JP5487913B2 - 短繊維状物定量供給装置 - Google Patents
短繊維状物定量供給装置 Download PDFInfo
- Publication number
- JP5487913B2 JP5487913B2 JP2009271737A JP2009271737A JP5487913B2 JP 5487913 B2 JP5487913 B2 JP 5487913B2 JP 2009271737 A JP2009271737 A JP 2009271737A JP 2009271737 A JP2009271737 A JP 2009271737A JP 5487913 B2 JP5487913 B2 JP 5487913B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- short
- short fiber
- belt
- supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
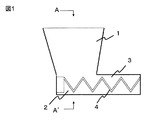
(1)材料を貯蔵するホッパ部とその下部に材料を排出するための導入部および、筒状の排出部を設けたホッパを持ち、導入部から排出部にかけて、材料を搬出するためのスクリュウを持つ材料搬送装置において、導入部下部の相当内半径Rとスクリュウ外半径rとの比R/rが1.1≦R/r≦1.3であり、かつ導入部下部から2Rの部分における開口幅LとRの比L/Rが1.5≦L/R≦2.2であることを特徴とする短繊維状物定量供給装置。
導入部2は、短繊維状物の滞留を防止するために、少なくとも下部については半円形状である必要がある。
Rについては短繊維状物が搬送されるだけの大きさが必要であり、下限は供給対象となる短繊維状物の形状に支配される。具体的には短繊維状物の長さと幅のうち、大きい方に対して2倍以上である事が好ましい。
本実施例及び比較例に使用したベルトフィーダは以下の通りである。
制御機構としてはベルト上の短繊維状物の秤量とベルト速度によって、単位時間あたりの供給量を調整するとともに、スクリュウの回転数を自動調整することによってベルト上に供給する短繊維状物の量を自動調整する。
型式 :BW−300−2B
ベルト幅 :300mm
ベルト部秤量:1kg
秤部働長 :250mm
ベルト速度 :0.833〜4.167m/min
本実施例及び比較例に使用したガラス繊維の特性は以下の通りである。
材料 :ガラス繊維 CS03T−120H(日本電気硝子(株))
形状
ガラス単繊維:繊維径=9.5〜11.5μm
長さ =2〜4mm
ガラス繊維束:平均幅=2mm
厚み =0.5mm以下
本実施例及び比較例に使用したスクリュウ排出部形状は以下の通りである。
導入部下部の相当内半径 R=32.5mm
スクリュウ外径 r=25mm(R/r=1.3)
導入部下部から2Rの部分における開口部 L=65mm(L/R=2)
導入部下部の相当内半径 R=47.5mm
スクリュウ外径 r=32.5mm(R/r=1.46)
導入部下部から2Rの部分における開口部 L=95mm(L/R=2)
導入部下部の相当内半径 R=40mm
スクリュウ外径 r=32.5mm(R/r=1.23)
導入部下部から2Rの部分における開口部 L=95mm(L/R=2.375)。
本実施例及び比較例における評価は、ガラス繊維を300kg/hrの供給量で連続供給し、連続供給可能な時間、ならびに排出口でのガラス繊維の集束状態の相対評価を実施した。なお、連続供給可能時間についてはn=3で実験を行いその平均値で評価した。

2 導入部
3 排出部
4 スクリュウ
5 搬送ベルト
6 ベルト駆動軸
7 ベルトフィーダケーシング
8 排出口
R 導入部下部の相当内半径
r スクリュウ外半径
L 導入部下部から2Rの部分における開口部L
Claims (1)
- 材料を貯蔵するホッパ部とその下部に材料を排出するための導入部および、筒状の排出部を設けたホッパを持ち、導入部から排出部にかけて、材料を搬出するためのスクリュウを持つ材料搬送装置において、導入部下部の相当内半径Rとスクリュウ外半径rとの比R/rが1.1≦R/r≦1.3であり、かつ導入部下部から2Rの部分における開口幅LとRの比L/Rが1.5≦L/R≦2.2であることを特徴とする短繊維状物定量供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009271737A JP5487913B2 (ja) | 2009-11-30 | 2009-11-30 | 短繊維状物定量供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009271737A JP5487913B2 (ja) | 2009-11-30 | 2009-11-30 | 短繊維状物定量供給装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011110904A JP2011110904A (ja) | 2011-06-09 |
| JP2011110904A5 JP2011110904A5 (ja) | 2012-12-13 |
| JP5487913B2 true JP5487913B2 (ja) | 2014-05-14 |
Family
ID=44233595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009271737A Active JP5487913B2 (ja) | 2009-11-30 | 2009-11-30 | 短繊維状物定量供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5487913B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2335531A1 (en) * | 2009-12-17 | 2011-06-22 | Nestec S.A. | Powder dispensing canister |
| JP7153454B2 (ja) * | 2018-03-02 | 2022-10-14 | 株式会社北川鉄工所 | 繊維分散機構および繊維補強コンクリートの製造装置 |
-
2009
- 2009-11-30 JP JP2009271737A patent/JP5487913B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011110904A (ja) | 2011-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101591520B1 (ko) | 열가소성 수지 펠렛의 제조 방법 및 제조 장치 | |
| JP5487913B2 (ja) | 短繊維状物定量供給装置 | |
| CN103857503A (zh) | 用于制备合成材料的装置 | |
| CN208103410U (zh) | 一种避免堵塞的进料装置 | |
| KR102069037B1 (ko) | 조립 시스템 | |
| JP2010269354A (ja) | 連続鋳造用モールドパウダーの粉化防止方法 | |
| JP2013049478A (ja) | 粉体ブリッジ防止装置および粉体供給装置 | |
| JP5889668B2 (ja) | 樹脂ペレット材供給装置、及び、樹脂成形システム | |
| US20130146426A1 (en) | Anti-corosive light weight rollers for conveyor systems | |
| CN114313836A (zh) | 一种间断式叶片螺旋输送机及使用其的配料秤 | |
| CN1714689A (zh) | 从中间存储器排出烟丝料的方法 | |
| JP5964166B2 (ja) | 粉体ブリッジ防止装置および粉体供給装置 | |
| CN208882709U (zh) | 一种斗提机的自动提升底座 | |
| CN109292461B (zh) | 用于输送至少主要由固体颗粒组成的物料的设备和方法 | |
| CN111495473A (zh) | 一种化工材料用破碎装置 | |
| JP2012066211A (ja) | 粉粒体供給機の材料供給方法及び粉粒体供給機 | |
| CN219707895U (zh) | 一种板喂机共振防堵下料装置 | |
| JP2010180024A (ja) | 垂直スクリューコンベアとこれを用いた粉粒体搬送方法 | |
| JP2019182629A (ja) | スクリュー式搬送装置 | |
| JP2018072058A (ja) | 組合せ秤への物品供給装置 | |
| CN213801610U (zh) | 一种无积料螺旋喂料器 | |
| JP6532247B2 (ja) | 供給装置 | |
| KR102015049B1 (ko) | 대형사료 공급장치 | |
| CN210654924U (zh) | 一种螺旋输送器及除尘设备 | |
| US20020170804A1 (en) | Feeder tube for bulk product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121030 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140210 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5487913 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |