JP5658723B2 - 軟質金属中間層を使用した油圧継手の向上したコンダクタンス - Google Patents
軟質金属中間層を使用した油圧継手の向上したコンダクタンス Download PDFInfo
- Publication number
- JP5658723B2 JP5658723B2 JP2012233770A JP2012233770A JP5658723B2 JP 5658723 B2 JP5658723 B2 JP 5658723B2 JP 2012233770 A JP2012233770 A JP 2012233770A JP 2012233770 A JP2012233770 A JP 2012233770A JP 5658723 B2 JP5658723 B2 JP 5658723B2
- Authority
- JP
- Japan
- Prior art keywords
- joint
- soft metal
- intermediate layer
- tube
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 62
- 239000002184 metal Substances 0.000 title claims description 62
- 239000011229 interlayer Substances 0.000 title claims description 21
- 239000010410 layer Substances 0.000 claims description 41
- 238000000034 method Methods 0.000 claims description 36
- 239000002131 composite material Substances 0.000 claims description 17
- 239000002828 fuel tank Substances 0.000 claims description 17
- 230000008878 coupling Effects 0.000 claims description 14
- 238000010168 coupling process Methods 0.000 claims description 14
- 238000005859 coupling reaction Methods 0.000 claims description 14
- 229910052782 aluminium Inorganic materials 0.000 claims description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 11
- 239000000956 alloy Substances 0.000 claims description 10
- 229910045601 alloy Inorganic materials 0.000 claims description 10
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 5
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 claims description 5
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 5
- 229910052787 antimony Inorganic materials 0.000 claims description 5
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims description 5
- 229910052797 bismuth Inorganic materials 0.000 claims description 5
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 claims description 5
- 229910052793 cadmium Inorganic materials 0.000 claims description 5
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 claims description 5
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 239000010949 copper Substances 0.000 claims description 5
- 229910052733 gallium Inorganic materials 0.000 claims description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 5
- 229910052737 gold Inorganic materials 0.000 claims description 5
- 239000010931 gold Substances 0.000 claims description 5
- 229910052738 indium Inorganic materials 0.000 claims description 5
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 claims description 5
- 230000006698 induction Effects 0.000 claims description 5
- 229910052697 platinum Inorganic materials 0.000 claims description 5
- 229910052703 rhodium Inorganic materials 0.000 claims description 5
- 239000010948 rhodium Substances 0.000 claims description 5
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 claims description 5
- 229910052709 silver Inorganic materials 0.000 claims description 5
- 239000004332 silver Substances 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- 229910052716 thallium Inorganic materials 0.000 claims description 5
- BKVIYDNLLOSFOA-UHFFFAOYSA-N thallium Chemical compound [Tl] BKVIYDNLLOSFOA-UHFFFAOYSA-N 0.000 claims description 5
- 229910052718 tin Inorganic materials 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 230000002829 reductive effect Effects 0.000 claims description 3
- 230000009993 protective function Effects 0.000 claims description 2
- 230000000903 blocking effect Effects 0.000 claims 1
- 239000002861 polymer material Substances 0.000 claims 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 9
- 230000036961 partial effect Effects 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 239000000446 fuel Substances 0.000 description 5
- 230000005288 electromagnetic effect Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 206010042255 Struck by lightning Diseases 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENT OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D37/00—Arrangements in connection with fuel supply for power plant
- B64D37/32—Safety measures not otherwise provided for, e.g. preventing explosive conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENT OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D45/00—Aircraft indicators or protectors not otherwise provided for
- B64D45/02—Lightning protectors; Static dischargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/14—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling
- F16L13/146—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling by an axially moveable sleeve
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L25/00—Constructive types of pipe joints not provided for in groups F16L13/00 - F16L23/00 ; Details of pipe joints not otherwise provided for, e.g. electrically conducting or insulating means
- F16L25/01—Constructive types of pipe joints not provided for in groups F16L13/00 - F16L23/00 ; Details of pipe joints not otherwise provided for, e.g. electrically conducting or insulating means specially adapted for realising electrical conduction between the two pipe ends of the joint or between parts thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L25/00—Constructive types of pipe joints not provided for in groups F16L13/00 - F16L23/00 ; Details of pipe joints not otherwise provided for, e.g. electrically conducting or insulating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49909—Securing cup or tube between axially extending concentric annuli
- Y10T29/49913—Securing cup or tube between axially extending concentric annuli by constricting outer annulus
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49925—Inward deformation of aperture or hollow body wall
- Y10T29/49927—Hollow body is axially joined cup or tube
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49925—Inward deformation of aperture or hollow body wall
- Y10T29/49934—Inward deformation of aperture or hollow body wall by axially applying force
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Multi-Conductor Connections (AREA)
- Laminated Bodies (AREA)
Description
Claims (10)
- 複合燃料タンクの発火源を阻止する際に、保護機能としてスパーキングに対して保護を提供する方法であって、
炭素強化高分子材料、及び油圧システムを備える複合燃料タンクを提供するステップを含み、
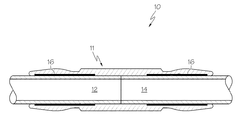
油圧システムは、内側表面を有する油圧継手(10、20)、及び外側表面を有する油圧管(12、14)を備え、
継手(10、20)の内側表面は、同軸関係において、管(12、14)の外側表面の少なくとも一部分上に延びるように適合され、且つ、
軟質金属中間層(16)は、継手(10、20)の内側表面と管(12、14)の外側表面との間に組み込まれ、且つ、
軟質金属中間層(16)は、加圧下でスウェージング又はインスタレーションすると継手(10、20)が油圧管(12、14)に嵌合する領域に配置され、
軟質金属中間層(16)は、0.0254ミリメートルから0.254ミリメートルの厚さである、方法。 - 前記軟質金属は、アルミニウム、銅、ガリウム、銀、カドミウム、金、アンチモン、プラチナ、スズ、インジウム、ロジウム、タリウム、ビスマス、鉛、その合金、及び合金鋼から成るグループから選択される、請求項1に記載の方法。
- 前記軟質金属中間層(16)は、継手(10、20)の内側表面上に存在する、請求項1または2に記載の方法。
- 前記軟質金属中間層(16)は、管(12、14)の外側表面上に存在する、請求項1乃至3のいずれか一項に記載の方法。
- 継手(10、20)及び管(12、14)をスウェージングして、継手(10、20)の内側表面、及び管(12、14)の外側表面を加圧下で嵌合させ、軟質金属中間層(16)を介して電気接触させるステップをさらに含む、請求項1乃至4のいずれか一項に記載の方法。
- 前記スウェージングするステップは、放射状スウェージング又は軸方向スウェージングを含む、請求項1乃至5のいずれか一項に記載の方法。
- 前記軟質金属中間層(16)を伴う前記スウェージングは、中間層(16)を伴わない継手(10、20)及び管(12、14)に比べて、継手(10、20)と管(12、14)との間の電気接触を高める、請求項1乃至6のいずれか一項に記載の方法。
- 油圧システムであって、
内側表面を有する油圧継手(10、20)、及び
外側表面を有する油圧管(12、14)を備え、
継手(10、20)の内側表面は、同軸関係において、管(12、14)の外側表面の少なくとも一部分上に延びるように適合され、且つ、軟質金属中間層(16)は、継手(10、20)の内側表面と管(12、14)の外側表面との間に組み込まれ、且つ、
軟質金属中間層(16)は、加圧下でスウェージング又はインスタレーションすると継手(10、20)が油圧管(12、14)に嵌合する領域に配置され、
前記軟質金属中間層(16)は、中間層(16)を伴わない継手(10、20)及び管(12、14)に比べて、継手(10、20)と管(12、14)との間の電気接触を高め、且つ、
軟質金属中間層(16)は、0.0254ミリメートルから0.254ミリメートルの厚さである、油圧システム。 - 前記高められた電気接触は、中間層(16)を伴わない継手(10、20)及び管(12、14)に比べて、雷誘導管電流からの継手(10、20)と管(12、14)との間の接触上の電圧を下げる、請求項8に記載の油圧システム。
- 雷誘導管電流で継手(10、20)と管(12、14)との間の接触上の前記下げられた電圧は、中間層(16)を伴わない継手(10、20)及び管(12、14)に比べて、熱を下げ、且つ、接触におけるアーク放電及び/又はスパーキングを防ぐ、請求項9に記載の油圧システム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/279,973 US8783735B2 (en) | 2011-10-24 | 2011-10-24 | Conductance on hydraulic fittings using a soft metal interlayer |
| US13/279,973 | 2011-10-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013100901A JP2013100901A (ja) | 2013-05-23 |
| JP5658723B2 true JP5658723B2 (ja) | 2015-01-28 |
Family
ID=47115350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012233770A Expired - Fee Related JP5658723B2 (ja) | 2011-10-24 | 2012-10-23 | 軟質金属中間層を使用した油圧継手の向上したコンダクタンス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8783735B2 (ja) |
| EP (1) | EP2586708B1 (ja) |
| JP (1) | JP5658723B2 (ja) |
| CN (1) | CN103062542B (ja) |
| RU (1) | RU2604470C9 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3123761A1 (en) * | 2013-05-09 | 2014-11-13 | Titeflex Corporation | Bushings, sealing devices, tubing, and methods of installing tubing |
| US9180509B2 (en) * | 2013-10-24 | 2015-11-10 | The Boeing Company | Cold working holes in a composite and metal stack |
| DE102014107433B4 (de) * | 2014-05-27 | 2022-12-22 | Audi Ag | Fluidleitung |
| FR3024179B1 (fr) * | 2014-07-25 | 2016-08-26 | Snecma | Systeme d'alimentation en air sous pression installe dans une turbomachine d'aeronef comportant des moyens d'etancheite |
| US20160229552A1 (en) * | 2015-02-05 | 2016-08-11 | The Boeing Company | Intermetallic and composite metallic gap filler |
| DE102015102404A1 (de) * | 2015-02-20 | 2016-08-25 | Viega Gmbh & Co. Kg | Fitting mit Beschichtung, Rohrleitungssystem und Verwendung des Fittings oder des Rohrleitungssystems |
| DE102015103228B4 (de) * | 2015-03-05 | 2018-03-22 | Viega Technology Gmbh & Co. Kg | Presshülse, Pressfitting und Verwendung des Pressfittings oder der Presshülse |
| GB2542121A (en) * | 2015-09-08 | 2017-03-15 | Airbus Operations Ltd | Pipe installation |
| US10458443B2 (en) | 2016-04-04 | 2019-10-29 | The Boeing Company | Actuator having an internal conductive path |
| FR3058496B1 (fr) * | 2016-11-09 | 2019-09-06 | Permaswage | Corps de jonction, raccord, systeme hydraulique pour le passage d'un fluide entre deux circuits hydrauliques, procede de montage associe |
| CN106764156A (zh) * | 2017-04-05 | 2017-05-31 | 北京海泰斯工程设备股份有限公司 | 一种海底输油管线外卡式自紧法兰连接机构 |
| US10603844B2 (en) | 2017-10-18 | 2020-03-31 | The Boeing Company | Apparatus and methods for injecting filler material into a hole in a composite layer |
| DE102017128251A1 (de) * | 2017-11-29 | 2019-05-29 | Airbus Operations Gmbh | Abgasleitung für eine Batterie in einem Luftfahrzeug |
| DE102017222835A1 (de) * | 2017-12-15 | 2019-06-19 | PFW Aerospace GmbH | Hybridbauteil und Verfahren zur Herstellung eines Hybridbauteils sowie dessen Verwendung |
| US10739389B2 (en) | 2018-03-16 | 2020-08-11 | The Boeing Company | Systems and methods for measuring the electrical contact resistance at an interface |
| US10982705B2 (en) | 2018-03-16 | 2021-04-20 | The Boeing Company | Method, apparatus and applicator for applying a coating on a surface of a lamination |
| DE102018219285A1 (de) * | 2018-11-12 | 2020-05-14 | Festool Gmbh | Verbindungseinrichtung, Verfahren zum Herstellen einer Verbindungseinrichtung, Schraubhülse |
| US11137014B2 (en) | 2019-01-08 | 2021-10-05 | The Boeing Company | Conductive fastening system and method for improved EME performance |
| EP3719370B1 (en) * | 2019-04-02 | 2024-03-13 | Crompton Technology Group Limited | Electrical isolator |
| CN111336334B (zh) * | 2020-03-05 | 2021-06-01 | 深圳市华胜建设集团有限公司 | 一种给排水管道连接构造 |
| US20220015216A1 (en) * | 2020-07-07 | 2022-01-13 | Diarmuid Liam O Neill | Dielectric Isolator Fluid Conveyance |
| CN113745870B (zh) * | 2021-08-24 | 2022-10-25 | 西安交通大学 | 一种中心载流导杆及高压输电设备 |
| US11767937B2 (en) | 2021-12-16 | 2023-09-26 | B. & E. Manufacturing Co., Inc. | Dynamic bellows fluid fitting |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1186813A (en) * | 1913-09-12 | 1916-06-13 | John W Mcferran | Pipe-coupling. |
| US3528689A (en) * | 1967-12-22 | 1970-09-15 | Homer D Roe | Tube joint |
| USRE28457E (en) * | 1968-06-24 | 1975-07-01 | Coupling fitting for connecting two pipes | |
| US3529856A (en) * | 1969-01-08 | 1970-09-22 | Dumont Aviat Associates | Coupling and method of forming same |
| BE880992A (fr) * | 1979-01-05 | 1980-05-02 | Raychem Corp | Perfectionnements aux dispositifs a reprise thermique |
| US4352142A (en) * | 1981-04-15 | 1982-09-28 | The Boeing Company | Composite aircraft structure having lightning protection |
| US4705302A (en) | 1986-05-28 | 1987-11-10 | Teledyne Linair Engineering | Tube fitting |
| FR2617568B1 (fr) | 1987-07-02 | 1989-10-20 | Aerospatiale | Tube pour la circulation d'un fluide inflammable, et tuyauterie realisee a partir de tels tubes |
| US5386923A (en) * | 1994-01-28 | 1995-02-07 | Kurata Corporation | Joint structure of container and pipe |
| US5405176A (en) | 1994-02-15 | 1995-04-11 | Mcdonnell Douglas Corporation | High pressure mechanical seal |
| US5560661A (en) | 1995-02-10 | 1996-10-01 | Mcdonnell Douglas Corporation | High pressure mechanical seal |
| JP3988903B2 (ja) * | 1998-03-06 | 2007-10-10 | 臼井国際産業株式会社 | 自動車用燃料配管系および該配管系に使用する接続構造体 |
| US6450553B1 (en) * | 1999-11-05 | 2002-09-17 | Mechl Llc | Axial swage fitting for large bore pipes and tubes |
| CN2546712Y (zh) * | 2002-06-06 | 2003-04-23 | 中国人民解放军空军株洲航空四站装备修理厂 | 一种导静电的高压充气软管 |
| JP4298357B2 (ja) * | 2003-04-08 | 2009-07-15 | 三桜工業株式会社 | 管の接続構造 |
| FR2862355B1 (fr) * | 2003-11-18 | 2006-02-10 | Ecl | Systeme de liaison de deux arbres en translation |
| US7599164B2 (en) * | 2006-12-07 | 2009-10-06 | The Boeing Company | Lightning protection system for aircraft composite structure |
| US7898785B2 (en) * | 2006-12-07 | 2011-03-01 | The Boeing Company | Lightning protection system for an aircraft composite structure |
| JP5155833B2 (ja) * | 2008-12-01 | 2013-03-06 | 三菱重工業株式会社 | 航空機の燃料タンク |
| FR2955370B1 (fr) | 2010-01-20 | 2012-03-16 | Permaswage | Dispositif de raccordement de tubes de circulation de fluides et procede associe |
-
2011
- 2011-10-24 US US13/279,973 patent/US8783735B2/en not_active Expired - Fee Related
-
2012
- 2012-10-15 EP EP12188489.4A patent/EP2586708B1/en not_active Not-in-force
- 2012-10-23 RU RU2012144964A patent/RU2604470C9/ru active
- 2012-10-23 JP JP2012233770A patent/JP5658723B2/ja not_active Expired - Fee Related
- 2012-10-24 CN CN201210410395.3A patent/CN103062542B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN103062542A (zh) | 2013-04-24 |
| US20130099490A1 (en) | 2013-04-25 |
| EP2586708A3 (en) | 2013-09-11 |
| RU2604470C9 (ru) | 2017-03-24 |
| RU2012144964A (ru) | 2014-04-27 |
| EP2586708B1 (en) | 2016-12-07 |
| CN103062542B (zh) | 2016-09-28 |
| US8783735B2 (en) | 2014-07-22 |
| EP2586708A2 (en) | 2013-05-01 |
| RU2604470C2 (ru) | 2016-12-10 |
| JP2013100901A (ja) | 2013-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5658723B2 (ja) | 軟質金属中間層を使用した油圧継手の向上したコンダクタンス | |
| EP2724067B1 (en) | Apparatus for preventing spark propagation | |
| EP2989364B1 (en) | Seal ring element | |
| EP2702306B1 (en) | Fluid sealing | |
| US11631510B2 (en) | Electrical isolator | |
| CN105840931A (zh) | 一种低压流体输送系统英制导管的柔性连接件 | |
| JP4551462B2 (ja) | ルーズフランジ式フレア管継手のシール性改善方法、フレア部端面角度制御方法、ルーズフランジ式フレア管継手、ルーズフランジ式フレア管継手用鋼管、ルーズフランジ式フレア管継手用鋼管の製造方法及び鋼管の接合方法 | |
| JP2013517436A (ja) | 流体循環チューブを結合させるためのデバイスおよび関連方法 | |
| EP3719368B1 (en) | Electrical isolator and corresponding forming method | |
| US10830380B2 (en) | Composite fluid transfer conduit | |
| JP5384416B2 (ja) | ルーズフランジ式フレア管継手、ルーズフランジ式フレア管継手用鋼管、ルーズフランジ式フレア管継手用鋼管の製造方法及び鋼管の接合方法 | |
| CN104132199A (zh) | 一种用于双卡套管接头的后卡套 | |
| CN208281674U (zh) | 一种管路伸缩器 | |
| CN216382928U (zh) | 一种带视窗不锈钢波纹软管 | |
| RU2527226C2 (ru) | Узел сварного соединения трубопровода (варианты) | |
| CN215763741U (zh) | 一种制动软管 | |
| CN210004029U (zh) | 一种预制保温管的外管连接结构 | |
| US20190257450A1 (en) | Intumescent protection of ptfe hoses | |
| CN110556661A (zh) | 一种基于航空转向阀系统的电缆组件 | |
| JP3180235U (ja) | マルチフレキシブルホース | |
| CN103195989A (zh) | 一种内夹金属承压层的塑料的复合管及其加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140922 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5658723 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |