JP5192676B2 - 改良された高速試作製造装置および方法 - Google Patents
改良された高速試作製造装置および方法 Download PDFInfo
- Publication number
- JP5192676B2 JP5192676B2 JP2006268379A JP2006268379A JP5192676B2 JP 5192676 B2 JP5192676 B2 JP 5192676B2 JP 2006268379 A JP2006268379 A JP 2006268379A JP 2006268379 A JP2006268379 A JP 2006268379A JP 5192676 B2 JP5192676 B2 JP 5192676B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- tank
- container
- elevator
- radio frequency
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 27
- 238000004519 manufacturing process Methods 0.000 title description 5
- 239000011347 resin Substances 0.000 claims description 282
- 229920005989 resin Polymers 0.000 claims description 282
- 238000010276 construction Methods 0.000 claims description 97
- 239000007788 liquid Substances 0.000 claims description 19
- 238000004891 communication Methods 0.000 claims description 7
- 239000012530 fluid Substances 0.000 claims description 7
- 238000001514 detection method Methods 0.000 claims description 4
- 238000003860 storage Methods 0.000 claims description 3
- 230000000153 supplemental effect Effects 0.000 claims 12
- 230000001105 regulatory effect Effects 0.000 claims 1
- 230000008569 process Effects 0.000 description 16
- 230000004044 response Effects 0.000 description 9
- 230000003028 elevating effect Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 238000009434 installation Methods 0.000 description 6
- 238000013507 mapping Methods 0.000 description 6
- 238000005259 measurement Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 230000005484 gravity Effects 0.000 description 4
- 238000000149 argon plasma sintering Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000012795 verification Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000003032 molecular docking Methods 0.000 description 2
- 230000002572 peristaltic effect Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- HBGPNLPABVUVKZ-POTXQNELSA-N (1r,3as,4s,5ar,5br,7r,7ar,11ar,11br,13as,13br)-4,7-dihydroxy-3a,5a,5b,8,8,11a-hexamethyl-1-prop-1-en-2-yl-2,3,4,5,6,7,7a,10,11,11b,12,13,13a,13b-tetradecahydro-1h-cyclopenta[a]chrysen-9-one Chemical compound C([C@@]12C)CC(=O)C(C)(C)[C@@H]1[C@H](O)C[C@]([C@]1(C)C[C@@H]3O)(C)[C@@H]2CC[C@H]1[C@@H]1[C@]3(C)CC[C@H]1C(=C)C HBGPNLPABVUVKZ-POTXQNELSA-N 0.000 description 1
- PFRGGOIBYLYVKM-UHFFFAOYSA-N 15alpha-hydroxylup-20(29)-en-3-one Natural products CC(=C)C1CCC2(C)CC(O)C3(C)C(CCC4C5(C)CCC(=O)C(C)(C)C5CCC34C)C12 PFRGGOIBYLYVKM-UHFFFAOYSA-N 0.000 description 1
- SOKRNBGSNZXYIO-UHFFFAOYSA-N Resinone Natural products CC(=C)C1CCC2(C)C(O)CC3(C)C(CCC4C5(C)CCC(=O)C(C)(C)C5CCC34C)C12 SOKRNBGSNZXYIO-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011960 computer-aided design Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 238000013506 data mapping Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/171—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects
- B29C64/182—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects in parallel batches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/0318—Processes
Description
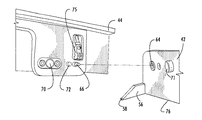
12,13 チャンバ
14,15 観察窓
16,17 ドア
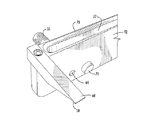
20,21 槽
23 昇降機取付ブラケット
24 フレーム
25 フォーク
30,124 物体支持台または構築台
42 リコータブレード
45 センサ
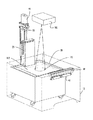
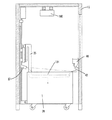
100 スキャナ
120 自動取出しカート
123,125 伸縮式アーム
127,128,129 補給樹脂容器
Claims (17)
- ステレオリソグラフィー装置内の液体樹脂を収容するための槽であって、
a) 樹脂を収容し、前記槽に樹脂を加えまたは該槽から樹脂を除去し、それによって前記槽内の樹脂レベルを維持するために前記槽と流体連絡した少なくとも1つの補給樹脂容器、および
b) 前記補給樹脂容器への流れとそこからの流れを制御するために、前記補給樹脂容器に動作可能に接続されたコントローラ、
を備え、
前記補給樹脂容器が、前記槽内の樹脂と前記補給樹脂容器内の樹脂が、それらの間に流動連絡を確立する前に、同じ樹脂であるか否かを少なくとも確認するために前記コントローラと協働する無線周波数身元証明タグを少なくとも1つさらに備えることを特徴とする槽。 - 前記無線周波数身元証明タグが、前記補給樹脂容器内の樹脂の使用期限、樹脂のバッチ番号および樹脂の容積の内の少なくとも1つを確認することを特徴とする請求項1記載の槽。
- 前記無線周波数身元証明タグが、前記補給樹脂容器から前記槽に流動する樹脂の量を追跡記録することを特徴とする請求項1記載の槽。
- 前記補給樹脂容器がノズルを備え、前記無線周波数身元証明タグが前記ノズル内に成形されていることを特徴とする請求項1記載の槽。
- 前記補給樹脂容器がノズルを備え、前記無線周波数身元証明タグが前記ノズル内に組み込まれていることを特徴とする請求項1記載の槽。
- 無線周波数身元証明タグリーダを備えたステレオリソグラフィー装置内の液体樹脂を収容するための槽であって、
a) 樹脂を収容し、前記槽に樹脂を加えまたは該槽から樹脂を除去し、それによって前記槽内の樹脂レベルを維持するために前記槽と流体連絡した少なくとも1つの補給樹脂容器、
b) 前記補給樹脂容器への流れとそこからの流れを制御するために、前記補給樹脂容器に動作可能に接続されたコントローラ、および
c) 前記ステレオリソグラフィー装置のリーダと通信したときに、前記槽および前記樹脂レベルを識別するために前記コントローラと協働する第1の無線周波数身元証明タグ、
を備えることを特徴とする槽。 - 前記第1の無線周波数身元証明タグが、樹脂の種類、樹脂の使用期限、樹脂のバッチ番号および樹脂の容積の内の少なくとも1つを確認することを特徴とする請求項6記載の槽。
- 前記第1の無線周波数身元証明タグが前記槽の外壁上に設けられていることを特徴とする請求項6記載の槽。
- 前記コントローラおよび前記補給樹脂容器上に設けられた第2の無線周波数身元証明タグと通信する槽の無線周波数身元証明タグリーダをさらに備えることを特徴とする請求項6記載の槽。
- 前記補給樹脂容器がノズルを備え、該補給樹脂容器が間違った樹脂および期限切れの樹脂の内の少なくとも一方を収容している場合、前記ノズルが前記槽に継手連結される前に警告を発する、前記コントローラに動作可能に接続されたアラームを前記槽が備えていることを特徴とする請求項1または6記載の槽。
- 前記少なくとも1つの補給樹脂容器が、前記槽に樹脂を加え、または前記槽から樹脂を除去し、それによって、該槽内の樹脂レベルを維持するために該槽と流体連絡した補給樹脂容器を含み、該少なくとも1つの補給樹脂容器が、前記槽および前記補給樹脂容器の内の少なくとも一方と流体連絡して、そこに樹脂を提供するための少なくとも1つの再供給容器をさらに含み、前記補給樹脂容器が、前記コントローラと協働する無線周波数タグを備え、前記再供給容器が、前記コントローラと協働する別の無線周波数タグを備えることを特徴とする請求項1または6記載の槽。
- 前記槽内の樹脂のレベルが所定の上限と下限の間にあるか否かを決定するために前記槽内の前記樹脂の検出に関与するセンサをさらに備え、前記コントローラが、前記樹脂レベルが所定の範囲内にあるように樹脂を加えたり除去したりするように前記補給樹脂容器を制御することを特徴とする請求項1または6記載の槽。
- 前記センサが、検出のためにオンにされ、前記樹脂レベルが所定の範囲内にもどった直後にオフにされる閉ループレーザダイオードセンサであることを特徴とする請求項12記載の槽。
- 前記補給樹脂容器が、前記槽と前記補給樹脂容器との間の流れを調節するためのバルブをさらに備え、前記バルブと前記補給樹脂容器が、最初の構築後で第2の構築前に樹脂レベルを所定の範囲内に維持するのに十分であることを特徴とする請求項1または6記載の槽。
- 前記再供給容器が、前記槽および前記補給樹脂容器の内の少なくとも一方への樹脂流動を計量するためのバルブを備えていることを特徴とする請求項1または6記載の槽。
- 前記補給樹脂容器が第1の傾けられる貯蔵部内に保持され、前記再供給容器が第2の傾けられる貯蔵部内に保持されていることを特徴とする請求項1または6記載の槽。
- 前記樹脂を選択的に循環させるために前記槽と流体連絡した少なくとも1つのバルブアセンブリをさらに備えたことを特徴とする請求項1または6記載の槽。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/240,819 US7621733B2 (en) | 2005-09-30 | 2005-09-30 | Rapid prototyping and manufacturing system and method |
| US11/240,819 | 2005-09-30 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007098951A JP2007098951A (ja) | 2007-04-19 |
| JP2007098951A5 JP2007098951A5 (ja) | 2009-11-26 |
| JP5192676B2 true JP5192676B2 (ja) | 2013-05-08 |
Family
ID=37651136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006268379A Active JP5192676B2 (ja) | 2005-09-30 | 2006-09-29 | 改良された高速試作製造装置および方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US7621733B2 (ja) |
| EP (1) | EP1769904B1 (ja) |
| JP (1) | JP5192676B2 (ja) |
| CN (1) | CN1939704B (ja) |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004022606A1 (de) | 2004-05-07 | 2005-12-15 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit verbesserter Trennung ausgehärteter Materialschichten von einer Bauebene |
| EP1894705B1 (de) | 2004-05-10 | 2010-08-25 | Envisiontec GmbH | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Objekts mit Auflösungsverbesserung mittels Pixel-Shift |
| DE102004022961B4 (de) * | 2004-05-10 | 2008-11-20 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit Auflösungsverbesserung mittels Pixel-Shift |
| US20060078638A1 (en) * | 2004-10-08 | 2006-04-13 | 3D Systems, Inc. | Stereolithographic apparatus |
| US20070075461A1 (en) * | 2005-09-30 | 2007-04-05 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7621733B2 (en) | 2005-09-30 | 2009-11-24 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7520740B2 (en) * | 2005-09-30 | 2009-04-21 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7690909B2 (en) * | 2005-09-30 | 2010-04-06 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7585450B2 (en) * | 2005-09-30 | 2009-09-08 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US20070077323A1 (en) * | 2005-09-30 | 2007-04-05 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| DE102006019963B4 (de) | 2006-04-28 | 2023-12-07 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts durch schichtweises Verfestigen eines unter Einwirkung von elektromagnetischer Strahlung verfestigbaren Materials mittels Maskenbelichtung |
| DE102006019964C5 (de) * | 2006-04-28 | 2021-08-26 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts mittels Maskenbelichtung |
| DE102006023485A1 (de) * | 2006-05-18 | 2007-11-22 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objekts |
| US7636610B2 (en) * | 2006-07-19 | 2009-12-22 | Envisiontec Gmbh | Method and device for producing a three-dimensional object, and computer and data carrier useful therefor |
| US7892474B2 (en) | 2006-11-15 | 2011-02-22 | Envisiontec Gmbh | Continuous generative process for producing a three-dimensional object |
| DE102006055078A1 (de) | 2006-11-22 | 2008-06-05 | Eos Gmbh Electro Optical Systems | Vorrichtung zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| DE102006055055A1 (de) | 2006-11-22 | 2008-05-29 | Eos Gmbh Electro Optical Systems | Vorrichtung zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| US8003039B2 (en) | 2007-01-17 | 2011-08-23 | 3D Systems, Inc. | Method for tilting solid image build platform for reducing air entrainment and for build release |
| DK2011631T3 (da) | 2007-07-04 | 2012-06-25 | Envisiontec Gmbh | Fremgangsmåde og indretning til fremstilling af et tre-dimensionelt objekt |
| DK2052693T4 (da) | 2007-10-26 | 2021-03-15 | Envisiontec Gmbh | Proces og fri-formfabrikationssystem til at fremstille en tredimensionel genstand |
| DE102008060046A1 (de) * | 2008-12-02 | 2010-06-10 | Eos Gmbh Electro Optical Systems | Verfahren zum Bereitstellen einer identifizierbaren Pulvermenge und Verfahren zur Herstellung eines Objekts |
| US8678805B2 (en) | 2008-12-22 | 2014-03-25 | Dsm Ip Assets Bv | System and method for layerwise production of a tangible object |
| US8905739B2 (en) | 2008-12-22 | 2014-12-09 | Nederlandse Organisatie Voor Toegepast-Natuurwetenschappelijk Onderzoek Tno | Method and apparatus for layerwise production of a 3D object |
| US8777602B2 (en) | 2008-12-22 | 2014-07-15 | Nederlandse Organisatie Voor Tobgepast-Natuurwetenschappelijk Onderzoek TNO | Method and apparatus for layerwise production of a 3D object |
| DE102009005769A1 (de) * | 2009-01-23 | 2010-08-05 | Eos Gmbh Electro Optical Systems | Verfahren und System zur Wiederverwendung von Restpulver aus einer Anlage zur generativen Fertigung von dreidimensionalen Objekten |
| US8372330B2 (en) | 2009-10-19 | 2013-02-12 | Global Filtration Systems | Resin solidification substrate and assembly |
| ITVI20120183A1 (it) * | 2012-07-27 | 2014-01-28 | Dws Srl | Cartuccia per macchina stereolitografica, macchina stereolitografica comprendente tale cartuccia e metodo di produzione di tale cartuccia |
| US20140120196A1 (en) | 2012-10-29 | 2014-05-01 | Makerbot Industries, Llc | Quick-release extruder |
| AT514493B1 (de) * | 2013-06-17 | 2015-04-15 | Way To Production Gmbh | Anlage zum schichtweisen Aufbau eines Körpers und Wanne hiefür |
| US9452567B2 (en) * | 2013-08-27 | 2016-09-27 | Kao-Chih Syao | Stereolithography apparatus |
| GB201322647D0 (en) | 2013-12-20 | 2014-02-05 | Renishaw Plc | Additive manufacturing apparatus and method |
| US9527244B2 (en) | 2014-02-10 | 2016-12-27 | Global Filtration Systems | Apparatus and method for forming three-dimensional objects from solidifiable paste |
| DE102014007408A1 (de) * | 2014-05-21 | 2015-11-26 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Objekte aus pulverartigem Baumaterial |
| JP6720137B2 (ja) * | 2014-08-01 | 2020-07-08 | ベゴ・ブレーマー・ゴルトシュレーゲライ・ヴィルヘルム・ヘルプスト・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフトBEGO Bremer GoldschlaegereiWilh.Herbst GmbH & Co.KG | 容器アセンブリを有する光造形装置 |
| TWM497090U (zh) * | 2014-09-29 | 2015-03-11 | Xyzprinting Inc | 立體列印裝置 |
| EP3313649B1 (en) * | 2015-06-25 | 2020-02-26 | Dws S.R.L. | Stereolithography machine |
| US10493525B2 (en) * | 2016-05-10 | 2019-12-03 | Honeywell Federal Manufacturing & Technologies, Llc | Lifting and removal device for additive manufacturing system |
| US10029307B2 (en) | 2016-05-10 | 2018-07-24 | Delavan Inc | Additive manufacturing build plates and handling |
| WO2017194145A1 (en) * | 2016-05-12 | 2017-11-16 | Hewlett-Packard Development Company, L.P. | Build material container |
| WO2017194108A1 (en) * | 2016-05-12 | 2017-11-16 | Hewlett-Packard Development Company, L.P., | Additive manufacturing material management station |
| EP3433716B1 (en) | 2016-06-28 | 2022-11-09 | Hewlett-Packard Development Company, L.P. | Management of 3d printing |
| US10442134B2 (en) | 2016-07-26 | 2019-10-15 | General Electric Company | Resin distribution and maintenance system |
| JP7146757B2 (ja) * | 2016-12-02 | 2022-10-04 | マークフォージド,インコーポレーテッド | 焼結付加製造パーツ用サポート |
| US10569364B2 (en) | 2017-01-06 | 2020-02-25 | General Electric Company | Systems and methods for additive manufacturing recoating |
| US10737479B2 (en) | 2017-01-12 | 2020-08-11 | Global Filtration Systems | Method of making three-dimensional objects using both continuous and discontinuous solidification |
| DE102017106874A1 (de) * | 2017-01-17 | 2018-07-19 | Schultheiss Gmbh | System und Verfahren zum Herstellen eines dreidimensionalen Objekts |
| US11376794B2 (en) * | 2017-03-13 | 2022-07-05 | Euler3D Aps | Additive manufacturing apparatus and method |
| US10821519B2 (en) | 2017-06-23 | 2020-11-03 | General Electric Company | Laser shock peening within an additive manufacturing process |
| US11851763B2 (en) | 2017-06-23 | 2023-12-26 | General Electric Company | Chemical vapor deposition during additive manufacturing |
| US10821718B2 (en) | 2017-06-23 | 2020-11-03 | General Electric Company | Selective powder processing during powder bed additive manufacturing |
| CN109318477A (zh) * | 2017-07-31 | 2019-02-12 | 吴江中瑞机电科技有限公司 | 用于光固化3d打印机的可自动更换网板机构装置 |
| US11801643B2 (en) | 2017-10-09 | 2023-10-31 | Carbon, Inc. | Performance optimization in additive manufacturing |
| US10807309B2 (en) | 2017-11-17 | 2020-10-20 | 3D Systems, Inc. | Latching system for three dimensional print engine |
| CN109927283A (zh) * | 2017-12-15 | 2019-06-25 | 三纬国际立体列印科技股份有限公司 | 立体打印方法 |
| CN108190509A (zh) * | 2018-02-05 | 2018-06-22 | 东莞市宏浩智能机械科技有限公司 | 一种可直接旋转对接塑料杯成型机架的机械手搬运装置 |
| FI129444B (en) * | 2018-06-28 | 2022-02-28 | Planmeca Oy | Stereolithography equipment designed to obtain parameter value data and procedure for operation thereof |
| US11351725B2 (en) * | 2019-01-25 | 2022-06-07 | Hamilton Sundstrand Corporation | Enhanced recoater edges |
| EP3702052A1 (en) | 2019-02-28 | 2020-09-02 | Sirona Dental Systems GmbH | Component carrier for an additive manufacturing device |
| US11420259B2 (en) | 2019-11-06 | 2022-08-23 | General Electric Company | Mated components and method and system therefore |
| US11584082B2 (en) | 2020-03-27 | 2023-02-21 | General Electric Company | Apparatuses and related systems and methods for transporting carrying plates for an additive manufacturing machine or system |
| WO2023049016A1 (en) * | 2021-09-21 | 2023-03-30 | 3D Systems, Inc. | Stereolithography system for accurately establishing build plane |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55146015A (en) | 1979-05-02 | 1980-11-14 | Ebara Corp | Non-contact measuring method for surface level and its measuring unit |
| US5326855A (en) * | 1983-10-06 | 1994-07-05 | Henry Kahn | Process for the manufacture of elastomers in particulate form |
| US5236637A (en) * | 1984-08-08 | 1993-08-17 | 3D Systems, Inc. | Method of and apparatus for production of three dimensional objects by stereolithography |
| US4575330A (en) * | 1984-08-08 | 1986-03-11 | Uvp, Inc. | Apparatus for production of three-dimensional objects by stereolithography |
| US5571471A (en) * | 1984-08-08 | 1996-11-05 | 3D Systems, Inc. | Method of production of three-dimensional objects by stereolithography |
| US4722856A (en) * | 1986-01-02 | 1988-02-02 | Molecular Electronics Corporation | Method and apparatus for depositing monomolecular layers on a substrate |
| JPH01206346A (ja) * | 1988-02-15 | 1989-08-18 | Konica Corp | 塗布機構及びその塗布機構を有するidカードの保護層形成装置 |
| US5258146A (en) * | 1988-09-26 | 1993-11-02 | 3D Systems, Inc. | Method of and apparatus for measuring and controlling fluid level in stereolithography |
| US5174931A (en) * | 1988-09-26 | 1992-12-29 | 3D Systems, Inc. | Method of and apparatus for making a three-dimensional product by stereolithography |
| JP2737195B2 (ja) | 1988-12-28 | 1998-04-08 | ソニー株式会社 | 立体形状形成装置 |
| US5071337A (en) * | 1990-02-15 | 1991-12-10 | Quadrax Corporation | Apparatus for forming a solid three-dimensional article from a liquid medium |
| US5358673A (en) * | 1990-02-15 | 1994-10-25 | 3D Systems, Inc. | Applicator device and method for dispensing a liquid medium in a laser modeling machine |
| US5626919A (en) * | 1990-03-01 | 1997-05-06 | E. I. Du Pont De Nemours And Company | Solid imaging apparatus and method with coating station |
| US5693144A (en) * | 1990-03-19 | 1997-12-02 | 3D Systems, Inc. | Vibrationally enhanced stereolithographic recoating |
| US5096530A (en) * | 1990-06-28 | 1992-03-17 | 3D Systems, Inc. | Resin film recoating method and apparatus |
| US5248249A (en) * | 1990-07-27 | 1993-09-28 | Sony Corporation | Three-dimensional structure forming apparatus provided with a liquid-level control system for a main resin tank |
| JP2912721B2 (ja) | 1991-02-19 | 1999-06-28 | 日本電信電話株式会社 | 三次元物体の形成方法 |
| IL101063A (en) * | 1992-02-25 | 1995-03-30 | Orbotech Ltd | Verification and repair station for pcbs |
| FR2692066A1 (fr) | 1992-06-05 | 1993-12-10 | Laser Int Sa | Procédé pour réaliser un modèle de pièce industrielle par transformation partielle d'un liquide sous l'action de la lumière et dispositif de mise en Óoeuvre de ce procédé. |
| JPH06226864A (ja) | 1993-02-04 | 1994-08-16 | Shiimetsuto Kk | インフロースタビライザー付光硬化造形装置 |
| JP3441203B2 (ja) | 1994-12-09 | 2003-08-25 | シーメット株式会社 | 液面高さ制御装置付き光硬化造形装置 |
| DE69621001T2 (de) * | 1995-02-01 | 2003-04-03 | 3D Systems Inc | Schnelles glättungsverfahren für schichtweise hergestellte dreidimensionale gegenstände |
| DE19515165C2 (de) * | 1995-04-25 | 1997-03-06 | Eos Electro Optical Syst | Vorrichtung zum Herstellen eines Objektes mittels Stereolithographie |
| JPH08338753A (ja) | 1995-06-12 | 1996-12-24 | C Met Kk | 光硬化性液の液面高さ測定装置 |
| US6305769B1 (en) * | 1995-09-27 | 2001-10-23 | 3D Systems, Inc. | Selective deposition modeling system and method |
| GB2315699A (en) | 1996-07-27 | 1998-02-11 | Malcolm Ian Heywood | Reapplication of materials for object fabrication |
| ATE191090T1 (de) * | 1996-07-29 | 2000-04-15 | Ciba Sc Holding Ag | Flüssige, strahlungshärtbare zusammensetzung, insbesondere für die stereolithographie |
| US5922364A (en) * | 1997-03-03 | 1999-07-13 | Young, Jr.; Albert C. | Stereolithography layering control system |
| US6157663A (en) * | 1998-04-16 | 2000-12-05 | 3D Systems, Inc. | Laser with optimized coupling of pump light to a gain medium in a side-pumped geometry |
| JPH11342541A (ja) | 1998-06-01 | 1999-12-14 | Sanyo Electric Co Ltd | 光造形装置 |
| JP3140741B2 (ja) | 1998-11-24 | 2001-03-05 | 松下電工株式会社 | 三次元形状の形成方法 |
| DE19939617A1 (de) | 1999-08-20 | 2001-03-29 | Deltamed Medizinprodukte Gmbh | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objekts |
| US6657455B2 (en) * | 2000-01-18 | 2003-12-02 | Formfactor, Inc. | Predictive, adaptive power supply for an integrated circuit under test |
| DE60133378T2 (de) * | 2000-04-20 | 2009-01-08 | Cogiscan Inc., Bromont | Automatisches herstellungssteuerungssystem |
| DE10047615A1 (de) * | 2000-09-26 | 2002-04-25 | Generis Gmbh | Wechselbehälter |
| DE10047614C2 (de) * | 2000-09-26 | 2003-03-27 | Generis Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| US20020066802A1 (en) * | 2000-12-05 | 2002-06-06 | Tetsuya Tada | Trigger spray and container provided with trigger spray |
| JP2001287273A (ja) * | 2001-03-12 | 2001-10-16 | Three D Syst Inc | 立体造形方法及び装置 |
| DE10235427A1 (de) | 2002-08-02 | 2004-02-12 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Objekten mittels eines generativen Fertigungsverfahrens |
| US20040136873A1 (en) * | 2003-01-09 | 2004-07-15 | Argonaut Technologies, Inc. | Modular reactor system |
| US20050068182A1 (en) * | 2003-09-30 | 2005-03-31 | Dunlap Richard L. | Application of radio frequency identification |
| US7556490B2 (en) * | 2004-07-30 | 2009-07-07 | Board Of Regents, The University Of Texas System | Multi-material stereolithography |
| US20060078638A1 (en) * | 2004-10-08 | 2006-04-13 | 3D Systems, Inc. | Stereolithographic apparatus |
| US20060091199A1 (en) * | 2004-10-29 | 2006-05-04 | Loughran Stephen A | Retrieving information on material used in solid freeform fabrication |
| US7790096B2 (en) * | 2005-03-31 | 2010-09-07 | 3D Systems, Inc. | Thermal management system for a removable build chamber for use with a laser sintering system |
| US20060289679A1 (en) * | 2005-06-27 | 2006-12-28 | Johnson Kaj A | Modular sprayer |
| US7520740B2 (en) * | 2005-09-30 | 2009-04-21 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US20070075461A1 (en) * | 2005-09-30 | 2007-04-05 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7690909B2 (en) * | 2005-09-30 | 2010-04-06 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7621733B2 (en) | 2005-09-30 | 2009-11-24 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US7585450B2 (en) * | 2005-09-30 | 2009-09-08 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| US20070077323A1 (en) * | 2005-09-30 | 2007-04-05 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
-
2005
- 2005-09-30 US US11/240,819 patent/US7621733B2/en active Active
-
2006
- 2006-09-04 EP EP20060018480 patent/EP1769904B1/en active Active
- 2006-09-25 CN CN2006101395403A patent/CN1939704B/zh active Active
- 2006-09-29 JP JP2006268379A patent/JP5192676B2/ja active Active
-
2009
- 2009-10-09 US US12/576,954 patent/US20100038268A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007098951A (ja) | 2007-04-19 |
| US20070075459A1 (en) | 2007-04-05 |
| US20100038268A1 (en) | 2010-02-18 |
| CN1939704A (zh) | 2007-04-04 |
| CN1939704B (zh) | 2012-11-14 |
| EP1769904A2 (en) | 2007-04-04 |
| EP1769904A3 (en) | 2013-01-02 |
| US7621733B2 (en) | 2009-11-24 |
| EP1769904B1 (en) | 2015-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5192676B2 (ja) | 改良された高速試作製造装置および方法 | |
| JP5035874B2 (ja) | 改良された高速試作製造装置および方法 | |
| JP4919336B2 (ja) | 改良された高速試作製造装置および方法 | |
| JP5113364B2 (ja) | 改良された高速試作製造装置および方法 | |
| JP4999059B2 (ja) | 改良された高速試作製造装置および方法 | |
| EP1790463B1 (en) | Improved stereolithographic apparatus and method | |
| JP2006111013A (ja) | 改良型ステレオリソグラフィー装置 | |
| EP2929682A1 (en) | Three-dimensional object construction | |
| JP4030666B2 (ja) | 光造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090929 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5192676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160208 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |