JP5111401B2 - 高い収縮率を有する金属の連続鋳造 - Google Patents
高い収縮率を有する金属の連続鋳造 Download PDFInfo
- Publication number
- JP5111401B2 JP5111401B2 JP2008556620A JP2008556620A JP5111401B2 JP 5111401 B2 JP5111401 B2 JP 5111401B2 JP 2008556620 A JP2008556620 A JP 2008556620A JP 2008556620 A JP2008556620 A JP 2008556620A JP 5111401 B2 JP5111401 B2 JP 5111401B2
- Authority
- JP
- Japan
- Prior art keywords
- metal
- dividing wall
- angle
- layer
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 108
- 239000002184 metal Substances 0.000 title claims description 108
- 238000009749 continuous casting Methods 0.000 title 1
- 239000010410 layer Substances 0.000 claims description 97
- 238000005266 casting Methods 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 22
- 239000011247 coating layer Substances 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 9
- 239000011777 magnesium Substances 0.000 claims description 9
- 239000002131 composite material Substances 0.000 claims description 7
- 238000005192 partition Methods 0.000 claims description 7
- 229910052749 magnesium Inorganic materials 0.000 claims description 6
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 2
- SNAAJJQQZSMGQD-UHFFFAOYSA-N aluminum magnesium Chemical compound [Mg].[Al] SNAAJJQQZSMGQD-UHFFFAOYSA-N 0.000 claims 1
- 238000007711 solidification Methods 0.000 description 12
- 230000008023 solidification Effects 0.000 description 12
- 238000001816 cooling Methods 0.000 description 11
- 229910045601 alloy Inorganic materials 0.000 description 10
- 239000000956 alloy Substances 0.000 description 10
- 239000007787 solid Substances 0.000 description 10
- 229910000838 Al alloy Inorganic materials 0.000 description 9
- 239000012792 core layer Substances 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 239000011701 zinc Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 238000005336 cracking Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005058 metal casting Methods 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910001092 metal group alloy Inorganic materials 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000002594 fluoroscopy Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
- B22D7/02—Casting compound ingots of two or more different metals in the molten state, i.e. integrally cast
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/007—Continuous casting of metals, i.e. casting in indefinite lengths of composite ingots, i.e. two or more molten metals of different compositions being used to integrally cast the ingots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
- B22D15/04—Machines or apparatus for chill casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
- B22D21/04—Casting aluminium or magnesium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
- B22D7/12—Appurtenances, e.g. for sintering, for preventing splashing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Description
Claims (14)
- 複合金属インゴットを鋳造するための装置であって、
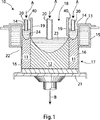
・入り口端部と、排出端開口と、排出端にはまり込み、鋳造の際に金型の軸方向に移動するように構成された可動式底部ブロックと、を有しているおおむね矩形であって端部が開放されている金型空洞、
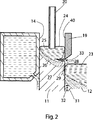
・金型の入り口端部に位置し、前記排出端開口よりも上方を終端としており、入り口端部を少なくとも2つの供給チャンバへと分割している少なくとも1つの被冷却の分割壁、ならびに
・内側層のための金属を前記少なくとも2つの供給チャンバのうちの1つへと供給するための手段、および少なくとも1つの外側層のための別の金属を前記少なくとも2つの供給チャンバのうちのもう1つへと供給するための少なくとも1つの手段
を備えており、
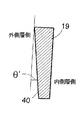
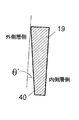
前記少なくとも1つの分割壁が、前記少なくとも1つの外側層のための金属と接触する金属接触面を有しており、該金属接触面が、下方向において前記外側層のための金属から離れるように垂直に対して傾いている角度で配置され、該角度が、前記少なくとも1つの分割壁において、前記矩形の金型空洞の長手方向と同一方向である前記分割壁の長手方向の端部における該角度が前記分割壁の長手方向の中央部における該角度より大きくなるように大きくなっている装置。 - 前記少なくとも1つの外側層のための別の金属を供給するための前記少なくとも1つの手段が、前記金型において前記内側層のための金属を供給するための前記手段よりも高い位置において、前記外側層のための金属を前記金型へと導入するように配置されている請求項1に記載の装置。
- 前記少なくとも1つの分割壁の該分割壁の長手方向の端部における前記角度が、該分割壁の長手方向の中央部における前記角度の少なくとも2倍である請求項1に記載の装置。
- 前記少なくとも1つの分割壁の前記角度が、前記分割壁の長手方向の端部において少なくとも3°であり、前記分割壁の長手方向の中央部において2°以下である請求項1に記載の装置。
- 前記少なくとも1つの分割壁の前記角度が、前記分割壁の長手方向の端部において3〜7°の範囲にあり、前記分割壁の長手方向の中央部において1〜2°の範囲にある請求項1に記載の装置。
- 前記分割壁が、該分割壁の長手方向の端部より長い該分割壁の長手方向の中央部を有しており、前記角度が、前記中央部においては一定のままである請求項1に記載の装置。
- 純粋なアルミニウムよりも高い収縮率を有する溶融金属の供給源が、前記内側層のための金属を供給するための前記手段へと接続されている請求項1に記載の装置。
- 前記溶融金属の供給源が、少なくとも2.5重量%のMgを含んでいるアルミニウム‐マグネシウム合金の供給源である請求項7に記載の装置。
- 前記少なくとも1つの別の金属を供給するための前記手段へと接続された溶融金属の供給源を備えており、該溶融金属が、前記内側層へと供給される前記金属よりも低い収縮率を有する金属である請求項1に記載の装置。
- 複合インゴットを鋳造する方法であって、
・複合金属インゴットを鋳造するための装置であって、入り口端部と、排出端開口と、排出端にはまり込み、鋳造の際に金型の軸方向に移動するように構成された可動式底部ブロックと、金型の入り口端部に位置し、前記排出端開口よりも上方を終端としており、入り口端部を内側層および少なくとも1つの外側層を鋳造するための少なくとも2つの供給チャンバへと分割している少なくとも1つの被冷却の分割壁と、を有しているおおむね矩形であって端部が開放されている金型空洞を備えており、
前記少なくとも1つの分割壁が、前記少なくとも1つの外側層のために導入される金属に接触する金属接触面を有しており、該金属接触面が、下方向において前記外側層のための金属から離れるように垂直に対して傾いている角度で配置され、該角度が、前記少なくとも1つの分割壁において、前記矩形の金型空洞の長手方向と同一方向である前記分割壁の長手方向の端部における該角度が前記分割壁の長手方向の中央部における該角度より大きくなるように大きくなっている装置を用意するステップ、
・内側層のための金属を、前記少なくとも2つの供給チャンバのうちの1つへと供給するステップ、
・少なくとも1つの外側層のための別の金属を、前記供給チャンバのうちの少なくとも別の1つへと供給するステップ、および
・前記底部ブロックを前記金型の軸方向に移動させ、インゴットを前記装置の前記排出端開口から出現できるようにするステップ
を含んでいる方法。 - 前記内側層のための金属が、純粋なアルミニウムよりも高い収縮率を有する金属である請求項10に記載の方法。
- 前記内側層のための金属が、前記少なくとも1つの外側層のための金属よりも高い収縮率を有している請求項10に記載の方法。
- 前記少なくとも1つの外側層のための前記別の金属が、前記内側層のための前記金属を導入するために選択された位置よりも高い前記金型内の位置において、前記金型へと導入される請求項10に記載の方法。
- 直接チル鋳造装置であって、おおむね矩形の金型空洞と、該装置に少なくとも2つのチャンバを形成するための少なくとも1つの分割壁とを有している直接チル鋳造装置において、ある金属で作られる内側層と、別の金属からなる少なくとも1つの金属被覆層とを鋳造する方法であって、
前記内側層の金属が前記少なくとも1つの外側層の金属よりも高い収縮率を有し、
前記少なくとも1つの分割壁を、前記少なくとも1つの外側層のために供給される金属に接するが、該少なくとも1つの外側層のために供給される金属から下方向において離れるように傾くような角度で垂直に対して傾けること、および
該角度を、前記少なくとも1つの分割壁において、前記矩形の金型空洞の長手方向と同一方向である前記分割壁の長手方向の端部における該角度が前記分割壁の長手方向の中央部における該角度より大きくなるように大きくすること、
を含んでいる方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US77791406P | 2006-03-01 | 2006-03-01 | |
| US60/777,914 | 2006-03-01 | ||
| PCT/CA2007/000309 WO2007098583A1 (en) | 2006-03-01 | 2007-02-28 | Sequential casting metals having high co-efficients of contraction |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009528169A JP2009528169A (ja) | 2009-08-06 |
| JP5111401B2 true JP5111401B2 (ja) | 2013-01-09 |
Family
ID=38458609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008556620A Active JP5111401B2 (ja) | 2006-03-01 | 2007-02-28 | 高い収縮率を有する金属の連続鋳造 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US7748434B2 (ja) |
| EP (1) | EP2007535B1 (ja) |
| JP (1) | JP5111401B2 (ja) |
| KR (1) | KR101317977B1 (ja) |
| CN (1) | CN101394958B (ja) |
| AU (1) | AU2007219664B2 (ja) |
| BR (1) | BRPI0708261A2 (ja) |
| CA (1) | CA2640947C (ja) |
| ES (1) | ES2437863T3 (ja) |
| NO (1) | NO20084142L (ja) |
| RU (1) | RU2416485C2 (ja) |
| WO (1) | WO2007098583A1 (ja) |
| ZA (1) | ZA200807145B (ja) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2279815B1 (en) * | 2003-06-24 | 2016-12-28 | Novelis, Inc. | Method for casting composite ingot |
| US7377304B2 (en) * | 2005-07-12 | 2008-05-27 | Alcoa Inc. | Method of unidirectional solidification of castings and associated apparatus |
| US7617864B2 (en) * | 2006-02-28 | 2009-11-17 | Novelis Inc. | Cladding ingot to prevent hot-tearing |
| US7762310B2 (en) * | 2006-04-13 | 2010-07-27 | Novelis Inc. | Cladding superplastic alloys |
| CN101646514A (zh) * | 2007-02-28 | 2010-02-10 | 诺维尔里斯公司 | 通过直接冷硬铸造共铸金属 |
| CN101795791B (zh) * | 2007-08-29 | 2012-07-11 | 诺维尔里斯公司 | 具有相同或相似收缩系数的金属的连续铸造 |
| US8448690B1 (en) | 2008-05-21 | 2013-05-28 | Alcoa Inc. | Method for producing ingot with variable composition using planar solidification |
| EP2303490B1 (en) * | 2008-07-31 | 2016-04-06 | Novelis, Inc. | Sequential casting of metals having similar freezing ranges |
| US20100124668A1 (en) * | 2008-11-14 | 2010-05-20 | Alok Kumar Gupta | Composite aluminum tread plate sheet |
| WO2010071981A1 (en) * | 2008-12-23 | 2010-07-01 | Novelis Inc. | Clad can stock |
| CA2744616C (en) * | 2008-12-23 | 2013-05-28 | Novelis Inc. | Clad metal sheet and heat exchanger tubing etc. made therefrom |
| US20100159266A1 (en) * | 2008-12-23 | 2010-06-24 | Karam Singh Kang | Clad can body stock |
| US20100227191A1 (en) * | 2009-01-29 | 2010-09-09 | Brown Mckay C | Score line corrosion protection for container end walls |
| US20100316887A1 (en) * | 2009-06-16 | 2010-12-16 | Horst Dwenger | Sheet product having an outer surface optimized for anodization |
| CN103168110A (zh) | 2010-09-08 | 2013-06-19 | 美铝公司 | 改进的铝-锂合金及其生产方法 |
| JP2012086250A (ja) * | 2010-10-20 | 2012-05-10 | Toyota Motor Corp | アルミニウム合金クラッド材の製造方法 |
| EP2655988B1 (en) | 2010-12-22 | 2018-01-10 | Novelis, Inc. | Solar energy absorber unit and solar energy device containing same |
| CN103658571B (zh) * | 2012-09-04 | 2016-01-06 | 中国兵器科学研究院宁波分院 | 一种层状复合材料半连铸结晶器 |
| CA2971596C (en) | 2014-12-22 | 2020-10-20 | Novelis Inc. | Clad sheets for heat exchangers |
| BR112018007354B1 (pt) | 2015-10-15 | 2022-05-03 | Novelis Inc | Liga de alumínio, chapa metálica de múltiplas camadas, e uso de produto de chapa metálica |
| CN106180603A (zh) * | 2016-08-30 | 2016-12-07 | 中国重型机械研究院股份公司 | 镁合金板坯铸造结晶器 |
| CA3057585C (en) | 2017-03-23 | 2023-01-03 | Novelis Inc. | Casting recycled aluminum scrap |
| PL3461267T3 (pl) | 2017-03-30 | 2022-05-09 | Novelis Inc. | Poprawa chropowatości powierzchni folii polimerowych |
| EP4056364B1 (en) | 2017-04-24 | 2023-12-13 | Novelis, Inc. | Clad aluminium alloy products and methods of making the same |
| CN107127312B (zh) * | 2017-06-07 | 2022-11-22 | 山东钢铁股份有限公司 | 一种生产复合连铸坯的设备及方法 |
| CA3070005C (en) | 2017-08-21 | 2023-01-03 | Novelis Inc. | Aluminum alloy products having selectively recrystallized microstructure and methods of making |
| JP7041257B2 (ja) | 2017-10-23 | 2022-03-23 | ノベリス・インコーポレイテッド | 反応性クエンチング溶液および使用方法 |
| CN108526425B (zh) * | 2018-03-30 | 2020-09-01 | 鞍钢股份有限公司 | 一种复合金属连铸装置及连铸方法 |
| EP4234752A3 (en) | 2018-07-23 | 2023-12-27 | Novelis, Inc. | Methods of making highly-formable aluminum alloys and aluminum alloy products thereof |
| CN109465410A (zh) * | 2018-12-21 | 2019-03-15 | 西南铝业(集团)有限责任公司 | 一种高锌变形铝合金大圆铸锭的生产工艺 |
| BR112021013018A2 (pt) | 2019-02-13 | 2021-09-14 | Novelis Inc. | Produtos de metal fundido com alta circularidade de grãos |
| US11203801B2 (en) | 2019-03-13 | 2021-12-21 | Novelis Inc. | Age-hardenable and highly formable aluminum alloys and methods of making the same |
| WO2021183212A2 (en) | 2020-01-21 | 2021-09-16 | Novelis Inc. | Aluminum alloys and coated aluminum alloys with high corrosion resistance and methods of making the same |
| CA3185636A1 (en) | 2020-06-10 | 2021-12-16 | Novelis Inc. | Aluminum alloy pretreatment with phosphorus-containing organic acids for surface modification |
| US20230256503A1 (en) | 2020-10-01 | 2023-08-17 | Novelis Inc. | Direct chill cast aluminum ingot with composition gradient for reduced cracking |
| KR20240058902A (ko) | 2021-09-09 | 2024-05-03 | 노벨리스 인크. | 낮은 로핑을 갖는 알루미늄 합금 물품 및 이의 제조 방법 |
| CA3228948A1 (en) | 2021-09-24 | 2023-03-30 | Novelis Inc. | Surface treatment of metal substrates simultaneous with solution heat treatment or continuous annealing |
| WO2023244770A1 (en) | 2022-06-17 | 2023-12-21 | Novelis Inc. | Recycled aluminum alloys for use in current collectors in lithium-ion batteries |
| CN115319035B (zh) * | 2022-08-19 | 2023-10-31 | 眉山市博眉启明星铝业有限公司 | 一种铝锭连铸生产线浇铸装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3212142A (en) | 1962-02-15 | 1965-10-19 | Reynolds Metals Co | Continuous casting system |
| US3353934A (en) * | 1962-08-14 | 1967-11-21 | Reynolds Metals Co | Composite-ingot |
| JPS5231814B1 (ja) * | 1970-12-08 | 1977-08-17 | ||
| US3717197A (en) * | 1971-01-15 | 1973-02-20 | Mannesmann Ag | Mold for continuous casting of slab ingots |
| US4567936A (en) * | 1984-08-20 | 1986-02-04 | Kaiser Aluminum & Chemical Corporation | Composite ingot casting |
| JPS62104625A (ja) * | 1985-10-31 | 1987-05-15 | Kawasaki Steel Corp | 2層クラツド金属板の反り矯正方法 |
| ATE250476T1 (de) | 1996-12-03 | 2003-10-15 | Corus Aluminium Walzprod Gmbh | Mehrschichtige metallverbundwerkstoffe hergestellt durch stranggiessen von metallverbundsträngen |
| IT1293817B1 (it) * | 1997-08-04 | 1999-03-10 | Giovanni Arvedi | Lingottiera per la colata continua di bramme d'acciaio a contatto migliorato |
| US6158498A (en) * | 1997-10-21 | 2000-12-12 | Wagstaff, Inc. | Casting of molten metal in an open ended mold cavity |
| US6705384B2 (en) * | 2001-10-23 | 2004-03-16 | Alcoa Inc. | Simultaneous multi-alloy casting |
| EP2279815B1 (en) * | 2003-06-24 | 2016-12-28 | Novelis, Inc. | Method for casting composite ingot |
| US7617864B2 (en) | 2006-02-28 | 2009-11-17 | Novelis Inc. | Cladding ingot to prevent hot-tearing |
| US7762310B2 (en) | 2006-04-13 | 2010-07-27 | Novelis Inc. | Cladding superplastic alloys |
-
2007
- 2007-02-28 EP EP07710655.7A patent/EP2007535B1/en active Active
- 2007-02-28 CN CN2007800073034A patent/CN101394958B/zh active Active
- 2007-02-28 KR KR1020087023952A patent/KR101317977B1/ko active IP Right Grant
- 2007-02-28 ES ES07710655.7T patent/ES2437863T3/es active Active
- 2007-02-28 BR BRPI0708261-4A patent/BRPI0708261A2/pt not_active Application Discontinuation
- 2007-02-28 WO PCT/CA2007/000309 patent/WO2007098583A1/en active Application Filing
- 2007-02-28 US US11/712,672 patent/US7748434B2/en active Active
- 2007-02-28 RU RU2008138425/02A patent/RU2416485C2/ru active
- 2007-02-28 JP JP2008556620A patent/JP5111401B2/ja active Active
- 2007-02-28 AU AU2007219664A patent/AU2007219664B2/en not_active Ceased
- 2007-02-28 ZA ZA200807145A patent/ZA200807145B/xx unknown
- 2007-02-28 CA CA2640947A patent/CA2640947C/en active Active
-
2008
- 2008-10-01 NO NO20084142A patent/NO20084142L/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| EP2007535A4 (en) | 2010-07-14 |
| CA2640947A1 (en) | 2007-09-07 |
| ZA200807145B (en) | 2009-12-30 |
| EP2007535A1 (en) | 2008-12-31 |
| CN101394958B (zh) | 2011-12-21 |
| RU2416485C2 (ru) | 2011-04-20 |
| AU2007219664A1 (en) | 2007-09-07 |
| JP2009528169A (ja) | 2009-08-06 |
| WO2007098583A1 (en) | 2007-09-07 |
| ES2437863T3 (es) | 2014-01-14 |
| RU2008138425A (ru) | 2010-04-10 |
| CN101394958A (zh) | 2009-03-25 |
| NO20084142L (no) | 2008-11-26 |
| KR20080104168A (ko) | 2008-12-01 |
| CA2640947C (en) | 2011-09-20 |
| BRPI0708261A2 (pt) | 2011-05-24 |
| EP2007535B1 (en) | 2013-09-04 |
| US7748434B2 (en) | 2010-07-06 |
| AU2007219664B2 (en) | 2011-03-17 |
| KR101317977B1 (ko) | 2013-10-14 |
| US20070215313A1 (en) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5111401B2 (ja) | 高い収縮率を有する金属の連続鋳造 | |
| US7882887B2 (en) | Sequential casting of metals having the same or similar co-efficients of contraction | |
| JP5298076B2 (ja) | 複合インゴットのキャスティング方法 | |
| JP4655994B2 (ja) | アルミニウムの竪型連続鋳造装置およびこの鋳造装置を用いた竪型連続鋳造方法 | |
| Rajagukguk et al. | The Start-Up Phase of Aluminum Billet Production Using Direct Chill Casting | |
| JPH09225593A (ja) | 角ビレットの連続鋳造用鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120423 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121009 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5111401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |