JP5225735B2 - 空気入りタイヤ及びその製造方法 - Google Patents
空気入りタイヤ及びその製造方法 Download PDFInfo
- Publication number
- JP5225735B2 JP5225735B2 JP2008110412A JP2008110412A JP5225735B2 JP 5225735 B2 JP5225735 B2 JP 5225735B2 JP 2008110412 A JP2008110412 A JP 2008110412A JP 2008110412 A JP2008110412 A JP 2008110412A JP 5225735 B2 JP5225735 B2 JP 5225735B2
- Authority
- JP
- Japan
- Prior art keywords
- tire
- thermoplastic resin
- resin film
- rubber
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Tyre Moulding (AREA)
- Tires In General (AREA)
Description
混合機として2軸押し出し機を用いて、熱可塑性樹脂とゴム成分を混合し、カレンダー成型により熱可塑性樹脂フィルムを作製した。熱可塑性樹脂としては、実施例1、2、4及び比較例2では、融点が220℃のナイロン6を用い、実施例3及び比較例3では、融点が260℃のPETを用いた。また、ゴム成分としては、実施例1、3、4では、NBR(JSR(株)製「N241」)を用い、実施例2では、IIR(EXXON社製「2255」)を用い、いずれも、熱可塑性樹脂100重量部に対して30重量部配合した。また、実施例1〜4の各フィルムを構成する樹脂組成物には、ゴム成分以外の共通配合として、熱可塑性樹脂100重量部に対して、硫黄2重量部、加硫促進剤(DM)1重量部、亜鉛華4重量部、ステアリン酸1重量部を配合した。ゴムは熱可塑性樹脂との混合中に、上記加硫剤(硫黄)を添加することで動的加硫した。
・厚み:JIS K7130、A法、
・表面粗さ:JIS B0601の方法に準拠し、(株)東京精密製の触針式表面粗さ計「E−35A」を使用して、熱可塑性樹脂フィルムの表面の算術平均表面粗さ(Ra)を測定。
サイドウォール用ゴム組成物として、天然ゴム(RSS#3)50重量部、ブタジエンゴム(宇部興産(株)製「BR150B」)50重量部、カーボンブラックFEF(東海カーボン(株)製「シーストSO」)60重量部、アロマオイル(ジャパンエナジー(株)製「X−140」)10重量部、パラフィンワックス(日本精蝋(株)製「OZOACE−0355」)2重量部、老化防止剤6C(大内新興化学工業(株)製「ノクラック6C」)2重量部、ステアリン酸(花王(株)製「ルナックS−20」)2重量部、酸化亜鉛(三井金属鉱業(株)製「亜鉛華1号」)3重量部、硫黄(細井化学工業(株)製「5%油処理粉末硫黄」)2重量部、加硫促進剤NS(大内新興化学工業(株)製「ノクセラーNS−P」)1.5重量部からなる配合処方にて、容量200Lのバンバリーミキサーを使用して常法により混練し、ゴム組成物を調製した。
タイヤ加硫成形後に熱可塑性樹脂フィルムにシワがあるかどうかを調べ、シワがないものを「○」、シワがあったものを「×」で評価した。
日本電色工業(株)製の光沢計「VG2000」を使用し、JIS Z8741の方法に準拠し、試作タイヤの樹脂フィルム貼付部における剥離後のゴム表面の60°光沢度を測定した。測定は、タイヤ周方向で5箇所で実施し、その平均値を求めた。光沢度は値が大きいほど良い。

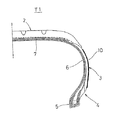
3…サイド部
10…熱可塑性樹脂フィルム
Claims (3)
- 算術平均表面粗さ(Ra)が0.1μm以下でありかつゴム成分を配合した熱可塑性樹脂フィルムが、未加硫タイヤ外表面に前記熱可塑性樹脂フィルムを貼付し前記未加硫タイヤを加硫成形することで、黒色ゴムからなるタイヤサイド部の外表面に剥離可能に設けられた、空気入りタイヤ。
- 前記熱可塑性樹脂フィルムは、融点が180℃以上で、厚みが10〜200μmである、請求項1記載の空気入りタイヤ。
- 算術平均表面粗さ(Ra)が0.1μm以下でありかつゴム成分を配合した熱可塑性樹脂フィルムを未加硫タイヤのサイド部の外表面に貼付し、前記熱可塑性樹脂フィルムの貼付状態で前記未加硫タイヤを加硫成形することで、前記熱可塑性樹脂フィルムを黒色ゴムからなるタイヤサイド部の外表面に剥離可能に設ける、空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008110412A JP5225735B2 (ja) | 2008-04-21 | 2008-04-21 | 空気入りタイヤ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008110412A JP5225735B2 (ja) | 2008-04-21 | 2008-04-21 | 空気入りタイヤ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009255881A JP2009255881A (ja) | 2009-11-05 |
| JP5225735B2 true JP5225735B2 (ja) | 2013-07-03 |
Family
ID=41383867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008110412A Expired - Fee Related JP5225735B2 (ja) | 2008-04-21 | 2008-04-21 | 空気入りタイヤ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5225735B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013125592A1 (ja) | 2012-02-21 | 2013-08-29 | 横浜ゴム株式会社 | 空気入りタイヤおよび空気入りタイヤの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52101504A (en) * | 1976-05-10 | 1977-08-25 | Bridgestone Corp | Pneumatic tire with flat and delight colored band on side wall thereof |
| JPS5690704A (en) * | 1979-12-24 | 1981-07-23 | Sumitomo Rubber Ind Ltd | Film for protecting white letter of tire |
| JP3138861B2 (ja) * | 1996-07-22 | 2001-02-26 | 横浜ゴム株式会社 | 空気入りタイヤ |
-
2008
- 2008-04-21 JP JP2008110412A patent/JP5225735B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009255881A (ja) | 2009-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5095293B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP5112778B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP6338248B2 (ja) | インナーライナー用積層体およびそれを用いたタイヤ | |
| JP5342684B1 (ja) | インナーライナーを備えた空気入りタイヤ | |
| JP5154161B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP5887321B2 (ja) | 台タイヤの製造方法及びタイヤの製造方法 | |
| JP5112777B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| CN105142935A (zh) | 充气轮胎及其制造方法 | |
| JP5291747B2 (ja) | 台タイヤ | |
| JP5225735B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP5303684B2 (ja) | 台タイヤ及びタイヤの製造方法 | |
| CN103269847B (zh) | 轮胎胎身和轮胎的生产方法 | |
| JP2010269588A (ja) | 空気透過抑制フィルムを備えたゴム製品及びその製造方法 | |
| JP6154984B2 (ja) | 未加硫タイヤ及び空気入りタイヤ | |
| JP5857031B2 (ja) | タイヤの製造方法 | |
| JP7075207B2 (ja) | 空気入りタイヤ | |
| JP2019038121A (ja) | 空気入りタイヤの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120906 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5225735 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |