JP5817543B2 - スパイラル鋼管の切断方法 - Google Patents
スパイラル鋼管の切断方法 Download PDFInfo
- Publication number
- JP5817543B2 JP5817543B2 JP2012006224A JP2012006224A JP5817543B2 JP 5817543 B2 JP5817543 B2 JP 5817543B2 JP 2012006224 A JP2012006224 A JP 2012006224A JP 2012006224 A JP2012006224 A JP 2012006224A JP 5817543 B2 JP5817543 B2 JP 5817543B2
- Authority
- JP
- Japan
- Prior art keywords
- steel pipe
- spiral
- spiral steel
- plasma torch
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Arc Welding In General (AREA)
Description
また、近年では溶接技術の発展により、造管速度が向上し、これに伴い、切断速度を向上させることが可能な高電流のプラズマトーチが開発され、実用化されている。
以下、受け板を用いた従来の鋼管切断方法について説明する。
図5に示すように、従来の切断方法では、鋼管103の横方向からプラズマアークを発生させて鋼管を切断するようトーチ104を配置していた。つまり、トーチ104を搭載するとともに、鋼管103の進行方向と同一方向に走行する台車105の上面と略平行となるようトーチ104を配置していた。
また、従来の受け板109は鋼管103の内部に配置されているが、この受け板109は、回転方向を図中の矢印方向とする造管時の回転と、受け板の自重の影響により、鋼管底部から、トーチの配置位置と反対側の鋼管側面(水平位置)までを可動域として揺動している。すなわち、受け板109は、鋼管103の回転に同調して水平位置まで引き上げられるが、自重により鋼管底部にすべり落ちる。この動作を上記可動域内にて繰り返している。
つまり、図5に示すような従来の方法では、溶融金属の飛散方向は水平方向と限定的であるが、受け板109が、造管時の回転とあて板109の自重の影響により揺動し、一定箇所に留まらないため、溶融金属を確実に受け板に付着させることは困難であり、溶融金属の鋼管103内面への付着を防止する精度が不安定であった。
[2]前記プラズマトーチの動作を制御する際、前記スパイラル鋼管の回転速度、前記スパイラル鋼管の径、前記受け板の前記径方向における幅、及び前記受け板の揺動周期によって前記受け板の揺動パターンを算出し、この算出した揺動パターンに同調するように前記プラズマトーチの動作を制御することを特徴とする上記[1]に記載のスパイラル鋼管の切断方法。
[3]前記揺動パターンに同調するよう前記プラズマトーチの動作を制御する際、前記プラズマトーチを回動可能に支持するよう前記プラズマトーチの鋼管とは反対側の端部に連結されたトーチ架台を上昇または下降させることにより、前記プラズマトーチの鋼管側端部を支点として前記プラズマトーチを回動させることを特徴とする上記[1]または[2]に記載のスパイラル鋼管の切断方法。
[4]前記スパイラル鋼管を切断するごとに、前記スパイラル鋼管の内部に配置した前記受け板の位置を検出し、この検出結果に基づき前記受け板の揺動パターンを修正して前記プラズマトーチを再配置することを特徴とする上記[1]〜[3]の何れか一項に記載のスパイラル鋼管の切断方法。
[5]切断の対象となる前記スパイラル鋼管の底面の高さ位置は、前記スパイラル鋼管の径によらず常に一定位置であることを特徴とする上記[1]〜[4]の何れか一項に記載のスパイラル鋼管の切断方法。
以下、溶融金属の鋼管内面への付着を防止するために重要となる受け板の配置、及びプラズマトーチの配置位置について、図を参照しながら詳細に説明する。
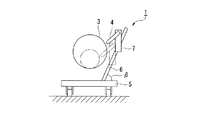
図1に、本実施形態のおけるスパイラル鋼管の切断工程を示す概略図であって、鋼管切断位置における正面図である。
本実施形態におけるスパイラル鋼管の切断装置1は、図1に示すように、軸方向に移動するスパイラル鋼管3に合わせて移動する走行台車5と、この走行台車5の上に搭載されるとともに、走行台車5の上面と所定の角度を有して延在する斜行アーム6と、斜行アーム6に可動支持され、上昇・下降動作が可能なトーチ架台7と、トーチ架台7の上端部に連結されたプラズマトーチ4とから概略構成されており、プラズマトーチ4が連結されたトーチ架台7を斜行アーム6上を滑走させることにより、プラズマトーチ4の高さ位置を調整できるようになっている。
なお、プラズマトーチ4の鋼管とは反対側の端部がトーチ架台7の上端部に連結されており、この連結部は回動可能となっている。
なお、本実施形態では図3に示すような造管装置10を用いて、鋼帯2を矢印A方向に進行させながららせん状に巻きつつ、鋼帯2の幅方向端部同士を溶接原点8にて溶接することにより、スパイラル鋼管3を造管するが、このとき受け板9は、造管装置10と連結部材20により連結されて配置される。このときの連結部材20の長さ、つまり受け板9の造管装置10からの距離は、用いる造管装置、切断装置、作業環境、切断するスパイラル鋼管の長さ等により適宜決定してよい。また、連結部材20としては、例えば、鋼製の鎖(チェーン)を用いるとよい。
そのため、本実施形態においては、図2に示すように、受け板9に対して反対側のスパイラル鋼管3の外側にプラズマトーチ4を配置し、スパイラル鋼管3に対して斜方向からプラズマアークを発生させて切断する。
このように、受け板9の揺動を考慮して、スパイラル鋼管3に対して斜方向から切断するようプラズマトーチ4を配置することにより、切断により生じる溶融金属を受け板9に向けて飛散させることができる。その結果、スパイラル鋼管3の内面への溶融金属の付着を防ぐことできる。
なお、図2は受け板9の配置とプラズマトーチ4の配置位置について説明するための図であり、他の部材の図示を省略している。
本発明者らによると、受け板9は上述したような可動域内において揺動しているが、受け板9の幅と可動域の範囲とから受け板9とスパイラル鋼管3との相対的位置を導出してみると、水平位置と鋼管底部との中間に常に存在していることが分かった。すなわち、受け板9は揺動してはいるが、スパイラル鋼管3の内側面のうち、底部を原点とした場合に造管方向に45°の位置に常に位置している。そのため、プラズマトーチ4の向き(プラズマアークの照射方向)をスパイラル鋼管3に対して45°とすることにより、切断により発生する溶融金属を、受け板9に対して安定して付着させることができる。
図2に示すように、受け板9は、造管時の回転に同調して水平位置まで引き上げられるが、ある一定の水平位置まで引き上げられると、自重によりスパイラル鋼管3の底部にすべり落ちる。即ち、受け板9の鋼管内での動きは、これらの動作を上記可動域内にて繰り返すような図2中に示す矢印B方向の揺動パターンを有する動きであり、この揺動パターンに同調するようにプラズマトーチ4の動作を制御する。つまり、常にプラズマトーチ4の先端が受け板9と対向するよう、揺動パターンに合わせてプラズマトーチ4の動作を調節する。
以下、揺動パターンの算出方法について説明する。
このように、予め受け板の揺動パターンを推定し、この揺動パターンに同調するようにトーチ角度を調整してプラズマトーチの動作を制御することにより、プラズマトーチの向きを常に受け板方向に向かせることができるため、より正確に、溶融金属を受け板に向けて飛散させることができる。そのため、スパイラル鋼管への溶融金属の付着をより確実に防止することができる。
本実施形態に係るプラズマトーチ4は、プラズマトーチ4の鋼管とは反対側の端部において、トーチ架台7に回動可能に支持されている。そのため、トーチ架台7を上昇または下降させることにより、プラズマトーチ4の鋼管側端部4aを支点としてプラズマトーチ4を回動させてプラズマトーチ4のトーチ角度αを調整することができる。
このように、本実施形態のようにトーチ架台7を上昇または下降させることのみでトーチ角度を調整することができるため、プラズマトーチ4の動作を制御するための別途新たな制御装置を設ける必要なく、プラズマトーチ4の動作を制御することができる。
上述したように、受け板9の揺動パターンを予め算出しておき、この揺動パターンに同調するようにプラズマトーチ4の動作を制御して、溶融金属の飛散方向を調整するが、スパイラル鋼管3を切断するごとに、実際の受け板9の位置を検出し、この検出結果に基づいて受け板9の揺動パターンを修正し、この修正した揺動パターンに基づいてプラズマトーチ4のトーチ角度αを再調整し、プラズマトーチ4を再配置することが好ましい。
また、操業トラブル等により、鋼帯2の走行やスパイラル鋼管3の回転が停止してしまった場合も同様に、受け板9の位置を検出し、揺動パターンを修正し、プラズマトーチ4を再配置することが好ましい。
このように、受け板9の実際の位置を検出し、この検出結果に基づいて揺動パターンを修正することにより、より正確にプラズマトーチ4を受け板9の揺動パターンに同調させることができるため、溶融金属を受け板9へ付着させる精度を向上させることができる。つまり、スパイラル鋼管3内部への溶融金属の付着をより防ぐことができる。
図4に示すように、上述したような切断装置1を用いた場合、斜行アーム6に沿ってトーチ架台7を走行させることにより、異なる径を有する種々のスパイラル鋼管の切断にも容易に対応させることができる。つまり、スパイラル鋼管の底面の土台5からの高さ位置を変更することなく一定に保持したまま、トーチ架台7の走行を制御することのみで、異なる径を有する種々のスパイラル鋼管の切断を行うことができる。
アーム角度は切断に用いる装置によって適宜変更してもよいが、上述したような切断装置を用いて切断する場合、アーム角度βを67.5°とすることにより、受け板に対するプラズマトーチの位置、つまりトーチ角度αを好適なものすることができ、溶融金属の鋼管内面への付着をより防ぐことができる。
2・・・鋼帯
3・・・スパイラル鋼管
4・・・プラズマトーチ
4a・・・プラズマトーチの鋼管側端部
5・・・走行台車
6・・・斜行アーム
7・・・トーチ架台
8・・・溶接原点
9・・・受け板
10・・・造管装置
20・・・連結部材
α・・・トーチ角度
β・・・アーム角度
Claims (5)
- 鋼帯をらせん状に巻きつつ前記鋼帯の幅方向端部同士を溶接することによりスパイラル鋼管を造管しながら、所定の長さに切断するスパイラル鋼管の切断方法において、
回転する前記スパイラル鋼管の内部に、前記スパイラル鋼管に対して摺動可能に受け板を配置し、
前記受け板に対して反対側の鋼管外側に配置したプラズマトーチによって前記スパイラル鋼管を切断する際、前記スパイラル鋼管の回転および自重によって揺動する前記受け板の揺動パターンに同調するように前記プラズマトーチのトーチ角度を調整することにより、前記プラズマトーチの動作を制御して切断方向を調整することを特徴とするスパイラル鋼管の切断方法。 - 前記プラズマトーチの動作を制御する際、前記スパイラル鋼管の回転速度、前記スパイラル鋼管の径、前記受け板の前記径方向における幅、及び前記受け板の揺動周期によって前記受け板の揺動パターンを算出し、この算出した揺動パターンに同調するように前記プラズマトーチの動作を制御することを特徴とする請求項1に記載のスパイラル鋼管の切断方法。
- 前記揺動パターンに同調するよう前記プラズマトーチの動作を制御する際、前記プラズマトーチを回動可能に支持するよう前記プラズマトーチの鋼管とは反対側の端部に連結されたトーチ架台を上昇または下降させることにより、前記プラズマトーチの鋼管側端部を支点として前記プラズマトーチを回動させることを特徴とする請求項1または2に記載のスパイラル鋼管の切断方法。
- 前記スパイラル鋼管を切断するごとに、前記スパイラル鋼管の内部に配置した前記受け板の位置を検出し、この検出結果に基づき前記受け板の揺動パターンを修正して前記プラズマトーチを再配置することを特徴とする請求項1〜3の何れか一項に記載のスパイラル鋼管の切断方法。
- 切断の対象となる前記スパイラル鋼管の底面の高さ位置は、前記スパイラル鋼管の径によらず常に一定位置であることを特徴とする請求項1〜4の何れか一項に記載のスパイラル鋼管の切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006224A JP5817543B2 (ja) | 2012-01-16 | 2012-01-16 | スパイラル鋼管の切断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006224A JP5817543B2 (ja) | 2012-01-16 | 2012-01-16 | スパイラル鋼管の切断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013144307A JP2013144307A (ja) | 2013-07-25 |
| JP5817543B2 true JP5817543B2 (ja) | 2015-11-18 |
Family
ID=49040436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012006224A Expired - Fee Related JP5817543B2 (ja) | 2012-01-16 | 2012-01-16 | スパイラル鋼管の切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5817543B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103722285B (zh) * | 2013-12-30 | 2016-04-13 | 太原重工股份有限公司 | 一种圆管切断装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52153845A (en) * | 1976-06-16 | 1977-12-21 | Kubota Ltd | Device for deleting adhesion of tube cutting dross |
| JPS60126375U (ja) * | 1984-02-03 | 1985-08-26 | 昭和電線電纜株式会社 | ロ−ラ収納部材 |
| JPH07284944A (ja) * | 1994-04-15 | 1995-10-31 | Sango Co Ltd | アーク溶接機のスパッタ飛散防止装置 |
| JP2945611B2 (ja) * | 1995-06-23 | 1999-09-06 | トーヨーカネツ株式会社 | 溶接方法 |
| JP2001150135A (ja) * | 1999-11-24 | 2001-06-05 | Nippon Steel Corp | スパイラル鋼管切断方法及び切断装置 |
-
2012
- 2012-01-16 JP JP2012006224A patent/JP5817543B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013144307A (ja) | 2013-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20080001821A (ko) | 파이프 원주 용접을 위한 플라즈마 자동용접장치 | |
| JP2019010679A (ja) | 被加工物に穴および輪郭をプラズマ切削する方法およびシステム | |
| CN104708220B (zh) | 一种管道全位置作业机及其控制方法 | |
| JP4457804B2 (ja) | スパイラル鋼管の外面ビード切削装置及びスパイラル鋼管の製造装置 | |
| KR20120001528A (ko) | 레이저-아크 하이브리드 용접장치 | |
| JP2015167984A (ja) | 肉盛溶接システム | |
| KR100994986B1 (ko) | 파이프 용접 장치 및 그 방법 | |
| JP5817543B2 (ja) | スパイラル鋼管の切断方法 | |
| JP6349971B2 (ja) | スクライブヘッド並びにスクライブ装置 | |
| KR101509107B1 (ko) | 금속판재로 만들어진 다각형 금속 파이프의 용접장치 | |
| JP5820249B2 (ja) | プラズマアーク溶接方法及びプラズマアーク溶接装置 | |
| KR101289658B1 (ko) | 잉곳 절단용 와이어 쏘 장치 | |
| CN107000093A (zh) | 堆焊装置 | |
| CN103769719A (zh) | 一种集装箱鹅背梁自动焊接设备及方法 | |
| JP2014521521A (ja) | ワークピース表面の凸凹を検出および/または低減するエアーカーボンアークシステム、装置およびそれを使用する方法 | |
| KR101429604B1 (ko) | 구면용접장치 | |
| KR101367009B1 (ko) | 용접 시스템 | |
| CN205166146U (zh) | 一种大孔径复合钢管等离子坡口切割的浮动跟踪装置 | |
| KR101492143B1 (ko) | 진동폭과 주파수 조절이 가능한 용접용 와이어 고속 진동장치 | |
| KR20130051641A (ko) | 앵글 오버랩 부위의 플라즈마 6축 자동용접로봇 | |
| TWI696513B (zh) | 用於雷射加工輪廓之機器以及藉由該機器在一輪廓上實施傾斜切割作業的方法 | |
| JP2016163913A (ja) | 管端部内面の切削装置および切削方法 | |
| US20070095433A1 (en) | Method and apparatus for treating cracks in slabs | |
| CN103769732B (zh) | 基于数控切割机的大规格角钢下料方法 | |
| KR102378250B1 (ko) | 루트패스 백비드 용접 시 갭 센싱을 통한 송급속도 조절 장치 및 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150914 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5817543 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |