JP5385529B2 - スペーサファブリック - Google Patents
スペーサファブリック Download PDFInfo
- Publication number
- JP5385529B2 JP5385529B2 JP2007509490A JP2007509490A JP5385529B2 JP 5385529 B2 JP5385529 B2 JP 5385529B2 JP 2007509490 A JP2007509490 A JP 2007509490A JP 2007509490 A JP2007509490 A JP 2007509490A JP 5385529 B2 JP5385529 B2 JP 5385529B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- fabric
- spacer
- cover layer
- fabric layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004744 fabric Substances 0.000 title claims description 144
- 125000006850 spacer group Chemical group 0.000 title claims description 61
- 230000035699 permeability Effects 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 8
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 238000010030 laminating Methods 0.000 claims description 2
- 229920001169 thermoplastic Polymers 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 claims description 2
- 239000004416 thermosoftening plastic Substances 0.000 claims description 2
- 239000002648 laminated material Substances 0.000 claims 4
- 239000010410 layer Substances 0.000 description 161
- 239000000463 material Substances 0.000 description 137
- 239000011148 porous material Substances 0.000 description 31
- 239000000835 fiber Substances 0.000 description 25
- 230000009467 reduction Effects 0.000 description 9
- 238000005452 bending Methods 0.000 description 8
- 229920001247 Reticulated foam Polymers 0.000 description 7
- 230000006835 compression Effects 0.000 description 6
- 238000007906 compression Methods 0.000 description 6
- 239000004753 textile Substances 0.000 description 6
- 230000007423 decrease Effects 0.000 description 4
- 239000006260 foam Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 238000009958 sewing Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 239000010985 leather Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000007655 standard test method Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011527 polyurethane coating Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000007586 pull-out test Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 229920002397 thermoplastic olefin Polymers 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images





Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C7/00—Parts, details, or accessories of chairs or stools
- A47C7/62—Accessories for chairs
- A47C7/72—Adaptations for incorporating lamps, radio sets, bars, telephones, ventilation, heating or cooling arrangements or the like
- A47C7/74—Adaptations for incorporating lamps, radio sets, bars, telephones, ventilation, heating or cooling arrangements or the like for ventilation, heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/32—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed at least two layers being foamed and next to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/047—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material made of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/56—Heating or ventilating devices
- B60N2/5607—Heating or ventilating devices characterised by convection
- B60N2/5621—Heating or ventilating devices characterised by convection by air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/56—Heating or ventilating devices
- B60N2/5607—Heating or ventilating devices characterised by convection
- B60N2/5621—Heating or ventilating devices characterised by convection by air
- B60N2/5657—Heating or ventilating devices characterised by convection by air blown towards the seat surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/58—Seat coverings
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/02—Pile fabrics or articles having similar surface features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/026—Porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23914—Interlaminar
Landscapes
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Ceramic Engineering (AREA)
- Laminated Bodies (AREA)
- Knitting Of Fabric (AREA)
- Woven Fabrics (AREA)
Description

第二ファブリック層;および
第一ファブリック層と第二ファブリック層との間に広がっているパイル層
を含んでいる材料であって、このパイル層は、この材料が200mバールの空気圧に付されたとき、このパイル層を通る空気流量が、約80から300cfmの範囲内にあるように構成されている材料。
[2]空気流量が、約200から250cfmの範囲内にある、上記[1]に記載の材料。
[3]空気流量が、約214cfmである、上記[2]に記載の材料。
[4]このパイル層が、元のふくらみ(loft) の約40%まで圧縮されたとき、この流量を維持するように構成されている、上記[1]に記載の材料。
[5]さらにカバー層も含んでいる、上記[1]に記載の材料。
[6]このカバー層が、第一層または第二層へ積層されている、上記[5]に記載の材料。
[7]このパイル層は、材料が、このカバー層へ加えられた150ポンドの力に付された時にこの流量を維持するように構成されている、上記[5]に記載の材料。
[8]この材料は、200mバールの空気圧に付され、少なくとも200ポンドの力がこのカバー層に加えられたとき、多孔質層を通る空気流量が少なくとも100cfmになるように構成されている、上記[5]に記載の材料。
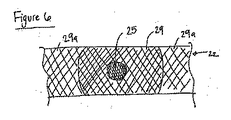
[9]一対のファブリック層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
これらの繊維の各々が、約40から50cN/texの範囲の靭性(tenacity)を有する材料。
[10]これらの繊維の各々が、約0.07から0.11mmの範囲の直径を有する、上記[9]に記載の材料。
[11]これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、上記[10]に記載の材料。
[12]これらの繊維の各々が、約0.09mmの直径を有する、上記[11]に記載の材料。
[13]これらの繊維の各々が、約43から48cN/texの靭性を有するように構成されている、上記[9]に記載の材料。
[14]複数の繊維が、約0.09mmの直径については、約46cN/texの靭性を有するように構成されている、上記[13]に記載の材料。
[15]さらにカバー層も含んでいる、上記[9]に記載の材料。
[16]このカバー層が、これらのファブリック層の1つへ積層されている、上記[15]に記載の材料。
[17]複数の繊維の各々が、モノフィラメント繊維である、上記[9]に記載の材料。
[18]一対のファブリック層の間に広がっている複数の繊維を含む多孔質材料層
を含んでいる材料であって、
繊維の各々が約0.07から0.11mmの範囲の直径を有する材料。
[19]これらの繊維の各々が、約0.08から0.10mmの範囲の直径を有する、上記[18]に記載の材料。
[20]これらの繊維の各々が、約0.09mmの直径を有する、上記[19]に記載の材料。
[21]第一ファブリック層;
第二ファブリック層;および
第一ファブリック層と第二ファブリック層との間に広がっているパイル層
を含んでいる材料であって、35から100cm 3 の範囲の比圧縮性(specific compactability)を有するように構成されている材料。
[22]40から90cm 3 の範囲の比圧縮性を有するように構成されている、上記[21]に記載の材料。
[23]45から80cm 3 の範囲の比圧縮性を有するように構成されている、上記[22]に記載の材料。
[24]さらにカバー層も含んでいる、上記[21]に記載の材料。
[25]このカバー層が、第一層または第二層へ積層されている、上記[21]に記載の材料。
Claims (3)
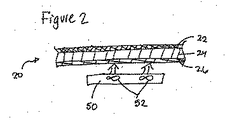
- カバー層とスペーサファブリックを含む積層材料であって、
スペーサファブリックが
第一ファブリック層;
パイル層;および
第二ファブリック層
を含み、
カバー層がスペーサファブリックの上に、熱可塑性ラミネート、熱硬化方法、冷間積層(cold laminating)、またはUV硬化性接着系によって直接積層され、
第二ファブリック層の第一部分の空気透過性が第二ファブリック層の残りの部分の空気透過性よりも大きい、
前記積層材料。 - 第一ファブリック層が第二ファブリック層の第一部分の向かい側に整合されている第二部分を含み、第一ファブリック層の第二部分の空気透過性が第一ファブリック層の残りの部分の空気透過性よりも小さい、請求項1記載の積層材料。
- 第一ファブリック層が第二部分に隣接する第三部分を含み、第三部分の空気透過性が第二部分からの距離が増すにつれて増加する、請求項2記載の積層材料。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/829,397 | 2004-04-22 | ||
| US10/829,397 US7276275B2 (en) | 2004-04-22 | 2004-04-22 | Laminated spacer fabric |
| US11/030,079 US20050238843A1 (en) | 2004-04-22 | 2005-01-07 | Spacer fabric |
| US11/030,079 | 2005-01-07 | ||
| PCT/US2005/011435 WO2005108054A2 (en) | 2004-04-22 | 2005-04-04 | Spacer fabric |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007538162A JP2007538162A (ja) | 2007-12-27 |
| JP2007538162A5 JP2007538162A5 (ja) | 2011-08-04 |
| JP5385529B2 true JP5385529B2 (ja) | 2014-01-08 |
Family
ID=35320763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007509490A Expired - Fee Related JP5385529B2 (ja) | 2004-04-22 | 2005-04-04 | スペーサファブリック |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070134464A1 (ja) |
| JP (1) | JP5385529B2 (ja) |
| DE (1) | DE112005000946T5 (ja) |
| GB (1) | GB2428021A (ja) |
| WO (1) | WO2005108054A2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2912611B1 (fr) * | 2007-02-21 | 2009-11-20 | Dbapparel Operations | Stratifie textile comportant une premiere couche textile attachee a une couche de matiere a deux faces de textiles. |
| DE102015209332A1 (de) * | 2014-10-17 | 2016-04-21 | Johnson Controls Gmbh | Polsterbezug, insbesondere für einen fahrzeugsitz, und verfahren zur herstellung eines polsterbezugs |
| DE102014116356A1 (de) * | 2014-11-10 | 2016-05-12 | J.H. Ziegler Gmbh | Kaschierungstextilverbundmaterial |
| DE102014116354A1 (de) * | 2014-11-10 | 2016-05-12 | J.H. Ziegler Gmbh | Kaschierungstextilverbundmaterial |
| DE102015211116A1 (de) * | 2015-06-17 | 2016-12-22 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zum Betreiben einer Sitzbelüftungseinrichtung, Sitzbelüftungseinrichtung |
| US10895025B2 (en) | 2016-08-12 | 2021-01-19 | Nike, Inc. | Article having a first zone with first and second yarns |
| US10874547B2 (en) | 2017-07-10 | 2020-12-29 | David L. Burge | Therapeutic textile articles and methods of use |
| EP3651982A4 (en) * | 2017-07-14 | 2021-04-14 | Sage Automotive Interiors, Inc. | AIR PERMEABLE COMPOSITE FOR SEATING APPLICATIONS |
| US10919422B2 (en) * | 2019-02-27 | 2021-02-16 | Faurecia Automotive Seating, Llc | Ventilated seat |
| US20220314851A1 (en) * | 2021-03-31 | 2022-10-06 | Lear Corporation | Seat support |
| US20220314854A1 (en) * | 2021-03-31 | 2022-10-06 | Lear Corporation | Seat support |
| FR3139057B1 (fr) * | 2022-08-31 | 2024-09-27 | Faurecia Sieges Dautomobile | Siège de véhicule comprenant une matelassure formée d’un enchevêtrement irrégulier des fibres continues thermoplastiques |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2792320A (en) * | 1954-05-17 | 1957-05-14 | Chrysler Corp | Laminated upholstery article |
| US4504536A (en) * | 1983-05-09 | 1985-03-12 | Wong Winston W | Laminated artifical leather and method of making |
| US4798756A (en) * | 1987-01-09 | 1989-01-17 | Toyo Tire & Rubber Company Limited | Laminate structure of interior finishing material |
| JPH059963Y2 (ja) * | 1987-04-24 | 1993-03-11 | ||
| CA2112863A1 (en) * | 1993-01-05 | 1994-07-06 | Louis J. Ii Lamarca | Resiliently padded laminate construction and injection molded thermoplastic articles faced therewith |
| DE9302039U1 (de) * | 1993-02-12 | 1993-04-01 | Trevira GmbH & Co KG, 60528 Frankfurt | Doppelflächige Rundstrickware |
| ATE183784T1 (de) * | 1993-02-22 | 1999-09-15 | Keiper Recaro Gmbh Co | Abstandstextilmaterial variabler dicke, herstellungsverfahren und verwendungen dazu |
| US5385036A (en) * | 1993-05-24 | 1995-01-31 | Guilford Mills, Inc. | Warp knitted textile spacer fabric, method of producing same, and products produced therefrom |
| US5422153A (en) * | 1993-06-25 | 1995-06-06 | Marumiya Shoko Co., Ltd. | Weft knitted composite fabric |
| JPH0951994A (ja) * | 1995-08-11 | 1997-02-25 | Teijin Ltd | クッション複合体 |
| DE19628698C1 (de) * | 1996-07-17 | 1997-10-09 | Daimler Benz Ag | Fahrzeugsitz |
| DE19654246B4 (de) * | 1996-12-23 | 2014-03-06 | Eldra Kunststofftechnik Gmbh | Innenausstattungsteil für Kraftfahrzeuge |
| US5783277A (en) * | 1997-04-17 | 1998-07-21 | Malden Mills Industries, Inc. | Three-dimensional knit spacer fabric for footwear and outerwear |
| US5817391A (en) * | 1997-04-17 | 1998-10-06 | Malden Mills Industries, Inc. | Three-dimensional knit spacer fabric for bed pads |
| US5896758A (en) * | 1997-04-17 | 1999-04-27 | Malden Mills Industries, Inc. | Three-dimensional knit spacer fabric for footwear and backpacks |
| US5896768A (en) * | 1997-05-15 | 1999-04-27 | Ut Automotive Dearborn, Inc. | Electronic child security door lock system |
| WO1998055340A1 (de) * | 1997-06-03 | 1998-12-10 | W.E.T. Automotive Systems Ag | Sitzklimatisierungsvorrichtung |
| US6156406A (en) * | 1998-03-19 | 2000-12-05 | Malden Mills Industries, Inc. | Three-dimensional high-low bulk spacer fabric |
| US6627562B1 (en) * | 1998-04-09 | 2003-09-30 | Gehring Textiles, Inc. | Blunt trauma reduction fabric for body armor |
| US6103641A (en) * | 1998-04-09 | 2000-08-15 | Gehring Textiles Inc | Blunt trauma reduction fabric for body armor |
| DE19931193C2 (de) * | 1999-07-07 | 2003-04-24 | Stefan Mueller | Abstandsgewirke mit Luftverteilungswirkung |
| DE10024879C1 (de) * | 2000-05-19 | 2001-10-31 | Daimler Chrysler Ag | Aktiv belüftbares Sitzmodul für einen Fahrzeugsitz |
| JP4129178B2 (ja) * | 2000-11-07 | 2008-08-06 | ノバルティス バクシンズ アンド ダイアグノスティックス,インコーポレーテッド | 安定化されたインターフェロン組成物 |
| US6629724B2 (en) * | 2001-01-05 | 2003-10-07 | Johnson Controls Technology Company | Ventilated seat |
| JP2002325657A (ja) * | 2001-05-01 | 2002-11-12 | Asahi Kasei Corp | 多層クッション材 |
| US20030021946A1 (en) * | 2001-07-30 | 2003-01-30 | Mensch Sterling R. | Soft foam textile composite |
| JP2004036043A (ja) * | 2002-07-03 | 2004-02-05 | Asahi Kasei Fibers Corp | 立体編物及びクッション材 |
| US20040062903A1 (en) * | 2002-09-26 | 2004-04-01 | Evans Paul D. | Floor covering with a reinforced foam backing |
| US7611999B2 (en) * | 2002-11-16 | 2009-11-03 | Mcmurray Brian | Decorative faced multi-layer weft knit spacer fabric, method, and articles made therefrom |
| US7465683B2 (en) * | 2003-11-24 | 2008-12-16 | Mcmurray Brian L | Functional double-faced performance warp knit fabric, method of manufacturing, and products made there from |
-
2005
- 2005-04-04 GB GB0622585A patent/GB2428021A/en active Pending
- 2005-04-04 JP JP2007509490A patent/JP5385529B2/ja not_active Expired - Fee Related
- 2005-04-04 DE DE112005000946T patent/DE112005000946T5/de not_active Withdrawn
- 2005-04-04 WO PCT/US2005/011435 patent/WO2005108054A2/en active Application Filing
-
2007
- 2007-02-06 US US11/702,545 patent/US20070134464A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005108054A2 (en) | 2005-11-17 |
| DE112005000946T5 (de) | 2007-07-12 |
| WO2005108054A3 (en) | 2006-10-12 |
| GB0622585D0 (en) | 2006-12-20 |
| GB2428021A (en) | 2007-01-17 |
| US20070134464A1 (en) | 2007-06-14 |
| JP2007538162A (ja) | 2007-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5385529B2 (ja) | スペーサファブリック | |
| US20050238843A1 (en) | Spacer fabric | |
| JP2007538162A5 (ja) | ||
| US10835052B2 (en) | Lie-flat mattress pad | |
| JP7520552B2 (ja) | スペーサファブリック | |
| US9603462B2 (en) | Anti-slip protective cover | |
| EP2893066B1 (en) | Insulated composite fabrics | |
| US11993067B2 (en) | Composite spacer fabric | |
| JP6180859B2 (ja) | 一体発泡成形品の製造方法 | |
| RU2505631C2 (ru) | Сверхупругая прокладка | |
| US9247826B1 (en) | Mattress pad or topper having a mesh insert | |
| US20200165122A1 (en) | Method for producing a textile composite material and textile composite material produced according to said method | |
| US10130182B2 (en) | Layered structure for a seat cushion | |
| JP6491897B2 (ja) | シートカバー用表皮材及びシートカバー並びに車両用シート | |
| KR200478995Y1 (ko) | 가죽들뜸 방지 및 통풍 기능을 갖는 자동차 시트커버용 원단 및 이를 이용한 자동차 시트커버 | |
| WO2019236504A1 (en) | Protection apparatus and method | |
| JP2011110798A (ja) | サポート材、発泡成形部材及び発泡成形方法 | |
| JPS6011352A (ja) | クツシヨン部材 | |
| JP3130809U (ja) | 枕 | |
| JPH0753600Y2 (ja) | 乗物用座席 | |
| JP6474279B2 (ja) | クッション | |
| JP3847456B2 (ja) | エアーマット、その製造方法及びエアーマット入り敷布団 | |
| CA3044296A1 (en) | Lie-flat mattress pad | |
| US20240300212A1 (en) | Composite cushion material with high breathability and multistep support | |
| JP3161560U (ja) | ランドセル用背当てパッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101214 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110208 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110216 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20110614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130626 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131004 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5385529 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |