JP5306644B2 - マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 - Google Patents
マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 Download PDFInfo
- Publication number
- JP5306644B2 JP5306644B2 JP2007341518A JP2007341518A JP5306644B2 JP 5306644 B2 JP5306644 B2 JP 5306644B2 JP 2007341518 A JP2007341518 A JP 2007341518A JP 2007341518 A JP2007341518 A JP 2007341518A JP 5306644 B2 JP5306644 B2 JP 5306644B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- mask blank
- polishing
- manufacturing
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims description 252
- 238000004519 manufacturing process Methods 0.000 title claims description 45
- 238000005498 polishing Methods 0.000 claims description 143
- 239000011521 glass Substances 0.000 claims description 85
- 239000007788 liquid Substances 0.000 claims description 63
- 238000000034 method Methods 0.000 claims description 41
- 239000006061 abrasive grain Substances 0.000 claims description 40
- 239000006096 absorbing agent Substances 0.000 claims description 34
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 28
- 239000008119 colloidal silica Substances 0.000 claims description 24
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 claims description 17
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 claims description 14
- 150000007522 mineralic acids Chemical class 0.000 claims description 13
- 150000007524 organic acids Chemical class 0.000 claims description 13
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 12
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 9
- 238000004140 cleaning Methods 0.000 claims description 9
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 8
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims description 6
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 6
- 125000002091 cationic group Chemical group 0.000 claims description 6
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 claims description 5
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 claims description 5
- 238000000059 patterning Methods 0.000 claims description 5
- 235000002906 tartaric acid Nutrition 0.000 claims description 5
- 239000011975 tartaric acid Substances 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 claims description 4
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 claims description 2
- 239000011976 maleic acid Substances 0.000 claims description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 claims description 2
- 239000012528 membrane Substances 0.000 claims 1
- 239000010408 film Substances 0.000 description 108
- 230000007547 defect Effects 0.000 description 70
- 230000003746 surface roughness Effects 0.000 description 26
- 238000012546 transfer Methods 0.000 description 23
- 239000000463 material Substances 0.000 description 20
- 238000007517 polishing process Methods 0.000 description 14
- 230000002378 acidificating effect Effects 0.000 description 12
- 239000007789 gas Substances 0.000 description 12
- 238000012545 processing Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 10
- 238000005530 etching Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 238000007689 inspection Methods 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000001755 magnetron sputter deposition Methods 0.000 description 6
- 238000002310 reflectometry Methods 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000010884 ion-beam technique Methods 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 230000000737 periodic effect Effects 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000002776 aggregation Effects 0.000 description 3
- 125000000129 anionic group Chemical group 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 229910000420 cerium oxide Inorganic materials 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000001312 dry etching Methods 0.000 description 2
- 230000003628 erosive effect Effects 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 2
- 230000010363 phase shift Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 229910001374 Invar Inorganic materials 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N Phosphorous acid Chemical compound OP(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- 229910004535 TaBN Inorganic materials 0.000 description 1
- 229910004200 TaSiN Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 239000005407 aluminoborosilicate glass Substances 0.000 description 1
- 239000005354 aluminosilicate glass Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- GPRLSGONYQIRFK-UHFFFAOYSA-N hydron Chemical compound [H+] GPRLSGONYQIRFK-UHFFFAOYSA-N 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images


Landscapes
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
Description
また、下記特許文献2(特開2006−35413号公報)には、平均一次粒子径が50nm以下のコロイダルシリカを含み、pHを0.5〜4の範囲となるように調整された研磨スラリーを用いてガラス基板表面を研磨する方法が開示されている。
また、本発明は、多層反射膜表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法を提供することを第二の目的とする。
さらに、本発明は、基板表面の微小な表面欠陥に起因する位相欠陥やパターン欠陥、あるいは基板間及び基板面内の反射率ばらつきに起因する転写パターン欠陥のない反射型マスクの製造方法を提供することを第三の目的とする。
構成1にあるように、研磨工程に用いる研磨液に含まれる研磨砥粒はコロイダルシリカであって、ゼータ電位の絶対値が10mV以上であり、研磨中における研磨液のpHを1〜5の範囲に保持することにより、研磨液のpHが1〜5の範囲の酸性域において、コロイダルシリカ砥粒のゼータ電位の絶対値が10mV以上(すなわち−10mV以下または+10mV以上)であって、研磨液中に分散する研磨砥粒が凝集することはなく分散性が良好な状態を保ち、研磨液の状態が研磨中は安定であるため、基板表面の微小な表面欠陥を低減し、しかも高平滑で、基板間及び基板面内における表面粗さのばらつきを低減したマスクブランク用基板が得られる。
構成2にあるように、前記研磨液には、無機酸又は有機酸を含むことが好ましい。研磨液に無機酸を含むことにより研磨液のpHを1〜5の範囲に調整するとともに、さらに有機酸を含むことにより、研磨加工中における研磨液のpH値の変動を抑制することができる。
(構成3)前記無機酸は、塩酸、硫酸、燐酸から選ばれる少なくとも一つであることを特徴とする構成2に記載のマスクブランク用基板の製造方法。
そして、構成3のように、前記無機酸としては、たとえば塩酸、硫酸、燐酸から選ばれる少なくとも一つであることが好ましい。これらの酸を用いると、特に多成分系ガラス基板における基板表面の過度な浸食を抑制し、基板の表面荒れを防止することができる。
また、構成4にあるように、本発明は、マスクブランク用基板が多成分系ガラス基板である場合に好適である。多成分系ガラス基板は、酸性の研磨液を使用すると研磨加工速度を向上させることができる。
(構成5)前記基板は、SiO2とTiO2を含むガラス基板であることを特徴とする構成1又は2に記載のマスクブランク用基板。
そして、構成5のように、マスクブランク用基板が、例えばEUV露光用の反射型マスクブランクに多用されるSiO2とTiO2を含むガラス基板である場合に、表面欠陥を低減し高平滑性が得られる本発明は特に好適である。
構成6のように、上記マスクブランク用基板の表面上に、露光光を反射する多層反射膜を形成することにより、基板表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した多層反射膜付き基板が得られる。
(構成7)構成6に記載の多層反射膜付き基板における前記多層反射膜上に、露光光の反射を防止する吸収体膜を形成することを特徴とする反射型マスクブランクの製造方法。
また、構成7のように、上記多層反射膜付き基板における多層反射膜上に、露光光の反射を防止する吸収体膜を形成することにより、基板表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した反射型マスクブランクが得られる。
また、構成8にあるように、上記反射型マスクブランクにおける吸収体膜をパターニングして吸収体パターンを形成することにより得られる反射型マスクによれば、半導体基板上へのパターン転写時に、基板表面の微小な表面欠陥に起因する位相欠陥やパターン欠陥、あるいは基板間及び基板面内の反射率ばらつきに起因する転写パターン欠陥の発生を防止することができる。
また、本発明によれば、本発明によるマスクブランク用基板を用いて、多層反射膜表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した多層反射膜付き基板、及び反射型マスクブランクを提供することができる。
また、本発明によれば、本発明による反射型マスクブランクを用いて、基板表面の微小な表面欠陥に起因する位相欠陥やパターン欠陥、あるいは基板間及び基板面内の反射率ばらつきに起因する転写パターン欠陥のない反射型マスクを提供することができる。
本発明は、マスクブランク用基板が多成分系ガラス基板である場合に好適である。多成分系ガラス基板の場合、とくに酸性の研磨液を使用すると研磨加工速度を向上させることができる。とりわけ、マスクブランク用基板が、例えばEUV露光用の反射型マスクブランクに多用されるSiO2とTiO2を含むガラス基板である場合に、表面欠陥を低減し高平滑性の基板が得られる本発明は特に好適である。
上記無機酸の含有量は、研磨液のpHを1〜5の酸性域に調整するための適当な含有量であればよい。
この有機酸の含有量は、使用する無機酸の種類、含有量、研磨液のpH値によっても異なるので一概には言えないが、概ね0.1重量%〜0.4重量%程度の範囲とすることが好ましい。更に好ましくは、有機酸の含有量は、0.2重量%〜0.3重量%が望ましい。
なお、研磨砥粒を含有する研磨液の処方及び液温、研磨パッドの材質、加工圧力、研磨時間等の条件は、所望の平滑性が得られるように適宜設定される。
たとえばEUV露光用のマスクブランク用基板としては、露光時の熱による転写パターンの歪みを抑えるために、低熱膨張性のガラス基板(例えばSiO2−TiO2系基板など)が通常使用される。EUV露光用のマスクブランク用基板の場合、パターン転写時のパターンの歪みや位置ずれを防止するために、高平滑性に加えて高平坦度であることが要求される。そこで、研磨工程の後、主に高平坦度化を目的とする局所加工を施してもよい。これは、研磨加工後の基板表面の表面形状を測定して、凸部位を特定し、凸部位の高さ(凸度)に応じた加工条件で凸部位に局所加工を施すものである。局所加工は、例えばプラズマエッチング、イオンビーム(ガスクラスターイオンビームなど)等によって行うことができる。ただし、このような局所加工によって、加工変質層が生じる場合があり、この場合は、局所加工後に、必要に応じて加工変質層の除去を目的とした短時間の研磨を行ってもよい。
すなわち、上記マスクブランク用基板の製造方法において、前記研磨工程等を施した後、基板表面を高濃度オゾン水(100ppm以上であることが好ましい)で洗浄することにより、従来の洗浄工程で用いられるアルカリ性や酸性洗浄液によるエッチング(基板表面のダメージ)を抑制でき、上記研磨工程等により得られる基板表面形態が洗浄後も良好に保たれる。
また、このような高濃度オゾン水による基板表面の洗浄を行うことにより、基板の表面には酸化層が形成され、基板の耐薬品性が向上する効果も得られる。
以上のようにして、基板表面の微小な表面欠陥を低減し、しかも高平滑で、基板間及び基板面内における表面粗さのばらつきを低減したマスクブランク用基板が得られる。
本発明により得られるマスクブランク用基板の表面上に、露光光を反射する多層反射膜を形成することにより、多層反射膜表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した多層反射膜付き基板が得られる。
また、上記多層反射膜付き基板における前記多層反射膜上に、露光光の反射を防止する吸収体膜を形成することにより、多層反射膜表面の微小な表面欠陥を低減し、しかも高反射率で、基板間及び基板面内における反射率ばらつきを低減した反射型マスクブランクが得られる。
以上の工程により、反射型マスクブランク10(図1(a)参照)が得られる。
なお、吸収体膜4の材料、エッチング条件によって多層反射膜へのダメージが少ない場合は、上記バッファ膜3を省く構成としてもよい。また、本発明でいう反射型マスクブランクは、上述の吸収体膜上にレジスト膜を形成した構成でも構わない。
まず、以下の実施例において研磨工程で使用する遊星歯車方式の両面研磨装置について図3を用いて説明する。
研磨加工時には、キャリア14に保持された被研磨加工物を上定盤15及び下定盤16とで挟持するとともに、上下定盤15,16の研磨パッド17と被研磨加工物との間に研磨液を供給しながら、太陽歯車12や内歯歯車13の回転に応じて、キャリア14が公転及び自転しながら、被研磨加工物の上下両面が研磨加工される。
(実施例1)
SiO2−TiO2系低熱膨張ガラス基板(152.4mm×152.4mm)の端面を面取加工、及び研削加工、更に酸化セリウム砥粒を含む研磨液で粗研磨処理を終えたガラス基板を上述の両面研磨装置のキャリアにセットし、以下の研磨条件で研磨加工(精密研磨)を行った。
研磨パッド:軟質ポリシャ(スウェードタイプ)
研磨液:アニオン性コロイダルシリカ砥粒(平均粒径100nm)を含む酸性水溶液(pH:1〜5)
加工圧力:50〜100g/cm2
加工時間:60分
上述の精密研磨等を複数バッチ行い、ガラス基板(EUV露光用の反射型マスクブランク用ガラス基板)を100枚作製した。
また、この得られたガラス基板の主表面をレーザー干渉コンフォーカル光学系による欠陥検査装置を用いて微小な凸状と凹状の表面欠陥を調べたところ、微小な表面欠陥の発生個数は、0.02個/cm2であった。
上述の実施例1において、精密研磨工程で使用する研磨液を、カチオン性コロイダルシリカ砥粒(平均粒径100nm)を含む酸性水溶液(pH:1〜5)とした。本実施例に使用する研磨液には、硫酸と酒石酸とを加え、pHが1〜5の範囲になるように予め調整した。研磨加工中は、研磨液のpH値には殆ど変動がなく、上記の範囲内に保持できた。また、上記カチオン性コロイダルシリカ砥粒は、pH1〜5の範囲においては、ゼータ電位は+15mV〜+35mVであった。
本実施例では、上記組成の研磨液を使用したこと以外は、実施例1と同様にして、精密研磨、形状調整、洗浄を行い、ガラス基板(EUV露光用の反射型マスクブランクス用ガラス基板)100枚を作製した。
また、この得られたガラス基板の主表面をレーザー干渉コンフォーカル光学系による欠陥検査装置を用いて微小な凸状と凹状の表面欠陥を調べたところ、微小な表面欠陥の発生個数は、0.04個/cm2であった。
本実施例においても、高平滑で、表面粗さのばらつきが小さく、しかも微小表面欠陥の極めて少ないガラス基板が得られることがわかった。
上述の実施例1において、精密研磨工程で使用する研磨液を、カチオン性コロイダルシリカ砥粒(平均粒径100nm)を含む酸性水溶液(pH:1〜5)とした。本比較例に使用する研磨液には、硫酸を加えて、pHが1〜5の範囲になるように予め調整した。なお、研磨液に酒石酸は加えなかった。研磨加工中は、研磨加工の経過に伴い研磨液のpH値は次第に上昇し、上記の範囲内に保持できなかった。また、上記カチオン性コロイダルシリカ砥粒は、pH1〜5の範囲においては、ゼータ電位は+(プラス)の値をとるが、pHが6以上になると、−(マイナス)の値をとる。
こうして本比較例では、上記組成の研磨液を使用したこと以外は、実施例1と同様にして、精密研磨、形状調整、洗浄を行い、ガラス基板(EUV露光用の反射型マスクブランクス用ガラス基板)100枚を作製した。
また、この得られた100枚のガラス基板の主表面の表面粗さは、全て二乗平均平方根粗さ(RMS)で0.15nm以下であったが、この100枚のガラス基板における基板間及び各基板面内の表面粗さ(RMS)のばらつきはいずれも2%となってしまい、表面粗さのばらつきが大きかった。
上述の実施例1により得られたEUV露光用の反射型マスクブランク用ガラス基板の一主表面上に、多層反射膜2として、MoとSiを積層した。DCマグネトロンスパッタ法により、まずSiターゲットを用いて、Arガス0.1PaでSi膜を4.2nm成膜し、その後、Moターゲットを用いて、Arガス圧0.1PaでMo膜を2.8nm成膜し、これを1周期として、40周期積層した後、最後にSi膜を11nm成膜した。こうして、多層反射膜付き基板を作製した。波長13.5nmの露光光に対する多層反射膜の反射率は、65%であり、高反射率が得られた。また、基板面内における反射率ばらつきも±0.5%以内に収まっており、非常に小さかった。さらに、同様にして作製した100枚の多層反射膜付き基板における基板間の反射率ばらつきについても非常に小さかった。
まず、上記反射型マスクブランク10上にEBレジストを塗布、乾燥し、EB描画によりレジストパターンを形成した。
このレジストパターンをマスクとして、TaBNからなる吸収体膜4を、塩素を用いてドライエッチングし、吸収体パターンを形成した。その後、吸収体パターン上に残存するレジストパターンを除去し、下地のCrN膜より構成されるバッファ膜3は、上記吸収体パターンをマスクとして、塩素と酸素の混合ガスを用いたドライエッチングで除去し、反射型マスクを作製した。
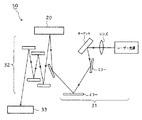
このようにして本実施例で得られた反射型マスクを用いて、図2に示すパターン転写装置により、半導体基板上へのパターン転写を行った結果、位相欠陥やパターン欠陥のない、高精度な微細パターンを形成できることを確認した。
上述の比較例1により得られたEUV露光用の反射型マスクブランク用ガラス基板の一主表面上に、実施例3と同様に、多層反射膜2、バッファ膜3及び吸収体膜4を順次成膜して、反射型マスクブランクを作製した。
なお、波長13.5nmの露光光に対する多層反射膜の反射率は、62%であり、実施例3と比べると反射率は低下した。また、基板面内における反射率ばらつきは±1%となり、実施例3よりも大きかった。さらに、同様にして作製した100枚の多層反射膜付き基板における基板間の反射率ばらつきについても実施例3よりも大きかった。また、多層反射膜表面には、ガラス基板表面の微小な表面欠陥に起因する表面欠陥が認められた。
次に、この反射型マスクブランクを用いて、実施例3と同様に反射型マスクを作製した。
2 多層反射膜
3 バッファ膜
4 吸収体膜
10 反射型マスクブランク
12 太陽歯車
13 内歯歯車
14 キャリア
15 上定盤
16 下定盤
17 研磨パッド
20 反射型マスク
50 パターン転写装置
Claims (9)
- ガラス基板の表面に研磨パッドを接触させ、前記ガラス基板の表面に研磨砥粒を含む研磨液を供給し、前記ガラス基板と前記研磨パッドとを相対的に移動させて前記ガラス基板の表面を研磨する研磨工程を有するマスクブランク用ガラス基板の製造方法であって、
前記ガラス基板は、合成石英ガラス、SiO2とTiO2を含むガラス、または結晶化ガラスからなり、
前記研磨液は、無機酸および有機酸を含有し、前記ガラス基板の研磨中において前記研磨液のpHが1〜5の範囲に保持され、
前記研磨砥粒は、pHが1〜5の範囲におけるゼータ電位が+10mV〜+50mVであるカチオン性コロイダルシリカであることを特徴とするマスクブランク用基板の製造方法。 - 前記無機酸は、塩酸、硫酸、燐酸から選ばれる少なくとも一つであることを特徴とする請求項1に記載のマスクブランク用基板の製造方法。
- 前記有機酸は、酒石酸、マレイン酸、マロン酸から選ばれる少なくとも一つであることを特徴とする請求項1又は2に記載のマスクブランク用基板の製造方法。
- 前記研磨液中の有機酸の含有量は、0.1重量%以上0.4重量%以下であることを特徴とする請求項1乃至3の何れか一に記載のマスクブランク用基板の製造方法。
- 前記研磨工程後のガラス基板の表面に対して高濃度オゾン水で洗浄する洗浄工程を有することを特徴とする請求項1乃至4の何れか一に記載のマスクブランク用基板の製造方法。
- 前記基板は、多成分系ガラス基板であることを特徴とする請求項1乃至5の何れか一に記載のマスクブランク用基板の製造方法。
- 請求項1乃至6の何れか一に記載のマスクブランク用基板の製造方法により得られるマスクブランク用基板の表面上に、露光光を反射する多層反射膜を形成することを特徴とする多層反射膜付き基板の製造方法。
- 請求項7に記載の多層反射膜付き基板における前記多層反射膜上に、露光光の反射を防止する吸収体膜を形成することを特徴とする反射型マスクブランクの製造方法。
- 請求項8に記載の反射型マスクブランクの製造方法によって得られた反射型マスクブランクにおける前記吸収体膜をパターニングして吸収体パターンを形成することを特徴とする反射型マスクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007341518A JP5306644B2 (ja) | 2007-12-29 | 2007-12-29 | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007341518A JP5306644B2 (ja) | 2007-12-29 | 2007-12-29 | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009160680A JP2009160680A (ja) | 2009-07-23 |
| JP2009160680A5 JP2009160680A5 (ja) | 2011-01-27 |
| JP5306644B2 true JP5306644B2 (ja) | 2013-10-02 |
Family
ID=40963873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007341518A Active JP5306644B2 (ja) | 2007-12-29 | 2007-12-29 | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5306644B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5733046B2 (ja) * | 2011-06-16 | 2015-06-10 | 旭硝子株式会社 | 研磨スラリー、およびその調製方法、ならびに、フォトマスク用ガラス基板の研磨方法 |
| TWI594069B (zh) * | 2011-09-21 | 2017-08-01 | Hoya Corp | Method of manufacturing a transfer mask |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3979750B2 (ja) * | 1998-11-06 | 2007-09-19 | 株式会社荏原製作所 | 基板の研磨装置 |
| JP2006011434A (ja) * | 2002-03-29 | 2006-01-12 | Hoya Corp | マスクブランク用基板、マスクブランクおよび転写用マスクの製造方法 |
| US7071105B2 (en) * | 2003-02-03 | 2006-07-04 | Cabot Microelectronics Corporation | Method of polishing a silicon-containing dielectric |
| JP4286168B2 (ja) * | 2004-03-22 | 2009-06-24 | 花王株式会社 | ナノスクラッチを低減する方法 |
| US20060163206A1 (en) * | 2005-01-25 | 2006-07-27 | Irina Belov | Novel polishing slurries and abrasive-free solutions having a multifunctional activator |
| EP1899111A2 (en) * | 2005-06-06 | 2008-03-19 | Advanced Technology Materials, Inc. | Integrated chemical mechanical polishing composition and process for single platen processing |
| WO2007072890A1 (en) * | 2005-12-22 | 2007-06-28 | Asahi Glass Co., Ltd. | Glass substrate for mask blank and method of polishing for producing the same |
| JP2007257810A (ja) * | 2006-03-24 | 2007-10-04 | Hoya Corp | 磁気ディスク用ガラス基板の製造方法および磁気ディスクの製造方法 |
| JP2007301721A (ja) * | 2007-08-29 | 2007-11-22 | Kao Corp | 研磨液組成物 |
-
2007
- 2007-12-29 JP JP2007341518A patent/JP5306644B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009160680A (ja) | 2009-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5317092B2 (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 | |
| US10620527B2 (en) | Mask blank substrate, substrate with multilayer reflection film, transmissive mask blank, reflective mask blank, transmissive mask, reflective mask, and semiconductor device fabrication method | |
| US10295900B2 (en) | Mask blank substrate, substrate with multilayer reflection film, transmissive mask blank, reflective mask, and semiconductor device fabrication method | |
| JP6002528B2 (ja) | マスクブランク用ガラス基板の製造方法、マスクブランクの製造方法及びマスクの製造方法、並びにインプリントモールドの製造方法 | |
| KR102107799B1 (ko) | 도전막 부착 기판, 다층 반사막 부착 기판, 반사형 마스크 블랭크 및 반사형 마스크, 그리고 반도체 장치의 제조방법 | |
| JP2019086802A (ja) | 反射型マスクブランク及び反射型マスク | |
| JP5455143B2 (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 | |
| WO2020196555A1 (ja) | マスクブランク用基板、導電膜付き基板、多層反射膜付き基板、反射型マスクブランク、反射型マスク、及び半導体装置の製造方法 | |
| JP2013214095A (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 | |
| JP5306644B2 (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法 | |
| JP2016122751A (ja) | 多層反射膜付き基板、反射型マスクブランク及び反射型マスク、並びに多層反射膜付き基板、反射型マスクブランク及び半導体装置の製造方法 | |
| JP2008116571A (ja) | マスクブランク用基板の製造方法及びマスクブランクの製造方法、並びに転写マスクの製造方法 | |
| JP2018054960A (ja) | マスクブランク用基板、多層反射膜付き基板、マスクブランク、転写用マスク及び半導体デバイスの製造方法 | |
| JP2014109670A (ja) | リソグラフィー用部材の製造方法、反射型マスクブランクの製造方法、マスクブランクの製造方法、反射型マスクの製造方法、マスクの製造方法、及び洗浄装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130528 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130626 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5306644 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |