JP5763243B2 - めっき装置 - Google Patents
めっき装置 Download PDFInfo
- Publication number
- JP5763243B2 JP5763243B2 JP2014084513A JP2014084513A JP5763243B2 JP 5763243 B2 JP5763243 B2 JP 5763243B2 JP 2014084513 A JP2014084513 A JP 2014084513A JP 2014084513 A JP2014084513 A JP 2014084513A JP 5763243 B2 JP5763243 B2 JP 5763243B2
- Authority
- JP
- Japan
- Prior art keywords
- anode
- holder
- substrate
- plating
- tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Electroplating Methods And Accessories (AREA)
Description
1)アノードホルダに遮蔽板を取り付けることによって、アノードの開口径を調節することができ、面内均一性を制御することが容易にできる(例えば特許文献2)。
2)アノードが板状であるため基板との平行を容易に保つことができ、面内均一性を上げることができる。
1)基板上に形成される配線の微細化によって、アノードへの通電の確実性が求められるようになった。
2)基板の大型化に伴いアノードも大型化するため、手動によってアノードを交換することはその重量から困難であり、新たな治具を必要とするなどの対応が必要となってきた。
3)アノード交換における作業時間の効率化が求められるようになってきた。
前記水洗槽で洗浄した基板ホルダまたはアノードホルダを乾燥するブロー槽を設置することを特徴とする。
1)アノード交換時は、裏面カバーをはずし通電ベルトの締結具を緩めることによって交換することができるので、アノードの交換が容易である。
2)アノードマスクは、通常、アノード径よりも小さい径のものを使用するので、通電ベルトによって保持されたアノードを交換時期を過ぎて過度に使用しても、アノードホルダからの落下、導電不良になりにくい。
3)アノードホルダの下部に液抜き穴を設けたため、アノードホルダ内のめっき液の排出性が向上する。
1)全自動化された搬送ロボットにてアノードホルダを取り出すことができるため、アノードホルダの交換が容易となる。
2)装置からアノードホルダを取り出す際、搬送ロボットにてアノードホルダをめっき槽より取り出し、付着しためっき液を落とすために水洗槽にてアノードホルダを水洗し、ブロー槽にて水滴除去し、仮置き場よりアノードホルダを取り出すことができるため、アノードホルダの取り出し時に作業員がめっき液に触れることが少なくなり安全性が向上する。
3)容易にアノードホルダが取り出せる為、アノードマスクの交換が容易となる。
4)搬送ロボットはその位置決め精度が高く、位置の微調整が容易であるので、アノードホルダの設置位置再現性が向上し、基板とアノードの極間距離を容易に変更可能となる。
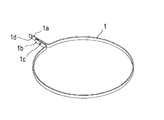
図1および図2に示すように、アノードホルダ用通電ベルト1は、チタン等の導電性の材料からなる帯状の薄板を円形にし、円板状のアノード5を内側に嵌め、ベルトの両端部1a,1bをボルト6およびナット7によって締め付けてアノード5を固定する構造になっている。通電ベルト1は、1mm〜3mmの厚さを有し、1cm〜2cmの幅を有する。なお、めっき対象物の基板Wが円板状なので、アノード5は基板と同じ形状の円板状になっている。また、アノード5は、外径150mm〜300mm、厚さ10mm〜20mmの円板状である。
1)通電ベルト1がアノード5の周縁部の全周又は略全周に接触するため、アノード5の全周又は略全周から通電することができ接触不良を防ぐことができる。
2)通電ベルト1とアノード5との接触面積が大きいため、接触抵抗の低減を図ることができる。
3)アノード5の全周を通電ベルト1で固定するため、アノード5と通電ベルト1の位置合わせの必要がなく、アノード5は単なる円板状なので、アノード5の加工がしやすい。
4)アノードの交換時には、通電ベルト1を緩めアノード5を取り替えるだけなので、アノードの交換が容易になる。
5)通電ベルト1により円板状のアノード5を保持しているので、無駄なアノード材部分を減少することができる。
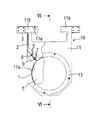
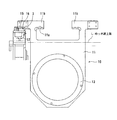
図5はアノードホルダの全体構成を示す部分断面正面図であり、図6は図5のVI−VI線断面図であり、図7はアノードホルダの分解斜視図である。
図5および図6に示すように、アノードホルダ10は、通電ベルト1に保持されたアノード5を取り付けるためのアノードホルダベース11と、アノードホルダベース11の背面側に取り付けられアノード5の裏面側を押さえるための裏面カバー12と、アノードホルダベース11の前面側に取り付けられアノード5の前面側の一部を覆うためのアノードマスク13とから構成されている。
また、図7に示すように、裏面カバー12は、略矩形状の薄板から構成され、その中央部に円形状の押さえ部12aが形成されている。図6に示すように、円形状の押さえ部12aは、その周辺部よりわずかに厚く形成されていて、収容孔11a内に入り込むようになっており、押さえ部12aがアノード5の裏面を押さえるようになっている。
1)アノード交換時は、裏面カバー12をはずし通電ベルト1のダブルナット7を緩めることによって交換することができるので、アノード5の交換が容易である。
2)アノードマスク13は、通常、アノード径よりも小さい径のものを使用するので、通電ベルト1によって保持されたアノード5を交換時期を過ぎて過度に使用しても、アノードホルダ10からの落下、導電不良になりにくい。
3)アノードホルダ10の下部に液抜き穴11hを設けたため、アノードホルダ内のめっき液の排出性が向上する。
図9に示すように、めっき処理装置は、基板Wのロードおよびアンロードを行うロード・アンロードユニットU1と、基板のめっき、洗浄等の各種処理を行うめっき処理ユニットU2とから構成されている。ロード・アンロードユニットU1には、半導体ウエハ等の基板Wを収納したカセット20を搭載する3台のカセットテーブル22と、基板のオリフラやノッチなどの位置を所定の方向に合わせるアライナ24と、めっき処理後の基板を高速回転させて乾燥させるスピンドライヤ26が備えられている。更に、この後方向の位置には、基板ホルダ18を載置して基板Wの該基板ホルダ18への着脱を行う基板着脱部30が設けられている。そして、カセットテーブル22、アライナ24、スピンドライヤ26および基板着脱部30の中心位置には、これら装置間で基板Wを搬送する搬送ロボット32が配置されている。
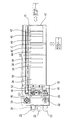
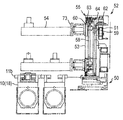
図10及び図11に示すように、トランスポータ52の移動方式としてリニアモータ方式を採用することで、長距離移動を可能にするとともに、トランスポータ52の長さを短く抑えて装置の全長をより短くし、更に長いボールネジなどの精度とメンテナンスを要する部品を削減することができる。
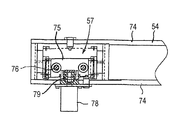
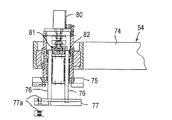
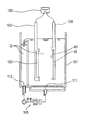
めっき槽44内に浸漬されるとともに消耗したアノード5を保持しているアノードホルダ10をトランスポータ52により持ち上げる。このとき、トランスポータ52の把持機構57でアノードホルダ10を把持し、アーム部昇降機構55を介してアーム部54を上昇させた後、アノードホルダ10を水洗槽40まで搬送する。しかる後、アーム部昇降機構55を介してアーム部54を下降させ、アノードホルダ10を水洗槽40内に入れて水洗する。そして、水洗されたアノードホルダ10を、前記と同様にして、トランスポータ52によってブロー槽42へ移し、アノードホルダ10から水滴を除去する。
1)全自動化されたトランスポータ(搬送ロボット)52にてアノードホルダ10を取り出すことができるため、アノードホルダ10の交換が容易となる。
2)装置からアノードホルダ10を取り出す際、トランスポータ(搬送ロボット)52にてアノードホルダ10をめっき槽44より取り出し、付着しためっき液を落とすために水洗槽(ウエハ水洗と兼用)40にてアノードホルダ10を水洗し、ブロー槽(ウエハブローと兼用)42にて乾燥させ、仮置き場70(アノードホルダ交換エリア)よりアノードホルダ10を取り出すことができるため、アノードホルダ10の取り出し時に作業員がめっき液に触れることが少なくなり安全性が向上する。
3)容易にアノードホルダ10が取り出せる為、アノードマスク13の交換が容易となる。
4)トランスポータ(搬送ロボット)52はその位置決め精度が高く、位置の微調整が容易であるので、アノードホルダ10の設置位置再現性が向上し、基板Wとアノード5の極間距離を容易に変更可能となる。
1a,1b 両端部
1c ボルト挿通孔
2 導電性ブラケット
3 接点部
5 アノード
6,8 ボルト
7,9 ナット
10 アノードホルダ
11 アノードホルダベース
11a 収容孔
11b ハンド
11e 凹部
11h めっき液抜き用の穴
12 裏面カバー
12a 押さえ部
13 アノードマスク
10 アノードホルダ
18 基板ホルダ
20 カセット
22 カセットテーブル
24 アライナ
26 スピンドライヤ
30 基板着脱部
32 搬送ロボット
34 ストッカ
36 プリウェット槽
38 プリソーク槽
40 水洗槽
42 ブロー槽
44 めっき槽
46 載置プレート
47 ハウジング
50 搬送装置
52 トランスポータ(搬送ロボット)
53 トランスポータ本体
54 アーム部
55 アーム部昇降機構
57 把持機構
58 ボールねじ
59 ナット
60 LMベース
61 昇降用モータ
63 従動プーリ
64 タイミングベルト
66 取付け台
67 スリーブ
70 仮置き場
73 カップリング
74 側板
75 固定ホルダ
76 ガイドシャフト
77 可動ホルダ
77a 突起
78 幅方向移動用シリンダ
79 シリンダジョイント
80 上下移動用シリンダ
81 シリンダコネクタ
82 シャフトホルダ
85 リニアモータ部
86 ベース
87 スライダ
89 ケーブルベアブラケット
90 ケーブルベア受け
92 ケーブルベア(登録商標)
Claims (3)
- 基板を保持するための基板ホルダと、
基板を基板ホルダに着脱するための基板着脱部を有し、基板ホルダに基板のロード及びアンロードを行うロード・アンロードユニットと、
アノードを保持するためのアノードホルダと、
前記アノードホルダをめっき装置外部に取り出すための仮置き場と、前記基板着脱部と前記仮置き場との間に設置され、基板を保持した基板ホルダとアノードを保持したアノードホルダを対向して配置しめっき処理を行うための複数のめっき槽とを有するめっき処理ユニットと、
前記基板着脱部と前記仮置き場との間で基板ホルダとアノードホルダを搬送可能なトランスポータを備えたことを特徴とするめっき装置。 - 前記めっき槽と前記仮置き場との間に、基板ホルダまたはアノードホルダを洗浄する水洗槽を設置することを特徴とする請求項1記載のめっき装置。
- 前記水洗槽で洗浄した基板ホルダまたはアノードホルダを乾燥するブロー槽を設置することを特徴とする請求項2記載のめっき装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014084513A JP5763243B2 (ja) | 2012-02-28 | 2014-04-16 | めっき装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012040902A JP5529188B2 (ja) | 2007-08-20 | 2012-02-28 | アノードホルダ及びめっき装置 |
| JP2014084513A JP5763243B2 (ja) | 2012-02-28 | 2014-04-16 | めっき装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012040902A Division JP5529188B2 (ja) | 2007-08-20 | 2012-02-28 | アノードホルダ及びめっき装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014148755A JP2014148755A (ja) | 2014-08-21 |
| JP5763243B2 true JP5763243B2 (ja) | 2015-08-12 |
Family
ID=46493231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014084513A Active JP5763243B2 (ja) | 2012-02-28 | 2014-04-16 | めっき装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5763243B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117835630B (zh) * | 2024-01-30 | 2025-06-06 | 凯普电子(昆山)有限公司 | 一种连接结构、托架、铆接部及托架表面处理的方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS534731A (en) * | 1976-07-02 | 1978-01-17 | Toshiharu Nakai | Device for maintenance and replacement of anode in automatic plating apparatus |
| JP4846201B2 (ja) * | 2004-02-26 | 2011-12-28 | 株式会社荏原製作所 | めっき装置及びめっき方法 |
-
2014
- 2014-04-16 JP JP2014084513A patent/JP5763243B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014148755A (ja) | 2014-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4942580B2 (ja) | アノードホルダ用通電ベルトおよびアノードホルダ | |
| JP4722955B2 (ja) | 基板ホルダ及び電解めっき装置 | |
| JP4669019B2 (ja) | 基板ホルダ及び電解めっき装置 | |
| JP4664320B2 (ja) | めっき方法 | |
| JPWO2001068952A1 (ja) | めっき装置及び方法 | |
| TW201447049A (zh) | 微電子基材電處理系統 | |
| JP3778281B2 (ja) | 基板ホルダ及びめっき装置 | |
| JP2005029863A (ja) | めっき装置 | |
| TW201514347A (zh) | 鍍覆裝置以及使用於該鍍覆裝置之清潔裝置 | |
| CN115135618A (zh) | 镀覆方法及镀覆装置 | |
| CN111211068B (zh) | 使基板保持器保持基板的方法 | |
| JP5400408B2 (ja) | アノードホルダ用通電部材およびアノードホルダ | |
| JP2002363794A (ja) | 基板ホルダ及びめっき装置 | |
| JP5763243B2 (ja) | めっき装置 | |
| JP7460504B2 (ja) | めっき装置 | |
| JP2002363793A (ja) | 基板ホルダ及びめっき装置 | |
| CN107488869B (zh) | 能够供电至阳极的供电体及镀覆装置 | |
| JP2002363797A (ja) | 電気接点及びその製造方法、並びにめっき装置 | |
| JP2004269923A (ja) | めっき装置 | |
| JP2004043936A (ja) | 基板ホルダ及びめっき装置 | |
| JP2005281720A (ja) | 湿式処理方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150610 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5763243 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |