徴とする耐疲労き裂伝ぱ特性に優れた高強度鋼材の判定方法。
記
γP*={(KImax)2×106/(2πσY 2)}×(1−2ν)2 ‥‥(1)
ここで、KImax:モードIの最大応力拡大係数で、5〜35の範囲内の値(MPa√m)、σY:降伏応力(MPa)、ν:ポアソン比(=0.3)
MUeff=(AR)B×(DP)B+(AR)M×(DP)M×{(Hv)M/(Hv)B}+(AR)α×(DP)α×{(Hv)α/(Hv)B}+(AR)P×(DP)P×{(Hv)P/(Hv)B}‥‥(2a)
MUeff=(AR)M×(DP)M+(AR)B×(DP)B×{(Hv)B/(Hv)M}+(AR)α×(DP)α×{(Hv)α/(Hv)M}+(AR)P×(DP)P×{(Hv)P/(Hv)M}‥‥(2b)
ここで、(AR)B、(AR)M、(AR)α、(AR)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の面積割合(0〜1)、
(DP)B、(DP)M、(DP)α、(DP)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相のき裂進展方向における組織単位(μm)、ここで「各相のき裂進展方向における組織単位」とは、き裂の屈曲と密接な関係のある組織単位で、簡便には、ベイナイトの組織単位(D P ) B ではき裂進展方向のパケットサイズの平均値、マルテンサイトの組織単位(D P ) M はき裂進展方向のパケットサイズの平均値、フェライトの組織単位(D P ) α はき裂進展方向のフェライト粒径の平均値、パーライトの組織単位(D P ) P はき裂進展方向の塊状パーライトの大きさまたはき裂進展方向の層状パーライトの厚さの平均値とする、
(Hv)B、(Hv)M、(Hv)α、(Hv)P:ベイナイト(B)、マルテンサイト(M)、フェライト(α)、パーライト(P)、各相の平均ビッカース硬さ
γP*/MUeff ≦ 10 ‥‥(3)
γP*≦ 200 ‥‥(4)
MUeff≦ 100 ‥‥(5) % By mass
C: 0.02 to 0.4%, Si: 0.01 to 1.0%,
Mn: 0.5 to 3.0%, P: 0.05% or less,
S: 0.05% or less, Sol.Al: 0.10% or less
Including the balance Fe and inevitable impurities,
It has a structure consisting of a bainite phase and / or martensite phase exceeding 50% in total area ratio at the 1/4 position of the plate thickness, and the remainder (including 0%), and yield strength: 325 MPa For the above high-strength steel materials,
For the high-strength steel material of interest, the structure observation, Vickers hardness measurement is performed, the area ratio (AR) of each phase constituting the structure in the assumed fatigue crack growth direction, the structural unit (DP) of each phase, The average Vickers hardness (HV) of each phase is obtained, and the crack tip plastic zone dimension γ p * (μm) defined by the following formula (1), the following (2a) formula, or the following (2b) formula is defined. When the effective structural unit MU eff (μm) in the crack growth direction is calculated and the following equations (3) to (5) are satisfied, the fatigue crack propagation rate da / dN is at least ΔK I : 15 MPa√m 1.75 × 10 −8 (m / cycle) or less, ΔK I : 20 MPa√m or less, and 4.26 × 10 −8 (m / cycle) or less. Of high strength steel with excellent fatigue crack propagation characteristics.
Γ P * = {(K Imax ) 2 × 10 6 / (2πσ Y 2 )} × (1−2ν) 2 (1)
Where K Imax is the maximum stress intensity factor in mode I and is a value in the range of 5 to 35 (MPa√m), σ Y is the yield stress (MPa), and ν is Poisson's ratio (= 0.3).
MU eff = (AR) B × (D P) B + (AR) M × (D P) M × {(Hv) M / (Hv) B} + (AR) α × (D P) α × {( Hv) α / (Hv) B } + (AR) P × (D P ) P × {(Hv) P / (Hv) B } (2a)
MU eff = (AR) M × (D P ) M + (AR) B × (D P ) B × {(Hv) B / (Hv) M } + (AR) α × (D P ) α × {( Hv) α / (Hv) M } + (AR) P × (D P ) P × {(Hv) P / (Hv) M } (2b)
Here, (AR) B , (AR) M , (AR) α , (AR) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), area ratio of each phase ( 0-1),
(D P ) B , (D P ) M , (D P ) α , (D P ) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), crack of each phase The structural unit (μm) in the propagation direction , where “the structural unit in the crack propagation direction of each phase” is a structural unit closely related to the bending of the crack. For convenience, the bainite structural unit (D In P ) B , the average value of the packet size in the crack propagation direction, the martensite structure unit (D P ) M is the average value of the packet size in the crack growth direction, and the ferrite structure unit (D P ) α is the crack growth The average value of the ferrite grain size in the direction, the pearlite structural unit (D P ) P is the average value of the bulk pearlite in the crack propagation direction or the thickness of the layered pearlite in the crack growth direction,
(Hv) B , (Hv) M , (Hv) α , (Hv) P : Bainite (B), martensite (M), ferrite (α), pearlite (P), average Vickers hardness of each phase
γ P * / MU eff ≤ 10 (3)
γ P * ≦ 200 (4)
MU eff ≦ 100 (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013273054A JP6064896B2 (en) | 2013-12-27 | 2013-12-27 | Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013273054A JP6064896B2 (en) | 2013-12-27 | 2013-12-27 | Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015127444A JP2015127444A (en) | 2015-07-09 |
| JP6064896B2 true JP6064896B2 (en) | 2017-01-25 |
Family
ID=53837568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013273054A Active JP6064896B2 (en) | 2013-12-27 | 2013-12-27 | Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6064896B2 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6086134B1 (en) * | 2015-08-24 | 2017-03-01 | Jfeスチール株式会社 | Structural steel with excellent ethanol pitting resistance |
| JP6736959B2 (en) * | 2016-04-27 | 2020-08-05 | 日本製鉄株式会社 | Steel plate manufacturing method |
| KR101787256B1 (en) * | 2016-05-16 | 2017-11-15 | 현대제철 주식회사 | Non-heated type hot-rolled steel sheet and method of manufacturing the same |
| CN113330125A (en) * | 2019-01-23 | 2021-08-31 | 杰富意钢铁株式会社 | Thick steel plate and method for producing same |
| KR102457019B1 (en) * | 2020-06-17 | 2022-10-21 | 주식회사 포스코 | High-strength steel sheet having excellent formability and mathod for manufacturing thereof |
| KR20220000131A (en) * | 2020-06-25 | 2022-01-03 | 국방과학연구소 | Highly tough highhardness alloy steel and method of manufacturing the same |
| CN111676425B (en) * | 2020-08-12 | 2021-11-02 | 宝武集团鄂城钢铁有限公司 | Bridge steel with excellent toughness and strong fatigue property at extreme low temperature and manufacturing method thereof |
| CN115852245B (en) * | 2021-09-27 | 2024-09-10 | 宝山钢铁股份有限公司 | Cold-rolled bainite type weathering steel and preparation method thereof |
| JP7552545B2 (en) | 2021-09-29 | 2024-09-18 | Jfeスチール株式会社 | Manufacturing method for steel plate with excellent fatigue crack propagation resistance |
| JP7533413B2 (en) | 2021-09-29 | 2024-08-14 | Jfeスチール株式会社 | Manufacturing method for steel plate with excellent fatigue crack propagation resistance |
| JP7469734B1 (en) | 2022-09-30 | 2024-04-17 | 日本製鉄株式会社 | Steel Plate |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10168542A (en) * | 1996-12-12 | 1998-06-23 | Nippon Steel Corp | High strength steel excellent in low temperature toughness and fatigue strength and its production |
| JP3741078B2 (en) * | 2002-05-30 | 2006-02-01 | 住友金属工業株式会社 | High strength steel material with excellent fatigue crack growth resistance and its manufacturing method |
| JP2007039795A (en) * | 2005-06-29 | 2007-02-15 | Jfe Steel Kk | Method for producing high strength steel having excellent fatigue crack propagation resistance and toughness |
| JP5070744B2 (en) * | 2006-06-13 | 2012-11-14 | Jfeスチール株式会社 | Manufacturing method of steel material with excellent fatigue crack propagation resistance |
| JP5297692B2 (en) * | 2008-05-20 | 2013-09-25 | 株式会社神戸製鋼所 | High-tensile steel plate excellent in toughness of weld heat-affected zone and suppression of fatigue crack growth and manufacturing method thereof |
| JP5342902B2 (en) * | 2009-03-11 | 2013-11-13 | 株式会社神戸製鋼所 | Steel material excellent in toughness and base metal fatigue characteristics of weld heat-affected zone and its manufacturing method |
| JP5126326B2 (en) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | High strength hot-rolled steel sheet with excellent fatigue resistance and method for producing the same |
-
2013
- 2013-12-27 JP JP2013273054A patent/JP6064896B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015127444A (en) | 2015-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6064896B2 (en) | Steel material with excellent fatigue crack propagation characteristics, method for producing the same, and method for determining steel materials with excellent fatigue crack propagation characteristics | |
| JP6064897B2 (en) | High-strength steel material with excellent fatigue crack propagation resistance and its determination method | |
| JP5574059B2 (en) | High-strength H-section steel with excellent low-temperature toughness and method for producing the same | |
| JP5096088B2 (en) | Welded joints with excellent toughness and fatigue cracking suppression properties | |
| JP5857905B2 (en) | Steel material and manufacturing method thereof | |
| JP6006477B2 (en) | Method for producing high-strength steel sheet excellent in balance between low-temperature toughness and strength, and control method thereof | |
| JP6400516B2 (en) | High strength steel material with excellent fatigue crack propagation resistance and method for producing the same | |
| JP2011195883A (en) | HIGH STRENGTH THICK STEEL PLATE HAVING TENSILE STRENGTH OF 590 MPa OR HIGHER AND EXCELLENT DUCTILITY AND TOUGHNESS, AND METHOD OF PRODUCING THE SAME | |
| JP6036616B2 (en) | Steel sheet for welded structure excellent in fatigue crack resistance and method for producing the same | |
| US20140301889A1 (en) | High-strength ultra-thick h-beam steel | |
| JP2015155572A (en) | High-strength steel sheet and production method thereof | |
| KR102289071B1 (en) | Steel plate and method of producing same | |
| US20170275727A1 (en) | Thick steel plate having good multipass weld joint ctod characteristics and method for manufacturing the same | |
| JP6981546B2 (en) | Thick steel plate and its manufacturing method | |
| JP4645461B2 (en) | High-strength steel material excellent in ductile crack initiation characteristics and fatigue crack propagation characteristics and method for producing the same | |
| JP6036615B2 (en) | Steel sheet for welded structure having excellent weldability and fatigue crack propagation resistance and method for producing the same | |
| JP2014177687A (en) | High tensile steel plate excellent in drop-weight characteristic and its manufacturing method | |
| JP5369585B2 (en) | Thick steel material with excellent fatigue crack resistance and its manufacturing method | |
| JP5369462B2 (en) | Low yield ratio high strength steel sheet and method for producing the same | |
| JP5812193B2 (en) | Structural high-strength thick steel plate with excellent brittle crack propagation stopping characteristics and method for producing the same | |
| JP2007197776A (en) | High-strength steel material superior in delayed fracture resistance and fatigue-crack propagation resistance, and manufacturing method therefor | |
| JP6400517B2 (en) | High strength steel material with excellent fatigue crack propagation resistance and method for producing the same | |
| JP2013124397A (en) | High tensile steel sheet for civil engineering and construction, and method for producing the same | |
| US6558483B2 (en) | Cu precipitation strengthened steel | |
| JP6210112B2 (en) | High strength steel material with excellent fatigue characteristics and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6064896 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |