JP5366498B2 - Cu-plated ferritic stainless steel sheet and multi-turn steel pipe - Google Patents
Cu-plated ferritic stainless steel sheet and multi-turn steel pipe Download PDFInfo
- Publication number
- JP5366498B2 JP5366498B2 JP2008268537A JP2008268537A JP5366498B2 JP 5366498 B2 JP5366498 B2 JP 5366498B2 JP 2008268537 A JP2008268537 A JP 2008268537A JP 2008268537 A JP2008268537 A JP 2008268537A JP 5366498 B2 JP5366498 B2 JP 5366498B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- stainless steel
- content
- plating layer
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
本発明は、Cu融着層を形成して造管する多重巻き鋼管に好適なCuめっきフェライト系ステンレス鋼板、およびそれを用いた多重巻きステンレス鋼管に関する。 The present invention relates to a Cu-plated ferritic stainless steel plate suitable for a multi-turn steel pipe for forming a pipe by forming a Cu fusion layer, and a multi-wind stainless steel pipe using the same.
熱交換器の冷媒配管や水配管などには、従来、加工性およびろう付け性が良好で、耐食性も比較的良好である銅または銅合金の管(以下これらを「Cu管」と呼ぶ)が多用されている。 Conventionally, pipes of copper or copper alloys (hereinafter referred to as “Cu pipes”) that have good workability and brazing properties and relatively good corrosion resistance are used for refrigerant pipes and water pipes of heat exchangers. It is used a lot.
一方、加工性および耐食性に優れた金属管として、極軟質オーステナイト系ステンレス鋼を用いた多重巻きステンレス鋼管が知られている(特許文献1)。 On the other hand, a multi-winding stainless steel pipe using extremely soft austenitic stainless steel is known as a metal pipe excellent in workability and corrosion resistance (Patent Document 1).
最近ではヒートポンプを利用した給湯設備が普及しつつある。また、洗濯乾燥機など、エアコン以外にもヒートポンプを利用した家電製品が登場している。ヒートポンプは投入電力を超える熱量を大気中から得ることができ、今後ヒートポンプが更に普及することによりCO2排出量削減への大きな効果が期待される。 Recently, hot water supply equipment using a heat pump is becoming widespread. In addition to air conditioners, home appliances using heat pumps such as washing and drying machines have appeared. The heat pump can obtain a heat amount exceeding the input power from the atmosphere, and the heat pump will become more widespread in the future, and a great effect on CO 2 emission reduction is expected.
ヒートポンプの効率を向上させるためには冷媒圧力を高めることが有利となる。しかし、従来多用されているCu管は強度が低いために冷媒の圧力増大に対応し難いという問題がある。Cu管の強度を向上させようとすると厚肉化や高強度銅合金の採用を余儀なくされ、多大なコスト上昇を伴うこととなる。また、近年の銅価格高騰もCu管のコストを押し上げる要因となっている。そこで、銅系材料に代わる新たな配管材料の適用が望まれる。 In order to improve the efficiency of the heat pump, it is advantageous to increase the refrigerant pressure. However, the conventional Cu tube, which is frequently used, has a problem that it is difficult to cope with an increase in refrigerant pressure because of its low strength. If it is going to improve the intensity | strength of Cu pipe | tube, it will be forced to employ | adopt thickness increase and a high intensity | strength copper alloy, and will involve a great cost increase. In addition, the recent increase in copper prices has also increased the cost of Cu tubes. Therefore, it is desired to apply a new piping material in place of the copper-based material.
Cu管を上回る強度および耐食性を有する材料としてはステンレス鋼管が挙げられる。しかし、単なるステンレス鋼管の場合、ろう付けに用いるろう材として「銀ろう」を採用する必要がある。銀ろうは従来Cu管のろう付けに用いられている「りん銅ろう」に比べ数倍高価であることから、単なるステンレス鋼管への代替はコスト的に難しい。 A stainless steel pipe is mentioned as a material which has the intensity | strength and corrosion resistance which exceed a Cu pipe | tube. However, in the case of a mere stainless steel pipe, it is necessary to employ “silver brazing” as a brazing material used for brazing. Silver brazing is several times more expensive than “phosphorous copper brazing” conventionally used for brazing Cu pipes, so it is difficult to substitute a simple stainless steel pipe.
一方、りん銅ろうが適用可能なステンレス鋼管として、上述の多重巻きステンレス鋼管がある。多重巻きステンレス鋼管はCuめっきステンレス鋼板を素材としているため外表面にCuめっき層を有しており、銅系のろう材が適用できる。しかし、現在実用化されている多重巻きステンレス鋼管は、オーステナイト系ステンレス鋼を使用したものである。オーステナイト系ステンレス鋼は高価であることから、Cu管に対するコストメリットが小さい。高強度化およびコスト低減を両立させるためには安価なフェライト系ステンレス鋼を用いた多重巻き鋼管を使用することが望まれる。 On the other hand, there is the above-described multi-winding stainless steel pipe as a stainless steel pipe to which phosphor copper brazing can be applied. Since the multi-winding stainless steel pipe is made of a Cu-plated stainless steel plate, it has a Cu plating layer on the outer surface, and a copper-based brazing material can be applied. However, the multi-winding stainless steel pipe that is currently in practical use uses austenitic stainless steel. Since austenitic stainless steel is expensive, the cost merit for Cu pipe is small. In order to achieve both high strength and cost reduction, it is desired to use a multi-winding steel pipe using inexpensive ferritic stainless steel.
しかしながら、フェライト系ステンレス鋼を用いて強度特性に優れた多重巻き鋼管を製造することは技術的に難しく、現時点でCu管の代替として冷媒圧力の向上に対応できるものは実用化されていない。その理由として、フェライト系ステンレス鋼は多重巻き鋼管を製造する際の「Cuめっき層融着処理」(すなわち、Cuめっき層をろう材として利用するろう付け処理)において、基材マトリクスのフェライト結晶粒が粗大化しやすいことが挙げられる。 However, it is technically difficult to manufacture a multi-winding steel pipe excellent in strength characteristics using ferritic stainless steel, and at the present time, an alternative to a Cu pipe that can cope with an increase in refrigerant pressure has not been put into practical use. The reason for this is that ferritic stainless steel is a ferrite crystal grain of the base matrix in the “Cu plating layer fusion treatment” (ie, brazing treatment using the Cu plating layer as a brazing material) in the production of a multi-turn steel pipe. Can easily be coarsened.
本発明は、このような問題を克服し、多重巻き鋼管に適したCuめっきフェライト系ステンレス鋼板、およびそれを用いた多重巻き鋼管を提供することを目的とする。 An object of the present invention is to overcome such problems and provide a Cu-plated ferritic stainless steel plate suitable for a multi-turn steel pipe and a multi-wind steel pipe using the same.
発明者らは詳細な研究の結果、固溶Nbによるドラッグ効果、および析出物によるピン止め効果を利用することにより、Cuめっき層融着処理での結晶粒粗大化が抑止され、多重巻き鋼管に適した材料が実現できることを見出した。 As a result of detailed research, the inventors have used the drag effect of solid solution Nb and the pinning effect of precipitates to suppress the coarsening of the crystal grains in the Cu plating layer fusion process. We have found that suitable materials can be realized.
すなわち本発明では、質量%で、C:0.03%以下、Si:3%以下、Mn:2%以下、P:0.05%以下、S:0.03%以下、Cr:11〜30%、Nb:0.15〜0.8%、N:0.03%以下であり、必要に応じてTi、Alの1種以上を合計0.4%以下の範囲で含有し、あるいはさらにMo、Cu、V、Wの1種以上を合計4%以下の範囲で含有し、あるいはさらにさらにNi、Coの1種以上を合計5%以下の範囲で含有し、残部がFeおよび不可避的不純物であり、好ましくはCとNの合計含有量が0.01%以上であり、Ti含有量(質量%)≦N含有量(質量%)の関係が成立する場合(Tiを含有しない場合を含む)は下記(1)式、Ti含有量(質量%)>N含有量(質量%)の関係が成立する場合は下記(2)式によりそれぞれ定まるA値が0.1以上となる化学組成のフェライト系ステンレス鋼板を基材とし、その少なくとも片面にCuめっき層を持ち、基材の鋼素地中には析出物が分布しており、断面SEM観察により求まる析出物の最大粒子径dmaxが0.25μm以下、析出物の面積率fが0.05%以上であるCuめっき層融着接合用Cuめっきステンレス鋼板が提供される。
A=Nb−(C×92.9/12+N×92.9/14) …(1)
A=Nb−C×(92.9/12)/2 …(2)
That is, in the present invention, by mass, C: 0.03% or less, Si: 3% or less, Mn: 2% or less, P: 0.05% or less, S: 0.03% or less, Cr: 11-30 %, Nb: 0.15 to 0.8%, N: 0.03% or less, and optionally contains one or more of Ti and Al in a total range of 0.4% or less, or
A = Nb− (C × 92.9 / 12 + N × 92.9 / 14) (1)
A = Nb−C × (92.9 / 12) / 2 (2)
ここで、前記(1)式、(2)式の元素記号の箇所には質量%で表される当該元素の含有量が代入される。「Ti含有量(質量%)≦N含有量(質量%)の関係が成立する場合」とは質量%でTi含有量がN含有量を超えない場合を意味し、「Ti含有量(質量%)>N含有量(質量%)の関係が成立する場合」とは質量%でTi含有量がN含有量を超える場合を意味する。 Here, the content of the element represented by mass% is substituted for the element symbol in the formulas (1) and (2). It means if the Ti content in wt% and "Ti content (mass%) ≦ N content when the relationship is satisfied (mass%)" does not exceed the N content, "Ti content (wt% ) > When the relationship of > N content (% by mass) is established, it means the case where the Ti content exceeds the N content in mass% .
また、本発明では上記のCuめっきステンレス鋼板を多重巻きにして、基材どうしの間に介在するCuめっき層を溶融および凝固させてCu融着層を形成することにより隣り合う基材どうしを接合してなる鋼管であって、管の外側の表面にCuめっき層を有する多重巻きステンレス鋼管が提供される。 In the present invention, the above-mentioned Cu-plated stainless steel sheet is wound in multiple layers, and the Cu plating layer interposed between the substrates is melted and solidified to form a Cu fusion layer, thereby joining adjacent substrates together. A multi-winding stainless steel pipe having a Cu plating layer on the outer surface of the pipe is provided.
本発明のCuめっきフェライト系ステンレス鋼板は、Cuめっき層融着処理に供しても結晶粒の粗大化が抑止される。この鋼板を用いるとフェライト系ステンレス鋼を基材とする強度特性に優れた多重巻き鋼管を得ることができる。この多重巻き鋼管は、りん銅ろう材によるワイヤーろう付けが可能で、従来のCu管の代替として使用できる。特に基材がステンレス鋼であることから耐食性に優れ、かつコスト増を伴うことなく強度向上が可能となる。したがって本発明は、ヒートポンプその他の配管部材において流体の圧力増大に対応でき、CO2排出量削減および機器のコスト低減に寄与しうる。 Even if the Cu plated ferritic stainless steel sheet of the present invention is subjected to a Cu plating layer fusion treatment, coarsening of crystal grains is suppressed. When this steel plate is used, a multi-winding steel pipe excellent in strength characteristics using a ferritic stainless steel as a base material can be obtained. This multi-turn steel pipe can be wire brazed with a phosphor copper brazing material and can be used as an alternative to a conventional Cu pipe. In particular, since the base material is stainless steel, the corrosion resistance is excellent, and the strength can be improved without increasing the cost. Therefore, the present invention can cope with an increase in fluid pressure in heat pumps and other piping members, and can contribute to a reduction in CO 2 emissions and a reduction in equipment costs.
図1に本発明で対象とする多重巻き鋼管の断面構造を模式的に例示する。多重巻き鋼管10は、ステンレス鋼基材2の表面にCuめっき層1を有するCuめっきステンレス鋼板を螺旋状に巻き回して管状とし、これをCuの融点以上の温度で熱処理することによりCuめっき層を溶融・凝固させてCu融着層3を形成し、隣り合うステンレス鋼基材2どうしを接合したものである。この図1のものは2重巻き鋼管の例である。本明細書では上記熱処理を「Cuめっき層融着処理」と呼び、Cuめっき層融着処理によって形成されるCu融着層3を介した基材2どうしの接合を「Cuめっき層融着接合」と呼ぶ。Cuめっき層融着接合は、Cuめっき層をろう材とするろう付け接合の一種である。ただし、本明細書で単に「ろう付け」という場合は、多重巻き鋼管10を他の部材と接合する際に適用されるろう付けを意味し、Cuめっき層融着処理による接合とは区別している。
FIG. 1 schematically illustrates a cross-sectional structure of a multi-turn steel pipe that is a subject of the present invention. The
Cuめっき層融着処理においては、鋼材は通常1100℃以上の高温加熱を受ける。基材がフェライト系ステンレス鋼である場合、このような高温での保持によって結晶粒が粗大化しやすい。多重巻き鋼管において基材のフェライト結晶粒が粗大化していると、成形加工時に割れが生じやすくなり、また製品としての使用中には疲労特性の低下に起因して振動、外部からの衝撃、管内を流れる流体の脈動などにより損傷を受けやすくなる。種々検討の結果、このような問題を回避するためにはフェライト結晶粒の平均粒径が500μmを超えて粗大化していないことが重要である。本発明ではCuめっき層融着処理に供した際に結晶粒が粗大化しにくい性質をフェライトステンレス鋼に付与するために、ドラッグ効果およびピン止め効果を利用する。 In the Cu plating layer fusion treatment, the steel material is normally subjected to high temperature heating of 1100 ° C. or higher. When the base material is ferritic stainless steel, the crystal grains are likely to be coarsened by such a high temperature holding. If the ferrite crystal grains of the base material are coarsened in a multi-winding steel pipe, cracks are likely to occur during the forming process, and during use as a product, vibration, external impact, internal It is easy to be damaged by the pulsation of the fluid flowing through. As a result of various studies, in order to avoid such a problem, it is important that the average grain size of the ferrite crystal grains does not exceed 500 μm. In the present invention, the drag effect and the pinning effect are utilized in order to impart to the ferritic stainless steel the property that the crystal grains are difficult to coarsen when subjected to the Cu plating layer fusion treatment.
〔ドラッグ効果〕
結晶粒が成長するときには結晶粒界の移動を伴う。結晶粒界に集積しやすい固溶元素や不純物元素がマトリクス中に含まれている場合、結晶粒界はそれらの元素を引き連れて移動することとなり、それら溶質原子の拡散を伴うことが粒界移動の障害となる(ドラッグ効果)。発明者らは詳細な検討の結果、フェライト系ステンレス鋼の高温での結晶粒成長抑制には固溶Nbが極めて有効であることを見出した。NbはC、Nと結合しやすい元素であることから、鋼中に添加されたNbのうち、炭化物・窒化物として消費された残りが固溶Nbであると捉えることができる。ただしTiが添加されている場合には、TiもC、Nと結合しやすいので、固溶Nb量はTi含有量の影響を受ける。
[Drag effect]
When a crystal grain grows, it is accompanied by movement of a crystal grain boundary. When solid solution elements and impurity elements that are likely to accumulate at the grain boundaries are contained in the matrix, the grain boundaries move with the elements, and it is accompanied by diffusion of these solute atoms. (Drug effect). As a result of detailed studies, the inventors have found that solute Nb is extremely effective in suppressing the growth of crystal grains of ferritic stainless steel at high temperatures. Since Nb is an element that easily binds to C and N, it can be understood that, among Nb added to steel, the remainder consumed as carbide / nitride is solute Nb. However, when Ti is added, Ti also easily bonds with C and N, so the amount of solid solution Nb is affected by the Ti content.
Tiが添加されていない場合には、固溶Nb量(質量%)を表す指標として下記(1)式により定まるA値を採用することができる。
A=Nb−(C×92.9/12+N×92.9/14) …(1)
When Ti is not added, the A value determined by the following equation (1) can be adopted as an index representing the amount of solid solution Nb (% by mass).
A = Nb− (C × 92.9 / 12 + N × 92.9 / 14) (1)
Tiが添加されている場合には、TiはNbよりも優先的にNと結合してTiNを形成しやすいことを考慮する必要がある。検討の結果、Ti含有量(質量%)≦N含有量(質量%)の関係が成立する場合には上記(1)式を適用して差し支えないことがわかった。厳密にはTiによってNの一部または全部が固定される分、(1)式によるA値は固溶Nb量を若干低く見積もることとなるが、ドラッグ効果に及ぼす影響という観点では(1)式を適用して構わない。一方、Ti含有量(質量%)>N含有量(質量%)の関係が成立する場合には下記(2)式によるA値を固溶Nb量の指標とする。
A=Nb−C×(92.9/12)/2 …(2)
この場合も厳密にはTiの含有量によって実際の固溶Nb量は(2)式によるA値から若干変動するが、後述のTi含有量の範囲内でドラッグ効果に及ぼす影響を表す指標としては(2)式を適用することができる。
When Ti is added, it is necessary to consider that Ti is likely to bond with N preferentially over Nb to form TiN. As a result of the examination, it was found that the above formula (1) may be applied when the relationship of Ti content (% by mass) ≦ N content (% by mass) is established . Strictly speaking, since part or all of N is fixed by Ti, the A value according to the equation (1) estimates the amount of solute Nb slightly lower, but from the viewpoint of influence on the drag effect, the equation (1) May be applied. On the other hand, when the relationship of Ti content (mass%) > N content (mass%) is established, the A value according to the following equation (2) is used as an index of the solid solution Nb content.
A = Nb−C × (92.9 / 12) / 2 (2)
Strictly speaking, the actual solute Nb amount slightly varies from the A value according to the formula (2) depending on the Ti content, but as an index representing the influence on the drag effect within the range of the Ti content described later. Equation (2) can be applied.
上記(1)式または(2)式で表される固溶Nb量を反映した指標A値が0.1以上であるとき、フェライト系ステンレス鋼の高温加熱による粒界移動を抑止するドラッグ効果が有効に働き、Cuめっき層融着処理における結晶粒粗大化を抑制する作用が得られる。A値は0.2以上であることがより効果的である。 When the index A value reflecting the solid solution Nb amount represented by the above formula (1) or (2) is 0.1 or more, the drag effect to suppress the grain boundary movement due to high temperature heating of the ferritic stainless steel is The effect | action which works effectively and suppresses the crystal grain coarsening in Cu plating layer fusion | melting process is acquired. It is more effective that the A value is 0.2 or more.
〔ピン止め効果〕
金属マトリクス中に析出物が微細分散しているとき、それらは転位の運動の障害となり、いわゆる析出強化現象を引き起こすが、このような析出物は高温加熱時の粒界移動の障害ともなりうる(ピン止め効果)。個々の析出物の粒子径が小さく、かつトータル体積率が大きいほどピン止め効果は大きくなる。発明者らは析出物のトータル体積率が0.02〜0.20%であるフェライト系ステンレス鋼板において、析出物の粒子径を種々変えた場合の結晶粒粗大化への影響を詳細に調べた。その結果、析出物の最大粒子径dmaxが0.25μm以下、かつ析出物の面積率fが0.05%以上である場合に、上述のドラッグ効果との相乗作用でCuめっき層融着処理後の平均結晶粒径を500μm以下に維持することが可能になることを見出した。
[Pinning effect]
When precipitates are finely dispersed in the metal matrix, they interfere with dislocation movement and cause a so-called precipitation strengthening phenomenon. Such precipitates can also interfere with grain boundary migration during high-temperature heating ( Pinning effect). The pinning effect increases as the particle size of the individual precipitates decreases and the total volume ratio increases. The inventors examined in detail the influence on the coarsening of the grains when the particle size of the precipitates was variously changed in the ferritic stainless steel sheet having the total volume fraction of the precipitates of 0.02 to 0.20%. . As a result, when the maximum particle diameter dmax of the precipitate is 0.25 μm or less and the area ratio f of the precipitate is 0.05% or more, after the Cu plating layer fusion treatment due to the synergistic effect with the above-described drag effect. It has been found that the average crystal grain size can be maintained at 500 μm or less.
ピン止め効果に有効な析出物は、主としてNb系析出物であり、例えばNb炭化物、Nb窒化物、Nb炭窒化物の他、Fe2Nb(Laves相)、Fe3NbCなどが挙げられる。Nb以外の合金元素の析出物も有効となる。析出物の最大粒子径dmaxは、鋼材断面を研磨した試料において、断面に現れている個々の析出物の粒子径(長径)をSEM像などから測定し、その最大値を採用すればよい。ただし観察視野の面積は2×10-2mm2以上とすればよい。析出物の面積率fは、析出物のトータル体積率に相当するものであり、鋼材断面を研磨した試料において、断面に現れている析出物のトータル面積を測定し、これを観察視野の面積で除してパーセンテージに換算することにより求めることができる。この場合も観察視野の面積は上記と同様とすればよい。析出物のトータル面積は例えばEDXによりNb、Ti、Mo、Cu、V、Wを含む析出物を同定し、観察視野中の検出強度を記録した画像を処理することにより求めることが可能である。
析出物の分布形態は、化学組成および製造条件によってコントロールすることができる。
Precipitates effective for the pinning effect are mainly Nb-based precipitates, and examples thereof include Nb carbide, Nb nitride, Nb carbonitride, Fe 2 Nb (Laves phase), Fe 3 NbC, and the like. Precipitates of alloy elements other than Nb are also effective. The maximum particle diameter dmax of the precipitate may be determined by measuring the particle diameter (major axis) of each precipitate appearing in the cross section of a sample obtained by polishing a steel cross section from an SEM image or the like. However, the area of the observation visual field may be 2 × 10 −2 mm 2 or more. The area ratio f of the precipitate corresponds to the total volume ratio of the precipitate. In the sample obtained by polishing the steel cross section, the total area of the precipitate appearing in the cross section is measured, and this is the area of the observation field. It can be obtained by dividing it and converting it to a percentage. Also in this case, the area of the observation visual field may be the same as described above. The total area of the precipitate can be obtained by identifying the precipitate containing Nb, Ti, Mo, Cu, V, W by EDX and processing an image in which the detected intensity in the observation field is recorded.
The distribution form of precipitates can be controlled by the chemical composition and production conditions.
〔化学組成〕
以下において、鋼の成分元素の含有量における「%」は特に断らない限り「質量%」を意味する。
C、Nは、Nbと結合して鋼中に添加されたNbを消費し、固溶Nbの存在量を減少させる元素である。固溶Nb量が不足すると上述のドラッグ効果が十分に得られず、Cuめっき層融着処理時の結晶粒粗大化が抑制できなくなる。種々検討の結果、C含有量は0.03%以下とする必要があり、0.025%以下であることがより好ましい。N含有量も0.03%以下とする必要があり、0.025%以下であることがより好ましい。一方で、CあるいはNと結合したNbは、Nb炭化物、Nb窒化物、Nb炭窒化物(以下これらをまとめて「Nb炭・窒化物」という)を形成し、これらの析出物はピン止め効果によりCuめっき層融着処理時の結晶粒粗大化を抑制する作用を呈する。Nb炭・窒化物によるピン止め効果を十分に発揮させるためにはCとNの合計含有量を0.01%以上とすることがより効果的であり、C含有量を0.005%以上、N含有量を0.005%以上とすることが一層好ましい。
[Chemical composition]
In the following, “%” in the content of constituent elements of steel means “% by mass” unless otherwise specified.
C and N are elements that combine with Nb to consume Nb added to the steel and reduce the abundance of solute Nb. If the amount of dissolved Nb is insufficient, the above-described drag effect cannot be obtained sufficiently, and the coarsening of crystal grains during the Cu plating layer fusion treatment cannot be suppressed. As a result of various studies, the C content needs to be 0.03% or less, and more preferably 0.025% or less. The N content also needs to be 0.03% or less, and more preferably 0.025% or less. On the other hand, Nb bonded to C or N forms Nb carbide, Nb nitride, Nb carbonitride (hereinafter collectively referred to as “Nb carbon / nitride”), and these precipitates have a pinning effect. Exhibits the effect of suppressing crystal grain coarsening during the Cu plating layer fusion treatment. In order to sufficiently exhibit the pinning effect by Nb charcoal / nitride, it is more effective to make the total content of C and N 0.01% or more, and the C content 0.005% or more, The N content is more preferably 0.005% or more.
Siは、フェライト系ステンレス鋼の耐食性向上に有効な元素である。その作用を十分に得るためには0.2%以上のSi含有量を確保することがより効果的である。しかし多量のSi含有はフェライト相を硬質化させ加工性劣化の要因となる。種々検討の結果、Si含有量は3%以下に制限され、2.5%以下とすることがより好ましい。 Si is an element effective for improving the corrosion resistance of ferritic stainless steel. In order to obtain the effect sufficiently, it is more effective to secure a Si content of 0.2% or more. However, containing a large amount of Si hardens the ferrite phase and causes deterioration of workability. As a result of various studies, the Si content is limited to 3% or less, and more preferably 2.5% or less.
Mnは、ステンレス鋼の脱酸剤として有効であるが、不動態皮膜中のCr濃度を低減させ耐食性を阻害する場合があるので、本発明ではMn含有量は2%以下に制限される。 Mn is effective as a deoxidizer for stainless steel, but may reduce the Cr concentration in the passive film and inhibit corrosion resistance, so in the present invention, the Mn content is limited to 2% or less.
Pは、フェライト系ステンレス鋼の母材およびろう付け部の靭性を損なうので多量の含有は望ましくない。種々検討の結果、本発明では0.05%までのP含有が許容される。 P is undesirable because it impairs the toughness of the base material and brazed portion of the ferritic stainless steel. As a result of various studies, the present invention allows P content up to 0.05%.
Sは、孔食の起点となりやすいMnSを形成して耐食性を阻害する元素である。またS含有量が高い場合、ろう付け部で高温割れが生じやすくなる。S含有量は0.03%以下に制限される。 S is an element that forms MnS that tends to be a starting point of pitting corrosion and inhibits corrosion resistance. Moreover, when S content is high, it becomes easy to produce a hot crack in a brazing part. The S content is limited to 0.03% or less.
Crは、ステンレス鋼としての耐食性を確保するうえで必須の元素である。熱交換器や冷媒配管を構成する配管部材への適用を考慮すると11%以上のCr含有量が必要である。一方、Cr含有量が多くなるとC、Nの低減が難しくなり、機械的性質や靭性を損ねる要因となる。検討の結果、Cr含有量は30%以下の範囲に制限される。 Cr is an essential element for securing the corrosion resistance as stainless steel. Considering application to piping members constituting heat exchangers and refrigerant piping, a Cr content of 11% or more is necessary. On the other hand, when the Cr content increases, it becomes difficult to reduce C and N, which becomes a factor that impairs mechanical properties and toughness. As a result of the study, the Cr content is limited to a range of 30% or less.
Nbは、本発明において重要な元素である。すなわち前述のとおり、鋼中の固溶Nbはドラッグ効果に有効であり、Nb系析出物はピン止め効果に有効となる。これらの効果を利用してCuめっき層融着処理での結晶粒粗大化を顕著に抑制させるためには、C、N含有量を前記の範囲に制限したうえでNb含有量を0.15%以上とすることが重要である。0.3%以上のNb含有量を確保することがより好ましく、0.4%以上とすることが一層効果的である。0.5%以上にコントロールしても構わない。ただし、Nb含有量が多くなると熱間加工性や鋼材の表面品質特性に悪影響を及ぼすようになる。種々検討の結果Nb含有量は0.8%以下の範囲に制限される。 Nb is an important element in the present invention. That is, as described above, solute Nb in steel is effective for the drag effect, and Nb-based precipitates are effective for the pinning effect. In order to remarkably suppress the grain coarsening in the Cu plating layer fusion process by utilizing these effects, the Nb content is 0.15% after limiting the C and N contents to the above ranges. That is important. It is more preferable to ensure the Nb content of 0.3% or more, and it is more effective to set it to 0.4% or more. It may be controlled to 0.5% or more. However, when the Nb content is increased, the hot workability and the surface quality characteristics of the steel material are adversely affected. As a result of various studies, the Nb content is limited to a range of 0.8% or less.
Ti、Alのうち、TiはNbと同様にC、Nとの親和力が強く、微細なTi系炭・窒化物を形成してピン止め効果によりCuめっき層融着処理時の結晶粒粗大化を抑制する作用を呈する。Alは脱酸剤として有効である。したがってこれらの1種または2種の元素を必要に応じて添加することができ、特にTiとAlの合計含有量を0.03%以上とすることがより効果的である。しかし、Ti、Alは易酸化性元素であり、それらの含有量が多いと、仕上焼鈍時に強固な酸化皮膜が形成されやすい。この酸化皮膜は酸洗で十分に除去できないことがあり、その場合Cuめっき層が均一に形成できない(不めっき部分が生じる)ことにより、りん銅ろうを用いたろう付けにおいて不めっき部分で接合強度が低下し、問題となり得ることが明らかになった。Ti、Alの1種以上を添加する場合は、上記のような酸化皮膜による問題を回避するために、TiとAlの合計含有量を0.4%以下に抑える必要があり、0.3%以下とすることがより好ましい。 Of Ti and Al, Ti has a strong affinity with C and N like Nb, and forms fine Ti-based charcoal / nitride to increase the grain size at the time of Cu plating layer fusion treatment by pinning effect. It exhibits an inhibitory action. Al is effective as a deoxidizer. Therefore, one or two of these elements can be added as necessary, and it is more effective to make the total content of Ti and Al 0.03% or more. However, Ti and Al are easily oxidizable elements, and if their content is large, a strong oxide film is likely to be formed during finish annealing. This oxide film may not be sufficiently removed by pickling. In this case, the Cu plating layer cannot be uniformly formed (non-plated part is generated), so that the bonding strength at the non-plated part in brazing using phosphor copper braze is high. It became clear that it could be a problem. When one or more of Ti and Al are added, the total content of Ti and Al must be suppressed to 0.4% or less in order to avoid the problems caused by the oxide film as described above. More preferably, it is as follows.
Mo、Cu、V、Wは、Cuめっき層融着処理時のフェライト結晶粒粗大化防止に有効な元素である。すなわちMo、V、Wは固溶によるドラッグ効果と析出物形成によるピン止め効果を発揮する。またCuはε−Cu相として析出することによりピン止め効果を発揮する。このため本発明では必要に応じてこれらの元素の1種以上を添加することができる。特にこれらの元素の合計含有量を0.05%以上とすることがより効果的である。しかし、これらの元素の含有量が多くなると熱間加工性に悪影響を及ぼすようになる。種々検討の結果、Mo、Cu、V、Wの1種以上を添加する場合は、これらの合計含有量が4%以下となる範囲で添加する必要がある。 Mo, Cu, V, and W are effective elements for preventing ferrite crystal grain coarsening during the Cu plating layer fusion treatment. That is, Mo, V, and W exhibit a drag effect by solid solution and a pinning effect by precipitate formation. Cu exhibits a pinning effect by precipitating as an ε-Cu phase. For this reason, in this invention, 1 or more types of these elements can be added as needed. In particular, it is more effective to set the total content of these elements to 0.05% or more. However, when the content of these elements increases, the hot workability is adversely affected. As a result of various studies, when adding one or more of Mo, Cu, V, and W, it is necessary to add them in a range where the total content thereof is 4% or less.
Ni、Coは、Cuめっき層融着処理などによりフェライト結晶粒が粗大化した際の靭性低下を抑制するうえで有効な元素である。この靱性低下を抑制する作用は平均結晶粒径が500μm以下である場合においても享受される。このため本発明ではNi、Coの1種以上を必要に応じて添加することができる。このような作用を十分発揮させるためにはNi、Coの合計含有量を0.5%以上とすることがより効果的である。しかしNi、Coの過剰添加は高温域でのオーステナイト相の生成を招くので好ましくない。Ni、Coの1種以上を添加する場合は、その合計含有量が5%以下となる範囲で行う必要がある。 Ni and Co are effective elements for suppressing a decrease in toughness when ferrite crystal grains are coarsened by a Cu plating layer fusion treatment or the like. The effect of suppressing the decrease in toughness is enjoyed even when the average crystal grain size is 500 μm or less. For this reason, in this invention, 1 or more types of Ni and Co can be added as needed. In order to sufficiently exhibit such an action, it is more effective to set the total content of Ni and Co to 0.5% or more. However, excessive addition of Ni and Co is not preferable because it causes formation of an austenite phase in a high temperature range. When adding 1 or more types of Ni and Co, it is necessary to carry out in the range from which the total content will be 5% or less.
〔Cuめっきステンレス鋼板の製造〕
上記の化学組成を有する鋼を溶製した後、一般的なフェライト系ステンレス鋼板製造工程を利用して鋼板とし、その後、従来のCuめっきステンレス鋼板の製造方法と同様に電気Cuめっきを施すことによって本発明のCuめっきステンレス鋼板を得ることができる。ただし、Cuめっき層融着処理に供した際の結晶粒粗大化を防止するためには、ピン止め効果が十分に発揮されるように前述の析出物分布形態を得ておくことが重要である。
[Manufacture of Cu plated stainless steel sheet]
After melting the steel having the above chemical composition, it is made into a steel plate using a general ferritic stainless steel plate manufacturing process, and then subjected to electric Cu plating in the same manner as a conventional Cu plated stainless steel plate manufacturing method. The Cu plated stainless steel sheet of the present invention can be obtained. However, in order to prevent crystal grain coarsening when it is subjected to the Cu plating layer fusion treatment, it is important to obtain the above-mentioned precipitate distribution form so that the pinning effect is sufficiently exhibited. .
そのような析出物の分布形態を得るためには、熱間圧延→冷間圧延→仕上焼鈍を含む工程において、以下の[1]および[2]を満たす条件を採用することが極めて有効である。
[1]熱間圧延において、巻取温度を750℃未満とする。
[2]仕上焼鈍において、昇温過程で600℃から最高到達温度TMまでの平均昇温速度を10℃/sec以上とし、かつ冷却過程でTMから600℃までの平均冷却速度を10℃/sec以上とするようにヒートパターンをコントロールする。
前記の化学組成を満たす鋼に対して上記[1]および[2]を満たす処理を行うことによって、析出物の最大粒子径dmaxが0.25μm以下、かつ析出物の面積率fが0.05%以上である析出形態を実現することができる。
In order to obtain such a distribution form of precipitates, it is extremely effective to adopt conditions satisfying the following [1] and [2] in a process including hot rolling → cold rolling → finish annealing. .
[1] In hot rolling, the coiling temperature is set to less than 750 ° C.
[2] In finish annealing, the average temperature increase rate from 600 ° C. to the maximum temperature T M is set to 10 ° C./sec or more in the temperature rising process, and the average cooling rate from T M to 600 ° C. is set to 10 ° C. in the cooling process. The heat pattern is controlled to be at least / sec.
By performing the treatment satisfying the above [1] and [2] on the steel satisfying the above chemical composition, the maximum particle diameter dmax of the precipitate is 0.25 μm or less and the area ratio f of the precipitate is 0.05. % Or more of the precipitation form can be realized.
Cuめっき層の平均厚さは片面あたり1〜10μmの範囲で調整することができるが、2〜5μm程度とすることが実用的である。 The average thickness of the Cu plating layer can be adjusted in the range of 1 to 10 μm per side, but it is practical to set the thickness to about 2 to 5 μm.
〔多重巻き鋼管〕
従来の多重巻きステンレス鋼管の製造と同様の手法により本発明の多重巻きステンレス鋼管を得ることができる。Cuめっき層融着処理は、鋼板を多重巻きにしたパイプを例えば真空雰囲気中で、Cuの融点以上の温度に保持することにより行うことができる。具体的には保持温度1100〜1175℃、保持時間10〜60minとすればよい。得られた多重巻き鋼管は、基材マトリクスの平均結晶粒径が500μm以下に抑えられており、加工性および強度特性に優れる。また外表面にはCuめっき層を有しており、従来のCu管と同様にりん銅ろう材などの銅系ろう材を用いたろう付けに供することが可能である。
[Multi-wrapped steel pipe]
The multi-winding stainless steel pipe of the present invention can be obtained by the same method as that for manufacturing a conventional multi-winding stainless steel pipe. The Cu plating layer fusion treatment can be performed by holding a pipe in which steel plates are wound in multiple layers, for example, in a vacuum atmosphere at a temperature equal to or higher than the melting point of Cu. Specifically, the holding temperature may be 1100 to 1175 ° C. and the holding time may be 10 to 60 minutes. The obtained multi-winding steel pipe has an average crystal grain size of the substrate matrix of 500 μm or less, and is excellent in workability and strength characteristics. Moreover, it has a Cu plating layer on the outer surface, and can be used for brazing using a copper-based brazing material such as a phosphor-copper brazing material in the same manner as a conventional Cu pipe.
表1に示す化学組成を有するステンレス鋼を溶製し、熱間圧延にて板厚3mmとし、酸洗し、冷間圧延にて板厚1mmとし、仕上焼鈍を最高到達温度TM:1000〜1070℃、保持時間1〜60secの範囲で行った。熱間圧延および仕上焼鈍はNo.37、38を除きいずれも前記[1]および[2]を満たす条件とした。No.37はNo.10と同じ化学組成の鋼を用いて熱間圧延での巻取温度を880℃とした。No.38はNo.15と同じ化学組成の鋼を用いて仕上焼鈍の冷却過程でTMから600℃までの平均冷却速度を1℃/secとした。 Stainless steel having the chemical composition shown in Table 1 is melted, hot rolled to a plate thickness of 3 mm, pickled, cold rolled to a plate thickness of 1 mm, and finish annealing at the highest temperature T M : 1000 to 1000 It was performed in a range of 1070 ° C. and holding time of 1 to 60 sec. Hot rolling and finish annealing were performed under the conditions satisfying the above [1] and [2] except for Nos. 37 and 38. For No. 37, steel having the same chemical composition as No. 10 was used, and the coiling temperature in hot rolling was 880 ° C. In No. 38, steel having the same chemical composition as No. 15 was used, and the average cooling rate from T M to 600 ° C. was 1 ° C./sec in the cooling process of finish annealing.
No.21を除く各鋼板について、電気Cuめっきを施した。Cuめっき層の平均厚さは片面あたり2μmとし、両面に同様条件のめっき層を形成して供試鋼板を得た。No.34はNo.10のめっき原板(めっきを施す前のステンレス鋼板)に相当する供試鋼板である。No.36はオーステナイト系ステンレス鋼板にCuめっきを施した供試鋼板である。
各供試鋼板について以下の特性を調べた。
About each steel plate except No. 21, electric Cu plating was given. The average thickness of the Cu plating layer was 2 μm per side, and a plating layer under the same conditions was formed on both sides to obtain a test steel plate. No. 34 is a test steel plate corresponding to the No. 10 plating base plate (stainless steel plate before plating). No. 36 is a test steel plate obtained by applying Cu plating to an austenitic stainless steel plate.
The following characteristics were examined for each test steel plate.
〔析出物の分布形態〕
各供試鋼板の断面について電解研磨した表面をSEMにより観察し、観察視野の総面積2×10-2mm2中に観測された最も大きい析出物の直径(長径)を析出物の最大粒子径dmaxとした。また、上記視野についてEDXによる面分析を行い、Nb、Ti、Mo、Cu、V、Wの検出強度がマトリクスよりも高い部分を析出物とみなして、画像処理によりそれらの析出物のトータル面積を求め、その値を観察視野の面積で除してパーセンテージに換算することにより析出物の面積率fを求めた。これらの結果を表1中に並記する。
[Distribution form of precipitates]
The surface of each test steel sheet electropolished was observed by SEM, and the largest precipitate diameter (major axis) observed in the total area of 2 × 10 −2 mm 2 in the observation field was the maximum particle diameter of the precipitate. dmax. In addition, the visual field is analyzed by EDX with respect to the visual field, and the portion where the detection intensity of Nb, Ti, Mo, Cu, V, and W is higher than the matrix is regarded as a precipitate, and the total area of the precipitate is determined by image processing. The area ratio f of the precipitate was determined by dividing the value by the area of the observation field and converting it to a percentage. These results are listed in Table 1.

〔Cuめっき層融着処理相当の熱処理後の結晶粒径〕
各供試鋼板から30mm×80mmの試験片を採取し、多重巻きステンレス鋼管を製造する際のCuめっき層融着処理に相当する熱処理として、1×10-3torr(約1.3×10-1Pa)の真空中、1150℃×30minの熱処理を施した。熱処理後の鋼板の断面を研磨し、フッ酸+硝酸の混酸でエッチングして、光学顕微鏡観察を行い、切片法にて平均結晶粒径を求めた。平均結晶粒径が200μm以下のものをA(粗大化抑制効果;優秀)、200μm超え〜500μm以下のものをB(粗大化抑制効果;良好)、500μmを超えるものをC(粗大化抑制効果;不良)と評価し、B評価が得られたものは多重巻き鋼管の多くの用途において実用上問題ない特性を示すと考えられるので、A評価およびB評価を合格と判定した。
[Crystal grain size after heat treatment equivalent to Cu plating layer fusion treatment]
Each sample steel test piece 30 mm × 80 mm was taken from the plate, as a heat treatment comparable to the Cu plating layer fusion process in manufacturing the multi-turn stainless steel tube, 1 × 10 -3 torr (about 1.3 × 10 - A heat treatment of 1150 ° C. × 30 min was performed in a vacuum of 1 Pa). The cross section of the steel plate after the heat treatment was polished, etched with a mixed acid of hydrofluoric acid and nitric acid, observed with an optical microscope, and the average crystal grain size was determined by a section method. A having an average crystal grain size of 200 μm or less is A (coarseening suppression effect; excellent), B is 200 μm or more to 500 μm or less B (coarseening suppression effect; good), and C is 500 (coarseening suppression effect; It was considered that the B evaluation was obtained and the B evaluation was obtained, so that it was considered that it exhibited practically no problem in many uses of the multi-winding steel pipe. Therefore, the A evaluation and the B evaluation were determined to be acceptable.
〔りん銅ろう材によるワイヤーろう付け性〕
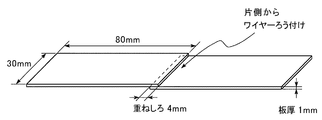
Cuめっき層融着処理に相当する上記条件の熱処理を経た30mm×80mmの同種の試験片を図2に示すように重ねしろ4mmで重ね合わせた状態とし、フラックスを用いてワイヤーろう付けを行い、2枚の鋼板の重ねしろ部分における表面どうしのろう付け接合を試みた。フラックスはH3BO4−K2B4O7−KF−KBF4系のものを使用し、りん銅ろう材としてBCuP−3(Cu−6P−5Ag合金)のワイヤーを用いた。このろう付けにより2枚の鋼板はりん銅ろう材でのみ接合された状態(Cuめっき層による融着はない)となる。ろう付け接合され一体化した試験片を引張試験機により長手方向に破断まで引っ張るせん断試験に供した。この板厚の試験片はろう付けが良好であれば理論的に母材部で破断することになる。したがって、母材部で破断したものを○(ろう付け性;良好)、ろう材部で破断したものを×(ろう付け性;不良)と評価し、○評価を合格と判定した。
[Wire brazing with phosphor copper brazing material]
A test piece of the same kind of 30 mm × 80 mm that has been subjected to the heat treatment under the above conditions corresponding to the Cu plating layer fusion treatment is placed in a state where the overlap is 4 mm as shown in FIG. 2, and wire brazing is performed using flux. Attempts were made to braze the surfaces of the two steel plates at the overlap. A flux of H 3 BO 4 —K 2 B 4 O 7 —KF—KBF 4 was used, and a BCuP-3 (Cu-6P-5Ag alloy) wire was used as the phosphor copper brazing material. By this brazing, the two steel plates are joined only by the phosphor copper brazing material (no fusion by the Cu plating layer). The test piece that was brazed and integrated was subjected to a shearing test in which the test piece was pulled in the longitudinal direction to break by a tensile tester. If the specimen having this thickness is brazed well, it will theoretically break at the base metal part. Therefore, what was fractured at the base metal part was evaluated as ◯ (brazing property: good), and the material fractured at the brazing material part was evaluated as x (brazing property: poor), and the evaluation was determined as acceptable.
〔外面耐食性〕
多重巻き鋼管とした場合の鋼管外面の耐食性を評価するために、上記のCuめっき層融着処理に相当する上記条件の熱処理を施した各鋼板、およびCu板を用意し、「塩水噴霧;5%NaCl、35℃×15min → 乾燥;60℃、30%R.H.×1h → 湿潤;50℃、95%R.H.×3h」を1サイクルとする塩乾湿試験を10サイクル施し、端面を除く表面に腐食が認められないものを○(外面耐食性;優秀)、発銹面積率がCu板と同等以下のものを△(外面耐食性;良好)、発銹面積率がCu板より大きいものを×(外面耐食性;不良)と評価し、△評価以上を合格と判定した。
これらの結果を表2に示す。
[Outer surface corrosion resistance]
In order to evaluate the corrosion resistance of the outer surface of the steel pipe in the case of a multi-winding steel pipe, each steel plate and Cu plate subjected to heat treatment under the above conditions corresponding to the above Cu plating layer fusion treatment were prepared, and “salt spray; 5 % NaCl, 35 ° C. × 15 min → drying; 60 ° C., 30% R.H. × 1 h → wet; 50 ° C., 95% R.H. × 3 h ”10 cycles of salt dry-wet test, end face ○ (external surface corrosion resistance: excellent) where corrosion is not observed on the surface, except for 、 (external surface corrosion resistance: good) where the surface area ratio is equal to or less than that of the Cu plate, and the surface area ratio is larger than the Cu plate Was evaluated as x (external corrosion resistance; poor), and Δ or higher was determined to be acceptable.
These results are shown in Table 2.
本発明例のものは、Cuめっき層融着処理に供した場合でもフェライト結晶粒の粗大化が抑制され、かつ、りん銅ろう材を用いたろう付け性が良好で、外面耐食性も良好であることが確認された。 In the case of the present invention example, the ferrite crystal grains are prevented from being coarsened even when subjected to the Cu plating layer fusion treatment, the brazing property using the phosphor copper brazing material is good, and the outer surface corrosion resistance is also good. Was confirmed.
これに対し比較例No.31は基材のCr含有量が少なく、Cu板よりも耐食性に劣った。No.32、33は基材のNb含有量が不足しており結晶粒の粗大化が抑制できなかった。No.32はC含有量が高いために鋭敏化が生じ耐食性にも劣った。またNo.33、35はTi+Alの合計含有量が多いためCuめっきにむらが生じ、Cuめっきが付着していない箇所でりん銅ろう材によるろう付けが不十分となって接合強度に劣った。No.34はCuめっきを施していないためりん銅ろう材によるろう付け接合が不可能であった。No.37、38は析出物の分布形態が本発明の規定を満たしておらず、ピン止め効果が十分に発揮されなかったことから結晶粒の粗大化が生じた。 On the other hand, Comparative Example No. 31 had a low Cr content in the base material and was inferior in corrosion resistance to the Cu plate. In Nos. 32 and 33, the Nb content of the base material was insufficient, and the coarsening of crystal grains could not be suppressed. No. 32 was insensitive to corrosion because of its high C content, resulting in sensitization. In Nos. 33 and 35, since the total content of Ti + Al was large, unevenness of Cu plating occurred, and brazing with a phosphor copper brazing material was insufficient at a portion where Cu plating did not adhere, resulting in poor bonding strength. Since No. 34 was not subjected to Cu plating, brazing with a phosphor copper brazing material was impossible. In Nos. 37 and 38, the distribution form of the precipitates did not satisfy the provisions of the present invention, and the pinning effect was not sufficiently exhibited, resulting in coarsening of crystal grains.
1 Cuめっき層
2 ステンレス鋼基材
3 Cu融着層
10 多重巻き鋼管
DESCRIPTION OF
Claims (7)
A=Nb−(C×92.9/12+N×92.9/14) …(1)
ここで、前記(1)式中の元素記号の箇所には質量%で表される当該元素の含有量が代入される。 In mass%, C: 0.03% or less, Si: 3% or less, Mn: 2% or less, P: 0.05% or less, S: 0.03% or less, Cr: 11-30%, Nb: 0 A ferritic stainless steel sheet having a chemical composition of 0.15 to 0.8%, N: 0.03% or less, the balance being Fe and inevitable impurities, and an A value determined by the following formula (1) being 0.1 or more The substrate has a Cu plating layer on at least one surface thereof, and precipitates are distributed in the steel substrate of the substrate, and the maximum particle diameter dmax of the precipitates determined by cross-sectional SEM observation is 0.25 μm or less. Cu-plated stainless steel sheet for fusion-bonding of Cu plating layer having an area ratio f of 0.05% or more.
A = Nb− (C × 92.9 / 12 + N × 92.9 / 14) (1)
Here, the content of the element represented by mass% is substituted for the element symbol in the formula (1).
A=Nb−(C×92.9/12+N×92.9/14) …(1)
ここで、前記(1)式中の元素記号の箇所には質量%で表される当該元素の含有量が代入される。 In mass%, C: 0.03% or less, Si: 3% or less, Mn: 2% or less, P: 0.05% or less, S: 0.03% or less, Cr: 11-30%, Nb: 0 .15~0.8%, N: and 0.03% or less, further Ti, contained in a range of total 0.4% or less of one or more Al, a balance being Fe and unavoidable impurities, Ti Ferrite having a chemical composition in which the relationship of content (mass%) ≦ N content (mass%) (including the case where no Ti is contained) is established and the A value determined by the following formula (1) is 0.1 or more A stainless steel plate is used as a base material, and a Cu plating layer is provided on at least one surface thereof. Precipitates are distributed in the steel substrate of the base material. Hereinafter, Cu plating stainless steel for fusion bonding of Cu plating layer whose area ratio f of the precipitate is 0.05% or more Less steel plate.
A = Nb− (C × 92.9 / 12 + N × 92.9 / 14) (1)
Here, the content of the element represented by mass% is substituted for the element symbol in the formula (1).
A=Nb−C×(92.9/12)/2 …(2)
ここで、前記(2)式中の元素記号の箇所には質量%で表される当該元素の含有量が代入される。 In mass%, C: 0.03% or less, Si: 3% or less, Mn: 2% or less, P: 0.05% or less, S: 0.03% or less, Cr: 11-30%, Nb: 0 .15~0.8%, N: and 0.03% or less, further Ti, contained in a range of total 0.4% or less of one or more Al, a balance being Fe and unavoidable impurities, Ti A ferritic stainless steel sheet having a chemical composition in which the relationship of content (mass%)> N content (mass%) is established and the A value determined by the following formula (2) is 0.1 or more is used as a base material. At least one side has a Cu plating layer, precipitates are distributed in the steel substrate of the base material, the maximum particle diameter dmax of the precipitates obtained by cross-sectional SEM observation is 0.25 μm or less, and the area ratio f of the precipitates is Cu-plated stainless steel sheet for fusion-bonding of Cu plating layer of 0.05% or more.
A = Nb−C × (92.9 / 12) / 2 (2)
Here, the content of the element represented by mass% is substituted for the element symbol in the formula (2).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008268537A JP5366498B2 (en) | 2008-10-17 | 2008-10-17 | Cu-plated ferritic stainless steel sheet and multi-turn steel pipe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008268537A JP5366498B2 (en) | 2008-10-17 | 2008-10-17 | Cu-plated ferritic stainless steel sheet and multi-turn steel pipe |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010095768A JP2010095768A (en) | 2010-04-30 |
| JP2010095768A5 JP2010095768A5 (en) | 2011-12-01 |
| JP5366498B2 true JP5366498B2 (en) | 2013-12-11 |
Family
ID=42257652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008268537A Expired - Fee Related JP5366498B2 (en) | 2008-10-17 | 2008-10-17 | Cu-plated ferritic stainless steel sheet and multi-turn steel pipe |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5366498B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017150050A (en) * | 2016-02-26 | 2017-08-31 | 日新製鋼株式会社 | Cu PLATED STAINLESS STEEL SHEET FOR MULTIPLE WOUND PIPE AND MANUFACTURING METHOD THEREFOR |
| JP6699670B2 (en) * | 2016-09-02 | 2020-05-27 | Jfeスチール株式会社 | Ferritic stainless steel |
| JP7102988B2 (en) * | 2018-07-05 | 2022-07-20 | 日本製鉄株式会社 | Manufacturing method of ferritic stainless steel sheet, clad material and ferritic stainless steel sheet |
| CN114364822B (en) * | 2020-01-21 | 2023-02-28 | 日铁不锈钢株式会社 | Stainless steel material with antibacterial and antiviral properties and manufacturing method thereof |
| TWI758215B (en) * | 2021-07-28 | 2022-03-11 | 國立清華大學 | High chromium and silicon-rich corrosion resistant steel and use thereof |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3501573B2 (en) * | 1995-11-02 | 2004-03-02 | 日新製鋼株式会社 | Ferritic stainless steel pipe excellent in secondary work crack resistance and method for producing the same |
| JP2003245713A (en) * | 2002-02-21 | 2003-09-02 | Usui Kokusai Sangyo Kaisha Ltd | Multiple wound super-ferritic stainless steel tube and method for manufacturing the same |
| JP3886933B2 (en) * | 2003-06-04 | 2007-02-28 | 日新製鋼株式会社 | Ferritic stainless steel sheet excellent in press formability and secondary workability and manufacturing method thereof |
| JP4419605B2 (en) * | 2004-02-26 | 2010-02-24 | Jfeスチール株式会社 | Steel sheet for double-wound pipe and manufacturing method thereof |
| JP4485387B2 (en) * | 2005-03-09 | 2010-06-23 | 日新製鋼株式会社 | Organic coated stainless steel sheet with low surface electrical resistance |
-
2008
- 2008-10-17 JP JP2008268537A patent/JP5366498B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010095768A (en) | 2010-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5420292B2 (en) | Ferritic stainless steel | |
| JP6383503B2 (en) | Nb-containing ferritic stainless steel hot-rolled steel sheet and method for producing the same, Nb-containing ferritic stainless steel cold-rolled steel sheet and method for producing the same | |
| KR101256268B1 (en) | Austenitic stainless steel | |
| JP6149102B2 (en) | Clad steel sheet using duplex stainless steel with good linear heatability and method for producing the same | |
| JP7059357B2 (en) | Duplex stainless clad steel sheet and its manufacturing method | |
| WO2012102330A1 (en) | Alloying element-saving hot rolled duplex stainless steel material, clad steel sheet having duplex stainless steel as mating material therefor, and production method for same | |
| WO2010128545A1 (en) | High‑strength stainless steel pipe | |
| JP2009174040A (en) | Ferritic stainless steel for egr cooler, and egr cooler | |
| JP5406233B2 (en) | Clad steel plate made of duplex stainless steel and method for producing the same | |
| JP5366498B2 (en) | Cu-plated ferritic stainless steel sheet and multi-turn steel pipe | |
| JP2006328460A (en) | Base material for clad steel, and method for producing clad steel using the base material for clad steel | |
| JP6513495B2 (en) | Duplex stainless steel and duplex stainless steel pipe | |
| WO2011059030A1 (en) | Duplex stainless steel having excellent alkali resistance | |
| JP2011195845A (en) | Zinc-based-alloy-plated steel material superior in embrittlement cracking resistance to melted metal | |
| JP5949057B2 (en) | Ferritic stainless steel with excellent corrosion resistance and low temperature toughness of welds | |
| JP5311942B2 (en) | Stainless steel for brazing | |
| JP4905024B2 (en) | Ferritic stainless steel sheet with high strength of spot welded joint and method for producing the same | |
| JP2009174024A (en) | High-strength steel sheet having excellent pwht resistance, and method for producing the same | |
| JP4513466B2 (en) | Welded joints and welding materials | |
| JP2003301241A (en) | Two-phase stainless steel for urea-producing plant, welding material, urea-producing plant and equipment therefor | |
| JP5224780B2 (en) | High strength stainless steel pipe | |
| JP2017020054A (en) | Stainless steel and stainless steel tube | |
| JP5401915B2 (en) | High corrosion resistance ferritic stainless steel sheet with excellent joint strength for resistance spot welding and manufacturing method thereof | |
| JP2017128775A (en) | Stainless steel and stainless steel pipe | |
| JP6172077B2 (en) | Method for producing Ni alloy clad steel with excellent intergranular corrosion resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111014 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111014 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130910 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5366498 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |