JP5904124B2 - 極異方性配向を有する円弧状磁石、その製造方法、及びそれを製造するための金型 - Google Patents
極異方性配向を有する円弧状磁石、その製造方法、及びそれを製造するための金型 Download PDFInfo
- Publication number
- JP5904124B2 JP5904124B2 JP2012550894A JP2012550894A JP5904124B2 JP 5904124 B2 JP5904124 B2 JP 5904124B2 JP 2012550894 A JP2012550894 A JP 2012550894A JP 2012550894 A JP2012550894 A JP 2012550894A JP 5904124 B2 JP5904124 B2 JP 5904124B2
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- magnetic field
- arc
- pair
- magnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 20
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 230000005291 magnetic effect Effects 0.000 claims description 125
- 230000005294 ferromagnetic effect Effects 0.000 claims description 23
- 239000006247 magnetic powder Substances 0.000 claims description 23
- 239000003302 ferromagnetic material Substances 0.000 claims description 21
- 238000000465 moulding Methods 0.000 claims description 14
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 4
- 238000000748 compression moulding Methods 0.000 claims description 3
- 229910052723 transition metal Inorganic materials 0.000 claims description 3
- 150000003624 transition metals Chemical class 0.000 claims description 3
- 229910052727 yttrium Inorganic materials 0.000 claims description 2
- 238000005245 sintering Methods 0.000 description 17
- 230000004907 flux Effects 0.000 description 13
- 238000010586 diagram Methods 0.000 description 12
- 230000005415 magnetization Effects 0.000 description 9
- 230000007423 decrease Effects 0.000 description 6
- 238000010298 pulverizing process Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 229910052692 Dysprosium Inorganic materials 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 229910052777 Praseodymium Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 239000006249 magnetic particle Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- PLDDOISOJJCEMH-UHFFFAOYSA-N neodymium(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Nd+3].[Nd+3] PLDDOISOJJCEMH-UHFFFAOYSA-N 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011802 pulverized particle Substances 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/02—Permanent magnets [PM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/027—Particular press methods or systems
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0273—Imparting anisotropy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
Description
対向する一対の磁場コイルにより形成される平行磁場中に配置される非磁性超硬合金からなるダイスと、
前記ダイスに設けられた内弧壁、外弧壁及び2つの側壁を有する断面円弧状のキャビティと、
前記キャビティの外弧壁側に、前記キャビティから離間して配置された中央強磁性体と、
前記キャビティの各側壁側に、それぞれ前記キャビティから離間して、前記キャビティに対して対称に配置された一対の側部強磁性体とを有し、
前記キャビティは、円周方向中央における半径方向が前記平行磁場方向と一致するように配置されており、
前記中央強磁性体は、平面視で、前記平行磁場と垂直な方向の幅が、前記キャビティの、前記平行磁場と垂直な方向の幅よりも小さく、
前記一対の側部強磁性体は、前記一対の側部強磁性体によって挟まれた領域内に前記キャビティが含まれるように配置されていることを特徴とする。
対向する一対の磁場コイルにより形成される平行磁場中に配置される非磁性超硬合金からなるダイスと、
前記ダイスに設けられた内弧壁、外弧壁及び2つの側壁を有する断面円弧状のキャビティと、
前記キャビティの外弧壁側に、前記キャビティから離間して配置された中央強磁性体と、
前記キャビティの各側壁側に、それぞれ前記キャビティから離間して、前記キャビティに対して対称に配置された一対の側部強磁性体とを有し、
前記キャビティは、円周方向中央における半径方向が前記平行磁場方向と一致するように配置されており、
前記中央強磁性体は、平面視で、前記平行磁場と垂直な方向の幅が、前記キャビティの、前記平行磁場と垂直な方向の幅よりも小さく、
前記一対の側部強磁性体は、前記一対の側部強磁性体によって挟まれた領域内に前記キャビティが含まれるように配置されている金型を使用し、前記キャビティに充填した磁粉に対して前記平行磁場をかけながら圧縮成形することを特徴とする。
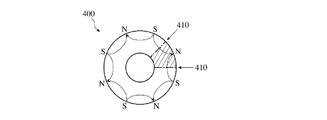
本発明の極異方性配向を有する円弧状磁石は、図1(a)に示すように、半径方向に幅を有する円弧状の断面を有する柱状であり、図1(b)に示すように、断面における磁粉の配向方向が、円弧状磁石100の円周方向の端面103a,103bにおいては端面に対して垂直方向(円周方向)であり、外弧面102の円周方向中央においては半径方向である。このような配向にすることにより、この円弧状磁石100をリング状に組み立てたときに、磁極間において円周方向に磁粉が配向した、図11に示すような極異方性配向を有するリング磁石400と同様の構成とすることができる。すなわち、本発明の極異方性配向を有する円弧状磁石は、前記リング磁石400をその磁極間410と磁極間410とで切断してなる構造(図11に斜線で示した部分)を有している。
(1)全体構成
極異方性配向を有する円弧状磁石は、図2(a)〜図2(c)に示す成形装置を用いて磁場中で形成する。金型1は、対向する一対の磁場コイル10a,10b及びコイルコア11a,11bにより形成される平行磁場M中に配置される非磁性超硬合金からなるダイス20と、前記ダイス20に設けられた内弧壁31、外弧壁32及び2つの側壁33a,33bを有する断面円弧状のキャビティ30と、前記キャビティ30の外弧壁32側に、前記キャビティ30から離間して配置された中央強磁性体40と、前記キャビティ30の各側壁33a,33b側に、それぞれ前記キャビティ30から離間して、前記キャビティ30に対して対称に配置された一対の側部強磁性体50a,50bとを有する。前記キャビティ30は、円周方向中央における半径方向Dが前記平行磁場M方向と平行になるように配置されており、前記中央強磁性体40は、平面視で、前記平行磁場Mと垂直な方向の幅W1が、前記キャビティ30の、前記平行磁場Mと垂直な方向の幅W2よりも小さく(図4参照)、前記一対の側部強磁性体50a,50bは、前記一対の側部強磁性体50a,50bによって挟まれた領域S1内に前記キャビティ30が含まれるように、配置されている(図5(a)参照)。コイルコア11aと側部強磁性体50a,50bとは接触していても良い。
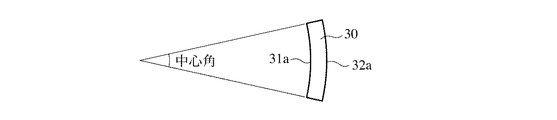
前記キャビティ30の形状は、前記キャビティ30を含む金型1によって成型された成型体を焼結してなる焼結体が、リング磁石の一部分を切り出した形状に近い形状になるように設定するのが好ましい。前記キャビティ30の断面形状において、前記キャビティ30の内弧壁31及び外弧壁32にそれぞれ対応する内弧及び外弧の各中心角及び中心点は、成形体の焼結時の変形を加味し、焼結後の形状が目的の形状となるように、本発明の範囲内で適宜設定される。前記キャビティ30の断面における前記内弧及び前記外弧の半径は、得られる円弧状磁石の使用目的に応じて設定することができる。円弧状磁石の使用目的や形状を考慮し、内弧に対して外弧の半径を大きく設定しても良く、また内弧に対して外弧の半径を小さく設定しても良い。図3(a)及び図3(b)は、円弧状磁石を形成するためのキャビティの断面の例を示す。図3(a)に示すキャビティは、断面における内弧31a及び外弧32aの中心角が同じでかつ各弧を形成する中心点が一致している例であり、図3(b)に示すキャビティは、断面における内弧31a及び外弧32aの中心角θ1 、及びθ 2 及び内弧31a及び外弧32aの中心点の位置が異なっている例である。
側部強磁性体50a,50b及び中央強磁性体40の形状は、前述のように磁界の方向を制御できるものであればどのようなものでも良いが、図2(a)に示すように、平面視で、四角形であるのが好ましく、矩形であるのがより好ましい。矩形とすることにより、側部強磁性体50a,50b及び中央強磁性体40の加工、並びにそれらを収める非磁性超硬合金ダイスの穴の加工が容易であり、強度的にも有利である。
(1)磁粉の準備
磁粉の粉砕は、粗粉砕と微粉砕とに分けて行うのが好ましい。粗粉砕は、スタンプミル、ジョークラッシャー、ブラウンミル、ディスクミル、水素粉砕等で行うのが好ましく、微粉砕は、ジェットミル、振動ミル、ボールミル等で行うのが好ましい。いずれも酸化を防ぐために、有機溶媒や不活性ガスを用いて非酸化雰囲気中で行うのが好ましい。粉砕粒度は2〜8μm(F.S.S.S.)が好ましい。2μm未満では磁粉の活性が高く酸化が激しく起こるため焼結時の変形が大であり、磁気特性も悪化する。8μm超では焼結後の結晶粒径が大きくなり容易に磁化反転が起こり、保磁力の低下を招く。
(2)成形
磁粉を配向させるためにキャビティ30に印加する平行磁場の強さは、好ましくは159 kA/m以上であり、より好ましくは239 kA/m以上である。配向磁場の強さが159 kA/m未満では、磁粉の配向が不十分であり良好な磁気特性が得られない。配向磁場の強さは前記磁場強度以上で得られる円弧状磁石の極異方性配向の状況を加味し手適宜決定する。成形圧力は0.5〜2 ton/cm2が望ましい。0.5 ton/cm2未満では成形体の強度が弱くなりこわれやすい、また2 ton/cm2超では磁粉の配向が乱れ、磁気特性が低下する。
焼結は、真空又はアルゴン雰囲気中で、1000〜1150℃で行うのが好ましい。1000℃未満では焼結不足により、必要とされる密度が得られず、磁気特性が低下する。1150℃超では過焼結により、変形や磁気特性の低下が発生する。
焼結の後、前記焼結体に熱処理を施すのが好ましい。熱処理は、後述の加工前に行っても良いし加工後に行っても良い。
公知の方法で、Nd:20.5質量%、Dy:6.2質量%、Pr:5.5質量%、B:1.0質量%、残部Fe及び不可避不純物からなる組成のNd-Fe-B磁性粉を製造した。得られた磁粉を、図2(a)〜図2(c)に示す金型のダイスに設けられた断面円弧状のキャビティ(半径50 mmの外弧、半径37 mmの内弧及び中心角25.7°)に供給した。側部強磁性体は、図7(a)に示す形状のものを用いた。前記金型に、前記キャビティの円周方向中央における半径方向と、磁場方向とが一致するように、239〜319 kA/mの強度の平行磁場をかけながら成形圧1 t/cm2で前記磁粉の成形を行った。得られた成形体を焼結、熱処理した後、外弧半径80 mm、内弧半径64 mm及び中心角25.7°の大きさに加工し、円弧状の焼結磁石を得た。
側部強磁性体を、図7(b)に示す形状に変更した以外は、実施例1と同様にして、円弧状の焼結磁石を得た。
焼結後に、磁石の表面磁束密度波形がさらに正弦波形に近くなるように、中央強磁性体、側部強磁性体、キャビティの配置を調節した以外は実施例1と同様にして円弧状の焼結磁石を作製した。
中央強磁性体及び側部強磁性体を全く設けない以外は、実施例1と同様にして、円弧状の焼結磁石を得た。
実施例1と同じ方法で作製した磁性粉を用いて、既存の極異方性配向を有するリング磁石を成形するための金型(外周14極、外径100 mm及び内径74 mm)で成形し、焼結及び熱処理を行った。焼結体は、外径80 mm及び内径64 mmに加工し、極異方性配向を有するリング磁石を得た。成形は、特開昭59-216453号に記載の方法で行った。
Claims (7)
- 対向する一対の磁場コイルにより形成される平行磁場中に配置される非磁性超硬合金からなるダイスと、
前記ダイスに設けられた内弧壁、外弧壁及び2つの側壁を有する断面円弧状のキャビティと、
前記キャビティの外弧壁側に、前記キャビティから離間して配置された平面視で矩形状の中央強磁性体と、
前記キャビティの各側壁側に、それぞれ前記キャビティから離間して、前記キャビティに対して対称に配置された一対の平面視で矩形状の側部強磁性体とを有する金型であって、
前記キャビティは、円周方向中央における半径方向が前記平行磁場方向と一致するように配置されており、
前記中央強磁性体は、平面視で、前記キャビティの円周方向中点を通る半径方向の線上に配置されており、前記線に対して対称な形状であり、前記平行磁場と垂直な方向の幅が、前記キャビティの、前記平行磁場と垂直な方向の幅よりも小さく、
前記一対の側部強磁性体は、前記一対の側部強磁性体によって挟まれた領域内に前記キャビティの内弧壁、外弧壁及び2つの側壁が含まれるように配置されていることを特徴とする極異方性配向を有する円弧状磁石を磁場中成形するための金型。 - 請求項1記載の金型において、前記中央強磁性体が、前記中央強磁性体の前記磁場方向中点を通り、前記磁場方向に垂直な面に対称な形状であり、前記面に対称に、もう一つのキャビティ及びもう一対の側部強磁性体が配置されていることを特徴とする金型。
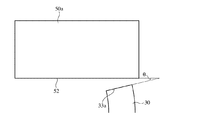
- 請求項1又は2に記載の金型において、前記キャビティの各側壁面と、前記各側壁に対向する前記各側部強磁性体の面とのなす角度が、0°より大きいことを特徴とする金型。
- 請求項1〜3のいずれかに記載の金型において、前記一対の側部強磁性体は、対向する面同士が平行となるように配置されていることを特徴とする金型。
- 極異方性配向を有する円弧状磁石を製造する方法であって、
対向する一対の磁場コイルにより形成される平行磁場中に配置される非磁性超硬合金からなるダイスと、
前記ダイスに設けられた内弧壁、外弧壁及び2つの側壁を有する断面円弧状のキャビティと、
前記キャビティの外弧壁側に、前記キャビティから離間して配置された平面視で矩形状の中央強磁性体と、
前記キャビティの各側壁側に、それぞれ前記キャビティから離間して、前記キャビティに対して対称に配置された一対の平面視で矩形状の側部強磁性体とを有し、
前記キャビティは、円周方向中央における半径方向が前記平行磁場方向と一致するように配置されており、
前記中央強磁性体は、平面視で、前記キャビティの円周方向中点を通る半径方向の線上に配置されており、前記線に対して対称な形状であり、前記平行磁場と垂直な方向の幅が、前記キャビティの、前記平行磁場と垂直な方向の幅よりも小さく、
前記一対の側部強磁性体は、前記一対の側部強磁性体によって挟まれた領域内に前記キャビティの内弧壁、外弧壁及び2つの側壁が含まれるように配置されている金型を使用し、前記キャビティに充填した磁粉に対して前記平行磁場をかけながら圧縮成形することを特徴とする方法。 - 請求項5に記載の金型において、前記一対の側部強磁性体は、対向する面同士が平行となるように配置されていることを特徴とする方法。
- 請求項5又は6に記載の方法において、前記磁粉が、実質的にR-TM-B(ただし、RはYを含む希土類元素の少なくとも1種、TMは遷移金属の少なくとも1種)からなることを特徴とする方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010293954 | 2010-12-28 | ||
| JP2010293954 | 2010-12-28 | ||
| JP2011166721 | 2011-07-29 | ||
| JP2011166721 | 2011-07-29 | ||
| PCT/JP2011/079737 WO2012090841A1 (ja) | 2010-12-28 | 2011-12-21 | 極異方性配向を有する円弧状磁石、その製造方法、及びそれを製造するための金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012090841A1 JPWO2012090841A1 (ja) | 2014-06-05 |
| JP5904124B2 true JP5904124B2 (ja) | 2016-04-13 |
Family
ID=46382947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012550894A Active JP5904124B2 (ja) | 2010-12-28 | 2011-12-21 | 極異方性配向を有する円弧状磁石、その製造方法、及びそれを製造するための金型 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9646751B2 (ja) |
| JP (1) | JP5904124B2 (ja) |
| CN (1) | CN103299381B (ja) |
| DE (1) | DE112011104619T5 (ja) |
| WO (1) | WO2012090841A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014202848A1 (de) * | 2014-02-17 | 2015-08-20 | Robert Bosch Gmbh | Spritzwerkzeug zur Herstellung eines Permanentmagneten |
| US9583244B2 (en) * | 2014-09-30 | 2017-02-28 | Nichia Corporation | Bonded magnet, bonded magnet component, and bonded magnet production method |
| JP6706487B2 (ja) | 2015-11-19 | 2020-06-10 | 日東電工株式会社 | 希土類永久磁石をもった回転子を備える回転電機 |
| US10773461B2 (en) * | 2016-05-23 | 2020-09-15 | Iain Grant Kirk McDonald | Magnetic plastic induction |
| JP6965609B2 (ja) * | 2016-07-15 | 2021-11-10 | 日立金属株式会社 | 焼結体、その製造方法、プレス装置および樹脂モールドリング |
| CN110783051B (zh) * | 2019-12-13 | 2024-11-15 | 烟台首钢磁性材料股份有限公司 | 辐射取向的烧结钕铁硼磁瓦片及制备方法、成型装置 |
| CN112017855B (zh) * | 2020-07-30 | 2025-02-28 | 烟台正海磁性材料股份有限公司 | 一种极异方性取向磁石及其制造方法和应用 |
| JP7751309B2 (ja) * | 2020-12-25 | 2025-10-08 | 有限会社 宮脇工房 | 極異方性磁石の製造方法、磁石集合体の製造方法、極異方性磁石、磁石集合体及び複合磁石集合体 |
| JP7655171B2 (ja) * | 2021-09-24 | 2025-04-02 | 株式会社プロテリアル | 粉末成形体取り出し装置および粉末プレスシステム |
| CN118969433A (zh) * | 2024-10-16 | 2024-11-15 | 宁波金鸡强磁股份有限公司 | 一种弧形取向的磁体及其应用 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05168201A (ja) * | 1991-12-11 | 1993-07-02 | Asmo Co Ltd | 回転電機用配向装置 |
| JP2005287181A (ja) * | 2004-03-30 | 2005-10-13 | Shin Etsu Chem Co Ltd | 永久磁石回転機、金型、磁場成形機及び永久磁石とその製造方法 |
| JP2006042414A (ja) * | 2004-07-22 | 2006-02-09 | Mitsubishi Electric Corp | ブラシレスモータ |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2629990C3 (de) | 1976-07-03 | 1981-01-15 | Magnetfabrik Bonn Gmbh Vorm. Gewerkschaft Windhorst, 5300 Bonn | Preßwerkzeug für anisotrope Dauermagnete |
| JPS59216453A (ja) | 1983-05-20 | 1984-12-06 | Hitachi Metals Ltd | 円筒状永久磁石の製造方法 |
| JPS628506A (ja) | 1985-07-05 | 1987-01-16 | Tohoku Metal Ind Ltd | 半径方向2極磁石及びその製造装置 |
| DE3850001T2 (de) * | 1987-08-19 | 1994-11-03 | Mitsubishi Materials Corp | Magnetisches Seltenerd-Eisen-Bor-Puder und sein Herstellungsverfahren. |
| US5204569A (en) * | 1990-02-07 | 1993-04-20 | Asmo Co., Ltd. | Anisotropic magnet for rotary electric machine |
| JP3012049B2 (ja) | 1991-10-30 | 2000-02-21 | 川崎製鉄株式会社 | 異方性セグメント型磁石 |
| US5273571A (en) * | 1992-12-21 | 1993-12-28 | Valenite Inc. | Nonmagnetic nickel tungsten cemented carbide compositions and articles made from the same |
| JP2002134314A (ja) | 2000-10-20 | 2002-05-10 | Toda Kogyo Corp | 異方性セグメント形状磁石及びその成形金型磁気回路装置 |
| JP2003017309A (ja) | 2001-03-30 | 2003-01-17 | Hitachi Metals Ltd | 焼結リング磁石およびその製造方法 |
| JP2003199274A (ja) | 2001-12-25 | 2003-07-11 | Hitachi Ltd | 回転子とその製造法及び回転機 |
| US6992553B2 (en) | 2002-06-18 | 2006-01-31 | Hitachi Metals, Ltd. | Magnetic-field molding apparatus |
| JP3997427B2 (ja) | 2002-06-18 | 2007-10-24 | 日立金属株式会社 | 極異方性リング磁石の製造に用いる磁場中成形装置 |
| KR100579914B1 (ko) * | 2003-08-13 | 2006-05-15 | 자화전자 주식회사 | 적층극이방복합자석의 제조방법 |
| JP4425682B2 (ja) | 2004-03-30 | 2010-03-03 | 信越化学工業株式会社 | 異方性磁石の製造に用いる金型、成形機、方法及び得られる磁石 |
| JP4508019B2 (ja) * | 2005-07-13 | 2010-07-21 | パナソニック株式会社 | 異方性ボンドシート磁石およびその製造装置 |
-
2011
- 2011-12-21 WO PCT/JP2011/079737 patent/WO2012090841A1/ja not_active Ceased
- 2011-12-21 JP JP2012550894A patent/JP5904124B2/ja active Active
- 2011-12-21 CN CN201180063068.9A patent/CN103299381B/zh active Active
- 2011-12-21 DE DE112011104619T patent/DE112011104619T5/de not_active Withdrawn
- 2011-12-21 US US13/976,254 patent/US9646751B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05168201A (ja) * | 1991-12-11 | 1993-07-02 | Asmo Co Ltd | 回転電機用配向装置 |
| JP2005287181A (ja) * | 2004-03-30 | 2005-10-13 | Shin Etsu Chem Co Ltd | 永久磁石回転機、金型、磁場成形機及び永久磁石とその製造方法 |
| JP2006042414A (ja) * | 2004-07-22 | 2006-02-09 | Mitsubishi Electric Corp | ブラシレスモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012090841A1 (ja) | 2014-06-05 |
| DE112011104619T5 (de) | 2013-10-02 |
| WO2012090841A1 (ja) | 2012-07-05 |
| US9646751B2 (en) | 2017-05-09 |
| US20130278367A1 (en) | 2013-10-24 |
| CN103299381B (zh) | 2016-01-20 |
| CN103299381A (zh) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5904124B2 (ja) | 極異方性配向を有する円弧状磁石、その製造方法、及びそれを製造するための金型 | |
| CN101689424B (zh) | R-tm-b系径向各向异性环状磁铁、该磁铁的制造方法、及用于制造该磁铁的模具、以及无刷电动机用转子 | |
| US7948135B2 (en) | Radial anisotropic sintered magnet and its production method, magnet rotor using sintered magnet, and motor using magnet rotor | |
| US20070171017A1 (en) | Radially anisotropic ring magnets and method of manufacture | |
| KR20070086385A (ko) | 모터용 회전자 및 그 제조 방법 | |
| JP2004120892A (ja) | リング磁石とその製造法及びそれを用いた回転子並びにモータ | |
| WO2005124800A1 (ja) | ラジアル異方性円筒焼結磁石及び永久磁石モータ用円筒多極磁石の製造方法 | |
| JP5089979B2 (ja) | ラジアル異方性円筒焼結磁石、その製造方法及び永久磁石モータ | |
| JP4890620B2 (ja) | 金型、磁場成形機及び永久磁石の製造方法 | |
| JP6384543B2 (ja) | 極異方性リング磁石、及びそれを用いた回転子 | |
| JP6712518B2 (ja) | 極異方磁石及びその製造方法、並びに、永久磁石型モータジェネレータ | |
| JP2004153867A (ja) | ラジアル異方性焼結磁石及びその製造方法並びに磁石ロータ及びモータ | |
| JP4471698B2 (ja) | 金型、永久磁石磁場成形機及び永久磁石の製造方法 | |
| JP3719782B2 (ja) | 表面多極異方性リング磁石の製造方法 | |
| JP2016158354A (ja) | 極異方性リング磁石、及びそれを用いた回転子 | |
| JP3809175B2 (ja) | 表面多極異方性リング磁石 | |
| WO2025253907A1 (ja) | 極異方性磁石およびその製造方法ならびに当該極異方性磁石を備える永久磁石同期モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160216 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160229 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5904124 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |