JP5341047B2 - 部品支持基板及びその製造方法 - Google Patents
部品支持基板及びその製造方法 Download PDFInfo
- Publication number
- JP5341047B2 JP5341047B2 JP2010229651A JP2010229651A JP5341047B2 JP 5341047 B2 JP5341047 B2 JP 5341047B2 JP 2010229651 A JP2010229651 A JP 2010229651A JP 2010229651 A JP2010229651 A JP 2010229651A JP 5341047 B2 JP5341047 B2 JP 5341047B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- main surface
- ceramic
- filling
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 176
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 229920005989 resin Polymers 0.000 claims abstract description 232
- 239000011347 resin Substances 0.000 claims abstract description 232
- 238000011049 filling Methods 0.000 claims abstract description 219
- 239000000463 material Substances 0.000 claims abstract description 116
- 239000000919 ceramic Substances 0.000 claims description 181
- 238000000034 method Methods 0.000 claims description 66
- 238000005553 drilling Methods 0.000 claims description 26
- 238000010304 firing Methods 0.000 claims description 18
- 238000010030 laminating Methods 0.000 claims description 11
- 239000002390 adhesive tape Substances 0.000 claims description 10
- 238000002788 crimping Methods 0.000 claims description 5
- 238000005245 sintering Methods 0.000 claims description 5
- 238000003475 lamination Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims 1
- 238000007789 sealing Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 184
- 230000003287 optical effect Effects 0.000 description 144
- 230000008569 process Effects 0.000 description 32
- 239000004020 conductor Substances 0.000 description 27
- 238000012545 processing Methods 0.000 description 16
- 230000005540 biological transmission Effects 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 239000013307 optical fiber Substances 0.000 description 13
- 238000006243 chemical reaction Methods 0.000 description 11
- 238000001723 curing Methods 0.000 description 11
- 229910010293 ceramic material Inorganic materials 0.000 description 10
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 9
- 239000010949 copper Substances 0.000 description 7
- 238000013007 heat curing Methods 0.000 description 7
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 7
- 229910052721 tungsten Inorganic materials 0.000 description 7
- 239000010937 tungsten Substances 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 238000011109 contamination Methods 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010931 gold Substances 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- 229920001187 thermosetting polymer Polymers 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000004891 communication Methods 0.000 description 5
- 230000000994 depressogenic effect Effects 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 5
- 229910052737 gold Inorganic materials 0.000 description 5
- 229920000647 polyepoxide Polymers 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- LTPBRCUWZOMYOC-UHFFFAOYSA-N Beryllium oxide Chemical compound O=[Be] LTPBRCUWZOMYOC-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000005429 filling process Methods 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 238000004080 punching Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000002241 glass-ceramic Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000011229 interlayer Substances 0.000 description 3
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 239000009719 polyimide resin Substances 0.000 description 3
- 229920013636 polyphenyl ether polymer Polymers 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 229910052863 mullite Inorganic materials 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- -1 polyphenylene Polymers 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920012287 polyphenylene sulfone Polymers 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 230000008054 signal transmission Effects 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- 229910000530 Gallium indium arsenide Inorganic materials 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images











Landscapes
- Optical Couplings Of Light Guides (AREA)
- Optical Integrated Circuits (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Structures For Mounting Electric Components On Printed Circuit Boards (AREA)
Description
以下、本発明を具体化した第1実施形態の光デバイスを図面に基づき詳細に説明する。
以下、本発明を具体化した第2実施形態を図面に基づき説明する。ここでは、第1実施形態と相違する部分を中心に説明し、共通する部分については同じ部材番号を付す代わりに説明を省略する。
以下、本発明を具体化した第3実施形態を図面に基づき説明する。ここでは、第1実施形態と相違する部分を中心に説明し、共通する部分については同じ部材番号を付す代わりに説明を省略する。
以下、本発明を具体化した第4実施形態を図面に基づき説明する。ここでは、第1実施形態と相違する部分を中心に説明し、共通する部分については同じ部材番号を付す代わりに説明を省略する。
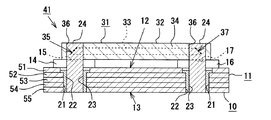
以下、本発明を具体化した第5実施形態を図面に基づき説明する。図12に示されるように、本実施形態の光デバイス400は、上記第2実施形態の充填用孔121及び樹脂充填部122と同様の構成を有するものである。詳述すると、光デバイス400は、セラミック基板401(基板)、マイクロレンズアレイ411(他部品)、光ファイバコネクタ421(他部品)、ガイドピン434(部品支持体)等によって構成されている。
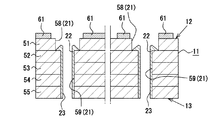
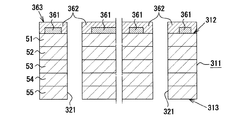
11,111,211,311,401…基板としてのセラミック基板
12,112,212,312,402…第1主面
13,313,403…第2主面
20…樹脂材料
21,121,221,321,431…充填用孔
22,222,322…樹脂充填部
23…嵌合穴
24,434…部品支持体としてのガイドピン
31…他部品としての光導波路
51,52,53,54,55,251,252,253,254,255…セラミック層
56…セラミック未焼結体及び第1セラミック未焼結体としての第1グリーンシート
57…セラミック未焼結体及び第2セラミック未焼結体としての第2グリーンシート
58…透孔としての第1透孔
59…透孔としての第2透孔
60…セラミック積層体
71,371…粘着テープ
261,361…配線層
262…ダム層
362…レジスト層
411…他部品としてのマイクロレンズアレイ
421…他部品としての光ファイバコネクタ
Claims (6)
- 第1主面及び第2主面を有し、少なくとも前記第1主面にて開口する充填用孔を有する基板と、
前記充填用孔内に配置され、前記基板よりも硬度が低い材料によって形成され、前記第1主面側にて開口する嵌合穴を有する樹脂充填部と、
前記嵌合穴に嵌合されることで固定され、前記嵌合穴から突出した箇所に他部品を支持可能な部品支持体と
を備え、
前記充填用孔は、第1透孔と、前記第1透孔よりも小径の第2透孔とからなり、
前記第1主面に配線層が形成され、
前記第1透孔は、前記配線層を避けて配置されるとともに前記第1主面にて開口し、
前記第2透孔は、前記第1透孔よりも前記第2主面側に配置されるとともに前記第1透孔内にて開口し、
前記嵌合穴が前記第1透孔内にて開口することにより、前記樹脂充填部の前記第1主面側の端面が、前記第1透孔内に位置し、かつ、前記第1主面よりも前記第2主面側であって、前記第1主面と、前記第2透孔の前記第1透孔内における開口端面との間に位置している
ことを特徴とする部品支持基板。 - 前記基板は、複数のセラミック層からなるセラミック多層基板であり、
前記充填用孔は、前記複数のセラミック層の積層方向と同一方向に延びており、前記複数のセラミック層のうち最も前記第1主面側にあるセラミック層における径が、他のセラミック層における径よりも大きい
ことを特徴とする請求項1に記載の部品支持基板。 - 前記基板は、前記他のセラミック層を複数有し、前記充填用孔は、前記他のセラミック層における径が互いに等しいことを特徴とする請求項2に記載の部品支持基板。
- 請求項1乃至3のいずれか1項に記載の部品支持基板の製造方法において、
複数枚のセラミック未焼結体に透孔を形成する穴あけ工程と、
前記複数枚のセラミック未焼結体を積層圧着することにより、複数の前記透孔からなる前記充填用孔を有するセラミック積層体を作製する積層圧着工程と、
前記セラミック積層体を焼結させて前記基板とする焼成工程と、
前記充填用孔内に樹脂材料を充填して前記樹脂充填部を形成する樹脂充填工程と
を含み、
前記樹脂充填工程では、前記第1主面側の端面が前記第1主面よりも前記第2主面側に位置するように、前記樹脂材料を充填する
ことを特徴とする部品支持基板の製造方法。 - 前記穴あけ工程では、前記複数枚のセラミック未焼結体の少なくとも1つに、他のセラミック未焼結体よりも径が大きい透孔を形成し、
前記積層圧着工程では、大径の透孔が形成された第1セラミック未焼結体を、前記複数枚のセラミック未焼結体のうち最も前記第1主面側に配置し、小径の透孔が形成された第2セラミック未焼結体を前記第1セラミック未焼結体よりも前記第2主面側に配置した状態で、前記複数枚のセラミック未焼結体を積層圧着する
ことを特徴とする請求項4に記載の部品支持基板の製造方法。 - 前記焼成工程後かつ前記樹脂充填工程前に、前記充填用孔の第2主面側開口を剥離可能な粘着テープでシールするテーピング工程を行い、
前記樹脂充填工程後に、前記粘着テープを剥離する剥離工程を行う
ことを特徴とする請求項4または5に記載の部品支持基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010229651A JP5341047B2 (ja) | 2010-10-12 | 2010-10-12 | 部品支持基板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010229651A JP5341047B2 (ja) | 2010-10-12 | 2010-10-12 | 部品支持基板及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012083551A JP2012083551A (ja) | 2012-04-26 |
| JP2012083551A5 JP2012083551A5 (ja) | 2012-11-22 |
| JP5341047B2 true JP5341047B2 (ja) | 2013-11-13 |
Family
ID=46242486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010229651A Active JP5341047B2 (ja) | 2010-10-12 | 2010-10-12 | 部品支持基板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5341047B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10768320B2 (en) | 2017-05-11 | 2020-09-08 | University Of New Hampshire | Field deployable neutron/gamma spectrometer |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6200552B1 (ja) * | 2016-06-07 | 2017-09-20 | 株式会社フジクラ | コネクタ付きケーブル |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4639101B2 (ja) * | 2004-03-31 | 2011-02-23 | 日本特殊陶業株式会社 | 部品支持基板及びその製造方法、光デバイス |
| JP5235635B2 (ja) * | 2008-12-06 | 2013-07-10 | 日本特殊陶業株式会社 | 光導波路付き配線基板およびその製造方法 |
-
2010
- 2010-10-12 JP JP2010229651A patent/JP5341047B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10768320B2 (en) | 2017-05-11 | 2020-09-08 | University Of New Hampshire | Field deployable neutron/gamma spectrometer |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012083551A (ja) | 2012-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7150569B2 (en) | Optical device mounted substrate assembly | |
| US7221829B2 (en) | Substrate assembly for supporting optical component and method of producing the same | |
| JP4646618B2 (ja) | 光路変換部材、多層プリント配線板および光通信用デバイス | |
| JP5384819B2 (ja) | 光電気混載パッケージ、光電気混載モジュール | |
| US7907801B2 (en) | Optical element, package substrate and device for optical communication | |
| US20060012967A1 (en) | Ic chip mounting substrate, ic chip mounting substrate manufacturing method, optical communication device, and optical communication device manufacturing method | |
| JP4639101B2 (ja) | 部品支持基板及びその製造方法、光デバイス | |
| JP5248795B2 (ja) | 光電気混載パッケージ及びその製造方法、光素子付き光電気混載パッケージ、光電気混載モジュール | |
| JP2011064813A (ja) | 光素子搭載基板、光電気混載基板および電子機器 | |
| JP4246563B2 (ja) | 光部品支持基板及びその製造方法、光部品付き光部品支持基板及びその製造方法 | |
| JP4764669B2 (ja) | 光パッケージ、光素子付き光パッケージ及び光導波路モジュール | |
| JP4202216B2 (ja) | 光電気複合配線構造体、光学素子搭載基板と光導波路層と光路変換部品とからなる構造体 | |
| JP4456354B2 (ja) | 光部品付き光部品支持基板及びその製造方法 | |
| JP5341047B2 (ja) | 部品支持基板及びその製造方法 | |
| JP2004258065A (ja) | 光導波路基板及びその製造方法、光電気複合実装配線基板及びその製造方法 | |
| JP4476743B2 (ja) | 光部品支持基板及びその製造方法 | |
| JP2005115190A (ja) | 光電気複合配線基板、積層光導波路構造体 | |
| JP2005037870A (ja) | 光学素子搭載基板及びその製造方法、光導波路付き光学素子搭載基板及びその製造方法、光ファイバコネクタ付き光学素子搭載基板及びその製造方法、光部品付き光学素子搭載基板 | |
| JP2012137765A (ja) | 光電気混載パッケージ及びその製造方法、光素子付き光電気混載パッケージ、光電気混載モジュール | |
| JP4234061B2 (ja) | 光導波路デバイスの製造方法 | |
| JP4895957B2 (ja) | 光電気混載パッケージ、光電気混載モジュール | |
| JP2005099761A (ja) | 光部品支持基板及びその製造方法、光部品付き光部品支持基板及びその製造方法 | |
| JP5367635B2 (ja) | 光導波路付き配線基板の製造方法 | |
| JP2006091753A (ja) | Icチップ実装用基板および光通信用デバイス | |
| JP2005085844A (ja) | 光電気複合配線構造体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121002 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130430 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130807 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5341047 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |