JP5693142B2 - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- JP5693142B2 JP5693142B2 JP2010240989A JP2010240989A JP5693142B2 JP 5693142 B2 JP5693142 B2 JP 5693142B2 JP 2010240989 A JP2010240989 A JP 2010240989A JP 2010240989 A JP2010240989 A JP 2010240989A JP 5693142 B2 JP5693142 B2 JP 5693142B2
- Authority
- JP
- Japan
- Prior art keywords
- insert
- shank
- tip
- holder
- insertion hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
面の終端であってもよく、または、前記段差の角部は、他端側の前記立ち上がり面と、該立ち上がり面に隣接して先端側に設けられた段差面との間に形成されていてもよい。
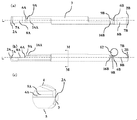
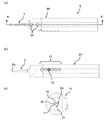
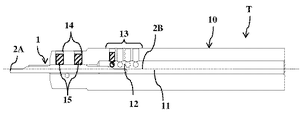
本発明の他の実施態様であるインサートの(a)全体斜視図、(b)側面図、および(c)先端視図である。また、図4は、インサート1をホルダ10に装着した切削工具Tの概略斜視図、図5は図4の切削工具Tを(a)X方向(上面方向)から見た上面図、(b)Y方向(側面方向)から見た側面図、(c)Z方向(先端方向)から見た先端視図、図6は図5(b)のN−N断面図である。
差9Bがインサートの浮き上がりを押えるように働いて強固に固定できるので、切削中のインサート1のびびりを抑制できる。また、段差9Bを位置決め部材12に直接当接させて位置決めするので、シャンクの外周面に平面部を設けてこれをホルダの外周からネジ部材を当接させてネジ止めする方法に比べて、切刃2の取付け精度が高くかつネジが緩むこともない。
な方向に対して上面から見て斜めに傾いた形状であってもよい。なお、位置決め部材12が多角柱等の角部を有する形状からなる場合には、インサート1の段差9は位置決め部材12の角部ではない平坦部に当接されることが安定な拘束状態を維持する点で望ましい。
2(2A、2B) 切刃
3 シャンク
4 外周面
5 平坦部
6(6A、6B、6A’、6B’) 立ち上がり面
7(7A、7B) すくい面
8(8A、8B) 切屑ポケット
9(9A、9B、9A’、9B’、9A’’、9B’’) 段差
16(16A、16B、16A’、16B’) 段差面
10 ホルダ
11 挿入孔
12 位置決め部材
13 位置決め部材取付孔
14、14’ ネジ孔
15 ネジ部材
18 当接部
19、19’ 装着補助部材
20 貫通孔
21 切欠溝
T 切削工具
Claims (7)
- 棒状をなし、シャンクと、前記シャンクの少なくとも先端に形成される切刃と、該切刃が形成された先端とは反対の後端側の前記シャンクに形成され、前記後端側に折れ曲がるとともに、横断面視で直線部を備えた段差を有するインサートを、
ホルダの先端に形成された挿入孔内に前記インサートの後端側から挿入して、ホルダに設けられた位置決め部材に前記段差の角部を線当たりで当接した状態で固定するとともに、前記シャンクの両端に切刃が形成されており、前記段差の角部は、前記シャンクの両端に形成された前記切刃のうちの後端側の切刃に続いて設けられた切屑ポケットおよび立ち上がり面の終端に形成されており、前記段差の角部は、前記立ち上がり面と、該立ち上がり面に隣接して先端側に設けられた段差面との間に形成されている切削工具。 - 棒状をなし、シャンクと、前記シャンクの少なくとも先端に形成される切刃と、該切刃が形成された先端とは反対の後端側の前記シャンクに形成され、前記後端側に折れ曲がるとともに、横断面視で直線部を備えた段差を有するインサートを、
ホルダの先端に形成された挿入孔内に前記インサートの後端側から挿入して、ホルダに設けられた位置決め部材に前記段差の角部を線当たりで当接した状態で固定するとともに、前記ホルダにおいて、前記挿入孔に貫通する位置決め部材取付孔を設けるとともに、該位置決め部材取付孔に棒状の前記位置決め部材を挿通した構成からなる切削工具。 - 棒状をなし、シャンクと、前記シャンクの少なくとも先端に形成される切刃と、該切刃が形成された先端とは反対の後端側の前記シャンクに形成され、前記後端側に折れ曲がるとともに、横断面視で直線部を備えた段差を有するインサートを、
ホルダの先端に形成された挿入孔内に前記インサートの後端側から挿入して、ホルダに設けられた位置決め部材に前記段差の角部を線当たりで当接した状態で固定するとともに、前記ホルダにおいて、前記位置決め部材よりも先端側に前記挿入孔に貫通するネジ孔を形成して、該ネジ孔にネジ部材を螺合して、該ネジ部材の先端で前記インサートのシャンクの外周面を押圧固定する切削工具。 - 前記シャンクの両端に切刃が形成されている請求項2または3記載の切削工具。
- 前記段差の角部は、前記シャンクの両端に形成された前記切刃のうちの後端側の切刃に続いて設けられた切屑ポケットおよび立ち上がり面の終端に形成されている請求項4記載の切削工具。
- 前記ホルダにおいて、前記位置決め部材よりも先端側に位置して前記挿入孔に貫通し、前記インサートを前記挿入孔内に挿入する際に、該挿入孔内に挿入される側の前記切刃が前記位置決め部材に接触することを予防する装着補助部材を前記挿入孔に配設した請求項1乃至5のいずれか記載の切削工具。
- 前記挿入孔に貫通する貫通孔を設けるとともに、該貫通孔に棒状の前記装着補助部材を挿通した構成からなる請求項6記載の切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010240989A JP5693142B2 (ja) | 2010-10-27 | 2010-10-27 | 切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010240989A JP5693142B2 (ja) | 2010-10-27 | 2010-10-27 | 切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012091279A JP2012091279A (ja) | 2012-05-17 |
| JP5693142B2 true JP5693142B2 (ja) | 2015-04-01 |
Family
ID=46385223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010240989A Expired - Fee Related JP5693142B2 (ja) | 2010-10-27 | 2010-10-27 | 切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5693142B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2541719A (en) * | 1946-08-21 | 1951-02-13 | John R Proksa | Machine tool bit holder |
| DE3909358C2 (de) * | 1989-03-22 | 1994-09-29 | Zinner Gmbh Praezisionswerkzeuge | Spanendes Werkzeug |
| DE19714398A1 (de) * | 1997-04-08 | 1998-10-15 | Komet Stahlhalter Werkzeug | Einspannvorrichtung für Werkzeuge |
| JPH11104904A (ja) * | 1997-09-30 | 1999-04-20 | Toshiba Tungaloy Co Ltd | 溝入れ用バイトホルダおよびそのスローアウェイチップ |
| JP2009072855A (ja) * | 2007-09-20 | 2009-04-09 | Tungaloy Corp | スローアウェイチップおよび切削工具 |
-
2010
- 2010-10-27 JP JP2010240989A patent/JP5693142B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012091279A (ja) | 2012-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4712124B2 (ja) | インサート及びホルダ並びにそれらを用いる切削工具 | |
| KR20130011958A (ko) | 인덱서블 드릴 인서트 | |
| KR20070078787A (ko) | 인서트식 절삭 공구, 인서트 및 인서트의 공구 본체로의고정 방법 | |
| JP5701321B2 (ja) | 切削工具 | |
| KR20160106704A (ko) | 인덱싱 가능한 중심 드릴 인서트 및 중심 드릴 인서트를 위한 절삭 공구 | |
| JP4360620B2 (ja) | 切削工具用ホルダおよびそれを用いた切削工具 | |
| JP5781163B2 (ja) | ホルダおよび切削工具 | |
| JP5952126B2 (ja) | インサートおよび切削工具 | |
| JP5693142B2 (ja) | 切削工具 | |
| JP2012111006A (ja) | 切削工具 | |
| JP2013071214A (ja) | 切削工具 | |
| JP5882822B2 (ja) | 固定部材および切削工具 | |
| JP2008213077A (ja) | 切削インサート及びインサート着脱式切削工具 | |
| JP2020163524A (ja) | 刃先交換式切削工具、切削インサート、および工具本体 | |
| JP2012024875A (ja) | インサートおよび切削工具 | |
| CN102554294B (zh) | 内径加工用刀头及内径加工用切削工具 | |
| JP5151248B2 (ja) | 中ぐり加工用チップおよびこれを用いた中ぐり工具 | |
| JP4262049B2 (ja) | 切削工具 | |
| JP2017217703A (ja) | 穴あけ工具 | |
| JP2009034819A (ja) | 切削工具 | |
| JP2004074322A (ja) | スローアウェイチップおよびそれを用いた切削工具 | |
| JP2016007684A (ja) | 切削工具 | |
| JP6590169B2 (ja) | 切削工具 | |
| JP2009034818A (ja) | 切削工具 | |
| JP2016120576A (ja) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140716 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5693142 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |