JP5308158B2 - 成形されたリーマ歯及びその製造方法 - Google Patents
成形されたリーマ歯及びその製造方法 Download PDFInfo
- Publication number
- JP5308158B2 JP5308158B2 JP2008537212A JP2008537212A JP5308158B2 JP 5308158 B2 JP5308158 B2 JP 5308158B2 JP 2008537212 A JP2008537212 A JP 2008537212A JP 2008537212 A JP2008537212 A JP 2008537212A JP 5308158 B2 JP5308158 B2 JP 5308158B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- edge
- teeth
- reamer
- straight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title description 7
- 238000005520 cutting process Methods 0.000 claims description 111
- 230000036346 tooth eruption Effects 0.000 claims description 18
- 238000005553 drilling Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 230000008901 benefit Effects 0.000 description 7
- 230000000630 rising effect Effects 0.000 description 6
- 210000000988 bone and bone Anatomy 0.000 description 5
- 235000013351 cheese Nutrition 0.000 description 4
- 239000007943 implant Substances 0.000 description 4
- 208000034693 Laceration Diseases 0.000 description 3
- 210000000588 acetabulum Anatomy 0.000 description 3
- 210000001624 hip Anatomy 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 210000004872 soft tissue Anatomy 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000001338 necrotic effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- 210000001519 tissue Anatomy 0.000 description 2
- 239000004568 cement Substances 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 210000004394 hip joint Anatomy 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 230000008733 trauma Effects 0.000 description 1
Images














Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/16—Bone cutting, breaking or removal means other than saws, e.g. Osteoclasts; Drills or chisels for bones; Trepans
- A61B17/1662—Bone cutting, breaking or removal means other than saws, e.g. Osteoclasts; Drills or chisels for bones; Trepans for particular parts of the body
- A61B17/1664—Bone cutting, breaking or removal means other than saws, e.g. Osteoclasts; Drills or chisels for bones; Trepans for particular parts of the body for the hip
- A61B17/1666—Bone cutting, breaking or removal means other than saws, e.g. Osteoclasts; Drills or chisels for bones; Trepans for particular parts of the body for the hip for the acetabulum
Landscapes
- Health & Medical Sciences (AREA)
- Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Medical Informatics (AREA)
- Animal Behavior & Ethology (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Dentistry (AREA)
- Molecular Biology (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Prostheses (AREA)
- Surgical Instruments (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Threshing Machine Elements (AREA)
Description
本件は、アメリカ合衆国において2005年10月24日に出願されたフェールバウム(Fehlbaum)とレショット(Lechot)による米国特許出願番号11/257,417“Contour Reamer Teeth and Method of Manufacture”の継続出願であり、また2004年7月7日に出願されたレショットによる米国特許出願番号10/500,944“Contour Reamer Teeth”の一部継続出願であり、その双方を参照として組み入れ、本件開示と一致する点において依存するものである。
Claims (4)
- 寛骨臼リーマであって、
少なくとも一部は半球体の部分を含み湾曲状の切削歯を有する切削シェルと、
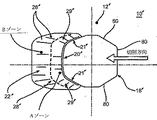
上記切削シェル上の複数の切削歯であって、それぞれの切削歯は上記切削シェルから伸び、半球体の湾曲状切削刃を有する二つの支持部が中間切削刃と接すると共に、該中間切削刃の両側には、上記支持部によって支持される第2の切削刃が、上記中間切削刃から切削対象物の進行方向後方に向かって湾曲するように形成され、
切削時のリーマの回転方向を向いたそれぞれの上記切削歯と正反対に位置する、平滑端の孔部と、を備え、
上記平滑端の孔部は、上記中間切削刃と正反対に位置する第一直線縁部と、第二縁部及び第三縁部とを有し、上記第一直線縁部は両端が上記孔部の第二縁部及び第三縁部と接する長さを有し、該第二縁部及び第三縁部は上記切削歯のそれぞれの支持部と接し、
上記第一直線縁部は対向する上記中間切削刃と同等の幅を有し、上記第二縁部及び第三縁部はそれぞれ上記第一直線縁部と接し上記第2の切削刃と対向する直線部を有することを特徴とする寛骨臼リーマ。 - 上記複数の切削歯は、上記切削シェル上に均等に間隔を空けて配置されることを特徴とする請求項1記載の寛骨臼リーマ。
- 上記複数の切削歯は、上記切削シェル上に螺旋状の配列で配置されることを特徴とする請求項1記載の寛骨臼リーマ。
- 寛骨臼リーマを形成する方法であって、
a)半球体の形をしたブランクを形成するステップと、
b)上記ブランクに切削歯を切り込むためのステップであって、i)第一直線縁部と、ii)該第一直線縁部の一端に接し直線部を有する第二縁部と、iii)上記第一直線縁部の他端に接し直線部を有する第三縁部と、を有する平滑端の孔部を上記ブランクに形成するステップと、
c)上記ブランクに切削歯を切り込むステップであって、i)上記第一直線縁部と同等の幅を有し上記第一直線縁部と正反対に配置される中間切削刃と、ii)該中間切削刃の両側に配置されてそれぞれ支持部によって支持され、上記中間切削刃から切削対象物の進行方向後方に向かって湾曲すると共に、第二縁部及び第三縁部の直線部と対向する第2の切削刃と、を有する切削歯を、上記孔部に対して穿孔機を、前記第一直線縁部が穿孔機の対応する面に押し付けられるようにして挿入することで形成するステップと、
d)複数の切削歯が上記ブランクに切り込まれるまで上記ステップb)及びc)を繰り返すステップと、
を有することを特徴とする寛骨臼リーマを形成する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/257,417 | 2005-10-24 | ||
| US11/257,417 US7909828B2 (en) | 2003-01-16 | 2005-10-24 | Contoured reamer teeth and method of manufacture |
| PCT/IB2006/002927 WO2007049113A1 (en) | 2005-10-24 | 2006-10-19 | Contoured reamer teeth and method of manufacture |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009512530A JP2009512530A (ja) | 2009-03-26 |
| JP2009512530A5 JP2009512530A5 (ja) | 2010-05-27 |
| JP5308158B2 true JP5308158B2 (ja) | 2013-10-09 |
Family
ID=37758783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008537212A Active JP5308158B2 (ja) | 2005-10-24 | 2006-10-19 | 成形されたリーマ歯及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US7909828B2 (ja) |
| EP (1) | EP1951131B1 (ja) |
| JP (1) | JP5308158B2 (ja) |
| CN (1) | CN101325917B (ja) |
| AT (1) | ATE497363T1 (ja) |
| DE (1) | DE602006019976D1 (ja) |
| WO (1) | WO2007049113A1 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7918856B2 (en) * | 2002-10-08 | 2011-04-05 | Greatbatch Medical S.A. | Guided reamer system for reshaping bone |
| GB0516625D0 (en) | 2005-08-15 | 2005-09-21 | Eurocut Ltd | Orthopaedic surgical instrument |
| GB0519084D0 (en) * | 2005-09-19 | 2005-10-26 | Finsbury Dev Ltd | Tool |
| WO2008005941A2 (en) * | 2006-06-30 | 2008-01-10 | Hodge Biomotion Technologies, Llc | Precision acetabular machining system and resurfacing acetabular implant |
| US8556897B2 (en) | 2007-02-09 | 2013-10-15 | Christopher G. Sidebotham | Modular spherical hollow reamer assembly for medical applications |
| US8535316B2 (en) * | 2007-02-09 | 2013-09-17 | Randall J. Lewis | Hollow reamer for medical applications |
| US8518043B2 (en) * | 2007-02-09 | 2013-08-27 | Christopher G. Sidebotham | Modular spherical hollow reamer assembly for medical applications |
| US8523866B2 (en) * | 2007-02-09 | 2013-09-03 | Christopher G. Sidebotham | Modular tapered hollow reamer for medical applications |
| US8449545B2 (en) * | 2007-02-09 | 2013-05-28 | Christopher G. Sidebotham | Low cost modular tapered hollow reamer for medical applications |
| US8357163B2 (en) | 2007-02-09 | 2013-01-22 | Sidebotham Christopher G | Low cost modular tapered and spherical hollow reamers for medical applications |
| US8403931B2 (en) * | 2007-02-09 | 2013-03-26 | Christopher G. Sidebotham | Modular tapered hollow reamer for medical applications |
| US8679124B2 (en) * | 2007-12-20 | 2014-03-25 | Greatbatch Medical S.A. | Disposable acetabular reamer from flat stock |
| US8556901B2 (en) | 2009-12-31 | 2013-10-15 | DePuy Synthes Products, LLC | Reciprocating rasps for use in an orthopaedic surgical procedure |
| US8506569B2 (en) | 2009-12-31 | 2013-08-13 | DePuy Synthes Products, LLC | Reciprocating rasps for use in an orthopaedic surgical procedure |
| EP2359755B1 (en) | 2010-02-12 | 2014-01-15 | Greatbatch Ltd. | Disposable reamer |
| EP2478852B1 (en) * | 2011-01-21 | 2017-10-18 | Greatbatch Ltd. | Disposable surgical hemispherical cutter for convex or concave surfaces |
| US8486076B2 (en) | 2011-01-28 | 2013-07-16 | DePuy Synthes Products, LLC | Oscillating rasp for use in an orthopaedic surgical procedure |
| CA2860795C (en) * | 2012-01-13 | 2023-10-03 | Christopher G. Sidebotham | Medical reamers and methods of forming the same |
| US10863993B2 (en) | 2012-01-13 | 2020-12-15 | Christopher G. Sidebotham | System and method for preparing prosthetic hip implantation |
| USD732165S1 (en) * | 2013-05-20 | 2015-06-16 | Hpf Spa | Combined milling tool and attachment for a surgery instrument for prosthetic surgery operations |
| USD732166S1 (en) * | 2013-05-20 | 2015-06-16 | Hpf Spa | Milling tool for prosthetic surgery operations |
| CN104688297A (zh) * | 2015-03-26 | 2015-06-10 | 常州玛斯特精密工具有限公司 | 髋臼锉 |
| FR3053883B1 (fr) * | 2016-07-12 | 2022-04-29 | Deuxventorio Sarl | Procede de fabrication d'un alesoir |
| EP3644872A1 (en) * | 2017-06-30 | 2020-05-06 | Incipio Devices SA | Monobloc acetabular reamer |
| IT202000019411A1 (it) * | 2020-08-06 | 2022-02-06 | Hpf S R L | Linea di lavorazione robotizzata per la realizzazione di corpi taglienti, corpo tagliente e relativo metodo di lavorazione |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US499619A (en) * | 1893-06-13 | Alfred weed | ||
| US1768463A (en) * | 1930-06-24 | Canada | ||
| FR1031888A (fr) | 1951-01-30 | 1953-06-26 | Outil en forme de fraise, utilisable en particulier pour creuser les cotyles | |
| US3389447A (en) * | 1967-05-26 | 1968-06-25 | Theobald Elwin | Omnidirectional cutting tool |
| DE1566114A1 (de) | 1967-12-22 | 1970-10-22 | Link Waldemar Fa | Verfahren und Fraeser zum Herstellen der Kammer fuer die Aufnahme einer kuenstlichen Hueftkappe in der Hueftpfanne |
| US3604490A (en) * | 1969-11-12 | 1971-09-14 | Melvin E Bricker | Shredder plate |
| FR2233972A1 (en) | 1973-06-22 | 1975-01-17 | C E R A V E R | Artificial hip joint fitting equipment - has drilling jig in round cutter head for retaining boss socket |
| CA1031945A (en) * | 1974-08-06 | 1978-05-30 | Bernhard Bellmann | Milling cutter for preparing socket joints in complete prosthetic hip joint replacements |
| US4598447A (en) * | 1984-09-20 | 1986-07-08 | File Sharpening Company | Farrier's file/rasp |
| US4811632A (en) * | 1986-02-04 | 1989-03-14 | Othy, Inc. | Method of producing an acetabular reamer cup |
| DE3934610A1 (de) | 1989-10-17 | 1991-04-25 | Aesculap Ag | Schnellkupplung fuer chirurgische instrumente |
| US5116165A (en) * | 1991-03-11 | 1992-05-26 | Othy, Inc. | Acetabular reamer cup |
| US5299893A (en) * | 1991-03-13 | 1994-04-05 | Othy, Inc. | Disposable surgical cutters |
| US5171313A (en) * | 1991-05-08 | 1992-12-15 | Othy, Inc. | Tool driver |
| US5222956A (en) * | 1992-07-06 | 1993-06-29 | Altair Instruments, Inc. | Surgical drill collet mechanism and bur |
| US5709688A (en) * | 1995-06-07 | 1998-01-20 | Othy, Inc. | Acetabular reamer cup and method of producing the same |
| US5755719A (en) * | 1997-01-15 | 1998-05-26 | Case Medical, Inc. | Acetabular reamer |
| CH692178A5 (de) * | 1997-05-22 | 2002-03-15 | Precimed Sa | Fräser für medizinische Zwecke. |
| DE19731522C1 (de) | 1997-07-23 | 1999-02-11 | Eska Implants Gmbh & Co | Halter für ein chirurgisches Instrument |
| CH692600A5 (fr) | 1998-04-02 | 2002-08-30 | Precimed Sa | Fraise chirurgicale. |
| US6168600B1 (en) * | 1999-08-20 | 2001-01-02 | Grace Manufacturing, Inc. | Acetabular reamer backing plate and method of use |
| USD447021S1 (en) * | 1999-11-11 | 2001-08-28 | Salvatore V. Mistretta | Grater for food products |
| US6283971B1 (en) * | 2000-04-25 | 2001-09-04 | Randy S. Temeles | Expandable acetabular reaming system |
| AU2002216310A1 (en) | 2000-12-21 | 2002-07-01 | Precimed S.A. | Holder for surgical reamer |
| USD468398S1 (en) * | 2001-04-27 | 2003-01-07 | Blanco Gmbh + Co Kg | Mixing tap |
| US6730094B2 (en) * | 2002-01-14 | 2004-05-04 | Symmetry Medical Usa, Inc. | Cutting edges for reamers and a method for making same |
| JP4409292B2 (ja) | 2002-01-16 | 2010-02-03 | グレートバッチ メディカル エスアー | 外科用リーマ |
| US20030220647A1 (en) * | 2002-05-21 | 2003-11-27 | Mccallum Kevin | Low profile acetabular reamer |
| US7220264B1 (en) * | 2003-03-12 | 2007-05-22 | Biomet Manufacturing Corp. | Minimally invasive reamer |
| US20050059974A1 (en) * | 2003-09-15 | 2005-03-17 | Wolford Todd A. | Method of manufacturing an orthopaedic reamer |
| US7217272B2 (en) * | 2003-11-25 | 2007-05-15 | Symmetry Medical, Inc. | Orthopaedic rotary reamer with implant compliant cutting teeth |
| US7896881B2 (en) * | 2004-03-30 | 2011-03-01 | Depuy Products, Inc. | Acetabular instrument and associated method |
-
2005
- 2005-10-24 US US11/257,417 patent/US7909828B2/en active Active
-
2006
- 2006-10-19 EP EP06809067A patent/EP1951131B1/en active Active
- 2006-10-19 DE DE602006019976T patent/DE602006019976D1/de active Active
- 2006-10-19 US US12/091,298 patent/US7922722B2/en not_active Expired - Lifetime
- 2006-10-19 AT AT06809067T patent/ATE497363T1/de not_active IP Right Cessation
- 2006-10-19 CN CN2006800466965A patent/CN101325917B/zh active Active
- 2006-10-19 JP JP2008537212A patent/JP5308158B2/ja active Active
- 2006-10-19 WO PCT/IB2006/002927 patent/WO2007049113A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| US20080243124A1 (en) | 2008-10-02 |
| US7922722B2 (en) | 2011-04-12 |
| DE602006019976D1 (de) | 2011-03-17 |
| US20060095041A1 (en) | 2006-05-04 |
| ATE497363T1 (de) | 2011-02-15 |
| JP2009512530A (ja) | 2009-03-26 |
| US7909828B2 (en) | 2011-03-22 |
| EP1951131B1 (en) | 2011-02-02 |
| CN101325917A (zh) | 2008-12-17 |
| CN101325917B (zh) | 2011-07-06 |
| WO2007049113A1 (en) | 2007-05-03 |
| EP1951131A1 (en) | 2008-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5308158B2 (ja) | 成形されたリーマ歯及びその製造方法 | |
| EP2478852B1 (en) | Disposable surgical hemispherical cutter for convex or concave surfaces | |
| US7901406B1 (en) | Contoured reamer teeth | |
| JP4312052B2 (ja) | 骨切削器具 | |
| US6001105A (en) | Acetabular reamer cup and method of producing the same | |
| US5514141A (en) | Small joint reamer | |
| JP2022022369A (ja) | 外科用回転切断ツール | |
| EP0895462B1 (en) | Endodontic instrument having a chisel tip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091019 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091216 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100305 |
|
| A072 | Dismissal of procedure [no reply to invitation to correct request for examination] |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20100412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130529 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130628 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5308158 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |