JP5254668B2 - 研磨終点検出方法 - Google Patents
研磨終点検出方法 Download PDFInfo
- Publication number
- JP5254668B2 JP5254668B2 JP2008145746A JP2008145746A JP5254668B2 JP 5254668 B2 JP5254668 B2 JP 5254668B2 JP 2008145746 A JP2008145746 A JP 2008145746A JP 2008145746 A JP2008145746 A JP 2008145746A JP 5254668 B2 JP5254668 B2 JP 5254668B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- time
- end point
- characteristic value
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005498 polishing Methods 0.000 title claims description 193
- 238000001514 detection method Methods 0.000 title claims description 33
- 238000012544 monitoring process Methods 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 19
- 239000000758 substrate Substances 0.000 claims description 12
- 235000012431 wafers Nutrition 0.000 description 47
- 238000005070 sampling Methods 0.000 description 35
- 239000013307 optical fiber Substances 0.000 description 15
- 238000001228 spectrum Methods 0.000 description 14
- 238000012806 monitoring device Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 238000009825 accumulation Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000006061 abrasive grain Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
- B24B37/013—Devices or means for detecting lapping completion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
Description
本発明の好ましい態様は、前記研磨終点は、前記第1の特性値および前記第2の特性値の極値が前記所定の時間差内で現われた前記時点であることを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記第1の特性値および前記第2の特性値の極値が所定の時間差内で現われた前記時点から所定の時間が経過した時点であることを特徴とする。
本発明の好ましい態様は、前記時点を検出した後、前記第1の特性値または前記第2の特性値の所定の極値を検出する工程をさらに含み、前記所定の極値が検出された時点に基づいて研磨終点を決定することを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記所定の極値が検出された時点であることを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記所定の極値が検出された時点から所定の時間が経過した時点であることを特徴とする請求項1に記載の研磨終点検出方法。
本発明の好ましい態様は、前記研磨終点は、前記第1の反射強度および前記第2の反射強度の極値が前記所定の時間差内で現われた前記時点であることを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記第1の反射強度および前記第2の反射強度の極値が前記所定の時間差内で現われた前記時点から所定の時間が経過した時点であることを特徴とする。
本発明の好ましい態様は、前記時点を検出した後、前記第1の反射強度または前記第2の反射強度の所定の極値を検出する工程をさらに含み、前記所定の極値が検出された時点に基づいて研磨終点を決定することを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記所定の極値が検出された時点であることを特徴とする。
本発明の好ましい態様は、前記研磨終点は、前記所定の極値が検出された時点から所定の時間が経過した時点であることを特徴とする。

まず、上述したポリッシング装置により1枚または複数のウェハを研磨して、そのスペクトルデータを取得する。このスペクトルデータは、波長ごとの反射強度(反射光の強さ)を示すデータを含んでいる。演算部48は、各波長での反射強度から、次のようにして特性値を算出する。
X1(t)=ρλ1(t)/(ρλ1(t)+ρλ2(t)) ・・・(6)
ここで、ρは反射強度、tは研磨時間を表す。
同様に、予め選択された2つの波長λ3,λ4における反射強度ρλ3(t),ρλ4(t)を用いて、第2の特性値X2(t)を次の式から求める。
X2(t)=ρλ3(t)/(ρλ3(t)+ρλ4(t)) ・・・(7)
X(t)=ρλ1(t)/(ρλ1(t)+ρλ2(t)+・・・+ρλn(t)) ・・・(8)
ここで、nは、用いられる波長の数である。
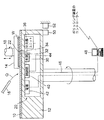
12 研磨テーブル
14 トップリング
16 研磨液供給ノズル
18 トップリングシャフト
20 研磨状態監視装置
22 透光部
30 光源
32 発光光ファイバ
34 受光光ファイバ
36 分光器ユニット
40 制御部
42 電源
44,46 ケーブル
48 演算部
50 近接センサ
52 ドグ
60−1〜60−N 受光素子
Claims (14)
- 基板の研磨中に、該基板の表面に光を照射し、
前記表面からの反射光を受光し、
異なる複数の波長での反射強度を用いて算出された第1の特性値および第2の特性値をモニターし、
前記第1の特性値および前記第2の特性値の極値が所定の時間差内で現われた時点を検出し、
検出された前記時点に基づいて研磨終点を決定する工程を含み、
前記複数の波長は、研磨時間とともに周期的に変化する前記第1の特性値および前記第2の特性値の周期が互いに異なるように選択されること特徴とする研磨終点検出方法。 - 前記研磨終点は、前記第1の特性値および前記第2の特性値の極値が前記所定の時間差内で現われた前記時点であることを特徴とする請求項1に記載の研磨終点検出方法。
- 前記研磨終点は、前記第1の特性値および前記第2の特性値の極値が所定の時間差内で現われた前記時点から所定の時間が経過した時点であることを特徴とする請求項1に記載の研磨終点検出方法。
- 前記時点を検出した後、前記第1の特性値または前記第2の特性値の所定の極値を検出する工程をさらに含み、
前記所定の極値が検出された時点に基づいて研磨終点を決定することを特徴とする請求項1に記載の研磨終点検出方法。 - 前記第1の特性値および前記第2の特性値の極値が前記所定の時間差内で現われた時点は、前記第1の特性値および前記第2の特性値の極値がほぼ同時に現われた時点であることを特徴とする請求項1に記載の研磨終点検出方法。
- 前記研磨終点は、前記所定の極値が検出された時点であることを特徴とする請求項4に記載の研磨終点検出方法。
- 前記研磨終点は、前記所定の極値が検出された時点から所定の時間が経過した時点であることを特徴とする請求項4に記載の研磨終点検出方法。
- 基板の研磨中に、該基板の表面に光を照射し、
前記表面からの反射光を受光し、
異なる波長での第1の反射強度および第2の反射強度をモニターし、
前記第1の反射強度および前記第2の反射強度の極値が所定の時間差内で現われた時点を検出し、
検出された前記時点に基づいて研磨終点を決定する工程を含み、
前記波長は、研磨時間とともに周期的に変化する前記第1の反射強度および前記第2の反射強度の周期が互いに異なるように選択されること特徴とする研磨終点検出方法。 - 前記研磨終点は、前記第1の反射強度および前記第2の反射強度の極値が前記所定の時間差内で現われた前記時点であることを特徴とする請求項8に記載の研磨終点検出方法。
- 前記研磨終点は、前記第1の反射強度および前記第2の反射強度の極値が前記所定の時間差内で現われた前記時点から所定の時間が経過した時点であることを特徴とする請求項8に記載の研磨終点検出方法。
- 前記時点を検出した後、前記第1の反射強度または前記第2の反射強度の所定の極値を検出する工程をさらに含み、
前記所定の極値が検出された時点に基づいて研磨終点を決定することを特徴とする請求項8に記載の研磨終点検出方法。 - 前記第1の反射強度および前記第2の反射強度の極値が前記所定の時間差内で現われた時点は、前記第1の反射強度および前記第2の反射強度の極値がほぼ同時に現われた時点であることを特徴とする請求項9に記載の研磨終点検出方法。
- 前記研磨終点は、前記所定の極値が検出された時点であることを特徴とする請求項11に記載の研磨終点検出方法。
- 前記研磨終点は、前記所定の極値が検出された時点から所定の時間が経過した時点であることを特徴とする請求項11に記載の研磨終点検出方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008145746A JP5254668B2 (ja) | 2008-06-03 | 2008-06-03 | 研磨終点検出方法 |
| US12/476,427 US8157616B2 (en) | 2008-06-03 | 2009-06-02 | Polishing end point detection method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008145746A JP5254668B2 (ja) | 2008-06-03 | 2008-06-03 | 研磨終点検出方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009291857A JP2009291857A (ja) | 2009-12-17 |
| JP2009291857A5 JP2009291857A5 (ja) | 2012-05-17 |
| JP5254668B2 true JP5254668B2 (ja) | 2013-08-07 |
Family
ID=41380418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008145746A Active JP5254668B2 (ja) | 2008-06-03 | 2008-06-03 | 研磨終点検出方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8157616B2 (ja) |
| JP (1) | JP5254668B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101381341B1 (ko) | 2006-10-06 | 2014-04-04 | 가부시끼가이샤 도시바 | 가공 종점 검지방법, 연마방법 및 연마장치 |
| US8657646B2 (en) * | 2011-05-09 | 2014-02-25 | Applied Materials, Inc. | Endpoint detection using spectrum feature trajectories |
| KR101892914B1 (ko) * | 2012-03-08 | 2018-08-29 | 어플라이드 머티어리얼스, 인코포레이티드 | 측정된 스펙트럼에 대한 광학 모델의 피팅 |
| US9011202B2 (en) * | 2012-04-25 | 2015-04-21 | Applied Materials, Inc. | Fitting of optical model with diffraction effects to measured spectrum |
| KR101436557B1 (ko) * | 2013-05-02 | 2014-09-01 | 주식회사 케이씨텍 | 산화물층을 갖는 웨이퍼의 연마 엔드 포인트 검출 정확성이 향상된 화학 기계적 연마 방법 및 이를 이용한 화학 기계적 연마 시스템 |
| TWI784719B (zh) | 2016-08-26 | 2022-11-21 | 美商應用材料股份有限公司 | 獲得代表在基板上的層的厚度的測量的方法,及量測系統和電腦程式產品 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6111634A (en) | 1997-05-28 | 2000-08-29 | Lam Research Corporation | Method and apparatus for in-situ monitoring of thickness using a multi-wavelength spectrometer during chemical-mechanical polishing |
| US6159073A (en) * | 1998-11-02 | 2000-12-12 | Applied Materials, Inc. | Method and apparatus for measuring substrate layer thickness during chemical mechanical polishing |
| US6190234B1 (en) * | 1999-01-25 | 2001-02-20 | Applied Materials, Inc. | Endpoint detection with light beams of different wavelengths |
| JP2002124496A (ja) * | 2000-10-18 | 2002-04-26 | Hitachi Ltd | 研磨加工の終点検出計測方法及びその装置、並びにそれを用いた半導体デバイスの製造方法及びその製造装置 |
| US6618130B2 (en) * | 2001-08-28 | 2003-09-09 | Speedfam-Ipec Corporation | Method and apparatus for optical endpoint detection during chemical mechanical polishing |
| JP4542324B2 (ja) * | 2002-10-17 | 2010-09-15 | 株式会社荏原製作所 | 研磨状態監視装置及びポリッシング装置 |
| US7406394B2 (en) | 2005-08-22 | 2008-07-29 | Applied Materials, Inc. | Spectra based endpointing for chemical mechanical polishing |
| KR101381341B1 (ko) * | 2006-10-06 | 2014-04-04 | 가부시끼가이샤 도시바 | 가공 종점 검지방법, 연마방법 및 연마장치 |
-
2008
- 2008-06-03 JP JP2008145746A patent/JP5254668B2/ja active Active
-
2009
- 2009-06-02 US US12/476,427 patent/US8157616B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009291857A (ja) | 2009-12-17 |
| US8157616B2 (en) | 2012-04-17 |
| US20090298387A1 (en) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5137910B2 (ja) | ポリッシング装置及び研磨方法 | |
| JP4542324B2 (ja) | 研磨状態監視装置及びポリッシング装置 | |
| JP5254668B2 (ja) | 研磨終点検出方法 | |
| JP4464642B2 (ja) | 研磨状態監視装置、研磨状態監視方法、研磨装置及び研磨方法 | |
| TWI422798B (zh) | 加工終點檢測方法、研磨方法及研磨裝置 | |
| KR101715726B1 (ko) | 피드 백 및 피드 포워드 프로세스 제어를 위한 광학적 측정 이용 | |
| JP7472111B2 (ja) | Cmpプロセス制御アルゴリズムへの入力としてのマシンビジョン | |
| US7008295B2 (en) | Substrate monitoring during chemical mechanical polishing | |
| US8944884B2 (en) | Fitting of optical model to measured spectrum | |
| US8535115B2 (en) | Gathering spectra from multiple optical heads | |
| US9372116B2 (en) | Automatic initiation of reference spectra library generation for optical monitoring | |
| TWI569318B (zh) | Grinding apparatus and grinding method | |
| US9233450B2 (en) | Optical detection of metal layer clearance | |
| JP5583946B2 (ja) | 研磨終点検知方法および研磨終点検知装置 | |
| TWI726847B (zh) | 製造基板的方法,及其電腦程式產品和積體電路製造系統 | |
| KR20130055616A (ko) | 광 모니터링을 위한 기준 스펙트럼들의 자동 발생 | |
| US9221147B2 (en) | Endpointing with selective spectral monitoring | |
| US9168630B2 (en) | User-input functions for data sequences in polishing endpoint detection | |
| US9248544B2 (en) | Endpoint detection during polishing using integrated differential intensity | |
| JP2010062251A (ja) | 終点検出方法及び半導体装置の製造方法 | |
| JP2009196002A (ja) | 研磨終点検出方法および研磨装置 | |
| JP2005340718A (ja) | 研磨パッド及び化学機械研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100812 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130418 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5254668 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160426 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |