JP6057719B2 - 立体物体の積層式製造のための装置 - Google Patents
立体物体の積層式製造のための装置 Download PDFInfo
- Publication number
- JP6057719B2 JP6057719B2 JP2013000609A JP2013000609A JP6057719B2 JP 6057719 B2 JP6057719 B2 JP 6057719B2 JP 2013000609 A JP2013000609 A JP 2013000609A JP 2013000609 A JP2013000609 A JP 2013000609A JP 6057719 B2 JP6057719 B2 JP 6057719B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- coating
- modeling
- dimensional object
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 47
- 239000007787 solid Substances 0.000 title description 7
- 239000000843 powder Substances 0.000 claims description 158
- 239000011248 coating agent Substances 0.000 claims description 77
- 238000000576 coating method Methods 0.000 claims description 77
- 238000000034 method Methods 0.000 claims description 69
- 239000000463 material Substances 0.000 claims description 22
- 238000013517 stratification Methods 0.000 claims description 19
- 229920000642 polymer Polymers 0.000 claims description 18
- 230000005670 electromagnetic radiation Effects 0.000 claims description 15
- 230000009969 flowable effect Effects 0.000 claims description 9
- 238000012545 processing Methods 0.000 claims description 8
- 230000005855 radiation Effects 0.000 claims description 8
- 239000002245 particle Substances 0.000 claims description 5
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 description 13
- 238000006073 displacement reaction Methods 0.000 description 10
- -1 polyacetates Polymers 0.000 description 10
- 239000013598 vector Substances 0.000 description 10
- 230000007547 defect Effects 0.000 description 9
- 238000012360 testing method Methods 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920006260 polyaryletherketone Polymers 0.000 description 4
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- 241000257303 Hymenoptera Species 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000110 poly(aryl ether sulfone) Polymers 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006380 polyphenylene oxide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 150000003568 thioethers Chemical class 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 229920008285 Poly(ether ketone) PEK Polymers 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 229920001283 Polyalkylene terephthalate Polymers 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000010539 anionic addition polymerization reaction Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000412 polyarylene Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000012254 powdered material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001226 reprecipitation Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000001694 spray drying Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 229920006259 thermoplastic polyimide Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- ZSDSQXJSNMTJDA-UHFFFAOYSA-N trifluralin Chemical compound CCCN(CCC)C1=C([N+]([O-])=O)C=C(C(F)(F)F)C=C1[N+]([O-])=O ZSDSQXJSNMTJDA-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/003—Apparatus, e.g. furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/171—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects
- B29C64/182—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects in parallel batches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
造形プロセスは、EOS GmbH社製のEOSINT P360で実施する。第1表の粉末特性値を有するPA12粉末を加工する。該粉末は、図2に示されるように、EOSINT P360の成層装置で塗工する。塗工された粉末層の品質は悪い。造形フィールドにすじが認められる。造形フィールド面のかなりの箇所で、粉末が塗工されていないか、又は非常に僅かな粉末しか塗工されていない。プロセス温度は169℃である。照射パラメータは、レーザー出力19.0W、スキャン速度1100mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、激しい表面欠陥を有する。
造形プロセスは、EOS GmbH社製のEOSINT P380で実施する。第1表の粉末特性値を有するPA12粉末を加工する。該粉末は、図2に示されるように、EOSINT P380の成層装置で塗工する。塗工された粉末層の品質は悪い。造形フィールドにすじが認められる。造形フィールド面のかなりの箇所で、粉末が塗工されていないか、又は非常に僅かな粉末しか塗工されていない。プロセス温度は170℃である。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、激しい表面欠陥を有する。
造形プロセスは、EOS GmbH社製のFORMIGAで実施する。第1表の粉末特性値を有するPA12粉末を加工する。該粉末は、図3A/3Bに記載される先行技術によるFORMIGA社の慣用の成層装置で塗工する。塗工された粉末層の品質は悪い。造形フィールド面の広い範囲で、粉末が塗工されていないか、又は非常に僅かな粉末しか塗工されていない。立体物体の製造は、不可能である。プロセス温度は166℃である。
造形プロセスは、EOS GmbH社製のEOSINT P360で実施する。第3表の粉末特性値を有するPP粉末を加工する。該粉末は、図2に示されるように、EOSINT P360の成層装置で塗工する。塗工された粉末層の品質は悪い。造形フィールドに深いすじが認められる。造形フィールド面の多くの箇所で、粉末が塗工されていないか、又は非常に僅かな粉末しか塗工されていない。プロセス温度は、123℃である。立体物体の製造は、不可能である。
造形プロセスは、EOS GmbH社製のEOSINT P360で実施する。第4表の粉末特性値を有するPEEK粉末を加工する。該粉末は、図2に示されるように、EOSINT P360の成層装置で塗工する。プロセス温度は199℃である。塗工された粉末層の品質は悪いか、あるいは連続した粉末層を塗工することができない。
該試験は、EOS GmbH社製のEOSINT P360の造形室中で実施する。第1表の粉末特性値を有するPA12粉末を加工する。プロセス温度は169℃である。該粉末は、4つのスクレーパが10mmの間隔で並んで取り付けられている装置で塗工する。個々のスクレーパの形状は、図4A/図4Bに示されている。開口部は、それぞれ10mmの広さの幅である。抜かれた領域の割合は、50%である。該装置は、振幅4mm及び振動数10Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられているので、粉末の均一な分布が保証されている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
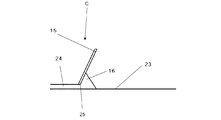
該試験は、EOS GmbH社製のEOSINT P360の造形室中で実施する。第1表の粉末特性値を有するPA12粉末を加工する。プロセス温度は169℃である。該粉末は、図5A/図5Bに形状が示されている装置で塗工する。加工部の先端の角度は、90゜である。該装置は、振幅1mm及び振動数100Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
該試験は、EOS GmbH社製のEOSINT P360の造形室において実施する。第1表からの粉末特性値を有するPA12粉末を加工する。プロセス温度は、169℃である。該粉末は、2つのスクレーパが25mmの間隔で並んで取り付けられている装置で塗工する。それらのスクレーパの後方に、鋼製ローラ(直径25mm)が、造形フィールド面の平坦化のために取り付けられている。スクレーパの形状は、図6A/図6B/図6Cに示されている。開口部は、それぞれ12mmの広さの幅である。抜かれた領域の割合は、55%である。加工部の先端の角度は、80゜である。該装置は、振幅4mm及び振動数20Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
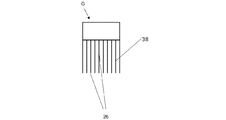
該試験は、EOS GmbH社製のEOSINT P360の造形室において実施する。第1表からの粉末特性値を有するPA12粉末を加工する。プロセス温度は、169℃である。該粉末は、図7A/図7Bに示される櫛状の装置で塗工される。該装置は、真鍮製の剛毛(剛毛長20mm、直径1mm、100mm長あたりに60本の剛毛)の10の列(列間隔3mm)からなる。該装置は、振幅2mm及び振動数100Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
該試験は、EOS GmbH社製のEOSINT P360の造形室において実施する。第2表からの粉末特性値を有するPA6粉末を加工する。該粉末は、図7A/図7Bに示される櫛状の装置で塗工される。該装置は、真鍮製の剛毛(剛毛長20mm、直径1mm、100mm長あたりに60本の剛毛)の8つの列(列間隔3mm)からなる。該装置は、振幅1mm及び振動数200Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。プロセス温度は、199℃である。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
該試験は、EOS GmbH社製のEOSINT P360の造形室において実施する。第3表からの粉末特性値を有するPP粉末を加工する。プロセス温度は、123℃である。該粉末は、3つのスクレーパが20mmの間隔で並んで取り付けられている装置で塗工する。第一の2つのスクレーパの形状は、図6A/図6B/図6Cに示されている。第三のスクレーパは、図5A/図5Bに相応して構成されている。第一の2つのスクレーパの開口部は、それぞれ12mmの広さの幅である。抜かれた領域の割合は、55%である。加工部の先端の角度は、それぞれ80゜である。該装置は、振幅2mm及び振動数50Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。照射パラメータは、レーザー出力36.0W、スキャン速度2000mm/秒、照射ラインの間隔0.3mmである。製造された立体物体は、表面欠陥を有さない。
該試験は、EOS GmbH社製のEOSINT P360の造形室において実施する。第4表からの粉末特性値を有するPEEK粉末を加工する。プロセス温度は、199℃である。該粉末は、3つのスクレーパが20mmの間隔で並んで取り付けられている装置で塗工する。第一の2つのスクレーパの形状は、図6A/図6B/図6Cに示されている。第三のスクレーパは、図5A/図5Bに相応して構成されている。第一の2つのスクレーパの開口部は、それぞれ12mmの広さの幅である。抜かれた領域の割合は、55%である。加工部の先端の角度は、それぞれ80゜である。該装置は、振幅5mm及び振動数40Hzでの振動する直進運動を行い、その変位ベクトルは、成層装置に対して垂直にかつ造形フィールド面に対して平行に向けられている。粉末は、問題なく塗工することができる。造形フィールド面は、完全に成層される。

1. 造形室(40)を含む立体物体の積層式の製造のための装置であって、前記造形室(40)は、高さ調節可能な造形プラットフォーム(6)と、電磁線の作用によって固化可能な材料の層を前記造形プラットフォーム(6)上に塗工する装置(7)と、物体(5)に対応する層の箇所の照射のための照射装置とを有し、前記照射装置は、電磁線を発する放射源(1)と、制御ユニット(3)と、電磁線の放射経路中に存在するレンズ(8)とを含む前記装置において、前記の層の塗工のための装置(7)がドクターブレードとして構成されており、電磁線の作用により固化可能な材料の層に向かい合う側の前記ブレードの縁部(26)は、開口部を有し、かつ塗工方向に対して垂直にかつ前記造形フィールド面に対して平行に移動しうる、立体物体の積層式の製造のための装置。
2. 1に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が少なくとも2つの開口部を有することを特徴とする前記装置。
3. 1又は2に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が少なくとも2つの加工部を有することを特徴とする前記装置。
4. 3に記載の立体物体の積層式の製造のための装置であって、加工部の先端の角度の大きさが、大きくても150゜であることを特徴とする前記装置。
5. 1から4までのいずれか1に記載の立体物体の積層式の製造のための装置であって、粉末に向かい合う側の縁部の開口部の割合が、造形フィールド面に向かい合う側の縁部の全長に対して、低くても30%でかつ高くても70%であることを特徴とする前記装置。
6. 1又は2に記載の立体物体の積層式の製造のための装置であって、粉末が、櫛状の塗工装置(7)によって塗工されることを特徴とする前記装置。
7. 1から6までのいずれか1に記載の立体物体の積層式の製造のための装置であって、複数の塗工装置(7)が互いに組み合わされていることを特徴とする前記装置。
8. 1から7までのいずれか1に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が塗工方向に対して垂直にかつ造形フィールド面に対して平行に動くことを特徴とする前記装置。
9. 1から8までのいずれか1に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が振動ジェネレータを含むことを特徴とする前記装置。
10. 立体物体の積層式の製造方法であって、1から9までのいずれか1に記載の塗工装置(7)によって粉末が塗工され、その粉末塗工の間に、粉末に対して、塗工方向の力に加えて、成層方向に対して垂直でかつ造形フィールド面に対して平行に向けられている更なる力が作用する前記方法。
11. 10に記載の方法であって、塗工されるべき粉末は、塗工装置(7)の回転運動又は直進運動によってほぐされることを特徴とする前記方法。
12. 10又は11に記載の方法であって、粉末塗工のための塗工装置(7)が、付着物の取り去り装置によって清浄化されることを特徴とする前記方法。
13. DIN EN ISO6186(方法A、流れ口直径15mm)によれば流動性ではない、50μm未満の平均粒度d50を有するポリマー粉末を、立体物体の積層式の製造のために用いる使用。
14. 10から12までのいずれか1に記載の方法により製造される、立体物体又は造形部材。
Claims (13)
- 造形室(40)を含む立体物体の積層式の製造のための装置であって、前記造形室(40)は、高さ調節可能な造形プラットフォーム(6)と、電磁線の作用によって固化可能な材料の層を前記造形プラットフォーム(6)上に塗工する装置(7)と、物体(5)に対応する層の箇所の照射のための照射装置とを有し、前記照射装置は、電磁線を発する放射源(1)と、制御ユニット(3)と、電磁線の放射経路中に存在するレンズ(8)とを含む前記装置において、前記の層の塗工のための装置(7)がドクターブレードとして構成されており、電磁線の作用により固化可能な材料の層に向かい合う側の前記ブレードの縁部(26)は、開口部を有し、かつ塗工方向に対して垂直にかつ前記造形フィールド面に対して平行に移動しうる、立体物体の積層式の製造のための装置。
- 請求項1に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が少なくとも2つの開口部を有することを特徴とする前記装置。
- 請求項1又は2に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が少なくとも2つの加工部を有することを特徴とする前記装置。
- 請求項3に記載の立体物体の積層式の製造のための装置であって、加工部の先端の角度の大きさが、大きくても150゜であることを特徴とする前記装置。
- 請求項1から4までのいずれか1項に記載の立体物体の積層式の製造のための装置であって、粉末に向かい合う側の縁部の開口部の割合が、造形フィールド面に向かい合う側の縁部の全長に対して、低くても30%でかつ高くても70%であることを特徴とする前記装置。
- 請求項1又は2に記載の立体物体の積層式の製造のための装置であって、粉末が、櫛状の塗工装置(7)によって塗工されることを特徴とする前記装置。
- 請求項1から6までのいずれか1項に記載の立体物体の積層式の製造のための装置であって、複数の塗工装置(7)が互いに組み合わされていることを特徴とする前記装置。
- 請求項1から7までのいずれか1項に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が塗工方向に対して垂直にかつ造形フィールド面に対して平行に動くことを特徴とする前記装置。
- 請求項1から8までのいずれか1項に記載の立体物体の積層式の製造のための装置であって、塗工装置(7)が振動ジェネレータを含むことを特徴とする前記装置。
- 立体物体の積層式の製造方法であって、請求項1から9までのいずれか1項に記載の塗工装置(7)によって粉末が塗工され、その粉末塗工の間に、粉末に対して、塗工方向の力に加えて、成層方向に対して垂直でかつ造形フィールド面に対して平行に向けられている更なる力が作用する前記方法。
- 請求項10に記載の方法であって、塗工されるべき粉末は、塗工装置(7)の回転運動又は直進運動によってほぐされることを特徴とする前記方法。
- 請求項10又は11に記載の方法であって、粉末塗工のための塗工装置(7)が、付着物の取り去り装置によって清浄化されることを特徴とする前記方法。
- 請求項10から12までのいずれか1項に記載の方法であって、粉末が、DIN EN ISO6186(方法A、流れ口直径15mm)によれば流動性ではない、50μm未満の平均粒度d50を有するポリマー粉末であることを特徴とする前記方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201210200161 DE102012200161A1 (de) | 2012-01-06 | 2012-01-06 | Vorrichtung zur schichtweisen Herstellung von dreidimensionalen Objekten |
| DE102012200161.1 | 2012-01-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013141830A JP2013141830A (ja) | 2013-07-22 |
| JP6057719B2 true JP6057719B2 (ja) | 2017-01-11 |
Family
ID=47357987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013000609A Active JP6057719B2 (ja) | 2012-01-06 | 2013-01-07 | 立体物体の積層式製造のための装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130177767A1 (ja) |
| EP (1) | EP2612747B1 (ja) |
| JP (1) | JP6057719B2 (ja) |
| CN (1) | CN103192530B (ja) |
| DE (1) | DE102012200161A1 (ja) |
| ES (1) | ES2601478T3 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207609A1 (de) * | 2012-05-08 | 2013-11-14 | Evonik Industries Ag | Verfahren zur schichtweisen herstelluing von dreidimensionalen objekten |
| EP2875934B1 (de) * | 2013-11-22 | 2017-04-05 | Technische Universität Wien | Vorrichtung zum Verarbeiten von photopolymerisierbarem Material zum schichtweisen Aufbau eines Formkörpers |
| CH710441A2 (de) * | 2014-12-02 | 2016-06-15 | Rowak Ag | Pulverförmige Zusammensetzungen aus thermoplastischen Kunststoffen und Verwendung der Zusammensetzungen. |
| DE102015201686A1 (de) * | 2015-01-30 | 2016-08-04 | Siemens Aktiengesellschaft | Additives Herstellungsverfahren unter Verwendung dickerer Pulverschichten und Bauteil |
| DE102015103726A1 (de) * | 2015-03-13 | 2016-09-15 | Exone Gmbh | 3D-Drucker mit Beschichter und Beschichter-Reinigungsvorrichtung |
| JP6443536B2 (ja) * | 2015-03-16 | 2018-12-26 | 株式会社リコー | 立体造形用粉末材料、立体造形材料セット、立体造形物の製造方法、立体造形物の製造装置、及び立体造形物 |
| EP3117985A1 (en) * | 2015-07-13 | 2017-01-18 | Airbus Operations GmbH | Additive manufacturing system and method for performing additive manufacturing on thermoplastic sheets |
| CN108025490A (zh) | 2015-08-28 | 2018-05-11 | 福姆实验室公司 | 增材制造工艺优化技术及相关系统和方法 |
| RU2647976C1 (ru) * | 2016-09-05 | 2018-03-21 | Федеральное государственное автономное образовательное учреждение высшего образования Санкт-Петербургский политехнический университет Петра Великого | Устройство для получения объемных изделий с градиентом свойств из порошков |
| DE102016219080A1 (de) | 2016-09-30 | 2018-04-05 | Evonik Degussa Gmbh | Polyamidpulver für selektive Sinterverfahren |
| US11046857B2 (en) * | 2016-10-17 | 2021-06-29 | Jabil Inc. | Precipitation of polyether block amide and thermoplastic polyethylene to enhance operational window for three dimensional printing |
| US10569364B2 (en) * | 2017-01-06 | 2020-02-25 | General Electric Company | Systems and methods for additive manufacturing recoating |
| US11167454B2 (en) | 2017-01-13 | 2021-11-09 | General Electric Company | Method and apparatus for continuously refreshing a recoater blade for additive manufacturing |
| CN109963698A (zh) * | 2017-01-27 | 2019-07-02 | 惠普发展公司,有限责任合伙企业 | 用于增材制造的自动铺展杆刮板材料定位 |
| US10682725B2 (en) * | 2017-11-30 | 2020-06-16 | The Boeing Company | Microstructure refinement methods by mechanical work for additive manufactured materials |
| CN107803502B (zh) * | 2017-12-08 | 2019-09-24 | 四川航天长征装备制造有限公司 | 激光选区熔化成形设备振动铺粉装置 |
| EP3501695A1 (de) | 2017-12-22 | 2019-06-26 | Evonik Degussa GmbH | Vorrichtung zur schichtweisen herstellung von dreidimensionalen objekten sowie herstellungsverfahren dazu |
| JP7099213B2 (ja) * | 2018-09-14 | 2022-07-12 | 株式会社Ihi | 積層造形装置及び積層造形物製造方法 |
| EP3628422A1 (en) * | 2018-09-28 | 2020-04-01 | The Boeing Company | Powder dispensing unit, powder spreading unit, and a vibratory compaction system of an additive manufacturing system and methods therefor |
| DE102018128242A1 (de) * | 2018-11-12 | 2020-05-14 | SLM Solutions Group AG | Pulverauftragsvorrichtung, Verfahren zum Betreiben einer Pulverauftragsvorrichtung und Anlage zur Herstellung eines dreidimensionalen Werkstücks |
| CN115943040A (zh) * | 2018-12-26 | 2023-04-07 | 三菱化学株式会社 | 粉末层叠造型法用粉末及其制造方法 |
| CN109909501A (zh) * | 2019-03-15 | 2019-06-21 | 沈阳工业大学 | 一种基于激光增材制造可干燥并预热粉末的送粉器及送粉方法 |
| EP3943219A1 (de) * | 2020-07-24 | 2022-01-26 | Aixway3D GmbH | Vorrichtung und verfahren zum verbesserten pulverauftrag in einem additiven herstellungsverfahren |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4863538A (en) * | 1986-10-17 | 1989-09-05 | Board Of Regents, The University Of Texas System | Method and apparatus for producing parts by selective sintering |
| US5204055A (en) * | 1989-12-08 | 1993-04-20 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| DE4134265C2 (de) * | 1991-10-16 | 1993-11-25 | Eos Electro Optical Syst | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts mittels Stereographie |
| US5252264A (en) * | 1991-11-08 | 1993-10-12 | Dtm Corporation | Apparatus and method for producing parts with multi-directional powder delivery |
| US5648450A (en) | 1992-11-23 | 1997-07-15 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therein |
| US5527877A (en) | 1992-11-23 | 1996-06-18 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| DE19514740C1 (de) * | 1995-04-21 | 1996-04-11 | Eos Electro Optical Syst | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objektes |
| SE509088C2 (sv) | 1997-04-30 | 1998-12-07 | Ralf Larsson | Sätt och anordning för framställning av volymkroppar |
| DE19747309B4 (de) * | 1997-10-27 | 2007-11-15 | Degussa Gmbh | Verwendung eines Polyamids 12 für selektives Laser-Sintern |
| DE19846478C5 (de) | 1998-10-09 | 2004-10-14 | Eos Gmbh Electro Optical Systems | Laser-Sintermaschine |
| US6589471B1 (en) | 1999-10-26 | 2003-07-08 | University Of Southern California | Selective inhibition of bonding of power particles for layered fabrication of 3-D objects |
| FR2802128B1 (fr) * | 1999-12-10 | 2002-02-08 | Ecole Nale Sup Artes Metiers | Dispositif de depose de couches minces de matiere en poudre ou pulverulente et procede adapte |
| EP1234625A1 (de) * | 2001-02-21 | 2002-08-28 | Trumpf Werkzeugmaschinen GmbH + Co. KG | Verfahren und Vorrichtung zur Herstellung eines Formkörpers durch selektives Laserschmelzen |
| DE10251790A1 (de) | 2002-11-07 | 2004-05-19 | Degussa Ag | Polyamidpulver mit dauerhafter, gleichbleibend guter Rieselfähigkeit |
| DE10300959C5 (de) * | 2003-01-14 | 2013-10-02 | Cl Schutzrechtsverwaltungs Gmbh | Beschichtereinrichtung für eine Bauvorrichtung zur Erstellung von Formteilen aus Baumaterial |
| DE10356193A1 (de) | 2003-03-15 | 2004-09-23 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels Mikrowellenstrahlung |
| DE102004010162A1 (de) * | 2004-02-27 | 2005-09-15 | Degussa Ag | Polymerpulver mit Copolymer, Verwendung in einem formgebenden Verfahren mit nicht fokussiertem Energieeintrag und Formkörper, hergestellt aus diesem Polymerpulver |
| DE102004020452A1 (de) | 2004-04-27 | 2005-12-01 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels elektromagnetischer Strahlung und Auftragen eines Absorbers per Inkjet-Verfahren |
| CN1911635A (zh) * | 2005-08-08 | 2007-02-14 | 赖维祥 | 计算机与打印机辅助实物化的快速成型装置 |
| DE102010004036A1 (de) * | 2010-01-05 | 2011-07-07 | EOS GmbH Electro Optical Systems, 82152 | Vorrichtung zum generativen Herstellen eines dreidimensionalen Objekts mit kontinuierlicher Wärmezufuhr |
-
2012
- 2012-01-06 DE DE201210200161 patent/DE102012200161A1/de not_active Ceased
- 2012-12-12 ES ES12196612.1T patent/ES2601478T3/es active Active
- 2012-12-12 EP EP12196612.1A patent/EP2612747B1/de active Active
-
2013
- 2013-01-03 US US13/733,465 patent/US20130177767A1/en not_active Abandoned
- 2013-01-04 CN CN201310001373.6A patent/CN103192530B/zh active Active
- 2013-01-07 JP JP2013000609A patent/JP6057719B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20130177767A1 (en) | 2013-07-11 |
| CN103192530A (zh) | 2013-07-10 |
| ES2601478T3 (es) | 2017-02-15 |
| CN103192530B (zh) | 2016-10-12 |
| JP2013141830A (ja) | 2013-07-22 |
| EP2612747A2 (de) | 2013-07-10 |
| DE102012200161A1 (de) | 2013-07-11 |
| EP2612747A3 (de) | 2013-09-25 |
| EP2612747B1 (de) | 2016-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6057719B2 (ja) | 立体物体の積層式製造のための装置 | |
| JP6045349B2 (ja) | 回転式塗工により立体物体を積層式に製造する装置 | |
| US9272446B2 (en) | Process for melting/sintering powder particles for the layer-by-layer production of three-dimensional objects | |
| US9162392B2 (en) | Apparatus for avoiding deposits on optical components in the laser sintering process | |
| US10967626B2 (en) | Printhead module for additive manufacturing system | |
| US9238310B2 (en) | Component properties through beam shaping in the laser sintering process | |
| JP2021107150A (ja) | 高解像度バックグラウンドを有する物体の立体造形方法及び装置 | |
| US20170326792A1 (en) | Method, Device, and Recoating Module for Producing a Three-Dimensional Object | |
| JP2018526527A (ja) | 付加製造における材料分与及び圧縮 | |
| KR20180042306A (ko) | 적층 제조 시스템을 위한 프린트헤드 모듈들의 어레이 | |
| US20140079916A1 (en) | Process for the layer-by-layer production of low-warpage three-dimensional objects by means of cooling elements | |
| US20130183494A1 (en) | Component properties through optimized process management in laser sintering | |
| WO2018217983A1 (en) | Energy delivery with rotating polygon and multiple light beams on same path for additive manufacturing | |
| WO2018217991A1 (en) | Multi-light beam energy delivery with rotating polygon for additive manufacturing | |
| US20160167304A1 (en) | Process for layer-by-layer production of three-dimentional objects | |
| JP2020529936A (ja) | in situ注入およびイメージングを用いる立体自由造形 | |
| WO2018069246A1 (en) | Printer head and extrusion-based additive manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151118 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20151222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161006 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6057719 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |