JP5948247B2 - 粒状化装置 - Google Patents
粒状化装置 Download PDFInfo
- Publication number
- JP5948247B2 JP5948247B2 JP2012539229A JP2012539229A JP5948247B2 JP 5948247 B2 JP5948247 B2 JP 5948247B2 JP 2012539229 A JP2012539229 A JP 2012539229A JP 2012539229 A JP2012539229 A JP 2012539229A JP 5948247 B2 JP5948247 B2 JP 5948247B2
- Authority
- JP
- Japan
- Prior art keywords
- housing
- outlet
- outlet channel
- channel
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
- B29B9/065—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion under-water, e.g. underwater pelletizers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Glanulating (AREA)
Description
Claims (9)
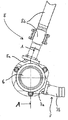
- 穴あき板(2)に形成されたノズル(1)から出てきた溶融物を粒状化する装置であって、モータによって駆動される少なくとも1つのカッタ(3)を備えるカッタ構成が、前記少なくとも1つのカッタ(3)が前記穴あき板(2)の前記ノズル(1)の上を通過し、その際に、出てきた前記溶融物材料のペレットを切断するように、前記穴あき板(2)の反対側に配置され、前記装置が、前記穴あき板(2)に接続し、前記カッタ構成の前記少なくとも1つのカッタ(3)を少なくとも取り囲むハウジング(6)を有し、ハウジングの中を冷却材が流れ、前記ハウジング(6)上に、前記冷却材の入口(7)、ならびに前記冷却材および前記冷却材中に存在する前記ペレットの出口(8)が配置された装置において、
前記入口(7)が、前記ハウジング(6)の下半分のみに配置され、前記ハウジング(6)に形成された入口開口(7a)と、前記ハウジング(6)へ通じるように構成された入口流路(7b)とを有すること、および前記出口(8)が、前記ハウジング(6)の上半分に配置され、前記ハウジング(6)に形成された出口開口(8a)と、前記ハウジング(6)から離れる方向へ接線に沿って続くように構成された出口流路(8b)とを有し、前記出口流路(8b)が、前記ハウジング(6)の横断面の最大内径の少なくとも2倍の長さにわたって、直線状に、または本質的に直線状に延びること、および前記入口開口(7a)と前記カッタ(3)との距離は、前記出口開口(8a)と前記カッタ(3)との距離とは異なること
を特徴とする装置。 - 前記入口流路(7b)が、接線に沿ってハウジング(6)へ通じるように構成されていることを特徴とする、請求項1に記載の装置。
- 前記ハウジング(6)上の前記出口(8)が、前記ハウジング(6)の前部領域の、前記少なくとも1つのカッタ(3)が運動する前記穴あき板(2)の近くの領域内に配置されていること、および前記ハウジング(6)上の前記入口(7)が、前記ハウジング(6)を長手方向に見たときに、前記ハウジング(6)の後部領域の、前記穴あき板(2)から離れる方向を向いた領域内に配置されていることを特徴とする、請求項1または2に記
載の装置。 - 前記ハウジング(6)の横断面で見たときに、前記入口(7)と前記出口(8)が同じ側に配置されていることを特徴とする、請求項1から3のいずれか一項に記載の装置。
- 前記出口流路(8b)が、前記直線状の経路または前記本質的に直線状の経路の領域に、前記出口流路(8b)の前記直線状の経路または前記本質的に直線状の経路の最初の領域の中心軸と、前記出口流路(8b)の前記直線状の経路または前記本質的に直線状の経路の最後の領域の中心軸との間で測定した30°未満の湾曲を有する湾曲部分を有することを特徴とする、請求項1から4のいずれか一項に記載の装置。
- 前記出口流路(8b)が、前記直線状の経路または前記本質的に直線状の経路の領域に、前記出口流路(8b)の前記直線状の経路または前記本質的に直線状の経路の最初の領域の中心軸と、前記出口流路(8b)の前記直線状の経路または前記本質的に直線状の経路の最後の領域の中心軸との間で測定した15°未満の湾曲を有する湾曲部分を有することを特徴とする、請求項1から4のいずれか一項に記載の装置。
- 前記出口流路(8b)の横断面が、前記直線状の経路または前記本質的に直線状の経路の全長にわたって一定であることを特徴とする、請求項1から6のいずれか一項に記載の装置。
- 前記出口流路(8b)が、前記直線状の経路または前記本質的に直線状の経路の全長にわたって、横断面の1つまたは複数の変化を有し、前記横断面の変化(1つまたは複数)の全長にわたる前記横断面の拡大化または狭小化の角度が、それぞれの場合に、前記出口流路(8b)のその部分の中心軸に対して15°未満であることを特徴とする、請求項1から6のいずれか一項に記載の装置。
- 前記出口流路(8b)の前記直線状の経路または前記本質的に直線状の経路の全長が、前記出口流路(8b)の局所直径の少なくとも10倍であることを特徴とする、請求項1から8のいずれか一項に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202009015876U DE202009015876U1 (de) | 2009-11-20 | 2009-11-20 | Vorrichtung zum Granulieren |
| DE202009015876.4 | 2009-11-20 | ||
| PCT/EP2010/007017 WO2011060938A1 (de) | 2009-11-20 | 2010-11-18 | Vorrichtung zum granulieren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013511400A JP2013511400A (ja) | 2013-04-04 |
| JP5948247B2 true JP5948247B2 (ja) | 2016-07-06 |
Family
ID=41795637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012539229A Active JP5948247B2 (ja) | 2009-11-20 | 2010-11-18 | 粒状化装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120231102A1 (ja) |
| EP (1) | EP2501531B1 (ja) |
| JP (1) | JP5948247B2 (ja) |
| CN (1) | CN102470555B (ja) |
| DE (1) | DE202009015876U1 (ja) |
| TW (1) | TWI537116B (ja) |
| WO (1) | WO2011060938A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102615735B (zh) * | 2012-03-24 | 2014-05-28 | 佛山欣涛新材料科技有限公司 | 一种热熔胶粒生产流水线 |
| CN104209058A (zh) * | 2013-05-30 | 2014-12-17 | 杜广安 | 木屑颗粒成型机 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL298480A (ja) * | 1962-09-27 | |||
| DE1454888B2 (de) * | 1964-03-24 | 1971-09-30 | Werner & Pfleiderer, 7000 Stuttgart | Vorrichtung zum granulieren von thermoplastischen kunst stoffen |
| US3892834A (en) * | 1974-01-09 | 1975-07-01 | Phillips Petroleum Co | Surface active agent to reduce agglomeration in dry die-face pelletizing |
| GB1514160A (en) * | 1975-07-07 | 1978-06-14 | Farrel Bridge Ltd | Extrusion pelletising machines |
| DD132475B1 (de) * | 1977-06-22 | 1980-01-30 | Hans Jarausch | Vorrichtung zum granulieren von thermoplastischen kunststoffen |
| EP0305862A1 (en) * | 1987-09-04 | 1989-03-08 | General Electric Company | One-step process for the production of expandable foam beads |
| JPH06182760A (ja) * | 1992-12-15 | 1994-07-05 | Japan Steel Works Ltd:The | ミニペレット造粒方法及び装置 |
| US5624688A (en) * | 1995-10-12 | 1997-04-29 | Gala Industries, Inc. | Self-aligning cutter hub |
| US5629028A (en) * | 1995-11-07 | 1997-05-13 | The Conair Group, Inc. | Underwater pelletizer having sealed heat transfer tubes embedded in extrusion die |
| US6551087B1 (en) | 1999-09-21 | 2003-04-22 | Gala Industries, Inc. | Flow guide for underwater pelletizer |
| DE10137525A1 (de) * | 2001-08-01 | 2003-02-13 | Rieter Automatik Gmbh | Vorrichtung zum Granulieren von aus Düsen austretenden thermoplastischem Kunststoff |
| DE10137524A1 (de) * | 2001-08-01 | 2003-02-13 | Rieter Automatik Gmbh | Vorrichtung zum Granulieren von aus Düsen austretenden thermoplastischem Kunststoff |
| ITMI20012706A1 (it) * | 2001-12-20 | 2003-06-20 | Enichem Spa | Procedimento per la produzione di granuli di polimeri termoplastici espandibili ed apparecchiatura adatta allo scopo |
| US6848639B2 (en) * | 2002-02-12 | 2005-02-01 | Borsig Gmbh | Low turbulent flow high speed cutter knife |
| CA2482056A1 (en) * | 2003-10-10 | 2005-04-10 | Eastman Chemical Company | Thermal crystallization of a molten polyester polymer in a fluid |
| TWI440658B (zh) * | 2005-08-31 | 2014-06-11 | Gala Inc | 用於水中粒化具減低含水量的聚合體生物材料複合物之方法及裝置 |
| JP4592572B2 (ja) * | 2005-11-25 | 2010-12-01 | 株式会社神戸製鋼所 | 水中カット造粒装置 |
| CH711770B1 (de) * | 2006-03-13 | 2017-05-15 | Uhde Inventa-Fischer Ag | Verfahren zur Herstellung eines nicht klebenden Granulats aus einem Polyestermaterial und zur Weiterverarbeitung eines so hergestellten Granulats. |
| CN102617999B (zh) * | 2007-03-29 | 2014-06-25 | 积水化成品工业株式会社 | 模内发泡成形用聚乳酸系树脂发泡颗粒及其制造方法以及聚乳酸系树脂发泡成形体的制造方法 |
| US8969435B2 (en) * | 2007-08-28 | 2015-03-03 | Gala Industries, Inc. | Method and apparatus for enhanced minimal shear molding utilizing extrusional, pelletization, and melt rheological control of pellets and micropellets and molded objects made therefrom |
| US20090110833A1 (en) * | 2007-10-31 | 2009-04-30 | Gala Industries, Inc. | Method for abrasion-resistant non-stick surface treatments for pelletization and drying process equipment components |
| US8080196B2 (en) * | 2008-02-12 | 2011-12-20 | Gala Industries, Inc. | Method and apparatus to achieve crystallization of polymers utilizing multiple processing systems |
| DE102009006123B4 (de) * | 2009-01-26 | 2019-01-10 | Maag Automatik Gmbh | Verfahren und Vorrichtung zum Granulieren von thermoplastischem Kunststoffmaterial |
-
2009
- 2009-11-20 DE DE202009015876U patent/DE202009015876U1/de not_active Expired - Lifetime
-
2010
- 2010-11-17 TW TW099139460A patent/TWI537116B/zh active
- 2010-11-18 CN CN201080026441.9A patent/CN102470555B/zh active Active
- 2010-11-18 EP EP10781620.9A patent/EP2501531B1/de active Active
- 2010-11-18 WO PCT/EP2010/007017 patent/WO2011060938A1/de active Application Filing
- 2010-11-18 JP JP2012539229A patent/JP5948247B2/ja active Active
-
2012
- 2012-05-18 US US13/475,791 patent/US20120231102A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE202009015876U1 (de) | 2010-03-04 |
| US20120231102A1 (en) | 2012-09-13 |
| JP2013511400A (ja) | 2013-04-04 |
| WO2011060938A1 (de) | 2011-05-26 |
| EP2501531B1 (de) | 2019-10-30 |
| CN102470555A (zh) | 2012-05-23 |
| TW201127589A (en) | 2011-08-16 |
| EP2501531A1 (de) | 2012-09-26 |
| TWI537116B (zh) | 2016-06-11 |
| CN102470555B (zh) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101744243B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR100647253B1 (ko) | 수중 펠렛제조기 | |
| US3867082A (en) | A granulating device for granulating synthetic plastics material in a flowable stage | |
| KR101744273B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR101744253B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| TWI423869B (zh) | 用於由塑膠材料製造丸粒之連續鑄造裝置及其操作方法 | |
| KR101706912B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR101744239B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR101744267B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR101744250B1 (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR20140079473A (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| KR20140079480A (ko) | 플라스틱 재료의 처리를 위한 장치 | |
| JP5948247B2 (ja) | 粒状化装置 | |
| KR20170142475A (ko) | 언더워터 커팅기의 펠렛 압출다이 | |
| JP2017094172A (ja) | 溶解材料から医薬品を製造するための方法 | |
| TWI428223B (zh) | 熱可塑性樹脂粒子之製造裝置及製造方法 | |
| US20150097311A1 (en) | Method and device for granulating melted material | |
| JP2012245739A (ja) | ペレット製造装置のカッタ刃およびペレット製造装置 | |
| US20100068324A1 (en) | Apparatus for granulating plastic | |
| US9950446B2 (en) | Device for granulating melt material | |
| JP2005074710A (ja) | 樹脂ペレット製造装置 | |
| CN102209613A (zh) | 对热塑性材料的条料进行连续铸塑和造粒的装置和方法 | |
| US8714469B2 (en) | Device for comminuting bulk charge stock | |
| JP3945802B2 (ja) | ペレタイザー | |
| TW201609245A (zh) | 用於中空顆粒之擠壓的方法及裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140715 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141009 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141017 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141110 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150114 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151130 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20151130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20151130 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160301 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5948247 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |