JP5407601B2 - 熱伝導成形体 - Google Patents
熱伝導成形体 Download PDFInfo
- Publication number
- JP5407601B2 JP5407601B2 JP2009157048A JP2009157048A JP5407601B2 JP 5407601 B2 JP5407601 B2 JP 5407601B2 JP 2009157048 A JP2009157048 A JP 2009157048A JP 2009157048 A JP2009157048 A JP 2009157048A JP 5407601 B2 JP5407601 B2 JP 5407601B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- hole
- heat conductive
- plate
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011256 inorganic filler Substances 0.000 claims description 97
- 229910003475 inorganic filler Inorganic materials 0.000 claims description 97
- 239000011342 resin composition Substances 0.000 claims description 84
- 229920005989 resin Polymers 0.000 claims description 70
- 239000011347 resin Substances 0.000 claims description 70
- 239000000945 filler Substances 0.000 claims description 66
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 14
- 229910002804 graphite Inorganic materials 0.000 claims description 14
- 238000001746 injection moulding Methods 0.000 claims description 14
- 239000010439 graphite Substances 0.000 claims description 13
- 229910052582 BN Inorganic materials 0.000 claims description 7
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 7
- 238000001721 transfer moulding Methods 0.000 claims description 7
- 239000012765 fibrous filler Substances 0.000 description 64
- 238000000465 moulding Methods 0.000 description 40
- 230000000052 comparative effect Effects 0.000 description 37
- 239000000835 fiber Substances 0.000 description 32
- 239000000463 material Substances 0.000 description 28
- 239000010949 copper Substances 0.000 description 26
- 229910052802 copper Inorganic materials 0.000 description 26
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 25
- 239000002245 particle Substances 0.000 description 24
- 230000000694 effects Effects 0.000 description 18
- 238000000034 method Methods 0.000 description 16
- 230000017525 heat dissipation Effects 0.000 description 14
- 239000011231 conductive filler Substances 0.000 description 13
- 230000007423 decrease Effects 0.000 description 10
- 230000001771 impaired effect Effects 0.000 description 9
- 238000012546 transfer Methods 0.000 description 9
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 229920001971 elastomer Polymers 0.000 description 7
- 239000000806 elastomer Substances 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000004898 kneading Methods 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 239000012784 inorganic fiber Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229910021382 natural graphite Inorganic materials 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000005457 ice water Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000005662 Paraffin oil Substances 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229920001893 acrylonitrile styrene Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229920001940 conductive polymer Polymers 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920006259 thermoplastic polyimide Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images








































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
特開2002−270739号公報には、熱伝導性粒子が放射状に中心軸から配向している円筒状ブロックを、円筒の中心軸の周りに回転させながら、前記円筒状ブロックの外周に沿って表層部を切削することにより、厚み方向に熱伝導性粒子が配列したシートを得る方法が開示されている。
特開2003−26828号公報には、磁性を示す熱伝導性粒子及び熱伝導性繊維を含有する樹脂シートを成形硬化させる際に、シートの厚み方向に磁場を作用させることによって、熱伝導性粒子及び熱伝導性繊維を厚み方向に配列させた熱伝導シートが開示されている。
特開2004−50704号公報には、液晶性高分子をマトリックスとして用い、磁場配向によって液晶高分子を厚み方向に配向させた熱伝導性高分子成形体が開示されている。
A ≧ 4×T3 ……(1)
ここで、単位体積とは、幅(n×T)×長さ((9/n)×T)×厚みTで算出される体積であり、nは1以上8以下の数である。
また、平均厚みTとは、前記取り出した単位体積における平均厚みである。
第1態様の熱伝導成形体は、樹脂成分と板状無機フィラーとを含み、板状無機フィラーの含有量が、該樹脂成分と板状無機フィラーとの合計に対して5vol%以上80vol%以下であるフィラー含有樹脂組成物を成形してなり、該成形体の厚み方向に、金型によって形成された少なくとも1つの穴部を有する熱伝導成形体であって、該穴部は、貫通穴であるか、或いは該成形体の平均厚みTに対して70%以上の深さを有し、該成形体から任意に取り出した単位体積(9×T3)部分において、該穴部の壁面の面積Aが、下記式(1)を満たすことを特徴とするものである。
ここで、単位体積とは、幅(n×T)×長さ((9/n)×T)×厚みTで算出される体積であり、nは1以上8以下の数である。
また、平均厚みTとは、前記取り出した単位体積における平均厚みである。
また、単位体積とは、前述の如く、熱伝導成形体の平均厚みTに対して、幅(n×T)×長さ((9/n)×T)×厚みTで算出される体積であるが、この単位体積を、平均的な体積として取り出すべく、nは1以上8以下の数、好ましくは2以上3以下、より好ましくは3とする。
本発明の第2態様の熱伝導成形体は、樹脂成分と繊維状フィラーとを含み、繊維状フィラーの含有量が、該樹脂成分と繊維状フィラーとの合計に対して5vol%以上80vol%以下であるフィラー含有樹脂組成物を成形してなり、該成形体の厚み方向に、金型によって形成された少なくとも1つの穴部を有する熱伝導成形体であって、該穴部は、貫通穴であるか、或いは該成形体の平均厚みT’に対して70%以上の深さを有し、該成形体から任意に取り出した単位体積(9×T’3)部分において、該穴部の壁面の面積A’が、下記式(1’)を満たし、かつ、該穴部が成形体平面方向に延在するスリット形状であり、該スリット状穴部は、その幅に対して長さが5倍以上であることを特徴とするものである。
ここで、単位体積とは、幅(n×T’)×長さ((9/n)×T’)×厚みT’で算出される体積であり、nは1以上8以下の数である。また、平均厚みT’とは、前記取り出した単位体積における平均厚みである。
また、単位体積とは、前述の如く、熱伝導成形体の平均厚みT’に対して、幅(n×T’)×長さ((9/n)×T’)×厚みT’で算出される体積であるが、この単位体積を、平均的な体積として取り出すべく、nは1以上8以下の数、好ましくは2以上3以下、より好ましくは3とする。
第2態様の熱伝導成形体は、上記第1態様又は第2態様の熱伝導成形体の穴部に樹脂を充填し、発熱体との接触面積を大きくするようにしたものである。
第4態様の熱伝導成形体は、成形体の厚み方向に形成された少なくとも1つの穴部を有する1次成形体と、該1次成形体の該穴部に、樹脂成分と板状無機フィラー及び/又は繊維状フィラーを含んだフィラー含有樹脂組成物を充填することにより形成されたフィラー含有樹脂部とを有する熱伝導成形体であって、該フィラー含有樹脂組成物における板状無機フィラー及び/又は繊維状フィラーの含有量が、樹脂成分と板状無機フィラー及び/又は繊維状フィラーとの合計に対して5vol%以上80vol%以下であり、該穴部は、貫通穴であるか、或いは該1次成形体の平均厚みT”に対して70%以上の深さを有し、該穴部は、その深さ方向と垂直な断面における最長部と最短部の寸法比が2以下であり、該1次成形体から任意に取り出した単位体積(9×T”3)部分において、該穴部によって形成される壁面の面積A”が、下記式(1”)を満たすことを特徴とするものである。
ここで、単位体積とは、幅(n×T”)×長さ((9/n)×T”)×厚みT”で算出される体積であり、nは1以上8以下の数である。
また、平均厚みT”とは、前記取り出した単位体積における平均厚みである。
なお、第4態様においては、1次成形体の穴部に充填する樹脂組成物に用いるフィラーとして、繊維状フィラーを用いると、厚み方向の熱伝導性が向上し易い点で望ましい。
また、単位体積とは、前述の如く、1次成形体の平均厚みT”に対して、幅(n×T”)×長さ((9/n)×T”)×厚みT”で算出される体積であるが、この単位体積を、平均的な体積として取り出すべく、nは1以上8以下の数、好ましくは2以上3以下、より好ましくは3とする。
第1,2態様の熱伝導成形体は、前述の如く、穴部を形成するための凸部を有する金型を用いてフィラー含有樹脂組成物の射出成形又はトランスファー成形などにより成形することができる。また、半溶融状態又は半硬化状態のフィラー含有樹脂組成物のシートをスタンピングするなどの手法で製造することもできる。
以下に本発明の熱伝導成形体の成形に用いる樹脂組成物について説明する。
本発明に係る樹脂組成物は、樹脂成分と板状無機フィラー及び/又は繊維状フィラーとを含むものである。
本発明に係る樹脂組成物に含有され、本発明の成形体のマトリクス樹脂となる樹脂成分としては、各種の熱硬化性樹脂、紫外線硬化樹脂、熱可塑性樹脂を使用することができる。
本発明で用いる板状無機フィラーとしては、鱗片状、フレーク状等を含む扁平な形状のフィラーである。具体的には、アルミニウムフレーク、ニッケルフレークなどの板状金属フィラー、アルミナフレーク、窒化アルミニウムフレーク、タルク、マイカ、黒鉛(天然黒鉛、人工黒鉛、膨張黒鉛)、窒化ホウ素などの無機フィラーが挙げられる。中でも、黒鉛、窒化ホウ素などの結晶構造が六方晶構造である無機フィラーが、結晶構造の主軸と垂直面方向に熱伝導率が高いので望ましい。
本発明で用いる繊維状フィラーとしては、炭素繊維(ピッチ系、PAN系)、ガラス繊維、アルミナ繊維、チタン酸カリウムウィスカ、酸化亜鉛ウィスカ、窒化珪素繊維、ステンレス、ニッケル、銅などの金属繊維、窒化アルミニウム繊維、アラミド繊維、ポリベンザゾール繊維等の繊維状フィラーが挙げられる。中でも、炭素繊維、アルミナ繊維、窒化アルミ繊維、アラミド繊維等の無機繊維や、ポリベンザゾール繊維が熱伝導率に優れる点で望ましい。
また、繊維状フィラーの平均繊維直径は、前記穴部の深さ方向と垂直な断面における最短部の通常1/10以下、好ましくは1/20以下、より好ましくは1/100以下である。また繊維状フィラーの平均繊維長さは、前記穴部深さ(貫通穴である場合には穴部の成形体厚みに相当する)の1/3以下、好ましくは1/5以下、とりわけ好ましくは1/10以下である。
平均繊維直径が細すぎると、繊維そのものが高価になりやすいだけでなく、一般に繊維フィラー同士が絡み合い易くなり、その結果繊維フィラーの配向が阻害される。
また、繊維状フィラーの平均繊維長さが長すぎると、前記穴部へ繊維状フィラーが流れ込みにくくなったり、前記穴部での繊維状フィラーの配向が乱れ易くなり、本発明の効果を損なう。
平均繊維長さと平均繊維直径の比が小さ過ぎると、熱伝導の経路が形成されにくいため、熱伝導性を損なう。または、フィラーを多量に添加する必要が生じる。
この比は、繊維長さが上述の範囲を超えない範囲で大きい程望ましいが、通常100以下である。
板状無機フィラーを含む樹脂組成物における板状無機フィラーの含有割合は、樹脂成分と板状無機フィラーとの合計に対する板状無機フィラーの体積割合で5vol%以上、好ましくは10vol%以上、より好ましくは20vol%以上で、80vol%以下、好ましくは60vol%以下、より好ましくは50vol%以下である。板状無機フィラーの含有割合が少な過ぎると板状無機フィラーを配合したことによる熱伝導性の向上効果を十分に得ることができず、多過ぎると成形性が損なわれ、また、得られる成形体の機械的強度が低下するおそれがある。
本発明で用いる樹脂組成物には、さらに熱伝導性を向上させるために、板状もしくは繊維状以外の、粒子状ないし不定形状のフィラーを添加してもよい。このようなフィラーとしては、例えば、アルミナ粒子、窒化アルミニウム粒子、アルミニウム、ニッケル、ステンレス、銅などの金属粒子などが挙げられる。これらのフィラーを配合する場合、その配合割合は、樹脂組成物に配合した板状無機フィラー及び/又は繊維状フィラーとこれらのフィラーとの合計の含有割合が、上記板状無機フィラー及び/又は繊維状フィラーの含有割合の範囲内となるようにすることが好ましい。
以下、第1図〜第16図を参照して本発明の実施の形態に係る熱伝導成形体の形状の具体例とその製造方法等について説明する。
第1図は第1態様及び第2態様の実施の形態に係る熱伝導成形体1を示し、(a)図は、(b)図に示す平板状成形体の一部に穴構造を形成した熱伝導成形体1の、穴構造部分(一点鎖線で囲んだA部)の斜視図であり、(b)図は、平板状成形体の一部に穴構造を形成した熱伝導成形体1の平面図である。なお、フィラー含有樹脂組成物の熱伝導フィラーとして、板状無機フィラーを用いた場合は、第1態様であり、繊維状フィラーを用いた場合は、第2態様である。
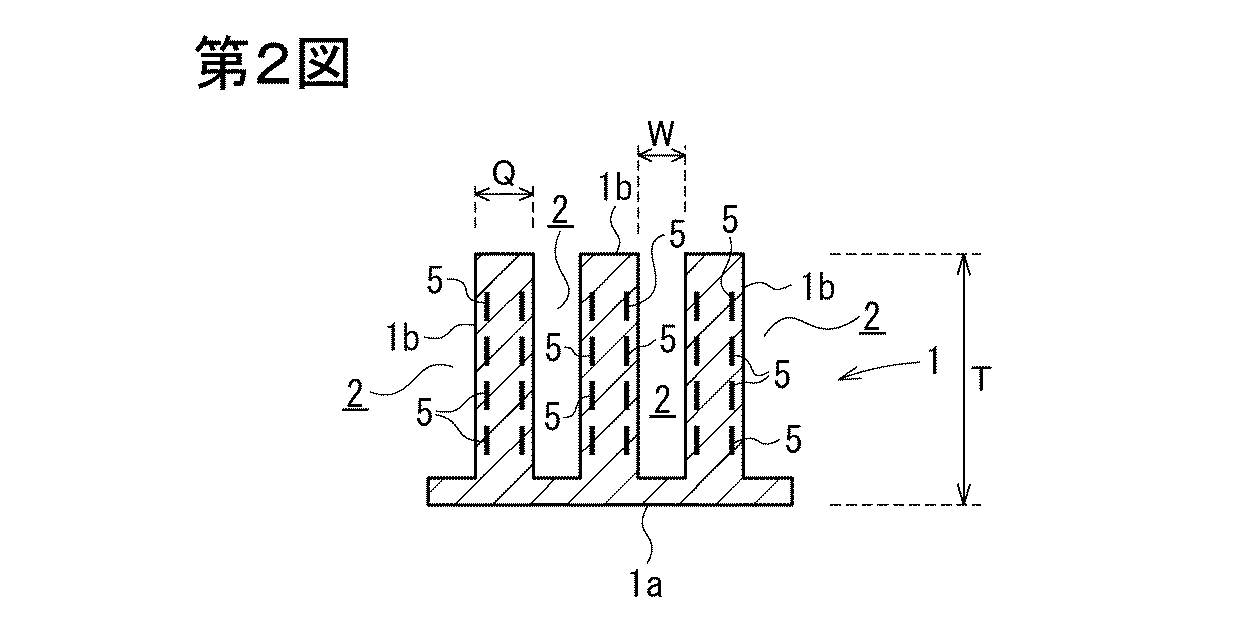
第2図は第1図(a)のII−II線に沿う断面図、第3図は熱伝導成形体1の一部の断面斜視図、第4,5図は第3図のIV−IV線及びV−V線断面図である。
注入口からキャビティに流れこんだ樹脂組成物は縦部1b部分に流れ込み、フィラー5は縦部1bの壁面に沿って配向する。第1態様の場合、その結果、第3図および第4図に示すように、板状無機フィラーの形状に起因して、流動方向だけでなく、垂直方向すなわち成形品厚み方向へのひろがりによって、成形体厚み方向の熱伝導性が向上する。なお、縦部1bの幅Q(第2図)が小さいときには、縦部1bの厚み方向の中央付近でもフィラー5は縦部1bの縦面(すなわち穴部2の壁面)に沿って配向するようになる。
第6図は第3態様の実施の形態に係る熱伝導成形体6の斜視図、第7,8図は第6図のVII−VII線及びVIII−VIII線断面図である。
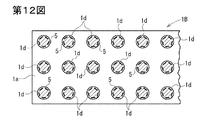
第1図の熱伝導成形体1では縦部は板状であるが、第9〜12図の熱伝導成形体1A,1Bのように縦部は柱状であってもよい。
本発明では、第13図の熱伝導成形体1Cのように、複数の板状の縦部1eをベース部1aの長手方向と交差方向特に直交方向に延設してもよい。この熱伝導成形体1Cにおいても、フィラー5は縦部1eの板面に沿って上下方向に配向する。なお、縦部1e同士の間が穴部であると共に、縦部1e群の外周囲(ただしベース部1aの上方領域)が穴部である。
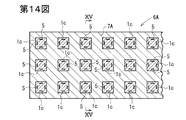
第14図は第11図の熱伝導成形体1Aの縦部1cを被包するよう二色成形部7Aを成形した熱伝導成形体6Aの水平断面図であり、同一符号は第11図と同一部分を示している。
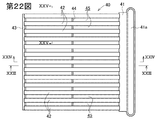
第21図は熱伝導成形体40の斜視図、第22図は熱伝導成形体40の平面図、第23,24図は第22図のXXII−XXII、XXIII−XXIII線断面図、第25図は第22図のXXV−XXV線に沿う拡大断面図である。
この熱伝導成形体40は、第2態様に係るものであり、基部41と、該基部41から複数本平行に延出した縦棒部42と、各縦棒部42の先端同士を繋ぐように縦棒部42と直交方向に延在した横棒部43と、縦棒部42の長手方向の途中同士を連結しているタイ部44とを有している。縦棒部42同士の間は、上下両面に開放し、縦棒部42の長手方向に延在する穴部45となっている。
基部41は、縦棒部42の長手方向と直交方向に延在している。基部41の上面側には凸条部41aが長手方向に延設されている。
縦棒部42の基端側にはV字形の凹所42aが設けられている。これは、熱伝導成形体40を射出成形する際の金型絞り部によって形成されたものである。
横棒部43は、縦棒部42の先端部の下面側にのみ形成されている。即ち、横棒部43は縦棒部42よりも厚みが小さいものとなっている。これは、穴部45に縦棒部42の先端側から二色成形部用の樹脂材料を流入させるためである。同様の理由から、前記タイ部44も縦棒部42の下面側にのみ形成されている。後述の第28図〜第32図のように二色成形を行うと、二色成形部用樹脂材料は、横棒部43の上側を通って穴部45に導入され、タイ部44の上側を通って穴部45の最奥部(基部41側)にまで流入する。
横棒部43は、基部41から遠ざかるほど厚みが小さくなる断面形状を有している。横棒部43及びタイ部44は、縦棒部42を補強するためのものであり、特に、穴部45に樹脂材料を二色成形によって充填する際に縦棒部42の変形、損傷が防止される。
第25図に縦棒部42の厚みT、穴部45の幅W及び穴部45の間隔Qを記入してある。
この熱伝導成形体40は、第26図に示した、基部41に延長部46が一体的に連なる成形体40Aから該延長部46を切断除去することにより得られるものである。
この成形体40Aは、第27図に示すように、金型47のキャビティ48に成形機シリンダノズル50からスプレー49を介して樹脂材料を射出して成形したものである。キャビティ48の形状は成形体40Aの外形に合致する。成形された成形体40Aは、型開き後、エジェクタピン51を突出させることにより脱型される。
この実施の形態では、エジェクタピンは縦棒部42と延長部46を押すように配置されているが、これに限定されない。
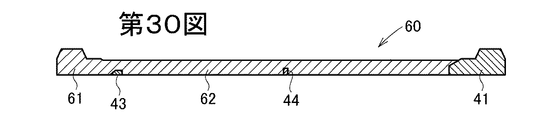
第28図は熱伝導成形体60の斜視図、第29図は熱伝導成形体60の平面図、第30図は第29図のXXX−XXX線断面図、第31図は第29図のXXXI−XXXI線断面図、第32図は第29図のXXXII−XXXII線に沿う拡大断面図である。
この熱伝導成形体60は、上記熱伝導成形体40の穴部45に対し二色成形部用樹脂材料を射出成形すると共に、この二色成形部用樹脂材料にて、前記基部41と反対側に基部61を形成したものである。
なお、二色成形することにより、延長部46と対称に二色成形部用樹脂材料によって基部61に連なる延長部(図示略)が形成され、この延長部を切断分離することにより第28図に示す二色成形体よりなる熱伝導成形体60となる。
穴部45内に充填された二色成形部用樹脂材料によって二色成形品縦棒部62が形成される。縦棒部42,62の上面及び下面は面一状である。基部61の形状は基部41と対称である。
上記の第28図〜第32図の熱伝導成形体60では、二色成形された縦棒部62及び基部61は縦棒部42及び基部41の下面と面一状であるが、第33図〜第35図の熱伝導成形体60Aは、この縦棒部62及び基部61の下面を縦棒部42及び基部41の下面よりも出っ張らせるように、縦棒部62及び基部61を第28図〜第32図よりも厚く成形したものである。二色成形部用樹脂材料は、基部41の下側にまでは充填されていない。
この熱伝導成形体60Aは第3態様に係るものである。
第40図〜第43図の熱伝導成形体は、第36図〜第39図の熱伝導成形体(ただし、この第36図〜第39図の熱伝導成形体は、後述の比較例に係るものであるので、以下の説明では熱伝導成形体素板という。)に穿孔して穴部を形成し、この穴部に樹脂材料を二色成形により充填したものである。
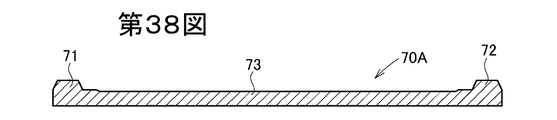
第36図は熱伝導成形体素板の斜視図、第37図は熱伝導成形体素板の平面図、第38図及び第39図は第37図の38−38線、39−39線に沿う断面図である。第40図は熱伝導成形体70の斜視図、第41図は熱伝導成形体70の平面図、第42図及び第43図は第41図の42−42線、43−43線に沿う断面図である。
第36図〜第39図の熱伝導成形体素板70Aは、方形の平板部73と、該平板部73の1対の平行辺部に一体的に連なる基部71,72とを有する。基部71,72は対称形状である。基部71,72の形状は前記基部51,61と同様である。熱伝導成形体素板70Aは全体として一体に射出成形されたものである。なお、この場合も、基部71,72に連なるように延長部も一体に成形され、脱型後、この延長部を切断分離している。
第40図〜第43図の熱伝導成形体70は、この熱伝導成形体素板70Aの平板部に多数の穴部74を穿設し、この穴部74に樹脂材料75を二色成形により充填したものである。
この実施の形態では、穴部74は円形であり、平板部73を厚み方向に貫通している。穴部74は平板部73の全域に均等に配置されている。
本発明では、穴部は三角形、多角形や楕円形など図示以外の各種の断面形状のものとすることができる。また、複数の形状の穴部が組み合わされてもよい。第16図はかかる熱伝導成形体8の水平断面図であり、方形部の一部を突出させた断面略L字形の穴部8aと、断面円環形の穴部8bと、断面円形の穴部8cとが設けられている。穴部8bと8cは同軸状に配置されている。
ペルプレンP55B(東洋紡(株)製、比重1.15)
<無機フィラー>
膨張黒鉛CP・B(日本黒鉛(株)製、比重2.2)
<混練条件>
バレル温度:220℃
スクリュー回転数:150rpm
吐出量:30kg/h
樹脂ペレットを90℃で4時間乾燥した後、75トン射出成形機を用いて、厚み2mm、幅2mm、長さ50mmのロッドを成形した。成形条件は、シリンダ温度240℃、金型温度80℃、充填率50cc/secとした。
得られたロッド複数本を間隔を開けて並列配置し、2枚の銅板(10mm×20mm×厚さ2mm)32,32間にはさんで第17図(a)〜(c)に示すサンプル30A〜30Cを作製し、穴部(スリット)を有する模擬樹脂成形体を得た。ここで、銅板2は、測定のばらつきを低減するために設けたものであり、ロッド31と銅板32とは熱伝導接着剤(DIEMAT社製DM6030Hk/F954)で接着した。
単位体積(3×T)×(3×T)×T=72mm3
単位体積中の壁面総面積A=単位体積中に存在するロッドの側面の面積の合計
穴部(スリット)の幅(W)=ロッド同士の間隔
穴部(スリット)の間隔(Q)=ロッドの幅
穴面積比率=単位体積における透影面積((3×T)×(3×T))に存在するロッドの透影面積の合計
即ち、熱電対33A,33Bを埋め込んだ20mm×10mm×2mm厚みの2枚の銅板34A,34Bの間に、サンプル30を挟み、銅板34A側には、10mm×10mm×1mm厚みのセラミックヒーター35を重ね、更に断熱板36A,36Bではさんで、ヒーター側銅板34Aをヒーター35により加熱した。
ヒーター35への出力を調整し、ヒーター側銅板34Aを90℃(±0.2℃)に安定させ、サンプル30を介した反ヒーター側の銅板34Bの温度を測定し、下記に示すΔTを測定した。
ΔT=ヒーター側銅板34Aの温度(90℃) − 反ヒーター側銅板34Bの温度
この温度差ΔTの値が小さいほど、サンプル30の熱伝導性が優れることを意味する。
樹脂ペレットを用いて、100mm×100mm×2mm厚みのプレートを、端面にフィルムゲートを有する金型を用いて成形した。得られたプレートの中央部から、10mm×20mmのサンプル片を切り出し、穴形状を有しない平板状樹脂成形体を得た。この樹脂成形体は、板面方向に黒鉛の板面が配向したものである。この樹脂成形体を実施例1のロッドと同様に2枚の銅板32,32ではさんで熱伝導接着剤で接着して第17図(d)に示すサンプル30Dを作製した。
このサンプル30Dについて、実施例1と同様の伝熱特性の評価を行い、結果を表1に示した。
本発明の第3態様の効果を検証するために、第20図のように、実施例1で用いたと同様のロッド1を10本隙間無く並べた。すなわち、実施例1(第17図(a))の穴部が、同一の樹脂組成物によって充填された、第3態様の模擬樹脂成形体であるサンプル30Eを作製した。
このとき各ロッドの側面同士をエポキシ接着剤にて接着した。
得られたサンプルについて、実施例1と同様にΔTを測定した結果、ΔTは2.4℃であった。
実施例3及び比較例2のサンプルから直接10mmの円盤を切り出し、レーザーフラッシュ法によって、厚み方向の熱拡散率を測定した。その結果、
実施例4:2.2×10−2cm2/秒
比較例3:0.7×10−2cm2/秒
であった。
実施例1のサンプルは、比較例2の穴部のない平板状のサンプルに比べて、ロッドによる銅板との接触面積が50%であるにも関わらず、ΔTが小さい。すなわちロッド間のスリットの壁面に配向した黒鉛の効果によって、ヒータ側の熱を効率よく反ヒータ側へ伝えていることが分かる。
さらに、実施例2では、単位体積中の壁面総面積を増加し、穴面積比率を低下させることによって、ΔTが減少している。
一方、比較例1のように、単位体積中の壁面総面積が本発明の範囲よりも少ないと、比較例2の平板状のサンプルよりも熱伝導性が悪く、ΔTが大きくなる。
さらに、実施例3のΔTが最も低く、放熱性が最も良好であったこと、及び実施例4と比較例3の結果より、本発明の第3態様の構造を用いれば、厚み方向の放熱性がさらに改善され、通常の平板形状(比較例3)に比べて3倍程度放熱性が改善されることが明らかである。
バレル温度:300℃
スクリュー回転数:150rpm
吐出量:30Kg/hr
混練に際しては、ポリフィニレンサルファイドをトップフィードによりあらかじめ溶融させた後、無機フィラーをサイドフィーダーより投入し、夫々のフィード量を調整して所定の配合量の樹脂組成物A〜Dとした。
次に、樹脂組成物A〜Dのペレットを120℃で4時間以上乾燥した後、75トン射出成形機を用いて、シリンダ温度320℃、金型温度140℃にて、次の実施例5〜13及び比較例4〜9のようにして成形を行った。
樹脂組成物Aを使用して、第21図〜第25図に示す形状の、第2態様の熱伝導成形体40を成形した。この熱伝導成形体40の厚み(T)、スリット幅(W)およびスリット間隔(Q)を表3に示した。横棒部43及びタイ部44の厚み(T方向の厚さ)は0.4mmである。
次に上記の成形体中の黒鉛の平均厚みおよび短径の平均粒子径を、実施例1、2と同様の方法で測定した結果、平均厚み0.4μm、平均粒子径13μm、平均粒子径/平均厚み比32.5であった。
実施例5において、金型の形状を変更し、成形体のスリット幅およびスリット間隔の寸法を表3の通り変更したこと以外は同様にして熱伝導成形体を成形した。
実施例5で得られた熱伝導成形体40を1次成形体とし、樹脂組成物Aをスリット状の穴部45に充填して、第3態様に係る第28図〜第32図に示す熱伝導成形体60を成形した。
1次成形体として実施例6で成形した熱伝導成形体を使用して、実施例8と同様に樹脂組成物Aをスリット状の穴部45に充填して、第3態様の熱伝導成形体を成形した。
樹脂組成物Aを使用し、第36〜39図に示すプレート状の熱伝導成形体素板70Aを成形した。
2次成形に用いる金型として、1次成形体の厚みよりも厚い(1.6mm厚み)キャビティを有する金型を用いた他は実施例8と同様にして、第33図〜第35図に示す熱伝導成形体60Aを成形した。
この熱伝導成形体60Aは、1次成形体としての熱伝導成形体40の厚み1.2mmのスリット状穴部45及び縦棒部42の裏側に樹脂組成物が充填されたものである。第35図における厚みTは1.6mmである。
実施例10で用いた1.6mm厚みの2次成形用キャビティを有する金型を使用し、1次成形体をインサートせずに射出成形を行ったこと以外は実施例10と同様にして、プレート状熱伝導成形体素板70Aを成形した。
2次成形用キャビティの厚みが3mmであること以外は実施例10で用いたものと同じ金型を使用したこと以外は実施例10と同様にして、第33図〜第35図に示す熱伝導成形体60Aの構成を有した成形体を成形した。
この成形体は、1次成形体としての熱伝導成形体40の厚み1.2mmのスリット状穴部45及び縦棒部42の裏側に樹脂組成物が充填された成形体である。この成形体は、全体の厚みT(第35図)が3mmであること以外は実施例10と同一構成のものである。
比較例6で用いた厚み3mmのキャビティを有する金型を使用し、1次成形体をインサートせずに射出成形を行ったこと以外は比較例6と同様にして、プレート状熱伝導成形体素板70Aを成形した。
樹脂組成物Bを用いたこと以外は、実施例5と同様にして、スリット状穴部を有する第1態様の熱伝導成形体40を成形した。これを1次成形体として用いたこと以外は実施例8と同様にして、スリット状穴部45に樹脂組成物Bを充填してなる第28図〜第32図に示す構造の熱伝導成形体60を成形した。
この熱伝導成形体中の窒化ホウ素の平均厚みおよび短径の平均粒子径を、実施例1、2と同様の方法で測定した結果、平均厚み0.7μm、平均粒子径8μm、平均粒子径/平均厚み比11.7であった。
実施例11において、二色成形部用樹脂材料として樹脂組成物Cを用いたこと以外は同様にして、第28図〜第32図に示す構造の熱伝導成形体60を成形した。
樹脂組成物Bを用いたこと以外は比較例4と同様にして、樹脂組成物Bよりなる熱伝導成形体素板70Aを成形した。
比較例4で成形した、樹脂組成物Aよりなるプレート状熱伝導成形体素板70Aに、直径1.2mmの穴を中心間距離2.4mmの間隔で100個(縦方向に10個、横方向に10個。10×10=100個)穿孔した。このように穿孔した成形体を、実施例10で用いた、1.6mm厚みの2次成形用キャビティを有する金型の該キャビティ内にインサートした後、樹脂組成物Dを射出して各穴部に充填し、第40図〜第43図に示す本発明の第4態様の熱伝導成形体70を成形した。
樹脂組成物Dを用いたこと以外は比較例5と同様にして、樹脂組成物Dよりなる熱伝導成形体素板70Aを成形した。
上記の方法で得られた成形体について、実施例4および比較例3と同様の方法で、熱拡散率を測定した。結果を表3〜表6に示す。
第44図に示す装置を使用して、放熱特性を評価した。水槽80内に氷水が収容されている。銅ブロック81が、断熱ブロック80aを介して、その大部分を氷水中に水没させ、10mmだけ水面から突出するように配置されている。
この銅ブロック81上に、実施例1で用いた熱伝導接着剤を用いて成形体サンプル82を貼り付け、サンプル上面中央に実施例1で用いたヒーター83を取り付け、ヒーター83に10Vを印加した際のヒーター温度を熱電対84で測定した。
熱伝導接着剤;DIEMAT社製 DM6030Hk/F954
銅ブロック;75mm×75mm×50mm厚み
ヒーター;ミスミ社製 小型セラミックヒーターMMCPH−15−10
実施例5〜7の結果より、本発明の第2態様の熱伝導成形体は、比較例4の通常のプレート状成形体に比べて、ヒーター温度が低く放熱性が高い。中でも、単位体積中の壁面総面積が大きい実施例6や、単位面積中の穴面積比率の小さい実施例7が効果が顕著である。
実施例8、実施例9のごとく、スリット状穴部に同一の樹脂組成物を充填した第3態様では、さらに放熱効果が大きく、熱拡散率は、比較例4の3倍以上である。
実施例10ではスリット状穴部が貫通していない場合においても、穴深さの比率が本発明の範囲内であれば、同厚みの通常のプレート成形体である比較例5に比べて優れた効果を発現する。一方、比較例7および8のごとく、穴深さの比率が本発明の範囲よりも小さい場合には、効果が極めて少ない。
実施例11および比較例8の結果から、無機フィラーとして本発明の範囲内の窒化ホウ素を用いても同様の効果が得られることが分かる。さらに、実施例12に示すように、2色成形用材料として熱伝導性の低いガラス繊維を添加した樹脂組成物を使用しても、発明の効果が得られる。特に実施例12のように、窒化ホウ素を配合した樹脂組成物熱と、ガラス繊維強化樹脂組を組み合わせた成形体は、電気絶縁性も維持される。
さらに実施例13で示したように、本発明の第4態様によると、優れた放熱特性が得られる。
なお、実施例9や、実施例13にように、異種の材料を組み合わせても放熱特性が得られることから、第45図のように、ガラス繊維強化樹脂組成物等によりハウジングや基盤などの成形体90を成形し、発熱部91にのみ本発明の熱伝導成形体92を設けることにより、安価で高い強度を有すると共に、高い放熱特性を有する構造体が構成される。
2,45,75 穴部
3,48 キャビティ
4,47 金型
5 フィラー
7 二色成形部
31 ロッド
32 銅板
33A,33B 熱電対
34A,34B 銅板
35 ヒーター
36A,36B 断熱板
30、30A,30B,30C,30D,30E サンプル
41,61,71,72 基部
42,62 縦棒部
43 横棒部
44 タイ部
73 平板部
75 樹脂材料
Claims (5)
- 樹脂成分と板状無機フィラーとを含み、板状無機フィラーの含有量が、該樹脂成分と板状無機フィラーとの合計に対して5vol%以上80vol%以下であるフィラー含有樹脂組成物を成形してなる平板状の熱伝導成形体であって、
該成形体の厚み方向に、金型によって形成された少なくとも1つの穴部を有し、
該穴部は、貫通穴であるか、或いは該成形体の平均厚みTに対して70%以上の深さを有し、
該成形体は、所定間隔をあけて平行に複数設けられた直方体形状の板状部を有し、該板状部同士の間が前記穴部となっており、前記所定間隔である該穴部の幅Wは、該熱伝導成形体の平均厚みTの0.1〜1.2倍であり、
該成形体から任意に取り出した単位体積(9×T3)部分において、該単位体積内に存在する該穴部の壁面の合計の面積Aが、下記式(1)を満たすことを特徴とする熱伝導成形体。
A ≧ 4×T3 ……(1)
ここで、単位体積とは、幅(n×T)×長さ((9/n)×T)×厚みTで算出される体積であり、nは1以上8以下の数である。
また、平均厚みTとは、前記取り出した単位体積における平均厚みである。 - 請求項1において、該板状無機フィラーが、黒鉛及び/又は窒化ホウ素よりなることを特徴とする熱伝導成形体。
- 請求項1又は2において、射出成形、又はトランスファー成形によって成形された成形体であることを特徴とする熱伝導成形体。
- 請求項1ないし3のいずれか1項において、該熱伝導成形体の平均厚みTは0.3〜20mmであり、該穴部の間隔である前記板状部の幅Qは該熱伝導成形体の平均厚みTの0.1〜1.2倍であり、該板状部の延在方向の長さLが該穴部の幅Wの2倍以上であることを特徴とする熱伝導成形体。
- 請求項1ないし4のいずれか1項において、前記穴部に樹脂が充填されていることを特徴とする熱伝導成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009157048A JP5407601B2 (ja) | 2008-09-01 | 2009-07-01 | 熱伝導成形体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008223636 | 2008-09-01 | ||
| JP2008223636 | 2008-09-01 | ||
| JP2009157048A JP5407601B2 (ja) | 2008-09-01 | 2009-07-01 | 熱伝導成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010077392A JP2010077392A (ja) | 2010-04-08 |
| JP5407601B2 true JP5407601B2 (ja) | 2014-02-05 |
Family
ID=42208183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009157048A Active JP5407601B2 (ja) | 2008-09-01 | 2009-07-01 | 熱伝導成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5407601B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013030597A (ja) * | 2011-07-28 | 2013-02-07 | Sumitomo Bakelite Co Ltd | 発熱デバイス |
| JP2013089718A (ja) * | 2011-10-17 | 2013-05-13 | Kaneka Corp | 高熱伝導性樹脂を用いたヒートシンク及びled光源 |
| JP5443657B2 (ja) * | 2011-12-27 | 2014-03-19 | パナソニック株式会社 | シートの異方性熱伝導組成物の成形品 |
| CN104160491B (zh) * | 2012-03-07 | 2018-05-11 | 琳得科株式会社 | 芯片用树脂膜形成用片材 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3435271B2 (ja) * | 1995-11-30 | 2003-08-11 | 三菱電機株式会社 | 半導体装置 |
| JP4545246B2 (ja) * | 1999-06-02 | 2010-09-15 | 電気化学工業株式会社 | 熱伝導性シリコーン成形体の製造方法 |
| JP5023433B2 (ja) * | 2005-03-25 | 2012-09-12 | 三菱瓦斯化学株式会社 | 熱伝導性樹脂成形品およびその製造方法 |
-
2009
- 2009-07-01 JP JP2009157048A patent/JP5407601B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010077392A (ja) | 2010-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101408978B1 (ko) | 수지제 히트싱크 | |
| EP2195374B1 (en) | Heat-processable thermally conductive polymer composition | |
| KR100450831B1 (ko) | 열전도성 복합재료 | |
| JP5407601B2 (ja) | 熱伝導成形体 | |
| KR100706653B1 (ko) | 열전도성 수지 조성물 및 플라스틱 성형품 | |
| EP1865553A2 (en) | Thermally conductive body and method of manufacturing the same | |
| US20050101712A1 (en) | Thermoplastic thermally-conductive interface articles | |
| KR100927702B1 (ko) | 전기절연성 고열전도성 수지 조성물 | |
| KR102199042B1 (ko) | 열전도성 수지 성형품 | |
| JP4791146B2 (ja) | 熱伝導性部材およびその製造方法 | |
| KR20210150605A (ko) | 열전도성 시트 | |
| JP2009094110A (ja) | 放熱部材、及びそのシート、およびその製造方法 | |
| WO1999026286A1 (en) | Heat pipe thermal management apparatus | |
| KR102318682B1 (ko) | 매트릭스 재료-질화붕소 복합체를 포함하는 3d 인쇄된 구성요소, 3d 인쇄된 구성요소 부품의 제조 방법 및 3d 인쇄된 구성요소 부품의 용도 | |
| JP2021109891A (ja) | 液晶性樹脂組成物及び成形品 | |
| US6465561B1 (en) | Corrosion-resistant composition of matter having enhanced thermal conductivity, heat exchangers made therefrom, and method of making same | |
| JP5029344B2 (ja) | 熱可塑性樹脂成形品 | |
| KR100885653B1 (ko) | 고방열성 하이브리드 충진재 타입 복합수지 조성물 | |
| KR101478819B1 (ko) | 전기절연성 및 열전도성 고분자 조성물, 이의 제조방법 및 이를 포함하는 성형품 | |
| KR101380841B1 (ko) | 열전도성 및 내열성을 갖는 고분자 조성물의 성형품 제조방법 및 이에 의해 제조되는 열전도성 및 내열성을 갖는 고분자 조성물의 성형품 | |
| JP4545246B2 (ja) | 熱伝導性シリコーン成形体の製造方法 | |
| KR101839917B1 (ko) | 방열형 pcb 및 그 제조방법 | |
| CN106891504A (zh) | 聚醚酰亚胺丝材、其制备方法及在3d打印中的应用 | |
| KR100673028B1 (ko) | 열전도성 플라스틱을 이용한 전자 기계부품용 방열판제조방법 및 제조물 | |
| JPWO2018110646A1 (ja) | 板状成形体の製造方法、金型およびランナー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5407601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |