JP5818483B2 - Water-absorbing articles - Google Patents
Water-absorbing articles Download PDFInfo
- Publication number
- JP5818483B2 JP5818483B2 JP2011080894A JP2011080894A JP5818483B2 JP 5818483 B2 JP5818483 B2 JP 5818483B2 JP 2011080894 A JP2011080894 A JP 2011080894A JP 2011080894 A JP2011080894 A JP 2011080894A JP 5818483 B2 JP5818483 B2 JP 5818483B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer particles
- superabsorbent polymer
- layer sheet
- article
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/5323—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having absorbent material located in discrete regions, e.g. pockets
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/53051—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged
- A61F2013/530547—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged positioned in a separate layer or layers
- A61F2013/530554—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged positioned in a separate layer or layers and being fixed to a web
Description
この発明は、高吸水性ポリマー粒子を含む吸水性物品に関し、より詳しくは使い捨ておむつ等の体液吸収性着用物品における吸収体や使い捨てのワイプス等として使用するのに好適なパッド形態を有する吸水性物品に関する。 TECHNICAL FIELD The present invention relates to a water-absorbing article including highly water-absorbing polymer particles, and more specifically, a water-absorbing article having a pad shape suitable for use as an absorbent body or disposable wipes in a body fluid-absorbing wearing article such as a disposable diaper. About.
2枚のシート片のうちの少なくとも一方が透水性であるシート片どうしの間に高吸水性ポリマー粒子を介在させたパッド形態を有する吸水性物品は公知である。 A water-absorbent article having a pad configuration in which highly water-absorbing polymer particles are interposed between sheet pieces in which at least one of the two sheet pieces is water-permeable is known.
たとえば、特開平5−38350号公報(特許文献1)に記載の吸収性物品の一例である吸収シートは、シート状の吸収素材の上に粘着剤を塗布した後、この上に高吸水性ポリマー粒子を散布し、さらにその上にもう1枚のシート状の吸収素材を重ね合せてこれらを圧縮一体化することにより形成されている。 For example, an absorbent sheet which is an example of an absorbent article described in Japanese Patent Laid-Open No. 5-38350 (Patent Document 1) is obtained by applying a pressure-sensitive adhesive on a sheet-like absorbent material and then superabsorbing the superabsorbent polymer thereon. It is formed by dispersing particles, and further superposing another sheet-like absorbent material thereon and compressing and integrating them.
また、特許第3732320号公報(特許文献2)に記載の使い捨て着用物品では、透液性表面シートの下方に位置する透水性の中間シートと不透液性裏面シートとによって互いに並行して延びる複数の管状部が形成され、その管状部には高吸水性ポリマー粒子を5〜98重量%含む吸液材が収容されている。 Moreover, in the disposable wearing article described in Japanese Patent No. 3732320 (Patent Document 2), a plurality of water-permeable intermediate sheets and a liquid-impermeable back sheet that are positioned below the liquid-permeable surface sheet extend in parallel with each other. The tubular part is formed, and the tubular part contains a liquid-absorbing material containing 5 to 98% by weight of highly water-absorbing polymer particles.
さらにはまた、特開2009−131510号公報(特許文献3)に記載の吸収シートは、上面シートと下面シートとの間に高吸水性ポリマー粒子が収められているものであって、上面シートと下面シートとが接合している接合部に囲まれている非接合部では、上面シートと下面シートとによってポケットが形成され、そのポケットには高吸水性ポリマー粒子が収容されている。高吸水性ポリマー粒子は、そのポケットの内部において移動可能な状態にある。 Furthermore, the absorbent sheet described in Japanese Patent Application Laid-Open No. 2009-131510 (Patent Document 3) is one in which highly water-absorbing polymer particles are contained between the upper sheet and the lower sheet, In the non-joined part surrounded by the joined part where the lower sheet is joined, a pocket is formed by the upper sheet and the lower sheet, and the superabsorbent polymer particles are accommodated in the pocket. The superabsorbent polymer particles are movable within the pockets.
前記従来技術に使用される類の高吸水性ポリマー粒子は尿等の水分に対する可溶成分を含むことがある。その高吸水性ポリマー粒子が使い捨てのおむつ等における吸収体に使用されていると、排尿後における吸収体の表面は尿中に溶解したその可溶成分が滲出して粘着性を帯びて、ぬるぬるとした感触を与えることがある。おむつ等の着用者のなかには、肌がその表面に触れたときに、その感触を不快に思う場合がある。 The superabsorbent polymer particles of the kind used in the prior art may contain a soluble component in water such as urine. If the superabsorbent polymer particles are used in an absorbent body such as a disposable diaper, the surface of the absorbent body after urination becomes sticky due to leaching of soluble components dissolved in urine. May give a feeling of. Some wearers such as diapers may feel uncomfortable when the skin touches the surface.
そこで、この発明では、高吸水性ポリマー粒子の可溶成分に起因するこのような問題を軽減することが可能な吸水性物品の提供を課題にしている。 Accordingly, an object of the present invention is to provide a water-absorbing article that can alleviate such a problem caused by the soluble component of the highly water-absorbing polymer particles.
前記課題を解決するために、この発明が対象とするのは、重なり合う上層シート及び下層シートのうちの少なくとも前記上層シートが透水性であり、前記上下層シートの対向面の間に高吸水性ポリマー粒子を介在させた吸水性物品である。 In order to solve the above-described problems, the present invention is directed to at least the upper layer sheet of the upper layer sheet and the lower layer sheet that overlap each other , and the super absorbent polymer between the opposing surfaces of the upper and lower layer sheets. It is a water-absorbent article with particles interposed.
この発明が特徴とするところは、前記高吸水性ポリマー粒子は、0.9%生理食塩水に浸漬して測定される可溶成分含有率が前記高吸水性ポリマー粒子の質量の15%を超えることがないものであり、前記物品には、前記対向面の間に前記高吸水性ポリマー粒子の所要量が介在する複数の第1領域と、複数の前記第1領域それぞれを囲み前記所要量の介在を可能ならしめるように前記上下層シートが互いに接合している第2領域とが形成されており、
前記上層シートは、互いに重なり合う第1上層シート及び第2上層シートを含み、前記第1及び第2上層シートは、前記第1領域において互いに接合されており、隣り合う前記第1領域の間に位置する、前記第2領域の中間部において互いに非接合であることにある。
The present invention is characterized in that the superabsorbent polymer particles have a soluble component content of more than 15% of the mass of the superabsorbent polymer particles measured by immersing in 0.9% physiological saline. And the article includes a plurality of first regions in which the required amount of the superabsorbent polymer particles are interposed between the opposing surfaces, and each of the plurality of the first regions surrounds each of the required amounts. A second region in which the upper and lower layer sheets are joined to each other so as to allow interposition,
The upper layer sheet includes a first upper layer sheet and a second upper layer sheet that overlap each other, and the first and second upper layer sheets are joined to each other in the first region, and are positioned between the adjacent first regions. The intermediate portion of the second region is not joined to each other .
この発明の実施態様の一つにおいて、前記高吸水性ポリマー粒子は、前記高吸水性ポリマー粒子の保水倍率に相当する0.9%生理食塩水を吸収させたときの前記可溶成分の滲出量が80mgを超えることのないものである。 In one embodiment of the present invention, the superabsorbent polymer particles have an amount of the soluble component exuded when 0.9% physiological saline corresponding to the water retention ratio of the superabsorbent polymer particles is absorbed. Does not exceed 80 mg.
この発明の実施態様の一つにおいて、前記高吸水性ポリマー粒子は、少なくとも一部分が前記上下層シートの前記対向面の一方にホットメルト接着剤を介して接合している。 In one embodiment of the invention, the superabsorbent polymer particles, at least a portion is bonded with a hot melt adhesive to one of the opposing surfaces of the upper and lower layer sheets.
この発明の実施態様の一つにおいて、可溶成分含有率が15%を超えることなく、かつ前記高吸水性ポリマー粒子に比して吸水速度の遅い第2の高吸水性ポリマー粒子をさらに含み、前記第1接合域において、前記第2の高吸水性ポリマー粒子は、前記上層シート側に位置し、前記高吸水性ポリマー粒子は、前記下層シート側に位置する。 In one embodiment of the present invention, the composition further comprises second superabsorbent polymer particles having a soluble component content of not exceeding 15% and a slow water absorption rate compared to the superabsorbent polymer particles, In the first joining region, the second superabsorbent polymer particles are located on the upper sheet side, and the superabsorbent polymer particles are located on the lower sheet side.
この発明の実施態様の一つにおいて、前記高吸水性ポリマー粒子は、0.9%生理食塩水を吸収させたときの保水倍率が10〜50g/gの範囲にある。 In one embodiment of the present invention, the superabsorbent polymer particles have a water retention ratio in the range of 10 to 50 g / g when 0.9% physiological saline is absorbed.
この発明の実施態様の一つにおいて、前記高吸水性ポリマー粒子は、0.9生理食塩水を吸収させたときの加圧下吸水倍率が少なくとも15g/gである。 In one embodiment of the present invention, the superabsorbent polymer particles have a water absorption capacity under pressure of at least 15 g / g when 0.9 physiological saline is absorbed.
この発明の実施態様の一つにおいて、前記高吸水性ポリマー粒子は、0.9%生理食塩水を吸収させたときの吸水速度が1〜50秒の範囲にある。 In one embodiment of the present invention, the superabsorbent polymer particles have a water absorption rate in the range of 1 to 50 seconds when 0.9% physiological saline is absorbed.
この発明の実施態様の一つにおいて、前記上下層シートのうちの少なくとも一方のシートが、熱可塑性合成繊維の不織布および熱可塑性合成樹脂の開孔フィルムのいずれかで形成され、前記一方のシートは、その通気抵抗値が0.40〜0.04KPa*s/mの範囲にある。ただし、sはsecond、mはmeterを意味する。 In one embodiment of the present invention, at least one of the upper and lower layer sheets is formed of either a nonwoven fabric of thermoplastic synthetic fibers or an apertured film of thermoplastic synthetic resin, and the one sheet is The ventilation resistance value is in the range of 0.40 to 0.04 KPa * s / m. However, s means second and m means meter.
この発明の実施態様の一つにおいて、前記対向面の一方には、前記高吸水性ポリマー粒子が30〜300g/m2の割合で接合している。 In one embodiment of the present invention, the superabsorbent polymer particles are bonded to one of the opposing surfaces at a rate of 30 to 300 g / m 2 .
この発明に係る吸水性物品では、重なり合う2枚のシート片の対向面間に介在する高吸水性ポリマー粒子について、0.9%生理用食塩水に浸漬して測定される可溶成分の含有率が高吸水性ポリマー粒子の質量の15%を超えることにないものを使用していることによって、この吸水性物品が吸水したときに吸水性物品の表面に可溶成分が滲出する量を低く抑えることができる。そのことによって、吸水性物品の表面が粘着性を帯びてその表面に触れた肌に不快感を与えるという問題を解消することができる。 In the water-absorbent article according to the present invention, the content of the soluble component measured by immersing in a 0.9% physiological saline solution with respect to the highly water-absorbent polymer particles interposed between the opposing surfaces of the two overlapping sheet pieces. Is used so that it does not exceed 15% of the mass of the superabsorbent polymer particles, so that the amount of the soluble component leached on the surface of the superabsorbent article when the absorbent article absorbs water is kept low. be able to. Thereby, the problem that the surface of the water-absorbent article is sticky and gives unpleasant feeling to the skin touching the surface can be solved.
添付の図面を参照して、この発明に係るパッド形態を有する吸水性物品の詳細を説明すると、以下のとおりである。 The details of the water-absorbent article having the pad configuration according to the present invention will be described with reference to the accompanying drawings.
図1,2において、図1はパッド形態を有する吸水性物品1の部分破断平面図であり、図2は図1のII−II線切断面を示す図であって、双頭矢印A,B,Cのそれぞれは互いに直交する縦方向と横方向と厚さ方向とを示している。これらの図において、物品1は透水性である上層シート2と、透水性または難透水性または不透水性のいずれかである下層シート3と、高吸水性ポリマー粒子4とを含んでいる。高吸水性ポリマー4としては、たとえば、ポリアクリル酸ナトリウム系のものの如く水不溶性かつ自重の10倍以上の吸水量を有する当業者には周知の種々のポリマーのうちで、後記可溶成分含有率が自重の15%を超えることのないもの、より好ましくは自重の13%を超えることのないものを使用することができる。物品1はまた、上層シート2と下層シート3とが離間していて高吸水性ポリマー粒子4が下層シート3の内面3aに接合している複数の第1接合域6と、上層シート2と下層シート3とが接合している第2接合域7とを含んでいる。下層シート3が透水性であるとは、下層シート3が上層シート2と同様に水を容易に透過させることができることを意味し、下層シート3が難透水性であるとは、上層シート2との対比において下層シート3が上層シート2ほどには水を透過させない状態にあることを意味し、下層シート層3が不透水性であるとは、上層シート2との対比において下層シート3が水を実質的に透過させない状態にあることを意味している。物品1の用途や使用状態、製造方法等に応じて、下層シート3には透水性のもの、難透水性のもの、不透水性のもののいずれかが採用される。なお、図2においては、後記高吸水性ポリマー粒子4の存在を明示するために、高吸水性ポリマー粒子4の径の大きさが誇張して示されている。
1 and 2, FIG. 1 is a partially broken plan view of a water absorbent article 1 having a pad shape, and FIG. 2 is a diagram showing a cross-sectional view taken along the line II-II of FIG. Each of C shows the vertical direction, the horizontal direction, and the thickness direction which are orthogonal to each other. In these drawings, the article 1 includes an
図1において、第1接合域6は、第2接合域7によって囲まれていて、吸水性材料としての高吸水性ポリマー粒子4を含むことによって吸水域を形成している。すなわち、第1接合域6は、高吸水性ポリマー粒子4が下層シート3の内面3aの単位面積当たりについて所要質量含まれる高吸水性ポリマー粒子4の存在域である。その第1接合域6では、下層シート3の全体に一様に塗布されているポリマー粒子固定用ホットメルト接着剤11を介して高吸水性ポリマー粒子4が30〜300g/m2、より好ましくは40〜280g/m2の割合で下層シート3に接合している。ただし、第1接合域6は、下層シート3に接合していない高吸水性ポリマー粒子を含むことができる域でもあって、第1接合域6が下層シート3と上層シート2との間に含むことのできる高吸水性ポリマー粒子4の総量の上限は400g/m2である。第1接合域6では、下層シート3の内面3aとその内面3aの対向面である上層シート2の内面2aとが接合していないことが好ましいのであるが、物品1の製造工程(図3,4参照)においては、意図していないにもかかわらずごく小さな面積で下層シート3に対して上層シート2が接合するということがある。
In FIG. 1, the
第2接合域7は、第1接合域6に含まれる高吸水性ポリマー粒子4がポリマー粒子固定用ホットメルト接着剤11に接合しておらず自由に動き得る状態にあるときに、その高吸水性ポリマー粒子4が第1接合域6から抜け出ることを防ぐための域、すなわち、第1接合域6の周囲をシールするための域であって、吸水性材料を含むことがないか、または吸水性材料で形成されている場合の上層シート2や下層シート3、および物品1の製造工程において意図していないにもかかわらず混入する最大20g/m2の高吸水性ポリマー粒子4を除いて吸水性材料を含むことのない実質的な非吸水域を形成している域でもあって、これを、この発明では、高吸水性ポリマー粒子4が下層シート3の単位面積当たりについて所要質量含まれることのない高吸水性ポリマー粒子4の不存在域という。すなわち、第2接合域7は、高吸水性ポリマー粒子4を含むことがあっても、下層シート3の単位面積当たりについてみると、その高吸水性ポリマー粒子4の単位面積当たりの質量(g/m2)が第1接合域6が含む高吸水性ポリマー粒子4の単位面積当たりの質量(g/m2)よりも少ない域である。その第2接合域7では、上層シート2と下層シート3とがシール用ホットメルト接着剤12を介して接合している。ただし、物品1は、そのように接合している上層シート2と下層シート3とをさらに溶着させることによって、両シート2,3の剥離強度を向上させることもできる。いずれにせよ、第2接合域7において上層シート2と下層シート3とは物品1の使用中においても剥離することがない状態にある。なお、図2に例示の物品1では、第2接合域7において重なり合うように塗布されているポリマー粒子固定用ホットメルト接着剤11と後記の第2ホットメルト接着剤102(図3,4参照)とがシール用ホットメルト接着剤12を形成しており、そのシール用ホットメルト接着剤12を介して上層シート2と下層シート3とが接合している。物品1におけるこれらのホットメルト接着剤には、この種物品における慣用のものを使用することができる。
The
図示例の物品1は、縦方向Aに長くなるように作られている。その縦方向Aには参照符号6a〜6hで示されている8区画の第1接合域6、すなわち吸水域が並んでいる。第1接合域6a〜6hのそれぞれは、その平面形状を画成している周辺61を有する。縦方向Aにおいて隣り合う第1接合域6どうしの周辺61には、縦方向Aにおいて向かい合い、横方向Bへ延びる対辺部分62が含まれている。たとえば図1において隣り合う第1接合域6aと6bとの周辺61には、縦方向Aにおいて互いに向かい合い、横方向Bへ延びる対辺部分62が参照符号62aと62bとによって示されている。
The article 1 in the illustrated example is made to be long in the longitudinal direction A. In the longitudinal direction A, eight sections of the first joining
その物品1では、第2接合域7が物品1の両側にあって縦方向Aへ延びる側縁部7aと、物品1の両端にあって横方向Bへ延びる両端縁部7bと、縦方向Aにおいて隣り合う第1接合域6どうしの間にあって横方向Bへ延びる中間部7cとを有している。中間部7cは、図2において明らかなように、隣り合う第1接合域6どうしの間に形成された溝と呼ぶことができる部分であって、縦方向Aにおける寸法Wは、その溝の幅である。
In the article 1, the second joining
このような物品1を、たとえば使い捨ておむつの吸収体や失禁患者用パンツの吸尿パッドとして使用するときには、物品1の縦方向Aをおむつの前後方向に一致させ、縦方向Aの中央部がおむつの股下域に来るように配置する。上層シート2は透水性シート片によって形成して、おむつ着用者の肌に向ける。
When such an article 1 is used as, for example, an absorbent body of a disposable diaper or a urine absorbing pad of an incontinence patient's pants, the longitudinal direction A of the article 1 is made to coincide with the front-rear direction of the diaper, and the central portion of the longitudinal direction A is a diaper. Arrange to come to the inseam area. The
そのおむつでは、物品1を使用することによって、様々な作用効果を得る可能性が向上する。たとえば、着用者の排泄する尿が、第1接合域6における上層シート2を透過して高吸水性ポリマー粒子4に吸収され、流動することがないようになる。そのおむつにおいてはまた、難透水性または不透水性シート片によって形成した下層シート3に高吸水性ポリマー粒子4を固定することによって、着用者の姿勢がさまざまに変化しても、着用者の股部における高吸水性ポリマー粒子4の分布状態が常に一定しており、第1接合域6の内部で偏りを生じることがない。それゆえ物品1では、上層シート2の広い範囲において尿を透過させかつ第1接合域6の広い範囲において吸収することができる。また、第1接合域6の内部で高吸水性ポリマー粒子4の分布に偏りが生じて物品1が厚さの一様なものでなくなることによって、物品1が着用者の肌を局部的に圧迫するということもない。第1接合域6においては、ポリマー粒子固定用ホットメルト接着剤11が下層シート3に塗布されていて上層シート2には塗布されていないので、ポリマー粒子固定用ホットメルト接着剤11が上層シート2の透水性の妨げになるということがない。下層シート3に固定されている高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11が塗布されている下層シート3に対して上層シート2が接近し、接合することを妨げて、下層シート3に上層シート2が接合することによって物品1が可撓性の乏しいものになるということを防いでいる。おむつの股下域に配置するときの物品1では、図示例の如く互いに並行している複数条の中間部7cが物品1の縦方向Aにおける湾曲が容易となるように作用する。このように作用する中間部7cの幅Wは、2〜15mmであることが好ましい。
In the diaper, the possibility of obtaining various functions and effects is improved by using the article 1. For example, urine excreted by the wearer permeates through the
おむつに使用するときの物品1の一例において、上層シート2には、熱可塑性合成繊維で形成されて親水化処理されている透水性の不織布のシート片、たとえばポリプロピレン繊維によって形成されたSMS不織布(スパンボンド−メルトブローン−スパンボンド不織布)のシート片を親水化処理した状態で使用することができる。そのSMS不織布の一例には、4〜5g/m2の割合の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の割合の質量を有するメルトブローン不織布を介在させた単位面積当たりの質量が10〜12g/m2である不織布がある。上層シート2にはまた、親水化処理されたスパンボンド不織布と親水化処理されたSMS不織布との積層体(図5参照)の如き二層構造を有する積層体を使用することもできる。上層シート2にはまた、透水性の不織布に代えて透水性の開孔プラスチックフィルムを使用することもできる。
In an example of the article 1 when used for a diaper, the
下層シート3には、疎水性の熱可塑性合成繊維で形成されていて難透水性または不透水性である不織布のシート片を使用可能である。たとえば、ポリプロピレン繊維で形成された4〜6g/m2の割合の質量を有するスパンボンド不織布どうしの間に0.5〜2g/m2の割合の質量を有するメルトブローン不織布を介在させた単位面積当たりの質量が10〜13g/m2である難透水性のSMS不織布のシート片を使用することができる。下層シート3にはまた、厚さが0.01〜0.03mmのポリエチレンフィルム等のプラスチックフィルムで形成された不透水性のシート片や不透水性のプラスチックフィルムと熱可塑性合成繊維で形成された透水性または難透水性の不織布との積層体である不透水性のシート片の使用が可能である。その積層体では、不織布が物品1の内側となり、不透水性のプラスチックフィルムが物品1の外側となるようにして、高吸水性ポリマー粒子4を不織布に対して接合し、不織布における繊維間隙からの体液の漏れをプラスチックフィルムによって止めることが好ましい(図5参照)。
The
高吸水性ポリマー粒子4には、後記可溶成分含有率の測定方法に基づいて測定される可溶成分含有率が15%を超えることのないもの、より好ましくは13%を超えることのないものが使用されている。高吸水性ポリマー粒子4は、尿等の水分に接触しているときに、その水分に対する可溶成分が水分とともに物品1における上層シート2の表面に滲出して、その表面を粘着性を帯びたぬるぬるとした感触の表面に変えてしまうことがある。物品1が使用されているおむつの着用者は、そのような表面に肌が触れたときに強い不快感を覚えることがある。それゆえ、物品1では、高吸水性ポリマー粒子4における可溶成分含有率を規制することによって、物品1において排泄された尿に対して溶出する成分の量を低く抑え、上層シート2の表面が粘着性を帯びたものになることを防いでいる。
In the
高吸水性ポリマー粒子4はまた、後記する方法によって測定される保水倍率が10〜50g/gの範囲にあるものであることが好ましい。保水倍率が10g/g未満の高吸水性ポリマー粒子は、それを物品1に使用して物品1に必要な吸水量を保障しようとすると、単位面積当たりについての高吸水性ポリマー粒子の使用量が多くなることに伴って、第1接合域6で接合しておくことのできない粒子が多くなりすぎる。そうした物品1では、それに固有の作用・効果を発揮することが難しくなったり、着用感の悪いものになったりすることがある。また、保水倍率が50g/gを越えるものは、吸収した大量の水分によってゲル強度が低下し、外部圧力が作用したときに粒子が吸収したはずの水分を容易に放出するということになりかねない。
The
ただし、高吸水性ポリマー粒子4は、それが物品1において使用される場合、物品1に作用する外部圧力の下においても、尿等の水分を多く吸収できることが好ましい。それゆえ、高吸水性ポリマー粒子4には、後記する測定方法に基づいた加圧下吸水倍率が少なくとも15g/gであるものが使用される。
However, when the
高吸水性ポリマー粒子4はさらにまた、JIS K 7224に規定のVORTEX法による吸水速度が1〜50秒の範囲にあるものを使用することが好ましい。吸水速度が50秒を越えるような高吸水性ポリマー粒子4を使用した物品1では、上層シート2を透過してはいるが、未だ高吸水性ポリマー粒子4に吸収されていない水分の逆流現象が生じ易い。
Further, it is preferable to use the
物品1の具体例において、VORTEX法による吸水速度が約30秒である高吸水性ポリマー粒子4を400g/m2を上限として使用することができる。ただし、高吸水性ポリマー粒子4の使用量は、第1接合域6の区画の広さや物品1の使用形態を考慮して調整することが好ましい。
In the specific example of the article 1, the
ポリマー粒子固定用ホットメルト接着剤11は、高吸水性ポリマー粒子4を下層シート3に固定するために第1接合域6における下層シート3に対して塗布されるものであるが、第2接合域7における下層シート3に対しても塗布されることがある。たとえば図2において、ポリマー粒子固定用ホットメルト接着剤11は下層シート3の内面3aの全体に一様に分布するように1〜12g/m2の割合で塗布されている。第1接合域6における下層シート3に固定される高吸水性ポリマー粒子4は、ポリマー粒子固定用ホットメルト接着剤11によって表面の全体が被覆されることのないように、ポリマー粒子固定用ホットメルト接着剤11は単位面積当たりの塗布量を極力少なくすることが好ましい。ポリマー粒子固定用ホットメルト接着剤11はまた、下層シート3に対してドット状やビード状の如く間欠的に分布するように塗布することもできれば、第1接合域6の全体を連続的に被覆するように塗布することもできる。ただし、いずれの場合においても高吸水性ポリマー粒子4の表面は、下層シート3の内面3aと向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われて内面3aに接合する一方、上層シート2の内面2a(図2参照)と向かい合う部分がポリマー粒子固定用ホットメルト接着剤11に覆われることなく、尿を速やかに吸収できる状態にあることが好ましい。
The hot melt adhesive 11 for fixing polymer particles is applied to the
シール用ホットメルト接着剤12は、第2接合域7に位置する下層シート3に塗布されたポリマー粒子固定用ホットメルト接着剤11に対して後記図4における第2ホットメルト接着剤102を追加的に5〜30g/m2の割合で塗布することにより形成されている。このようにして第1接合域6と第2接合域7とにおけるホットメルト接着剤の塗布量を調整することによって、第1接合域6では、ポリマー粒子固定用ホットメルト接着剤11が高吸水性ポリマー粒子4それぞれの表面を広く被覆して高吸水性ポリマー粒子4の吸水量や吸水速度に影響を与えるということを避ける一方、第2接合域7では、ポリマー粒子固定用ホットメルト接着剤11だけでは接着剤の塗布量が少なくて上層シート2と下層シート3との剥離を確実に防ぐことができないという場合に、シール用ホットメルト接着剤12によって剥離を防ぐことができる。第2接合域7ではまた、下層シート3に固定されていない高吸水性ポリマー粒子4が第1接合域6に存在している場合に、その高吸水性ポリマー粒子4が第1接合域6から第2接合域7へ移動することを防ぐことができるよう、好ましくは第1接合域6の周縁に沿って連続した状態で、または実質的に連続した状態で塗布されているシール用ホットメルト接着剤12を介して上層シート2と下層シート3とを接合することが好ましい。このように使用されるポリマー粒子固定用ホットメルト接着剤11とシール用ホットメルト接着剤12とには、同一のものまたは互いによく接着するものを使用することができる。また、第2接合域7に塗布したポリマー粒子固定用接着剤11だけでシール用ホットメルト接着剤12としての機能を果たすことができる場合には、図4における第2ホットメルト接着剤102が不要になる。この場合には、ポリマー粒子固定用ホットメルト接着剤11の単位面積当たりの塗布量が、第1接合域6と第2接合域7とにおいて同じになることがある。
The hot-
下層シート3として、不織布ではなくてプラスチックフィルムを使用することも可能ではあるが、プラスチックフィルムを使用すると、高吸水性ポリマー粒子4をそのプラスチックフィルムに接合するためにポリマー粒子固定用ホットメルト接着剤11の塗布量を多くしなければならないという場合がある。そのような場合には、ポリマー粒子固定用ホットメルト接着剤11によって高吸水性ポリマー粒子4の表面を広く被覆することになり易い。
Although it is possible to use a plastic film instead of a non-woven fabric as the
おむつに使用するときの物品1における第1接合域6の縦方向Aと横方向Bとの寸法のそれぞれは、すなわち図1における一区画の縦方向Aと横方向Bとの寸法それぞれは、おむつの大きさに応じて適宜の値に設定することができるのであるが、一例として25〜100mmと150〜250mmの範囲に設定することが可能で、そのような寸法であるときの第1接合域6の区画数は5〜15であることが好ましい。第2接合域7の側縁部7aと端縁部7bとの幅は、5〜30mmであることが好ましい。
Each of the dimensions of the first joining
図3,4は、物品1を連続的に製造するときの工程図の一例と、その工程図におけるサクションドラム130の部分拡大図である。図3において、図の右方からは上層シート2の連続体である第1ウエブ131がサクションドラム130の周面135に向かって供給される。案内ロール141による押圧作用と周面135からサクションドラム130の内側に向かって働くサクションの作用とによって周面135に密着している第1ウエブ131には、サクションドラム130の上方にセットされたポリマー粒子供給装置136から高吸水性ポリマー粒子4が供給される。
3 and 4 are an example of a process diagram when the article 1 is continuously manufactured, and a partial enlarged view of the
図の左方からは、下層シート3の連続体である第2ウエブ132が案内ロール142を介してサクションドラム130の周面135に連続的に供給される。その第2ウエブ132の片面には、サクションドラム130の上流側に設けられた第1コータ121によって第1ホットメルト接着剤101が塗布される。続いて、第1コータ121の下流側に設けられた第2コータ122によって、既に塗布されている第1ホットメルト接着剤101の一部分の上に、第2ホットメルト接着剤102が塗布される。
From the left side of the figure, the
高吸水性ポリマー粒子4が供給された第1ウエブ131と、第1,第2ホットメルト接着剤101,102が塗布されている第2ウエブ132とは、サクションドラム130の周面135の上において合流し、第1ホットメルト接着剤101と第2ホットメルト接着剤102とを介して接合し、複合体137を形成する。複合体137は、カッタ138によって間欠的に切断されて、個別の物品1となる。第1ホットメルト接着剤101は、物品1におけるポリマー粒子固定用ホットメルト接着剤11となるものであるが、第2ホットメルト接着剤102と重なるものはその第2ホットメルト接着剤102と一体になって物品1におけるシール用ホットメルト接着剤12を形成する。複合体137を形成する工程の詳細は、図4に記載のとおりである。
The
図4は、第1ウエブ131と第2ウエブ132とが合流して複合体137を形成するときの状態を示し、サクションドラム130が断面図で示してある。サクションドラム130の周面135には、複数の凹部141が周方向へ並ぶように形成されている。その凹部141の一つずつの平面形状は、図1において縦方向Aに並ぶ第1接合域6の一区画ずつの平面形状に対応している。凹部141の深さは、ポリマー供給装置136から間欠的に供給される高吸水性ポリマー粒子4の一回分の供給量を収容できる程度に設定されている。その凹部141では、サクションドラム130の内側に向かってのサクションが作用し、周面135に載せられた第1ウエブ131が凹部141に倣うように変形している。第1ウエブ131のうちの変形している部分には、ポリマー粒子供給装置136から凹部141に向かって供給された高吸水性ポリマー粒子4が収容されている。周面135のうちで隣り合う凹部141と141との間に隆起部となって位置する周面部分135aでは、第1ウエブ131と第2ウエブ132とが合流し、これら両ウエブ131,132が第1プレスロール143を通過するときには、周面部分135aと第1プレスロール143とによって押圧されて接合し、複合体137が形成される。その複合体137は、機械方向MDへ進んでサクションドラム130から離れた後に、一対の第2プレスロール144によって押圧されて高吸水性ポリマー粒子4と第1ホットメルト接着剤101とが確実に接触し、高吸水性ポリマー粒子4が第1ホットメルト接着剤101を介して第2ウエブ132に固定される。なお、図3において、複合体137は水平な矢印で示されている機械方向MDに対して傾斜した状態で一対の第2プレスロール144の間に進入しているが、サクションドラム130から離れた複合体137は、ほぼ水平な状態で第2プレスロール144の間に進入して、高吸水性ポリマー粒子4が第1ウエブ131と第2ウエブ132との間において水平に近い状態で分散できることがより好ましい。
FIG. 4 shows a state in which the
このようにして形成される物品1では、第1ホットメルト接着剤101を第1接合域6と第2接合域7とのそれぞれに対して、縦方向Aにも横方向Bにも一様に分布するように間欠的に塗布された状態にすることができるのであるが、縦方向Aと横方向Bとのうちの少なくとも一方に対して連続的に塗布された状態にすることもできる。それゆえ、第1ホットメルト接着剤101を塗布するための第1コータ121の機種の選定には格別の規定がなく、第2ホットメルト接着剤102についても同様である。ただし、物品1では、第1接合域6におけるポリマー粒子固定用ホットメルト接着剤11と第2接合域7におけるシール用ホットメルト接着剤12との間においては、両ホットメルト接着剤11,12が連続する態様にあるか、連続する態様ではなくても互いの離間距離が5mmを越えることがない程度に接近した態様にあることが好ましい。ポリマー粒子固定用ホットメルト接着剤11がそのように塗布されて第1接合域6の隅々にまで行き渡るようになると、高吸水性ポリマー粒子4もまた第1接合域6の隅々にまで行き渡るようになる。たとえば、高吸水性ポリマー粒子4を第1接合域6の対辺部分62のすぐ内側においてその対辺部分62に沿うように分布させることができる。高吸水性ポリマー粒子4は、第1接合域6において下層シート3の内面3a(図2参照)のほぼ全体を覆うように分布することが好ましく、そのように分布する高吸水性ポリマー粒子4は、第1接合域6において、上層シート2と下層シート3とがポリマー粒子固定用ホットメルト接着剤11を介して接合することを防ぐことができる。
In the article 1 thus formed, the first hot melt adhesive 101 is uniformly applied in both the longitudinal direction A and the lateral direction B with respect to each of the first joining
物品1ではまた、第1接合域6における高吸水性ポリマー粒子4の全量が下層シート3の内面3aに接合して固定されていることが好ましいが、下層シート3に接合していない高吸水性ポリマー粒子4が下層シート3と上層シート2との間を動き得る状態で第1接合域6に混在していてもこの発明を実施することが可能である。高吸水性ポリマー粒子4をこのような状態で第1接合域6に収容しておくために、不織布で形成されている場合の上層シート2と下層シート3とは、高吸水性ポリマー粒子4が不織布における繊維間隙に容易に進入したり、繊維間隙を容易に通過したりすることのできないものであることが好ましい。そのような不織布を選ぶには、不織布の上に高吸水性ポリマー粒子4を散布した状態で振動を与え、粒子4がその不織布における繊維間隙に進入することのないことを目視によって確認すればよい。ただし、このようにして不織布を選ぶことに代えて、通気抵抗値が0.40〜0.04KPa*s/m、より好ましくは0.30〜0.05KPa*s/mの範囲にある不織布を選んで使用してもよい。ここで、sはsecond、mはmeterを意味している。不織布は、通気抵抗値が高くなるほど不織布を形成している繊維どうしの間隙が小さくなる傾向にある。不織布を選ぶときの指標となる通気抵抗値は、(株)カトーテック製のKES−FB 通気性試験機を使用して測定される値である。
In the article 1, it is also preferable that the total amount of the
物品1ではさらにはまた、物品1の形状や第1接合域6の形状、第1接合域6が形成する区画の数に格別の制限はなく、図示例におけるこれらの形状や数に適宜の変更を加えることが可能である。たとえば、図1の物品1において第1接合域6を横方向Bにおいて二分割したり三分割したりすることができるように、第2接合域7の形状を変更することができる。
Further, in the article 1, the shape of the article 1, the shape of the
さらに、物品1では、第1接合域6において、高吸水性ポリマー粒子4とは吸水速度の異なる第2の高吸水性ポリマー粒子(図示せず)を混在させることができる。たとえば、下層シート3に接合している高吸水性ポリマー粒子4にはVORTEX法による吸水速度AS1が3秒のものを使用し、第2の高吸水性ポリマー粒子にはVORTEX法による吸水速度AS2が30秒のものを使用して、第2の高吸水性ポリマー粒子を第1接合域6における上層シート2に対して第2のポリマー粒子固定用ホットメルト接着剤(図示せず)を介して接合したり、上層シート2にも下層シート3にも接合することなく自由に動き得る状態で第1接合域6に混在させたりしておくこともできる。このようにして、速い吸水速度AS1を有する高吸水性ポリマー粒子4が下層シート3の近くにあり、遅い吸水速度AS2を有する第2の高吸水性ポリマー粒子が上層シート2の近くにあって、その上層シート2が肌に当接するようにして物品1を使用すると、おむつ着用の初期に排泄される尿は、第2の高吸水性ポリマー粒子がその尿を吸収してゲルブロックを形成するということが生じる前に、その尿の大部分をおむつ着用者の肌から遠く離れている高吸水性ポリマー粒子4で吸収してその尿を肌から遠ざけ、その後に排泄された尿を肌の近くにある第2の高吸水性ポリマー粒子で吸収することができて、初期の尿によっておむつ着用者に強い湿潤感を与えるということを防ぐことができる。ただし、第1接合域6が含む高吸水性ポリマー粒子の質量は、高吸水性ポリマー粒子4と第2の高吸水性ポリマー粒子とを合わせて400g/m2を越えることのない質量であることが好ましい。第2の高吸水性ポリマー粒子にもまた、可溶成分含有率が15%を超えることのないものが使用される。第2の高吸水性ポリマー粒子はさらにまた、保水倍率が10〜50g/gの範囲にあり、加圧下吸水倍率が少なくとも15g/gであり、吸水速度が1〜50秒の範囲にあるものが使用される。
Furthermore, in the article 1, in the first joining
図5は、実施態様の一例を示す図1と同様な図である。図5の物品1では、上層シート2が互いに重なり合う第1上層シート21と第2上層シート22とによって形成され、下層シート3が互いに重なり合う第1下層シート31と第2下層シート32とによって形成されている。第1上層シート21は、物品1において第1下層シート31と協働して高吸水性ポリマー粒子4を被覆し保持するために使用されているもので、その一例には、図1における上層シート2と同様なもので、親水化処理された熱可塑性合成繊維で形成されていて、単位面積当たりの質量が10〜12g/m2である透水性の不織布がある。第1上層シート21には、図1の上層シート2と同様に、第1接合域6と第2接合域7とが形成されている。第2上層シート22は、物品1が使い捨てのおむつ等に使用されるときに、第1上層シート21を被覆保護するためのもので、そのような第2上層シート22の一例には、単位面積当たりの質量が10〜25g/m2である親水化処理された透水性のスパンボンド不織布がある。第1上層シート21と第2上層シート22とは、第1上層シート21または第2上層シート22に間欠的に塗布されているホットメルト接着剤36を介して接合している。ただし、第1上層シート21と第2上層シート22とは、第1接合域6の周辺域38において互いに離間していることがある。図2において溝形状にある中間部7cは、その周辺域38に含まれる部分である。
FIG. 5 is a view similar to FIG. 1 showing an example of the embodiment. 5, the
下層シート3のうちの第1下層シート31には、それに塗布されたポリマー粒子固定用ホットメルト接着剤11(図1,2参照)を介して高吸水性ポリマー粒子4が接合している。第1下層シート31はまた、シール用ホットメルト接着剤12を介して第1上層シート21に接合している。第1下層シート31には、不織布やプラスチックフィルムを使用することができるが、図示例では、親水化処理されたポリプロピレン繊維によって形成されていて、単位面積当たりの質量が10g/m2である透液性のSMS不織布が使用されている。下層シート3のうちの第2下層シート32は、物品1の外面側を防漏性にするために使用されていて、図示例では、厚さが15μmのポリエチレンフィルムが使用されている。第1下層シート31と第2下層シート32とは、第2下層シート32に塗布されているホットメルト接着剤37を介して接合している。
The
第2上層シート22と、第2下層シート32とは、同形同大に形成されていて、互いに接合している第1上層シート21と第1下層シート31との周縁から延出する部分において重なり合い、ホットメルト接着剤36および/または37を介して互いに接合している。
The second
このように形成された積層構造を有する物品1が使用されているおむつでは、例えば尿を吸収したときに、高吸水性ポリマー粒子4が含む溶出成分が尿とともに第1上層シート21の表面に滲出しても、その溶出成分は第2上層シート22の存在によっておむつ着用者の肌に直ちに接触するということがないばかりでなく、その溶出成分が第1接合域6の周辺域38に向かって流れたときには肌から遠くに離れることにもなって、肌と溶出成分との接触の機会が少なくなる。それゆえ、この物品1では、第2上層シート22の表面がぬるぬるして不快な感触を与えるという問題を軽微なものにしたり、解消したりすることができる。
In the diaper in which the article 1 having a laminated structure formed as described above is used, for example, when urine is absorbed, the elution component contained in the
図6,7において、図6は実施態様の一例を示す物品1についての図5と同様な図であり、図7は、図6のVII−VII線切断面を示す図である。 6 and 7, FIG. 6 is a view similar to FIG. 5 for the article 1 showing an example of the embodiment, and FIG. 7 is a view showing a section taken along line VII-VII in FIG. 6.
図6における物品1は、図5における物品1とほぼ同じ積層構造を有するもので、上層シート2が第1上層シート21と第2上層シート22とによって形成されており、下層シート3が第1下層シート31と第2下層シート32とによって形成されている。第1上層シート21と第1下層シート31との間には、高吸水性ポリマー粒子4がポリマー粒子固定用ホットメルト接着剤11を介して第1下層シート31に接合している第1接合域6と、第1上層シート21と第1下層シート31とがシール用ホットメルト接着剤12を介して接合している第2接合域7とが形成されている。ただし、図6における物品1には、矩形の第1接合域6が一区画だけ形成されていて、その第1接合域6が縦方向の寸法Mと、横方向の寸法Nとを有している。
The article 1 in FIG. 6 has substantially the same laminated structure as the article 1 in FIG. 5, the
この発明において、高吸水性ポリマー粒子4に含まれる可溶性成分が上層シート2の表面に滲出する量を測定するときの一例では、図6,7において寸法MとNとが10cmである物品1を測定用の物品1として使用した。また、その測定用の物品1では、第1上層シート21と第1下層シート31とに、親水化処理したポリプロピレン繊維によって形成されているスパンボンド―メルトブローン―スパンボンド不織布(SMS不織布)であって、単位面積当たりの質量が10g/m2であるものを使用した。SMS不織布におけるスパンボンド不織布には4〜4.5g/m2の質量を有するものを使用し、メルトブローン不織布には1〜2g/m2の質量を有するものを使用した。また、スパンボンド不織布におけるポリプロピレン繊維には繊度が1.4dtexのものを使用し、メルトブローン不織布におけるポリプロピレン繊維には繊度が0.03〜0.09dtexのものを使用した。物品1における第2上層シート22には、繊度が2.8dtexのポリプロピレン繊維によって形成され、単位面積当たりの質量が18g/m2であるスパンボンド不織布を親水化処理した状態で使用した。
In this invention, in an example when measuring the amount of soluble components contained in the
このように形成されている第1上層シート21と第1下層シート31それぞれの通気抵抗値は、5枚のシートについての平均値が0.0595KPa*s/mであり、第2上層シート22の通気抵抗値の平均値は0.0176KPA*s/mであった。
Each of the first
測定用の物品1において使用したホットメルト接着剤11,36,37は、スパイラルスプレー機を使用して塗布した。塗布量は、第1ホットメルト接着剤11が10g/m2であり、ホットメルト接着剤36が5g/m2であり、ホットメルト接着剤37が10g/m2であった。ホットメルト接着剤36については、第1接合域6に対する塗布面積率が15〜25%となるように、具体的には、第2上層シート22に対する塗布面積率が15〜25%となるように、スパイラルスプレー機の運転条件を調整し、ホットメルト接着剤36が上層シート2に対する尿の透過を妨げることがないように配慮した。
The
なお、第2上層シート22におけるホットメルト接着剤36の塗布面積率を測定するには、野村商事(株)製のフォーメーションテスター FMT−MIIIを使用した。塗布面積率の測定に際しては、測定用の第2上層シート22に塗布したホットメルト接着剤36に黒色粉末トナーを吹き付けて、ホットメルト接着剤36に色をつけた。トナーを吹き付けるときに、第2上層シート22を形成している不織布に付着したトナーは、加圧エアーを使用して吹き飛ばすことによって取り除いた。テスターの使用条件は、カメラ補正感度を100%、移動要素を1、有効サイズを10×10cmに設定した。測定用の第2上層シート22の第1接合域6には、このシート22における肌接触面の側から光線を照射する一方、その反対面であるホットメルト接着剤36が塗布してある面の側から第1接合域6の全体についての透過光量をテスターによって測定し、照射した光量に対する透過光量の割合を算出して平均光線透過率(%)とした。テスターではまた、前記反対面を画像解析して、トナーによって黒く着色していて光線透過率が平均光線透過率よりも10%以上低い部分の総面積を求め、第1接合域6の面積100cm2に対してこの総面積が占める割合をホットメルト接着剤36の塗布面積率とした。
In addition, in order to measure the application area ratio of the hot melt adhesive 36 in the second
図7にはまた、第2上層シート22に載せられた10×10cmの合成皮革(出光テクノファイン製、品番PBZ13001)81と、合成皮革81が接着されている10×10cmのアクリル樹脂板82と、アクリル樹脂板82に載せられたウエイト83とで形成された加圧ユニット80が仮想線で示されている。加圧ユニット80は、100cm2当たりについての質量が3.5kgとなるように調整されている。
FIG. 7 also shows a 10 × 10 cm synthetic leather (manufactured by Idemitsu Technofine, product number PBZ13001) 81 placed on the second
図6,7に基づく測定用の物品1を使用して、高吸水性ポリマー粒子4からの可溶成分の滲出量を測定するには、測定しようとする高吸水性ポリマー粒子4それぞれについて、保水倍率と可溶成分含有率とを予め測定しておく。図6の物品1では、第1接合域6における高吸水性ポリマー粒子4の保水倍率に見合う吸水量が4000g/m2となるように、測定しようとする高吸水性ポリマー粒子4の質量を定める。例えば、保水倍率が40g/gである高吸水性ポリマー粒子4についての滲出量を測定するときには、図6の第1接合域6において、下記の式で示される割合で高吸水性ポリマー粒子4が使用してある物品1を使用する。
(4000g/m2)/(40g/g)=100g/m2
In order to measure the leaching amount of soluble components from the
(4000 g / m 2 ) / (40 g / g) = 100 g / m 2
この物品1についての可溶成分の滲出量を測定する手順は、次のとおりである。
(1)少なくとも9個の物品1を温度20℃、相対湿度75%の室内において、水平な板に載せる。
(2)物品1の第1接合域6に対して高吸水性ポリマー粒子4の保水倍率に相当する質量の人工尿を満遍なくゆっくりと注いで、高吸水性ポリマー粒子4に吸収させる。人工尿には、次の組成のものを使用する。すなわち、尿素を2質量%、塩化ナトリウムを0.8質量%、硝酸マグネシウム水和物を0.08質量%、塩化カルシウム水和物を0.03質量%含む水溶液である。
(3)その後に、物品1をポリエチレン製の袋に入れて密封し、35℃の室内に静置する。また、合成皮革81が接着されているアクリル樹脂82を秤量してその質量Xを求めておく。
(4)静置した物品1を1時間後、3時間後、6時間後に3個ずつ取り出して、下記(5)〜(8)の手順により滲出量を測定する。
(5)取り出した物品1を温度20℃、相対湿度75%の室内において水平な板に載せる。
(6)その物品1に、加圧ユニット80(図7参照)を載せて1分間放置する。
(7)その後は、合成皮革81が接着されているアクリル樹脂板82を秤量してその質量Yを求める。
(8)次式によって物品1から滲出して合成皮革82に付着している可溶成分の滲出量Zを求める。
Z=Y−X
The procedure for measuring the leaching amount of the soluble component for the article 1 is as follows.
(1) At least nine articles 1 are placed on a horizontal plate in a room at a temperature of 20 ° C. and a relative humidity of 75%.
(2) The artificial urine having a mass corresponding to the water retention ratio of the
(3) Thereafter, the article 1 is put in a polyethylene bag, sealed, and left in a room at 35 ° C. Further, the
(4) Take out the stationary article 1 one by one, three hours later, and six hours later, and measure the amount of exudation by the following procedures (5) to (8).
(5) The taken article 1 is placed on a horizontal plate in a room at a temperature of 20 ° C. and a relative humidity of 75%.
(6) Place the pressure unit 80 (see FIG. 7) on the article 1 and leave it for 1 minute.
(7) Thereafter, the
(8) The amount Z of the soluble component leached from the article 1 and adhering to the
Z = Y-X
このような測定において使用する高吸水性ポリマー粒子4の保水倍率は、以下の手順によって測定する。
(1)質量W0(g)の高吸水性ポリマー粒子をナイロンメッシュの袋に入れて、1リットルの0.9%生理食塩水に1時間浸漬する。
(2)その後、袋を15分間吊り下げて水切りしてから遠心分離機にかけて850rpmで90秒間処理する。
(3)処理後の質量W1(g)を求め、次式によって保水倍率Hを算出する。
H=(W1−W0)/W0
The water retention ratio of the
(1) A super absorbent polymer particle having a mass W 0 (g) is put in a nylon mesh bag and immersed in 1 liter of 0.9% physiological saline for 1 hour.
(2) Thereafter, the bag is suspended for 15 minutes to drain water, and then subjected to a centrifuge for 90 seconds at 850 rpm.
(3) The mass W 1 (g) after treatment is obtained, and the water retention magnification H is calculated by the following equation.
H = (W 1 −W 0 ) / W 0
表1,2は、保水倍率の異なる市販の高吸水性ポリマー粒子(SAP−A,B,C,D,E)を入手し、それぞれの高吸水性ポリマー粒子についての保水倍率、可溶成分含有率、加圧下吸水倍率、吸水速度および可溶成分の滲出量を測定した結果と、可溶成分が滲出している合成皮革の感触を評価した結果とを示している。 Tables 1 and 2 obtain commercially available superabsorbent polymer particles (SAP-A, B, C, D, E) having different water retention ratios, and the water retention ratio and soluble component content for each superabsorbent polymer particle. 2 shows the results of measuring the rate, the water absorption magnification under pressure, the water absorption rate, and the amount of leaching of soluble components, and the results of evaluating the feel of synthetic leather leached with soluble components.
表1,2における可溶成分含有率、加圧下吸水倍率の測定方法は下記のとおりである。保水倍率、吸水速度、通気抵抗値の測定方法は、既述のとおりである。 The measuring method of the soluble component content rate and water absorption magnification under pressure in Tables 1 and 2 is as follows. The measuring method of the water retention magnification, the water absorption speed, and the ventilation resistance value is as described above.
可溶成分含有率の測定方法
一例として、高吸水性ポリマー粒子を2.0g、0.9%生理食塩水を500g使用したときの測定方法を示すと、以下のとおりである。
(1)測定環境
室温:23±2℃
相対湿度:75±3%
(2)用具
100mlガラスビーカ 2個
ガラスビーカ No.1:質量 a1g
ガラスビーカ No.2:質量 a2g
500mlガラスビーカ 1個
0.9%生理食塩水
マグネチックスタラー
(3)測定手順
a.500mlビーカに、0.9%生理食塩水を500g入れる。
b.マグネチックスタラーを600rpmで回転させて、0.9%生理食塩水を攪拌する。
c.高吸水性ポリマー粒子を2.0g採取して、手順bの0.9%生理食塩水に添加し、3時間攪拌する。
d.高吸水性ポリマー粒子と0.9%生理食塩水との混合液を目開きが75μmのふるいでろ過し、ろ液を回収する。
e.ろ液をADVANTEC No.6 ろ紙を使用して吸引ろ過し、ろ液を約100ml回収する。
f.回収したろ液は約80mlをガラスビーカNo.1に移して秤量し、ろ液の正確な質量(bg)を求める。
g.ガラスビーカNo.2に約80gの0.9%生理食塩水を入れて、0.9%生理食塩水の正確な質量(cg)を求める。
h.ガラスビーカNo.1,No.2を熱風乾燥機に入れて140℃で15時間加熱処理し、それぞれのビーカの内容物を乾固させて、ガラスビーカNo.1の全体質量d1と、ガラスビーカNo.2の全体質量d2とを求める。
i.次式によって、高吸水性ポリマー粒子の溶解成分含有率(%)を求める。
As an example of the measurement method of the soluble component content, the measurement method when 2.0 g of superabsorbent polymer particles and 500 g of 0.9% physiological saline are used is as follows.
(1) Measurement environment Room temperature: 23 ± 2 ° C
Relative humidity: 75 ± 3%
(2) Tool
Glass beaker 2: Mass a 2 g
One 500 ml glass beaker 0.9% physiological saline Magnetic stirrer (3) Measurement procedure a. Place 500 g of 0.9% saline in a 500 ml beaker.
b. Rotate the magnetic stirrer at 600 rpm to stir 0.9% saline.
c. 2.0 g of superabsorbent polymer particles are collected, added to 0.9% physiological saline in step b, and stirred for 3 hours.
d. A mixture of the superabsorbent polymer particles and 0.9% physiological saline is filtered through a sieve having an opening of 75 μm, and the filtrate is recovered.
e. The filtrate was added to ADVANTEC No. 6 Suction-filter using filter paper and collect about 100 ml of filtrate.
f. About 80 ml of the collected filtrate was glass beaker No. 1 and weigh to determine the exact mass (bg) of the filtrate.
g. Glass beaker No. Add approximately 80 g of 0.9% saline to 2 and determine the exact mass (cg) of 0.9% saline.
h. Glass beaker No. 1, No. 1 No. 2 was put into a hot air dryer and heat-treated at 140 ° C. for 15 hours to dry the contents of each beaker. 1 and a glass beaker No. 1 2 of determining the total mass d 2.
i. The dissolved component content (%) of the superabsorbent polymer particles is determined by the following formula.
高吸水性ポリマー粒子と0.9%生理食塩水との混合物の乾固質量:
P(g)=(d1)−(a1)
Dry mass of a mixture of superabsorbent polymer particles and 0.9% saline:
P (g) = (d 1 ) − (a 1 )
0.9%生理食塩水の乾固量:
R(g)=(d2)−(a2)
0.9% saline solution to dryness:
R (g) = (d 2 ) − (a 2 )
可溶成分含有率:
Q(%)={(P/b)×500−(R/c)×500}×100/2.0
Soluble component content:
Q (%) = {(P / b) × 500− (R / c) × 500} × 100 / 2.0
加圧下吸水倍率の測定方法
内径30mm、高さ60mmのアクリル樹脂製円筒の底面が250メッシュのナイロンネットで作られている試験筒を用意して、その質量を求めておく。試験筒には高吸水性ポリマー粒子を0.1g入れて試験筒とともに秤量し、その後に高吸水性ポリマー粒子を試験筒の底面に均一に広げる。試験筒を直径が200mmのシャーレに立てて、高吸水性ポリマー粒子の上には単位面積当たりの質量が20g/cm2となるように、29〜29.5mmの外径を有し、試験筒に入れることのできる分銅を載せる。シャーレには0.9%生理食塩水を20ml注ぎ、試験筒を60分間保持して高吸水性ポリマー粒子に0.9%生理食塩水を吸収させる。60分経過後に、高吸水性ポリマー粒子の入った試験筒を秤量して質量の増分を求める。その増分を10倍して、高吸水性ポリマー粒子の1g当たりの吸水量を求め、その吸水量を加圧下吸水倍率とする。
Method of measuring water absorption magnification under pressure A test cylinder is prepared in which the bottom of an acrylic resin cylinder having an inner diameter of 30 mm and a height of 60 mm is made of a 250 mesh nylon net, and its mass is determined. 0.1 g of superabsorbent polymer particles are put in a test tube and weighed together with the test tube, and then the superabsorbent polymer particles are spread uniformly on the bottom surface of the test tube. The test cylinder is placed on a petri dish having a diameter of 200 mm, and has an outer diameter of 29 to 29.5 mm on the superabsorbent polymer particles so that the mass per unit area is 20 g / cm 2. Put the weight that can be put into the. 20 ml of 0.9% physiological saline is poured into the petri dish, and the test tube is held for 60 minutes to allow the highly water-absorbing polymer particles to absorb 0.9% physiological saline. After 60 minutes, the test tube containing the superabsorbent polymer particles is weighed to determine the mass increment. The increment is multiplied by 10 to determine the amount of water absorption per gram of the highly water-absorbing polymer particles, and the amount of water absorption is taken as the water absorption capacity under pressure.
表1には、図6,7に基く測定用の物品1において使用された高吸水性ポリマー粒子SAP−A〜SAP−Eについての可溶成分含有率、保水倍率等が示されている。 Table 1 shows the soluble component content, water retention ratio, and the like for the superabsorbent polymer particles SAP-A to SAP-E used in the measurement article 1 based on FIGS.
表2には、測定用の物品1において使用された高吸水性ポリマー粒子SAP−A〜SAP−Eについての使用量と、その使用量と表1における保水倍率との積である保水量と、可溶成分の滲出量と、滲出した可溶成分が付着している合成皮革82(図7参照)に指先を接触させたときの感触の良否の判定結果とが示されている。表2において、高吸水性ポリマー粒子の使用量は、表中の保水量が4000〜4200gの範囲におさまるように調整されている。感触の良否は、年齢が40〜60歳の間にある男性2人と女性3人とからなるテスターの判定結果に基づくもので、表2においての判定結果が極めて良好であるとは、1〜6時間までのいずれの経過時間においても滲出した可溶成分が少なくて合成皮革82の表面は粘着性が低く、5人のテスターがぬるぬるとした不快な感じを持たなかったと判定したことを意味している。判定結果が良好であるとは、1〜6時間までのいずれの経過時間においても5人のテスターが合成皮革82の表面にぬるぬるとした感じを持ったが、その感じは許容できる程度であったことを意味している。判定結果が不良であるとは、1〜6時間までの経過時間のいずれかにおいて、5人のテスターが合成皮革82の表面に対して許容できない程度の不快な感じを持ったことを意味している。表2において、判定結果が極めて良好または良好になり得るのは、滲出量が80mg超えることのない場合であった。滲出量が80mgを超えて100mgまでの間にあるときには、5人のテスターの判定結果が不揃いで、良好と不良との判定結果が混在していた。滲出量が100mgを超える場合の5人の判定結果は、いずれも不良であった。
In Table 2, the amount used for the superabsorbent polymer particles SAP-A to SAP-E used in the measurement article 1, and the water retention amount that is the product of the amount used and the water retention ratio in Table 1, The amount of leaching of the soluble component and the determination result of the quality of touch when the fingertip is brought into contact with the synthetic leather 82 (see FIG. 7) to which the leached soluble component is attached are shown. In Table 2, the amount of superabsorbent polymer particles used is adjusted so that the water retention amount in the table falls within the range of 4000 to 4200 g. The quality of the feeling is based on the determination result of a tester consisting of two men and three women who are between 40 and 60 years old. The determination result in Table 2 is very good. It means that the surface of the

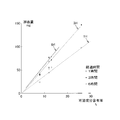
図8は、表1における可溶成分含有率と、表2における滲出量との関係を示している。可溶成分含有率と滲出量とは、直線的に変化する関係にある。表2における感触の判定結果と図8とを対比してみると、高吸収性ポリマー粒子は、可溶成分含有率が15%を超えることのない場合、より好ましくは可溶成分含有率が13%を超えることのない場合であると、感触の判定結果が良好になる。 FIG. 8 shows the relationship between the soluble component content in Table 1 and the exudation amount in Table 2. The soluble component content and the amount of exudation have a linearly changing relationship. When comparing the determination results of the feeling in Table 2 with FIG. 8, the superabsorbent polymer particles preferably have a soluble component content of 13 when the soluble component content does not exceed 15%. If the percentage does not exceed%, the touch determination result is good.
この発明に係る物品1は、その用途が使い捨てのおむつに限定されるわけではなく、おむつやおむつカバーと組合わせて使用するための吸尿パッド、失禁患者用のパンツと組合わせて使用するための吸尿パッド等として使用することができる。物品1はまた、水を吸収させて処理するためのワイプスやその他の吸水性物品として使用することが可能であり、ワイプスとして使用するときの物品1では、下層シート3として透水性のシート片を使用したり、難透水性または不透水性のシート片を使用したりすることができる。
The use 1 of the article 1 according to the present invention is not limited to disposable diapers, but is used in combination with a urine absorbing pad for use in combination with a diaper or a diaper cover, and pants for incontinence patients. It can be used as a urine absorbing pad. The article 1 can also be used as a wipe for absorbing and treating water and other water-absorbing articles. In the article 1 when used as a wipe, a water-permeable sheet piece is used as the
1 吸水性物品
2 上層シート
3 下層シート
4 高吸水性ポリマー粒子
6 第1接合域(高吸水性ポリマー粒子の単位面積当たりの所要質量の存在域)
7 第2接合域(高吸水性ポリマー粒子の単位面積当たりの所要質量の不存在域)
11 ポリマー粒子固定用ホットメルト接着剤
12 シール用ホットメルト接着剤
DESCRIPTION OF SYMBOLS 1 Water
7 Second bonding area (absence of required mass per unit area of superabsorbent polymer particles)
11 Hot melt adhesive for fixing
Claims (9)
前記高吸水性ポリマー粒子は、0.9%生理食塩水に浸漬して測定される可溶成分含有率が前記高吸水性ポリマー粒子の質量の15%を超えることのないものであり、
前記物品には、前記対向面の間に前記高吸水性ポリマー粒子の所要量が介在する複数の第1領域と、複数の前記第1領域それぞれを囲み前記所要量の介在を可能ならしめるように前記上下層シートが互いに接合している第2領域とが形成されており、
前記上層シートは、互いに重なり合う第1上層シート及び第2上層シートを含み、前記第1及び第2上層シートは、前記第1領域において互いに接合されており、隣り合う前記第1領域の間に位置する、前記第2領域の中間部において互いに非接合であることを特徴とする前記物品。 Of the upper layer sheet and the lower layer sheet that overlap, at least the upper layer sheet is water permeable, and is a water absorbent article in which highly water absorbent polymer particles are interposed between the opposing surfaces of the upper and lower layer sheets ,
The superabsorbent polymer particles, all SANYO never soluble component content measured by immersion in 0.9% saline is more than 15% of the weight of the superabsorbent polymer particles,
In the article, a plurality of first regions in which the required amount of the superabsorbent polymer particles are interposed between the opposing surfaces, and surrounding each of the plurality of first regions, the required amount can be interposed. A second region in which the upper and lower layer sheets are joined together,
The upper layer sheet includes a first upper layer sheet and a second upper layer sheet that overlap each other, and the first and second upper layer sheets are joined to each other in the first region, and are positioned between the adjacent first regions. The article is characterized by being non-bonded to each other at an intermediate portion of the second region .
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011080894A JP5818483B2 (en) | 2011-03-31 | 2011-03-31 | Water-absorbing articles |
| TW101109497A TWI603720B (en) | 2011-03-31 | 2012-03-20 | Absorbent articles |
| ARP120101048A AR085729A1 (en) | 2011-03-31 | 2012-03-28 | ABSORBENT WATER ARTICLE |
| EP12730353.5A EP2525757A4 (en) | 2011-03-31 | 2012-03-29 | Water-absorbent article |
| PCT/JP2012/002204 WO2012132460A1 (en) | 2011-03-31 | 2012-03-29 | Water-absorbent article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011080894A JP5818483B2 (en) | 2011-03-31 | 2011-03-31 | Water-absorbing articles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012213516A JP2012213516A (en) | 2012-11-08 |
| JP2012213516A5 JP2012213516A5 (en) | 2014-04-17 |
| JP5818483B2 true JP5818483B2 (en) | 2015-11-18 |
Family
ID=46930230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011080894A Active JP5818483B2 (en) | 2011-03-31 | 2011-03-31 | Water-absorbing articles |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2525757A4 (en) |
| JP (1) | JP5818483B2 (en) |
| AR (1) | AR085729A1 (en) |
| TW (1) | TWI603720B (en) |
| WO (1) | WO2012132460A1 (en) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1982678B1 (en) | 2003-02-12 | 2019-03-27 | The Procter and Gamble Company | Comfortable diaper |
| EP1911426B1 (en) | 2003-02-12 | 2010-01-20 | The Procter and Gamble Company | Absorbent core for an absorbent article |
| BRPI0812418B8 (en) | 2007-06-18 | 2021-06-22 | Procter & Gamble | disposable absorbent article with substantially continuously distributed absorbent polymeric material and method |
| DE112008000011B4 (en) | 2007-06-18 | 2013-11-28 | The Procter & Gamble Company | Disposable absorbent articles and their use |
| JP2011518648A (en) | 2008-04-29 | 2011-06-30 | ザ プロクター アンド ギャンブル カンパニー | Fabrication process of absorbent core with strain-resistant core cover |
| EP2329803B1 (en) | 2009-12-02 | 2019-06-19 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| MX341682B (en) | 2011-06-10 | 2016-08-30 | Procter & Gamble | Absorbent structure for absorbent articles. |
| PL2532332T5 (en) | 2011-06-10 | 2018-07-31 | The Procter And Gamble Company | Disposable diaper having reduced attachment between absorbent core and backsheet |
| EP2532328B1 (en) | 2011-06-10 | 2014-02-26 | The Procter and Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| EP2532329B1 (en) | 2011-06-10 | 2018-09-19 | The Procter and Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| EP2717820B2 (en) | 2011-06-10 | 2022-09-07 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| JP2014515983A (en) | 2011-06-10 | 2014-07-07 | ザ プロクター アンド ギャンブル カンパニー | Disposable diapers |
| CN105310832B (en) | 2012-11-13 | 2020-02-28 | 宝洁公司 | Absorbent article with channels and indicia |
| EP2740449B1 (en) | 2012-12-10 | 2019-01-23 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| PL2740452T3 (en) | 2012-12-10 | 2022-01-31 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| EP2740450A1 (en) | 2012-12-10 | 2014-06-11 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| DE202014011107U1 (en) | 2013-06-14 | 2017-12-15 | The Procter & Gamble Company | When wet, channels forming absorbent article and absorbent core |
| CN110013386B (en) | 2013-08-27 | 2021-10-01 | 宝洁公司 | Absorbent article with channels |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| RU2636366C2 (en) | 2013-09-16 | 2017-11-22 | Дзе Проктер Энд Гэмбл Компани | Absorbing products with channels and indicating elements |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| EP3351225B1 (en) | 2013-09-19 | 2021-12-29 | The Procter & Gamble Company | Absorbent cores having material free areas |
| JP6316575B2 (en) * | 2013-11-27 | 2018-04-25 | 株式会社リブドゥコーポレーション | Absorber and absorbent article having the same |
| JP6211412B2 (en) * | 2013-12-13 | 2017-10-11 | 花王株式会社 | Absorber |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| EP2886092B1 (en) | 2013-12-19 | 2016-09-14 | The Procter and Gamble Company | Absorbent cores having channel-forming areas and c-wrap seals |
| EP2905001B1 (en) | 2014-02-11 | 2017-01-04 | The Procter and Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| EP2949300B1 (en) | 2014-05-27 | 2017-08-02 | The Procter and Gamble Company | Absorbent core with absorbent material pattern |
| GB2555016B (en) | 2015-03-16 | 2021-05-12 | Procter & Gamble | Absorbent articles with improved cores |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| US10736795B2 (en) | 2015-05-12 | 2020-08-11 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| WO2016196069A1 (en) | 2015-05-29 | 2016-12-08 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| EP3167859B1 (en) | 2015-11-16 | 2020-05-06 | The Procter and Gamble Company | Absorbent cores having material free areas |
| EP3238676B1 (en) | 2016-04-29 | 2019-01-02 | The Procter and Gamble Company | Absorbent core with profiled distribution of absorbent material |
| EP3238678B1 (en) | 2016-04-29 | 2019-02-27 | The Procter and Gamble Company | Absorbent core with transversal folding lines |
| JP6416961B2 (en) * | 2017-03-21 | 2018-10-31 | 大王製紙株式会社 | Absorber |
| JP6254740B2 (en) * | 2017-07-18 | 2017-12-27 | 大王製紙株式会社 | Absorber manufacturing method and absorber manufacturing apparatus |
| WO2019069384A1 (en) * | 2017-10-03 | 2019-04-11 | 花王株式会社 | Method for manufacturing absorbent body |
| WO2020210499A1 (en) * | 2019-04-11 | 2020-10-15 | Manna Pro Products, Llc | Diapers for non-humans including sectioned absorbent core |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57142256A (en) * | 1981-02-25 | 1982-09-02 | Kao Corp | Sanitary napkin |
| JP2872851B2 (en) | 1991-01-25 | 1999-03-24 | 花王株式会社 | Absorbent articles |
| EP0661030B1 (en) * | 1993-12-28 | 2000-07-12 | Kao Corporation | Sanitary napkin |
| JP3447951B2 (en) * | 1998-04-09 | 2003-09-16 | ユニ・チャーム株式会社 | Disposable body fluid absorbent articles |
| JP5436737B2 (en) * | 2001-05-15 | 2014-03-05 | 一般財団法人川村理化学研究所 | Aqueous solution absorbent material and hygiene products |
| US6706944B2 (en) * | 2001-12-14 | 2004-03-16 | Kimberly-Clark Worldwide, Inc. | Absorbent materials having improved absorbent properties |
| CN100398158C (en) * | 2002-02-04 | 2008-07-02 | 株式会社日本触媒 | Absorptive material, method for producing the same and absorptive article using the same |
| US7297395B2 (en) * | 2002-07-30 | 2007-11-20 | Kimberly-Clark Worldwide, Inc. | Superabsorbent materials having low, controlled gel-bed friction angles and composites made from the same |
| WO2004069404A1 (en) * | 2003-02-10 | 2004-08-19 | Nippon Shokubai Co., Ltd. | Particulate water absorbent containing water absorbent resin as a main component |
| JP4502586B2 (en) * | 2003-03-12 | 2010-07-14 | 株式会社リブドゥコーポレーション | Disposable absorbent article |
| JP2006055833A (en) * | 2004-03-29 | 2006-03-02 | Nippon Shokubai Co Ltd | Particulate water absorbing agent with water-absorbing resin as main component |
| JP2005334616A (en) * | 2004-04-30 | 2005-12-08 | Sumitomo Seika Chem Co Ltd | Absorber and absorptive article using the same |
| JP4494255B2 (en) * | 2005-03-07 | 2010-06-30 | 大王製紙株式会社 | Absorbent articles |
| JP4925867B2 (en) * | 2006-03-03 | 2012-05-09 | 花王株式会社 | Absorbent articles |
| JP5072557B2 (en) | 2007-11-30 | 2012-11-14 | 花王株式会社 | Absorbent articles |
| JP2011080894A (en) | 2009-10-08 | 2011-04-21 | Ihi Corp | Unbalance measuring apparatus, standard vibration exciter and unbalance measuring method |
-
2011
- 2011-03-31 JP JP2011080894A patent/JP5818483B2/en active Active
-
2012
- 2012-03-20 TW TW101109497A patent/TWI603720B/en active
- 2012-03-28 AR ARP120101048A patent/AR085729A1/en unknown
- 2012-03-29 EP EP12730353.5A patent/EP2525757A4/en not_active Withdrawn
- 2012-03-29 WO PCT/JP2012/002204 patent/WO2012132460A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2525757A1 (en) | 2012-11-28 |
| TW201302171A (en) | 2013-01-16 |
| AR085729A1 (en) | 2013-10-23 |
| EP2525757A4 (en) | 2014-08-20 |
| JP2012213516A (en) | 2012-11-08 |
| TWI603720B (en) | 2017-11-01 |
| WO2012132460A1 (en) | 2012-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5818483B2 (en) | Water-absorbing articles | |
| JP5679777B2 (en) | Absorbent articles | |
| JP5001099B2 (en) | Absorbent articles | |
| JP4903137B2 (en) | Absorbent layered structure | |
| JP2004201719A (en) | Disposable wearing article | |
| AU2011356835A1 (en) | Absorbent article having pad configuration | |
| JP2009519099A (en) | Absorbent article | |
| JP5057876B2 (en) | Auxiliary absorbent article | |
| KR20010104384A (en) | Absorbent article with improved breathable backsheet comprising reduced basis weight nonwoven | |
| JP2020156754A (en) | Absorbent article | |
| JP2017080028A (en) | Absorbent article | |
| JP2021083694A (en) | Underpants type absorbent article | |
| JP6603922B2 (en) | Absorbent articles | |
| JP2020081623A (en) | Absorbent article | |
| JP7360293B2 (en) | absorbent articles | |
| JP6631733B1 (en) | Absorbent body and absorbent article including the same | |
| JP2020151079A (en) | Absorbent article | |
| JP2017209330A (en) | Absorbent article | |
| JP7046475B2 (en) | Absorbent article | |
| JP2020130442A (en) | Absorbent article | |
| JP2020195419A (en) | Absorbent article | |
| JP2021029600A (en) | Underpants type absorbent article | |
| JP2022084286A (en) | Absorbent article | |
| JP2022025534A (en) | Absorbent article | |
| JP2021159542A (en) | Absorber and absorbent article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150929 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5818483 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |