JP5121590B2 - Surface mount equipment - Google Patents
Surface mount equipment Download PDFInfo
- Publication number
- JP5121590B2 JP5121590B2 JP2008158943A JP2008158943A JP5121590B2 JP 5121590 B2 JP5121590 B2 JP 5121590B2 JP 2008158943 A JP2008158943 A JP 2008158943A JP 2008158943 A JP2008158943 A JP 2008158943A JP 5121590 B2 JP5121590 B2 JP 5121590B2
- Authority
- JP
- Japan
- Prior art keywords
- head
- load
- nozzle
- component
- mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Wire Bonding (AREA)
Description
本発明は、表面実装装置、特に電子部品等の部品を基板に搭載する際等の荷重制御に適用して好適な表面実装装置に関する。 The present invention relates to a surface mounting apparatus, and more particularly to a surface mounting apparatus suitable for application to load control when a component such as an electronic component is mounted on a substrate.
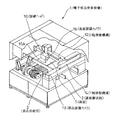
通常、表面実装装置1は、図1に示すように、左右方向に延在されている基板搬送路2により搬送され、位置決めされた基板S上に部品供給部3に供給される電子部品を実装するヘッドユニットが有する搭載ヘッド10と、該搭載ヘッド10をX方向及びY方向にそれぞれ移動させるX軸移動機構12及びY軸移動機構14を備えている。
Usually, as shown in FIG. 1, the surface mounting apparatus 1 mounts an electronic component that is transported by a substrate transport path 2 extending in the left-right direction and supplied to the
X軸移動機構12は、部品を吸着する吸着ノズル10Aを備えた搭載ヘッド10をX軸方向に移動させると共に、Y軸移動機構14は、X軸移動機構12と一体で搭載ヘッド10をY軸方向に移動させる。又、搭載ヘッド10は、吸着ノズル10AをZ軸方向に昇降可能に移動させるZ軸移動機構を備えていると共に、吸着ノズル10Aをノズル軸(吸着軸)を中心に回転させるθ軸回転機構を備えている。又、搭載ヘッド10には、基板S上に形成された基板マークを撮像する基板認識カメラ16が、支持部材を介して取付けられている。又、部品供給部3の側部には、吸着ノズル10Aに吸着された部品を下方から撮像する部品認識カメラ18が配置されている。
The
上記のような電子部品実装装置においては、チップ等の電子部品を搭載ヘッドが有する吸着ノズルで吸着保持した後、位置決めされているプリント基板等の基板上に搭載することが行われている。 In the electronic component mounting apparatus as described above, an electronic component such as a chip is sucked and held by a suction nozzle included in a mounting head, and then mounted on a substrate such as a positioned printed board.
又、このように基板上に種々の電子部品を搭載可能とするために、対応する電子部品を上記吸着ノズルで吸着保持できるように、テープフィーダ等の複数の部品供給装置を前記部品供給部3に配列装着し、それぞれのピックアップ位置に電子部品を供給する方法が採用されている。なお、以下には、搭載ヘッド、吸着ノズル及び電子部品をそれぞれ、単にヘッド、ノズル及び部品とも記す。
In order to mount various electronic components on the substrate in this way, a plurality of component supply devices such as a tape feeder are provided in the
近年部品の極小化が進み、部品供給装置からの吸着時や基板上への部品搭載時にノズルが部品へ与える荷重低減が求められている。また、一方ではフリップチップのフラクサ(フラックス)転写時や基板上への搭載時にノズルが部品へ与える荷重の制御(ある一定荷重で一定時間ノズルにより部品を押付ける)が求められている。更に、市場からはタクトアップ(時間あたりの部品搭載点数の増大)が求められており、ヘッドに装着するノズルが増える多ノズル化の傾向があり、加えてヘッド自体もタクトアップの目的で1マシンあたりのヘッドが増える多ヘッド化の傾向もある。 In recent years, miniaturization of parts has progressed, and reduction of the load applied to the parts by the nozzle when adsorbed from a part supply apparatus or mounted on a board is required. On the other hand, it is required to control the load applied to the component by the nozzle when the flip chip fluxer (flux) is transferred or mounted on the substrate (the component is pressed by the nozzle for a certain time under a certain load). In addition, the market demands tact-up (increase in the number of parts mounted per hour), and there is a tendency to increase the number of nozzles to be mounted on the head. In addition, the head itself is one machine for tact-up purposes. There is also a tendency to increase the number of heads per head.
ノズルが部品へ与える荷重制御技術の一例としては、各ノズルに荷重センサを配置して部品にノズルが与えた荷重をノズル毎に測定し、その結果からノズル昇降機構(Z軸)の動作を制御して荷重を制御する方法が特許文献1に開示されている。 As an example of load control technology applied to parts by nozzles, load sensors are placed on each nozzle, the load applied to the parts by the nozzles is measured for each nozzle, and the operation of the nozzle lifting mechanism (Z-axis) is controlled from the results. A method of controlling the load is disclosed in Patent Document 1.
ノズルが部品へ与える荷重制御技術の他一例としては、部品が搭載される基板を支持している側に荷重センサを配置して部品にノズルが与えた荷重を基板を介して測定し、その結果からノズル昇降機構(Z軸)の動作を制御して荷重を制御する方法が特許文献2に開示されている。 As another example of the load control technology that the nozzle gives to the component, a load sensor is arranged on the side supporting the substrate on which the component is mounted, and the load applied by the nozzle to the component is measured via the substrate. Discloses a method for controlling the load by controlling the operation of the nozzle lifting mechanism (Z-axis).
しかしながら特許文献1の荷重制御技術には、各ノズルに荷重センサを配置し、部品にノズルが与えた荷重をノズル毎に測定することになるため、ノズルの数だけ荷重センサを配置する必要があることから、多ノズル化されたヘッドの場合にはその構造を複雑にし、ヘッドの軽量化やサイズの縮小化を妨げ、更には故障になる確率も増えるためにヘッド交換等のメンテ性も悪化することとなる。 However, in the load control technique of Patent Document 1, a load sensor is arranged for each nozzle, and the load applied to the component by the nozzle is measured for each nozzle. Therefore, it is necessary to arrange the load sensors as many as the number of nozzles. Therefore, in the case of a multi-nozzle head, the structure is complicated, the weight of the head is reduced and the size is reduced, and the probability of failure is also increased, so the maintainability such as head replacement also deteriorates. It will be.
又、特許文献2の荷重制御技術の場合は、荷重センサが基板支持側に配置されているため、荷重センサの数が最低3個あればよいため多ノズル化の影響は受けないが、ノズルが部品へ与えている荷重は基板上へ部品を搭載している時しか測定出来ないため、他の荷重制御が出来ない。例えば、部品吸着時やフラクサ転写時の荷重は測定出来ないため、その際の荷重制御は不可能となる。ただし、部品吸着部の支持側やフラクサの支持側にも荷重センサを配置すれば、部品吸着時やフラクサ転写時の荷重制御も可能にはなるが、それぞれの支持側に荷重センサを取付けることは、一般に部品吸着の使用数が多く、しかも頻繁に部品供給装置を表面実装機に脱着する必要があることから実用的ではない。 In the case of the load control technique of Patent Document 2, since the load sensor is arranged on the substrate support side, it is sufficient that the number of load sensors is at least three. Since the load applied to the component can be measured only when the component is mounted on the board, other load control cannot be performed. For example, since the load at the time of component adsorption or fluxer transfer cannot be measured, the load control at that time becomes impossible. However, if load sensors are arranged on the support side of the component suction part and the support side of the fluxer, it is possible to control the load at the time of component suction and fluxer transfer, but it is not possible to attach a load sensor to each support side. In general, it is not practical because the number of components used is large and the component supply device needs to be frequently attached to and detached from the surface mounter.
本発明は、前記従来の問題点を解決するために、多ノズル化されたヘッドの場合でも、構造を複雑にすることなく、ヘッドの軽量化や縮小化を妨げることのないヘッドユニットを備えた表面実装装置を提供することを課題とする。 In order to solve the above-described conventional problems, the present invention includes a head unit that does not obstruct the weight reduction or reduction of the head without complicating the structure even in the case of a multi-nozzle head. It is an object to provide a surface mounting apparatus.
本発明は、水平方向の一軸に案内移動されるヘッドプレートと、該ヘッドプレートに固定された搭載ヘッドとを有するヘッドユニットを備えた表面実装装置において、搭載ヘッドとヘッドプレートとの間に垂直方向の荷重を測定する荷重センサを介設していると共に、前記ヘッドプレートの背面には、前記一軸の方向に延びる一対のレールにそれぞれ案内されるリニアガイドが対向配置され、且つ、前記ヘッドプレートの前面には、前記搭載ヘッドが前記荷重センサを間に介在させて固定されていることにより、前記課題を解決したものである。 The present invention relates to a surface mounting apparatus having a head unit having a head plate guided and moved in one horizontal axis and a mounting head fixed to the head plate, and a vertical direction between the mounting head and the head plate. A linear sensor guided by a pair of rails extending in the direction of the one axis is opposed to the back surface of the head plate, and a load sensor for measuring the load of the head plate is provided. The mounting head is fixed to the front surface with the load sensor interposed therebetween, thereby solving the problem.
本発明は、又、前記搭載ヘッドを前記ヘッドプレートに少なくとも3箇所で固定し、各固定箇所に荷重センサを介設するようにしてもよい。 In the present invention, the mounting head may be fixed to the head plate at at least three locations, and a load sensor may be interposed at each fixed location.
本発明は、又、前記搭載ヘッドを前記ヘッドプレートに、対向配置されたリニアガイドを介して垂直方向に移動可能に固定し、リニアガイド間の中心位置に荷重センサを介設するようにしてもよい。 According to the present invention, the mounting head is fixed to the head plate so as to be movable in a vertical direction via linear guides arranged opposite to each other, and a load sensor is provided at a central position between the linear guides. Good.
本発明によれば、水平方向に案内移動されるヘッドプレートに、垂直方向の荷重を検出可能な荷重センサを介して搭載ヘッドを固定するようにしたので、該搭載ヘッドに装着される吸着ノズルの数の如何に拘わらず、構造を複雑にすることなく電子部品の搭載時はもとより、吸着時にも正確に荷重制御することが可能となる。 According to the present invention, since the mounting head is fixed to the head plate guided and moved in the horizontal direction via the load sensor capable of detecting the load in the vertical direction, the suction nozzle mounted on the mounting head is fixed. Regardless of the number, it is possible to accurately control the load not only when the electronic component is mounted but also when attracted, without complicating the structure.
以下、図面を参照して、本発明の実施の形態について詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
本発明に係る第1実施形態の表面実装装置は、ヘッドユニットを除き、基本的な構成は前記図1に示したものと同一である。 The surface mounting apparatus according to the first embodiment of the present invention has the same basic configuration as that shown in FIG. 1 except for the head unit.
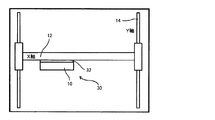
一般的にヘッドユニット30は、図2に上から見たX軸とY軸との関係を、図3に分解した状態をそれぞれ示すように、ヘッドプレート32、搭載ヘッド10等で構成されている。
In general, the
ヘッドプレート32は、X軸方向に移動可能なようにX軸移動機構12のレール12Aにリニアガイド36を介して固定されていると共に、Y軸移動機構14によりY軸方向へも、図示しないベルトやボールねじやリニアモータ等で駆動されるようになっている。
The
本実施形態では、このヘッド10とヘッドプレート32との間に上下方向の荷重を測定出来る荷重センサを介在させ、これにヘッド10の全荷重がかかるようにヘッドをヘッドプレート32に固定する。
In the present embodiment, a load sensor capable of measuring a load in the vertical direction is interposed between the
ここでは、図4に示すように荷重センサ40として水晶圧電式力センサを使用している。図には、ヘッド10を固定ねじ42で固定した状態を1箇所のみ示してあるが、全体としては4箇所固定し、各固定位置に荷重センサ40を取付けている。従って、各荷重センサ40にかかる荷重を合算すると、ヘッド10の質量+ヘッド10が与えた荷重が測定出来る。
Here, a quartz piezoelectric force sensor is used as the load sensor 40 as shown in FIG. In the figure, the state in which the
ヘッド質量を予め測定しておいて荷重センサ40の合算値からヘッド質量を引けば、ヘッドが与えた荷重が計算出来る。例えば、全荷重センサの合算値が5.1kgでヘッド質量が5kgだった場合、ヘッド10が与えた荷重は0.1kgとなる。
If the head mass is measured in advance and the head mass is subtracted from the total value of the load sensor 40, the load applied by the head can be calculated. For example, when the total value of all load sensors is 5.1 kg and the head mass is 5 kg, the load applied by the
なお、この荷重センサ(水晶圧電式力センサ)40としては、固定ねじ42の軸方向の圧縮力Fzに感応する水晶素子以外に、面方向のせん断力(Fx、Fy)に感応する2つの水晶素子を組合せた3成分力センサを有効に利用できる。 As the load sensor (quartz piezoelectric force sensor) 40, in addition to the quartz element sensitive to the axial compression force Fz of the fixing screw 42, two quartz crystals sensitive to the surface shearing force (Fx, Fy) are used. A three-component force sensor combining elements can be used effectively.
一般に、ヘッド10は、ノズル10Aの配置はX軸(またはY軸)に平行に一列に並んだパラレルヘッド(図3では6本のノズル10Aが並列している)と、例えば特開2005−26723号公報に開示されているような回転軸を中心に円弧上にノズルが配置されたロータリヘッドの2種類に分けられる。本実施形態ではパラレルヘッドを採用しているが、ロータリヘッドにも適用できる。
In general, the
パラレルヘッドでは通常、部品吸着時はタクトUPのためにノズルが同時に部品吸着し、部品搭載は各ノズル個別に実施することができる。またロータリヘッドでは通常、部品吸着も部品搭載も各ノズル個別に実施する。 Normally, in the parallel head, when picking up the components, the nozzles pick up the components at the same time for tact UP, and the component mounting can be performed for each nozzle individually. Also, in the rotary head, component suction and component mounting are usually performed for each nozzle individually.
各ノズルが個別に動作し部品に荷重を与えているノズルがひとつであれば、その部品に与える荷重はそのノズルの昇降機構(Z軸)の動作を制御することにより荷重を制御出来る。ただし、複数のノズルが同時に荷重を与えるパラレルヘッドを使用する各ノズル同時部品吸着時には、各ノズルが与えている個別の荷重は計算出来ず、荷重の総和しか計算出来ないために荷重制御は出来ない。 If each nozzle individually operates and applies a load to a component, the load applied to the component can be controlled by controlling the operation of the lifting mechanism (Z axis) of the nozzle. However, when using a parallel head where multiple nozzles apply load at the same time, when simultaneously picking up each nozzle component, the individual load applied by each nozzle cannot be calculated, and only the sum of the loads cannot be calculated, so load control cannot be performed. .
フリップチップの場合は、部品吸着は部品に傷をつけたりしないように吸着出来れば良く、部品搭載はある一定荷重で搭載するために荷重制御が求められることが多い。そのため、パラレルヘッドの各ノズル同時部品吸着時のように荷重制御が出来なくても問題にはならない。 In the case of a flip chip, it is only necessary that the component suction can be performed without damaging the component, and in order to mount the component with a certain load, load control is often required. Therefore, there is no problem even if the load control cannot be performed as in the simultaneous suction of each nozzle of the parallel head.
また、その際にはノズルとして、図5に示すように吸着部Nによる衝撃力を低減する目的でばねSを使用している構造を採用し、さらに、部品吸着時のノズル下降速度を制御してノズルが部品に当たる際に傷をつけないように対策してもよい。 In this case, the nozzle employs a structure that uses a spring S for the purpose of reducing the impact force by the suction portion N as shown in FIG. 5, and further controls the nozzle lowering speed during component suction. Thus, measures may be taken so as not to damage the nozzle when it hits the part.
もしパラレルヘッドにおいて部品吸着時の荷重制御が必要な部品がある場合は、その部品を吸着するノズルの昇降動作を別のノズルの昇降動作とは同時に実施せずに、分けて実施することによって荷重制御が必要な部品のみの荷重制御も可能となる。 If there is a part that needs load control at the time of picking up a part in the parallel head, the load by lifting and lowering the nozzle that picks up the part is not performed at the same time as the lifting and lowering action of another nozzle. Load control of only the parts that need to be controlled is also possible.
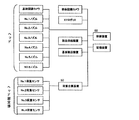
以下に制御方法を説明する。本実施形態では、図6にあるような制御構成になっており、前述した如く、ヘッド10にはNo.1〜No.6の6本のノズル10Aが配置されていて、該ヘッド10はヘッドプレート(図中、ヘッド固定部)32に4箇所で固定され、各固定位置にNo.1〜No.4の荷重センサ40が介設されている。荷重合算装置50は4個の荷重センサ40の測定値を合算して合算値を制御装置60へ送っている。
The control method will be described below. In this embodiment, the control configuration is as shown in FIG. 6, and as described above, the six nozzles 10A of No. 1 to No. 6 are arranged in the
次に、図7のフローチャートを参照しながら制御の流れを説明する。 Next, the flow of control will be described with reference to the flowchart of FIG.
ノズルを吸着位置や搭載位置やフラクサ転写位置等の荷重制御実施位置へ移動する(ステップ1)。移動完了し整定後に荷重合算装置50でヘッド質量を測定する(ステップ2)。記憶装置からノズルが部品へ与える目標荷重とその荷重をかけておく時間を読み出す(ステップ3)。ノズル昇降装置で荷重合算装置50の測定値が目標荷重+ヘッド質量に到達するまでノズル10Aを下降する(ステップ4)。目標荷重に到達したらノズル10Aの下降を停止し(ステップ6)、荷重をかける時間その荷重を保持する(ステップ7)。その後、ノズル昇降機構でノズルを上昇して荷重制御を終了する(ステップ8)。
The nozzle is moved to a load control execution position such as a suction position, a mounting position, and a fluxer transfer position (step 1). After the movement is completed and set, the head mass is measured by the load adding device 50 (step 2). The target load that the nozzle applies to the component and the time for which the load is applied are read from the storage device (step 3). The
以上詳述した本実施形態によれば、ヘッド10とヘッドプレート32との間に荷重センサ(水晶圧電式力センサ)40を挟んでヘッドを固定するだけで、ヘッド構造の複雑化やメンテ性の悪化がなく、また、ヘッド10の軽量化やサイズの縮小化を妨げずにノズル10Aが部品へ与える荷重制御が可能となる。また同時に、部品吸着、フラクサ転写、部品搭載等のいかなる時でもノズル10Aが部品へ荷重制御することを可能としている。さらに、ヘッド質量が変わらなければ、ノズルの配置や数が変わろうとどのようなヘッドにおいてもノズルの荷重制御を可能とするため、極めて自由度が高い。高価な荷重センサの使用個数を抑えて、荷重制御を容易に実現し、さらに、タクトアップの要求に対してもほとんど影響を与えない。
According to the present embodiment described in detail above, the head structure is complicated and maintainable only by fixing the head by sandwiching the load sensor (quartz piezoelectric force sensor) 40 between the
図8には、第2実施形態の要部の特徴を示し、前記図4に示した第1実施形態の荷重センサ40としての水晶圧電式力センサの代りにロードセル44を介設したものに相当し、それ以外は同一である。ここでは便宜上、上下の2箇所のロードセル44が示されており、このロードセル44としては、せん断受感形(ビーム型)を利用できる。 FIG. 8 shows the characteristics of the main part of the second embodiment, which corresponds to a structure in which a load cell 44 is provided instead of the quartz piezoelectric force sensor as the load sensor 40 of the first embodiment shown in FIG. The rest is the same. Here, for convenience, two upper and lower load cells 44 are shown. As the load cells 44, a shear-sensitive type (beam type) can be used.
図9は第3実施形態のヘッドユニット30の特徴を示す、前記図3に相当する斜視図である。
FIG. 9 is a perspective view corresponding to FIG. 3 and showing the features of the
この図に示されるように、本実施形態では、ヘッドプレート32にヘッド10を垂直方向(上下方向)に案内移動可能とするリニアガイド36が左右に対向して配設され、両者間の中心位置に荷重センサとして1つのロードセル44が固定されている。そして、ヘッド10をロードセル44に当接した状態で、その左右位置を左右のリニアガイド36に、図示しないねじでそれぞれ固定してヘッドユニット30とする。
As shown in this figure, in this embodiment, a linear guide 36 that allows the
このようにすることにより、ノズル10Aに荷重が加わったときのヘッド10の動きは上下方向に規制されるため、1つのロードセル(荷重センサ)44によりヘッド全体の荷重を測定することができる。
By doing so, since the movement of the
なお、前記第1、第2実施形態では、ヘッドプレート32に対するヘッド10の固定箇所が4つの場合を示したが、ヘッド10の垂直面を規定できればよいので3箇所以上であればよい。又、荷重センサについてはロードセルや圧電素子以外であってもよく、使用できるものであれば特に種類を問わない。
In the first and second embodiments, the case where the
10…搭載ヘッド(ヘッド)
10A…吸着ノズル(ノズル)
30…ヘッドユニット
32…ヘッドプレート
36…リニアガイド
40…荷重センサ(水晶圧電式力センサ)
44…ロードセル
10 ... Mounting head (head)
10A ... Suction nozzle (nozzle)
30 ...
44 ... Load cell
Claims (3)
前記ヘッドプレートの背面には、前記一軸の方向に延びる一対のレールにそれぞれ案内されるリニアガイドが対向配置され、且つ、
前記ヘッドプレートの前面には、前記搭載ヘッドが前記荷重センサを間に介在させて固定されていることを特徴とする表面実装装置。 In a surface mount device having a head unit having a head plate guided and moved in a horizontal axis and a mounting head fixed to the head plate, a vertical load is measured between the mounting head and the head plate. A load sensor is installed ,
On the back surface of the head plate, linear guides respectively guided by a pair of rails extending in the uniaxial direction are opposed to each other, and
The surface mounting apparatus , wherein the mounting head is fixed to a front surface of the head plate with the load sensor interposed therebetween .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008158943A JP5121590B2 (en) | 2008-06-18 | 2008-06-18 | Surface mount equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008158943A JP5121590B2 (en) | 2008-06-18 | 2008-06-18 | Surface mount equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010003728A JP2010003728A (en) | 2010-01-07 |
| JP5121590B2 true JP5121590B2 (en) | 2013-01-16 |
Family
ID=41585232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008158943A Active JP5121590B2 (en) | 2008-06-18 | 2008-06-18 | Surface mount equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5121590B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6543686B1 (en) * | 2017-12-26 | 2019-07-10 | ミネベアミツミ株式会社 | Load sensor and load sensor integrated multi-axis actuator |
| JP2020020678A (en) * | 2018-08-01 | 2020-02-06 | Thk株式会社 | Actuator load detector |
| DE102020103569B3 (en) * | 2020-02-12 | 2021-07-22 | Asm Assembly Systems Gmbh & Co. Kg | Changing table, placement machine, force measuring unit and method for measuring a placement force |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007088154A (en) * | 2005-09-21 | 2007-04-05 | Juki Corp | Electronic component mounting machine |
-
2008
- 2008-06-18 JP JP2008158943A patent/JP5121590B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010003728A (en) | 2010-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4208155B2 (en) | Mounting head and electronic component mounting apparatus | |
| JP4560682B2 (en) | Conductive ball mounting device | |
| JP2006278714A (en) | Circuit board recognition system, mounting controlling method, component mounting apparatus, and component mounting method | |
| JP6603475B2 (en) | Substrate transport device and electronic component mounting device | |
| KR20030051397A (en) | Electronic component mounting apparatus and electronic component mounting method | |
| JP4330512B2 (en) | Component mounting equipment | |
| JP6154915B2 (en) | Component mounting equipment | |
| KR20050113576A (en) | Flux reservoir and flux transferring method | |
| JP5329308B2 (en) | Electronic component mounting head | |
| JP4455260B2 (en) | Component conveying device, surface mounter and component testing device | |
| JP6219838B2 (en) | Component mounter | |
| JP5121590B2 (en) | Surface mount equipment | |
| JP2004241595A (en) | Component mounting machine | |
| TWI423354B (en) | Conductive ball mounting device | |
| US20060231200A1 (en) | Conductive ball mounting apparatus | |
| KR102208102B1 (en) | Component mounting device and board holding method | |
| JP4316325B2 (en) | Component mounter mount and component mounter | |
| KR20130117191A (en) | Transfering device of processing unit | |
| JP6546664B2 (en) | Rotary head and surface mounter | |
| JP2005311157A (en) | Linear motion mechanism of electronic component mounting device | |
| JP2007318000A (en) | Surface-mounting apparatus | |
| JP5686321B2 (en) | Mounting device, electronic component mounting method, and substrate manufacturing method | |
| JP4415326B2 (en) | Ball mounting device | |
| JP4832112B2 (en) | Electronic component mounting apparatus and electronic component mounting method | |
| JP5521524B2 (en) | Linear motion device and component mounting machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121023 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5121590 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |