JP5405583B2 - 鋳造シュラウド、このシュラウドのための操作装置及びバルブを駆動するための装置 - Google Patents
鋳造シュラウド、このシュラウドのための操作装置及びバルブを駆動するための装置 Download PDFInfo
- Publication number
- JP5405583B2 JP5405583B2 JP2011536776A JP2011536776A JP5405583B2 JP 5405583 B2 JP5405583 B2 JP 5405583B2 JP 2011536776 A JP2011536776 A JP 2011536776A JP 2011536776 A JP2011536776 A JP 2011536776A JP 5405583 B2 JP5405583 B2 JP 5405583B2
- Authority
- JP
- Japan
- Prior art keywords
- shroud
- valve
- casting
- piston
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims description 101
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 23
- 238000006073 displacement reaction Methods 0.000 claims description 11
- 230000003578 releasing effect Effects 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 9
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 239000012530 fluid Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 238000009434 installation Methods 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000003100 immobilizing effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 238000010405 reoxidation reaction Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/56—Means for supporting, manipulating or changing a pouring-nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/106—Shielding the molten jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
- Lift Valve (AREA)
- Valve Housings (AREA)
- Furnace Charging Or Discharging (AREA)
- Manipulator (AREA)
Description
液体金属を鋳造するためのシュラウドのための操作装置であって、
液体金属のための流れ制御バルブの下流にシュラウドのための保持手段を具備し、
このバルブが、駆動手段の動作によって開放構成及び閉鎖構成を取ることができる、
操作装置において、
バルブのための駆動装置への固定手段を具備する、
操作装置に関する。
− 固定手段は、操作装置が駆動手段によってバルブに強制された移動を追動するように構成される。言い換えれば、操作装置の移動は、バルブのための駆動手段の移動に、ひいてはバルブの移動に、さらに正確にはバルブの鋳造孔の移動に従動され、この鋳造孔をバルブの1つのプレートが付設された鋳造ノズルによって支持することができる。結果として、鋳造孔が鋳造管から離れるように移動されるときに、結果として、同一の移動によってシュラウドが鋳造管から離れるように移動される。したがって、バルブの移動を連続的に独立して追動することができる、取瓶シュラウドのための保持装置を提供する必要がない。このような装置は実に、ある程度の複雑さを要求する。さらに、同じ駆動手段は、鋳造孔及び鋳造シュラウドの両方を取り去るように移動させるために使用され、結果として、エネルギ及び空間に関する利得がもたらされる。
− 装置はさらに、シュラウドのための保持手段のための駆動手段を具備する。したがって、バルブを駆動することによって強制される移動と同様に、バルブに対するシュラウドの専用の移動も提供される。例えば、シュラウドは、その上方端部が(例えば、バルブの不自然な開放の場合に)液体金属の液飛びを受け取ることを避けるために上昇される安全位置又は待機位置を取ることができる。
− 保持手段のための駆動手段がロータリモータを具備する。平行四辺形形状である機械的な形状を伴うこのロータリモータが、一定の軌跡を、具体的にはほぼU字形状の軌跡をシュラウドのための保持手段に強制することができる。
− 保持手段のための駆動手段が、2つの液圧ジャッキを具備する。例えば、保持手段のための駆動手段が、1つのほぼ鉛直方向のジャッキと1つのほぼ水平方向のジャッキとを具備する。水平方向ジャッキにより、保持手段を入れ子式にすることができ、したがって、高い鋳造温度から保持手段を引き離し、様々なタイプの設備に操作装置を適用することができる。
− バルブのための駆動手段が、液圧シリンダとこのシリンダ内で摺動するロッドとを具備し、保持手段のための駆動手段が、シリンダを包囲する部品によって支持されると共にロッドと共に変位される。このシリンダを包囲する部品は、操作装置とバルブのための駆動装置からなる特に小型の組立体を構成するという利点を有し、それにより、保持手段のサイズ、ひいては保持手段を変位させるのに必要な力を減少させることができる。
− シュラウドのための保持手段が、鋳造位置及び待機位置を取ることができ、これらの2つの位置同士の間の変位が、ほぼU字形状の軌跡を有する。鋳造位置は、例えば、シュラウドがバルブに設けられた鋳造ノズルに取り付けられている位置に対応する。待機位置は、有利には、シュラウドを鋳造管から引き離す安全位置に対応することができる。鋳造位置及び待機位置のそれぞれがU字形状の枝部の端部に位置するので、待機位置は、シュラウドが鋳造孔から取り去られるときに、一定の高さにシュラウドを配置することができ、その結果、シュラウドが、鋳造位置にないときに液飛びを受けるリスクがない。したがって、シュラウドの接触表面が残留物で妨害されず、シュラウドが、他のバルブに押圧されるために、依然として作用できる状態のままである。具体的には、シュラウドが待機位置にあるときに、酸素を噴射することによって鋳造管のクリーニングを実施することができる。有利には、保持手段は、操作装置にシュラウドを付与するための第3の位置を取ることができる。この第3の位置は、例えば、U字形状の軌跡において、U字形状の底辺に位置する中間位置に相当する。したがって、保持手段が鋳造孔よりも下げられるので、サイズが最小になり、例えば独立したロボットを用いて、操作装置にシュラウドを付与することができる。
− 装置は、バルブに、例えばバルブの鋳造ノズルに、具体的には以下に記載されるようなバイオネット嵌合(une fixation par baionnette)により固定するために、取瓶シュラウドのための固定手段を一時的に具備する。
− シュラウドのための保持手段が、例えばシュラウドを受け取るためのスロットが設けられたスプーン状の形である、シュラウドを把持するための手段を具備する。このスプーン状体は、シュラウドを効果的に保持するように、底部によってシュラウドを支持するという利点を有し、把持手段が高い鋳造温度対して耐性を有するならば、ますます有利である。このスプーン状の形状は、ヘッドがシュラウドに設けられるならば特に適しており、ヘッドの形状により、シュラウドをスプーン状体で受け取ることができる。別の例によれば、把持手段はフォーク状体を具備し、このフォーク状体には、シュラウドに形成された対応するスタッドと協働するための2つの凹部、好ましくは3つの凹部が設けられる。
− シュラウドのための保持手段が、シュラウド及びバルブを解放するための、具体的には、シュラウドをバルブに形成された鋳造孔から解放するための手段を具備する。シュラウドを解放するためのこれらの手段は、例えば、シュラウドに下向きの移動を付与するために、ひいては、例えばシュラウドを鋳造ノズルから取り去ることによって、シュラウドを鋳造孔から取り除くために、シュラウドのヘッドと協働するフォーク状の形状を取ることができる。好ましくは、このような場合において、保持装置には、使用の位置でシュラウドの軸線に沿って底部の方向に牽引力を及ぼすことができる指状部が設けられることになる。
取瓶シュラウドを流れ制御バルブに一時的に固定するための手段を具備する、
シュラウドに関する。
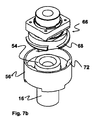
− シュラウドが上方端部を具備し、一時的固定手段が、ロータリ要素を受け取るための手段であって、この端部に取り付けられると共にバルブと、任意選択的にはバルブに形成された鋳造ノズルと協働するように配置された手段を具備する。このロータリ要素を、まずはュラウドに次いでバルブに、又はまずはバルブに次いでシュラウドに取り付けてもよい。さらに、ロータリ要素を、バルブに対して固定した位置に取り付けると共にシュラウドに対して回転した位置に取り付けることができ、あるいは逆もまた同様である。
− シュラウドはさらに、シュラウドの鉛直軸線回りのシュラウドの角度配向のための手段を具備する。これらの手段は、シュラウドが様々な可能性のある角度配向を取ることができるという利点を有する。例えば、これらの配向手段は、任意選択的には90°だけ離間された、シュラウドの周辺部の周りに均等に分布された翼部を具備する。したがって、ロボットによって様々な角度配向でシュラウドを取り上げることができ、それにより、シュラウドは鋳造取瓶に対して様々な角度配向を有することができる。結果として、シュラウドは、その寿命の間中ずっと単一の配向で使用されず、それにより、その周辺部の周りで均等に磨耗し、結果として寿命が長くなる。
− シュラウドは、シュラウドを鋳造孔から解放するための手段であって、例えば操作装置に設けられた指状部と協働するシュラウドの上方端部に形成されたカラーである、手段を具備する。このカラーは、上述の操作装置に設けられた指状部のための支持肩状部を形成する。これらの手段はさらに、シュラウドの下方端部が浸されていながらも保持装置が下げられざるを得ない場合に、シュラウドが溶鋼推力の影響を受けて上昇することから防ぐという利点を有する。1つの特に有利な場合では、シュラウドを解放するための手段は、空洞化した又は浮き彫りにした1又は複数の容積であって、シュラウドの外側壁の上方端部に形成された容積からなり、これは、1又は複数の指状部又は操作装置に設けられた窪みと協働する。この場合では、上述の2つの利点に加えて、さらにシュラウドがフォーク状体で所定の位置に保持され、任意の水平方向の変位が、(シュラウドがそれ自体を整列させる可能性を許容する一方で)防がれる。有利には、シュラウドの把持ヘッドの側壁には2つの凹部が設けられることになり、各凹部は側壁及び底壁を具備し、それにより、フォーク状体に取り付けられた指状体と協働することができる。1つの好ましい変形例によれば、これらの指状体は、バネに取り付けられ、それにより、手動によって又はシュラウドに十分な牽引力を及ぼすことによって、凹部からこれらの指状体を解放することができる。
液体金属を鋳造するための流れ制御バルブための駆動装置であって、
開放構成と閉鎖構成との間でバルブを変位させることができる第1のピストンを具備する、
駆動装置において、
バルブに対して駆動装置を固定するための第2のピストンを具備する、
駆動装置に関する。
− 駆動装置は、バルブに固定されたハウジングに受け取られることを目的としており、任意選択的にはバルブが取り付けられた鋳造取瓶を介して、第2のピストンが、締め付け作用によってハウジング内に駆動装置をロックするために、ハウジングの壁を押圧するように配置される。この締め付け作用よるロック作用は、シリンダとハウジングとの間に間隙がないことを保証する。
− 第2のピストンが、第2のピストンの変位の後に、駆動装置とハウジングの壁との間で楔を形成することを目的としたピストンヘッド及び対向する端部を具備する。
− 駆動装置が2つの液圧チャンバを具備し、チャンバのうちの1つは、一方では第1の液圧ピストンによって範囲を定められ、他方では第2の液圧ピストンによって範囲を定められる。したがって、第2のピストンは、駆動装置の複雑な構造を必要とすることなしに、取瓶又はバルブに駆動装置を固定することを可能にする。具体的には、シリンダは2つのみの液圧チャンバを具備することができ、第1のピストン及び第2のピストンの運動のために同じ液圧チャンバが使用されるので、第2のピストンを制御するための第3又は第4のチャンバを追加する必要がない。
− 第2のピストンが、第1のピストンによって制御される剛性ロッドによって貫通されている。
− 弾性ワッシャが、第1ピストンのヘッドから距離を取ると共に液圧流体の注入を可能にするために、第1のピストンのヘッドの下のロッドの周りに配置され、それにより、閉塞の任意のリスクを防ぐ。
− シュラウドの下方端部がスチールの浴槽に浸されるときに、シュラウドが上昇することが妨げられ(指状部63が凹部136の底壁140に対して作用する。)、
− 鋳造作用の終わりにおいて、シュラウドを取り外すことができ(指状部63が、凹部136の底壁140に対して作用する。)、かつ、
− 取瓶シュラウドがその支持体に保持されることを保証する(指状部が凹部136の側壁138a,138bに対して作用する。)。
Claims (20)
- 鋳造取瓶から金属タンディッシュへの液体金属の流れのための取瓶シュラウド(16)であって、
縦方向軸線(134)を有し、かつ、
1つの端部にシュラウド把持ヘッド(56d、56e)を具備する、
取瓶シュラウドにおいて、
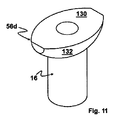
把持ヘッド(56d、56e)の下方端部が半球形状ではない紡錘状である、
取瓶シュラウド。 - 半円筒形状の把持ヘッド(56e)を具備する、
請求項1に記載の取瓶シュラウド(16)。 - 湾曲したスピンドルの形状である把持ヘッド(56d)を具備する、
請求項1に記載の取瓶シュラウド(16)。 - さらに、シュラウドの鉛直軸線回りのシュラウド(16)の角度配向のための手段(58)を具備する、
請求項1〜3のいずれか1項に記載の取瓶シュラウド。 - シュラウドの上方端部(54)に形成された、鋳造孔(18)からのシュラウドのための解放手段(62)を具備する、
請求項1〜4のいずれか1項に記載の取瓶シュラウド。 - 把持ヘッド(56a,56b,56c,56d,56e)が、2つの凹部(136)が設けられた側壁を具備し、
各凹部が側壁(138a,138b)および底壁(140)を具備する、
請求項5に記載の取瓶シュラウド。 - 請求項1〜6のいずれか1項に記載の取瓶シュラウド(16)と、
液体金属を鋳造するためのシュラウド(16)のための操作装置(26,26’,26”)であって、
液体金属のための流れ制御バルブ(14)の下流にシュラウドのための保持手段(28,30,30’)を具備し、
このバルブが、駆動手段(20)の動作によって開放構成及び閉鎖構成を取ることができる、
操作装置において、
バルブのための駆動手段(20)への固定手段(32,34,80)を具備する、
操作装置と、
からなる組立体。 - 操作装置が、駆動手段(20)によってバルブに強制された移動を追動するように構成される、固定手段(32,34,80)を具備する、
請求項7に記載の組立体。 - 操作装置(26,26’,26”)がさらに、シュラウド(16)のための保持手段(28,30,30’)のための駆動手段(36〜50,84,86)を具備する、
請求項7又は8に記載の組立体。 - 保持手段(28,30,30’)のための駆動手段(36〜50)がロータリモータ(36)を具備する、
請求項9に記載の組立体。 - 保持手段(28,30,30’)のための駆動手段(84,86)が、2つの液圧ジャッキを具備する、
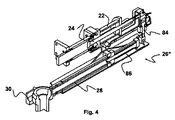
請求項9に記載の組立体。 - バルブ(14)のための駆動手段(20)が、液圧シリンダ(22)とこのシリンダ内で摺動するロッド(24)とを具備し、
保持手段(28,30,30’)のための駆動手段(36〜50,84,86)が、シリンダ(22)を包囲する部品(80,80’)によって支持されると共にロッド(24)と共に変位される、
請求項9〜11のいずれか1項に記載の組立体。 - シュラウドのための保持手段(28,30,30’)が、鋳造位置及び待機位置を取ることができ、これらの2つの位置同士の間の変位が、ほぼU字形状の軌跡を有する、
請求項7〜12のいずれか1項に記載の組立体。 - シュラウドのための保持手段(28,30,30’)が、シュラウドを把持するための手段(30,30’)を具備する、
請求項7〜13のいずれか1項に記載の組立体。 - シュラウド(16)のための保持手段(28,30,30’)が、シュラウド及びバルブ(14)を解放するための手段を具備する、
請求項7〜14のいずれか1項に記載の組立体。 - 液体金属を鋳造するための流れ制御バルブ(14)ための駆動装置(100)であって、
開放構成と閉鎖構成との間でバルブを変位させることができる第1のピストン(104)をシリンダ(102)内に具備する、
駆動装置において、
バルブ(14)に対して駆動装置(100)を固定するための第2のピストン(120)をシリンダ(102)内に具備し、
2つの液圧チャンバ(110,112)を具備し、これらチャンバのうちの1つは、一方では第1の液圧ピストン(104)によって範囲を定められ、他方では第2の液圧ピストン(120)によって範囲を定められる、
駆動装置。 - バルブ(14)に固定されたハウジング(118)に受け取られることを目的としており、第2のピストン(120)が、締め付け作用によってハウジング(118)内に駆動装置(110)をロックするために、ハウジングの壁(122)を押圧するように配置される、
請求項16に記載の駆動装置。 - 第2のピストン(120)が、第2のピストン(120)の変位の後に、駆動装置(100)とハウジングの壁(122)との間で楔を形成することを目的としたピストンヘッド及び対向する端部を具備する、
請求項17に記載の駆動装置。 - 第2のピストン(120)が、第1のピストン(104)によって制御される剛性ロッド(24)によって貫通されている、
請求項16〜18のいずれか1項に記載の駆動装置。 - 弾性ワッシャ(123)が、第1のピストン(104)のヘッドの下のロッド(24,106)の周りに配置される、
請求項16〜19のいずれか1項に記載の駆動装置。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08169518.1 | 2008-11-20 | ||
| EP08169518 | 2008-11-20 | ||
| EP09008451.8 | 2009-06-29 | ||
| EP09008451A EP2301693A1 (fr) | 2009-06-29 | 2009-06-29 | Tube de protection de jet. |
| PCT/EP2009/008244 WO2010057640A1 (fr) | 2008-11-20 | 2009-11-19 | Tube de coulee, dispositif de manipulation de ce tube et dispositif d'entrainement d'une valve |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012509186A JP2012509186A (ja) | 2012-04-19 |
| JP2012509186A5 JP2012509186A5 (ja) | 2012-11-01 |
| JP5405583B2 true JP5405583B2 (ja) | 2014-02-05 |
Family
ID=41506557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536776A Expired - Fee Related JP5405583B2 (ja) | 2008-11-20 | 2009-11-19 | 鋳造シュラウド、このシュラウドのための操作装置及びバルブを駆動するための装置 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US8926893B2 (ja) |
| EP (1) | EP2367651B1 (ja) |
| JP (1) | JP5405583B2 (ja) |
| KR (1) | KR101678705B1 (ja) |
| CN (1) | CN102281972B (ja) |
| AU (1) | AU2009317593B2 (ja) |
| BR (1) | BRPI0922101B1 (ja) |
| CA (1) | CA2743091A1 (ja) |
| DK (1) | DK2367651T3 (ja) |
| ES (1) | ES2402083T3 (ja) |
| MX (1) | MX2011005337A (ja) |
| MY (1) | MY156901A (ja) |
| NZ (1) | NZ593480A (ja) |
| PL (1) | PL2367651T3 (ja) |
| PT (1) | PT2367651E (ja) |
| RS (1) | RS52687B (ja) |
| RU (1) | RU2511162C2 (ja) |
| SI (1) | SI2367651T1 (ja) |
| WO (1) | WO2010057640A1 (ja) |
| ZA (1) | ZA201104535B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2014336310B2 (en) | 2013-10-14 | 2018-05-17 | Vesuvius Group (Sa) | Coupling device for reversibly coupling a ladle shroud to a collector nozzle, self-supported ladle shroud, kit thereof and method for coupling a ladle shroud to a collector nozzle |
| TWI647029B (zh) * | 2014-02-19 | 2019-01-11 | 比利時商維蘇威集團股份有限公司 | 用於鑄造金屬的鋼包長水口、用於將該鋼包長水口聯結至鋼包的聯結總成之零件套組、金屬鑄造設備及聯結方法 |
| AT516885B1 (de) * | 2015-02-23 | 2017-12-15 | Primetals Technologies Austria GmbH | Gießeinrichtung mit Halterung eines Schattenrohres am Pfannenverschluss |
| CN106493346B (zh) * | 2016-12-12 | 2019-09-13 | 华耐国际(宜兴)高级陶瓷有限公司 | 一种连铸用浸入式水口 |
| CN106513656B (zh) * | 2017-01-12 | 2019-04-16 | 中冶赛迪工程技术股份有限公司 | 用于连铸机长水口夹持装置旋转的液压控制回路及其方法 |
| EP3424618B1 (de) | 2017-07-05 | 2021-03-10 | Refractory Intellectual Property GmbH & Co. KG | Schiebeverschluss für ein metallschmelze enthaltendes gefäss |
| CN108326275B (zh) * | 2018-02-08 | 2020-02-14 | 湖南镭目科技有限公司 | 一种长水口自动拆装装置 |
| CA3169445A1 (en) | 2020-03-31 | 2021-10-07 | Vesuvius Group, S.A. | Robotized ladle transportation device system with embedded manipulator |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4316561A (en) * | 1980-08-05 | 1982-02-23 | United States Steel Corporation | Pour tube latching apparatus |
| JPS57115968A (en) | 1981-01-08 | 1982-07-19 | Nisshin Steel Co Ltd | Method and means for cleaning of teeming nozzle hole with oxygen |
| US4892235A (en) * | 1988-06-23 | 1990-01-09 | Flo-Con Systems, Inc. | Joint and shroud support for pour tube and collector nozzle |
| EP0577909A1 (en) | 1992-07-10 | 1994-01-12 | FLOCON ITALIANA S.r.l. | Replaceable auxiliary nozzle |
| FR2694711B1 (fr) * | 1992-08-14 | 1994-11-10 | Daussan & Co | Dispositif de positionnement pour tube de coulée. |
| JP3420263B2 (ja) * | 1992-09-02 | 2003-06-23 | 黒崎播磨株式会社 | 連続鋳造用ノズルの支持構造 |
| FR2733705B1 (fr) * | 1995-05-05 | 1997-06-13 | Vesuvius France Sa | Dispositif et procede de changement d'un tube de coulee continue de repartiteur d'acierie |
| FR2741555B1 (fr) * | 1995-11-23 | 1997-12-26 | Usinor Sacilor | Busette pour l'introduction d'un metal liquide dans une lingotiere de coulee continue de produits metalliques, et installation de coulee continue de produits metalliques equipees d'une telle busette |
| JP3168157B2 (ja) * | 1996-01-23 | 2001-05-21 | 住友重機械工業株式会社 | 連続鋳造機のロングノズル着脱装置 |
| JP3741992B2 (ja) * | 2001-10-15 | 2006-02-01 | 品川白煉瓦株式会社 | 連続鋳造用ノズル構造 |
| KR100916101B1 (ko) | 2002-09-06 | 2009-09-11 | 주식회사 포스코 | 쉬라우드 노즐과 콜렉타 노즐의 자동 연결장치 |
| AT502058B1 (de) * | 2005-06-20 | 2007-11-15 | Voest Alpine Ind Anlagen | Stranggiessanlage mit mindestens einem multifunktions-roboter |
| US7628952B2 (en) * | 2007-04-05 | 2009-12-08 | Sms Demag, Inc. | Method and apparatus for testing the integrity of a shroud seal on a ladle for a continuous casting installation |
| DK2367649T3 (da) * | 2008-11-20 | 2013-04-02 | Vesuvius Group Sa | Støttehoved til håndtering af digelrør |
| MY161669A (en) * | 2008-11-20 | 2017-05-15 | Vesuvius Group Sa | Ladle shroud for liguid metal casting installation |
-
2009
- 2009-11-19 SI SI200930491T patent/SI2367651T1/sl unknown
- 2009-11-19 CN CN200980155160.0A patent/CN102281972B/zh not_active Expired - Fee Related
- 2009-11-19 US US13/130,460 patent/US8926893B2/en not_active Expired - Fee Related
- 2009-11-19 PL PL09763841T patent/PL2367651T3/pl unknown
- 2009-11-19 EP EP09763841A patent/EP2367651B1/fr active Active
- 2009-11-19 AU AU2009317593A patent/AU2009317593B2/en not_active Ceased
- 2009-11-19 MY MYPI2011002112A patent/MY156901A/en unknown
- 2009-11-19 NZ NZ593480A patent/NZ593480A/xx not_active IP Right Cessation
- 2009-11-19 DK DK09763841.5T patent/DK2367651T3/da active
- 2009-11-19 WO PCT/EP2009/008244 patent/WO2010057640A1/fr active Application Filing
- 2009-11-19 BR BRPI0922101A patent/BRPI0922101B1/pt not_active IP Right Cessation
- 2009-11-19 RS RS20130084A patent/RS52687B/en unknown
- 2009-11-19 RU RU2011124592/02A patent/RU2511162C2/ru not_active IP Right Cessation
- 2009-11-19 JP JP2011536776A patent/JP5405583B2/ja not_active Expired - Fee Related
- 2009-11-19 CA CA2743091A patent/CA2743091A1/fr not_active Abandoned
- 2009-11-19 PT PT97638415T patent/PT2367651E/pt unknown
- 2009-11-19 ES ES09763841T patent/ES2402083T3/es active Active
- 2009-11-19 KR KR1020117014170A patent/KR101678705B1/ko active IP Right Grant
- 2009-11-19 MX MX2011005337A patent/MX2011005337A/es active IP Right Grant
-
2011
- 2011-06-20 ZA ZA2011/04535A patent/ZA201104535B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN102281972A (zh) | 2011-12-14 |
| KR101678705B1 (ko) | 2016-11-23 |
| DK2367651T3 (da) | 2013-04-02 |
| WO2010057640A1 (fr) | 2010-05-27 |
| SI2367651T1 (sl) | 2013-03-29 |
| KR20110095382A (ko) | 2011-08-24 |
| EP2367651A1 (fr) | 2011-09-28 |
| US20110278331A1 (en) | 2011-11-17 |
| ZA201104535B (en) | 2012-09-26 |
| MX2011005337A (es) | 2011-06-16 |
| MY156901A (en) | 2016-04-15 |
| AU2009317593B2 (en) | 2014-05-08 |
| ES2402083T3 (es) | 2013-04-26 |
| CN102281972B (zh) | 2014-12-24 |
| EP2367651B1 (fr) | 2013-01-02 |
| JP2012509186A (ja) | 2012-04-19 |
| BRPI0922101B1 (pt) | 2017-03-28 |
| RU2511162C2 (ru) | 2014-04-10 |
| NZ593480A (en) | 2013-02-22 |
| RS52687B (en) | 2013-08-30 |
| PL2367651T3 (pl) | 2013-05-31 |
| US8926893B2 (en) | 2015-01-06 |
| AU2009317593A1 (en) | 2011-07-07 |
| BRPI0922101A2 (pt) | 2016-02-10 |
| RU2011124592A (ru) | 2012-12-27 |
| CA2743091A1 (fr) | 2010-05-27 |
| PT2367651E (pt) | 2013-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5405583B2 (ja) | 鋳造シュラウド、このシュラウドのための操作装置及びバルブを駆動するための装置 | |
| KR102250764B1 (ko) | 레이들 슈라우드를 콜렉터 노즐에 가역적으로 결합하기 위한 결합 장치, 자가-지지형 레이들 슈라우드, 그것의 키트, 및 레이들 슈라우드를 콜렉터 노즐에 결합하기 위한 방법 | |
| RU2524035C2 (ru) | Опорная головка для поддержания трубы ковша для разливки жидкого металла | |
| JP2012509186A5 (ja) | ||
| US20100314421A1 (en) | Apparatus for the interchangeable connection of a casting tube to a spout of a melt vessel | |
| JP7291133B2 (ja) | バヨネット無しコレクタノズルを備えた底部プレートアセンブリ | |
| ES2428016T3 (es) | Dispositivo para la instalación y la extracción de un tapón poroso | |
| US7958928B2 (en) | Method and apparatus for casting metal articles | |
| CN116237966A (zh) | 一种能够适应不同管道直径的机械抓手 | |
| CN212495409U (zh) | 一种人工转移物料的电极感应真空雾化设备 | |
| KR20210102905A (ko) | 슬라이딩 게이트 밸브 플레이트를 교환하기 위한 로봇화된 시스템 | |
| CN111571458A (zh) | 一种制动鼓铸件抛丸用吊架 | |
| CN110479961A (zh) | 一种钛合金组合铸造的工艺 | |
| CN216072717U (zh) | 一种金属型铸造用起重机的吊装夹具 | |
| JP2012139777A (ja) | 連接棒の軸受メタル交換装置及びその交換方法、ピストン支持治具 | |
| JP6056892B2 (ja) | 浸漬ノズル脱着機構及びその脱着方法並びにそれを有するスライドバルブ装置 | |
| JP2562783B2 (ja) | 溶湯の自動給湯装置 | |
| JPH0428688Y2 (ja) | ||
| CA3227256A1 (en) | Mould for casting molten metal comprising a coupling mechanism for a shroud, casting installation for casting a molten metal and method for casting a molten metal | |
| JPH07227662A (ja) | マグネシウム給湯装置 | |
| JPH08136782A (ja) | 装置自動着脱固定機構 | |
| GB2538656A (en) | Shroud tube manipulator | |
| JPS63248561A (ja) | エア−シ−ルパイプの取付装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120904 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120904 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131030 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |