JP5058552B2 - 積層造形装置と積層造形方法 - Google Patents
積層造形装置と積層造形方法 Download PDFInfo
- Publication number
- JP5058552B2 JP5058552B2 JP2006279254A JP2006279254A JP5058552B2 JP 5058552 B2 JP5058552 B2 JP 5058552B2 JP 2006279254 A JP2006279254 A JP 2006279254A JP 2006279254 A JP2006279254 A JP 2006279254A JP 5058552 B2 JP5058552 B2 JP 5058552B2
- Authority
- JP
- Japan
- Prior art keywords
- data
- modeling
- shape
- dividing
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 239000000654 additive Substances 0.000 title claims description 35
- 230000000996 additive effect Effects 0.000 title claims description 35
- 238000006243 chemical reaction Methods 0.000 claims description 147
- 238000000034 method Methods 0.000 claims description 67
- 238000012545 processing Methods 0.000 claims description 39
- 238000011960 computer-aided design Methods 0.000 description 17
- 239000011347 resin Substances 0.000 description 13
- 229920005989 resin Polymers 0.000 description 13
- 239000007788 liquid Substances 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images










Description
いずれの積層造形技術でも、積層造形装置の動作を制御するために造形用データを必要とする。造形用データ作成部で作成された造形用データに基づいて3次元形状を造形する積層造形装置が、例えば特許文献1に開示されている。
例えば厚みが0.1mmの断面形状を積層して高さ100mmの物体を造形する場合を想定する。この場合、1000枚の断面を積層することになる。断面に対して積層開始方向から順に番号をつけると、1から1000番までの断面が存在する。造形用データ作成部では、断面毎に造形用データに変換する必要がある。従来のデータ変換装置は、1台のデータ変換用のPCを用いてデータ変換処理を行っており、データ変換処理時間が長くなってしまう。
この積層造形装置によると、各変換手段には、各部分形状データの一つを入力すればよい。部分形状データのデータ量は、全体形状データのデータ量よりも小さく、データ通信時間を短縮化することができる。
また、複数の変換手段によって並列にデータ処理するために、処理時間が短縮化される。
さらに、この積層造形装置では、どの変換手段でどの断面を処理するのかが最初からわかっている。例えば前記に例示したように、1番から1000番までの断面がある場合、第1変換手段で1番から200番までの断面について造形用データに変換し、以下同様に、第5変換手段で801番から1000番までの断面について造形用データに変換することが事前にわかっている。このために、1つの断面でのデータ処理が終了するたびに、処理結果をマザーコンピュータに通信する必要がなく、データ通信時間が大幅に短縮化される。なお、複数台の変換手段には、データを変換するPC等の端末が複数台並列に用いられている場合と、物理的には1台の端末装置の中に複数の変換手段(CPU)が並列に用いられている場合の双方を含む。
データ処理に際して、隣接する断面の情報を必要とする場合がある。例えば、200番の断面を処理するために、198番から202番までの断面の情報を必要とする場合がある。この場合、1番から200番断面までを処理する第1変換手段に、1番断面から202番断面に関係する3角パッチを示すデータを入力し、201番から400番断面までを処理する第2変換手段に、199番断面から402番断面に関係する3角パッチを示すデータを入力することが好ましい。その場合、199番断面から202番断面に関係する3角パッチを示すデータは、第1変換手段と第2変換手段の双方に入力される。
この積層造形方法によると、変換手段に必要なデータを入力するのに要する時間を短縮し、かつ、データ変換にかかる時間を短縮することができる。
また、部分形状データの単位に分割する工程は、各部分の積層方向の厚さが略均等となるように複数の部分に分割してもよいし、各部分形状データに含まれる3角パッチの個数が略均等となるように複数の部分に分割してもよいし、各部分形状データに含まれる3角パッチの個数と、その部分形状データを造形用データに変換する変換手段の処理速度がほぼ比例するように複数の部分に分割してもよい。上述したいずれかの分割方法を適宜採用することで、データをより高速に変換することができる。
(特徴1) 3次元形状を記述する形状データは、CADで作成されたSTL形式のデータである。
(特徴2) 本実施例の積層造形装置では、液状の光硬化性樹脂の表面にレーザ光を照射して断面形状を備えている硬化層を造形する。その硬化層の表面に未硬化の光硬化性樹脂の層を導入し、導入した光硬化性樹脂の表面に再びレーザ光を照射することによって、硬化層の上に新たに硬化した硬化層が積層されて一体化した3次元形状を積層造形する。すなわち、光造形装置である。
(特徴3) 第2実施例の積層造形装置は、断面形状を造形する処理を積層方向に繰り返すことによって3次元形状を積層造形する積層造形部と、その積層造形部の動作を制御する造形用データを作成する造形用データ作成部を備えており、その造形用データ作成部は、造形する3次元形状の全体を記述する全体形状データを、前記断面毎に造形用データに変換する変換手段の複数台を有しており、前記積層造形部は、各変換手段で前記断面毎に変換された造形用データを、断面が積層方向に連続する順序で用い、断面形状を造形する処理を積層方向に繰り返して3次元形状を造形する積層造形手段を有することを特徴とする。
(光造形装置の構成)
本発明の積層造形装置の実施例を図面を参照して説明する。図1は、積層造形装置の一つである光造形装置10の構成を示す構成ブロック図である。光造形装置10は、データ変換装置30と造形装置50を備えている。
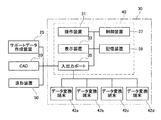
図2に示すように、データ変換装置30は、3次元CAD20に接続され、CAD20で作成された3次元形状を記述するSTL形式の全体形状データ(以下、STLデータと記載することがある)を受信し、造形用データに変換して造形装置50に送信する。データ変換装置30は、CAD20に接続されている親端末40と、親端末40に接続されている複数台のデータ変換端末42a〜42dで構成されている。
親端末40は、操作装置31と、表示装置33と、入出力ポート35と、制御装置37と、記憶装置39で構成されている。操作装置31は、キーボードやマウス等により構成されている。オペレータは、操作装置31を操作することで親端末40に様々な情報を入力することができる。表示装置33は、液晶ディスプレイ等により構成されている。表示装置33は、制御装置37から指示された様々な情報を表示する。制御装置37は、CPU等により構成されている。制御装置37は、親端末40が実行する各処理を統括的に制御する。記憶装置39は、ROM、RAM、ハードディスク等により構成されている。記憶装置39は、制御装置37が各処理を実行するためのプログラムを記憶している。またCAD20で作成されたSTLデータを記憶する。入出力ポート35には、LAN回線が接続されている。親端末40は、LAN回線を介してCAD20、サポートデータ作成装置25、複数台のデータ変換端末42、造形装置50に接続されている。
次に、データ変換装置30が、CAD20から入力された3次元形状を記述するSTLデータ(全体形状データ)を、造形用データに変換する処理について図面を参照して説明する。STLデータは、図4は、STL形式で作成されたデータを、3角パッチを用いて模式的に描画したモデル100の正面図である。図6は、親端末40の制御装置37が実行する処理を示すフローチャートである。
本実施例では、4つのデータ変換端末42で、STLデータから造形用データにデータ変換する場合について説明する。
前記に例示したように、造形用データに変換するに際して、隣接する断面の情報を必要とする場合がある。例えば、200番の断面を処理するために、198番から202番までの断面の情報を必要とする場合がある。この場合、1番から200番断面までを処理する第1変換手段42aに、1番断面から202番断面に関係する3角パッチを示すデータを入力する。すなわち、部分102を1番断面から202番断面までとする。201番の断面を処理するために、199番から203番までの断面の情報を必要とし、400番の断面を処理するために、398番から402番までの断面の情報を必要とする場合には、
201番から400番断面までを処理する第2変換手段42bに、199番断面から402番断面に関係する3角パッチを示すデータを入力する。すなわち、部分104を199番断面から402番断面までとする。
また、ゾーンを跨って位置する3角パッチは、境界の上下のゾーンの両方に含める。例えば、図4のパッチ110は、ゾーン102,104,106に跨っているため、ゾーン102,104,106全てに含める。
分割された領域の上及び/又は下にデータが存在しない場合(ステップS106でNo)、ステップS110に進む。
以上の分割方法によりゾーン102,104,106,108毎に分割されたデータの内容を模式的に図5に示す。ゾーン102のための部分形状データに含まれる3角パッチ形式のデータ群を(a)に示し、ゾーン104のための部分形状データに含まれる3角パッチ形式のデータ群を(b)に示し、ゾーン106のための部分形状データに含まれる3角パッチ形式のデータ群を(c)に示し、ゾーン108のための部分形状データに含まれる3角パッチ形式のデータ群を(d)に示す。
ステップS110では、制御装置37が、ゾーン102のための部分形状データをデータ変換端末42aに入力し、ゾーン104のための部分形状データをデータ変換端末42bに入力し、ゾーン106のための部分形状データをデータ変換端末42cに入力し、ゾーン108のための部分形状データをデータ変換端末42dに入力する。このとき、各データ変換端末42a〜42dが変換する領域を示す情報(図4の横線Aの情報)も入力する。制御装置37は、各データ変換端末42a〜42dに、そのデータ変換端末42がデータ変換する部分のSTLデータのみを入力すればよい。これにより、データ変換端末42a〜42dへのデータ転送時間を短縮することができる。
次に、データ変換端末42a〜42dの制御装置が、受信した部分形状データを造形用データに変換する処理について図7のフローチャートを参照して説明する。データ変換端末42a〜42dの制御装置は、親端末40からデータを受信する(ステップS202)と、受信したSTLデータを造形用データに変換する(ステップS204)。造形用データの変換処理では、まず、STLデータで示される部分形状(これも3次元形状を記述している)を積層方向に所定の厚さでスライスする。次に、スライスされた各層の断面形状を造形装置50で造形するために、制御装置51がレーザ発信器53、ガルバノミラー55等の動作を制御するデータに変換する。データ変換端末42の制御装置は、変換領域を示す情報(図4の横線Aの情報)よりも上方に参照データがあるか否かを確認する(ステップS206)。参照データがある場合(ステップS206でYes)、ステップS210に進む。参照データがない場合(ステップS206でNo)、制御装置は、受信したデータの最上部を物体の上表面と認識して水平面処理を行い(ステップS208)、ステップS210に進む。モデル100の場合、ゾーン108のデータを変換するデータ変換端末42dは、データに上方の参照データが含まれていないことを認識することで、ゾーン108の最上面がモデル100の最上面であることを認識する。これにより、データ変換端末42dは、ゾーン108の最上面を水平面処理することができる。
造形用データへの変換技術自体は、従来の技術を用いることができる。断面毎に輪郭を示すデータに変換し、その輪郭の外部が充填されている形状であるのか内部が充填されている形状であるのかを判別し、液面に照射するレーザビームの半径分だけ輪郭の内側にオフセットする処理を実施し、最後にベクトルデータに変換する。このとき、副走査方向にオフセットしながら主走査方向にレーザビームが移動することによって面的に照射するベクトルデータと、オフセットされた輪郭に沿ってレーザビームが移動するベクトルデータを利用する。
ステップS216では、変換した造形用データを親端末40に送信する。各データ変換端末42a〜42dは、入力されたSTLデータのみを変換すればよい。各々のデータ変換端末42a〜42dは、他のデータ変換端末42と並行してデータ変換することができる。これにより、データ変換時間を短縮することができる。また、各データ変換端末42a〜42dは、断面毎にデータ処理結果を親端末40に送信する必要がない。先に例示した場合、データ変換端末42aは1番断面から200番断面までのデータ変換が終了した後に、それらの造形用データを一括して親端末40に送信すればよい。
親端末40は、断面毎に変換された造形用データを、断面が積層方向に連続する順序で記憶し、その順序で造形装置50に転送する。
次に、図9,10に示すモデル200の造形用データを場合について説明する。図9は、モデル200の斜視図であり、図10は、図9のX−X断面である。モデル200は、モデル100と同様にSTLデータで作成されており、3角パッチの頂点の位置を示すデータの集合で記述されている。
親端末40の制御装置37は、図6のフローチャートのステップS102〜ステップS108に従って、モデル200を4つのゾーン202,204,206,208に分割する。制御装置37は、ステップS110で、ゾーン202のための部分形状データをデータ変換端末42aに入力し、ゾーン204のための部分形状データをデータ変換端末42bに入力し、ゾーン206のための部分形状データをデータ変換端末42cに入力し、ゾーン208のための部分形状データをデータ変換端末42dに入力する。このとき、各データ変換端末42a〜42dが変換する領域を示す情報(図10の横線B1〜B5の情報)も入力する。
ゾーン206のデータを変換するデータ変換端末42cは、ステップS206において、横線B4の上方の一部に参照データがないことを確認すると、参照データがない領域210のデータを物体の上表面と認識し、参照データがある領域212のデータを物体の内部であると認識する。データ変換端末42cの制御装置は、物体の上表面と認識した領域210を示すデータのみ、ステップS208で水平面処理を行い、ステップS210に進む。また、ゾーン208のデータを変換するデータ変換端末42dは、ステップS206において、横線B5の上方に参照データがないことを確認し、受信したデータの最上部218を物体の上表面と認識して、ステップS208で水平面処理を行い、ステップS210に進む。データ変換端末42a,42bでは、変換するデータの上方の全領域に参照データがあるため、ステップS206からステップS210に進む。
データの分割は、上述した実施例以外の分割方法により分割することができる。例えば、親端末40の制御装置37は、分割した部分形状データに含まれる3角パッチの数がほぼ等しくなるように分割してもよい。また、親端末40の制御装置37は、データ変換端末42a〜42dの処理速度を自動的にベンチマークテストし、それぞれの処理速度に合わせて、処理時間に大きく差が出ないようにデータを分割してもよい。
また、データの分割数は、上述した実施例のように、データ変換端末42の数と同数でもよいし、予め分割数を決定しておいてもよい。分割されたデータ数がデータ変換端末42よりも多い場合には、親端末40は、変換が終了したデータ変換端末42に新たなデータを送信する。
また、親端末40の制御装置37は、ゾーンをまたがって存在する3角パッチをゾーンの境界で分割し、新たに3角パッチを作成してもよい。例えば、パッチ110は、図8(a)に示すように、ゾーン102,104,106に跨って存在する。制御装置37は、図8(b)に示すように、パッチ110を分割し、パッチ110a,110b,110c,110d,110e,110fの6つに分割する。制御装置37は、パッチ110を分割すると、パッチ110a,110b,110cをゾーン106に、パッチ110b,110c,110d,110e,110fをゾーン104に、パッチ110fをゾーン108に、それぞれ含めてSTLデータを分割する。
親端末40は、STLデータを造形用データに変換するデータ変換用の制御装置(CPU)を備えていてもよい。この場合は、他のデータ変換端末と協同して、親端末40が一つの部分形状データを変換する。また、親端末40が、データ変換用の制御装置(CPU)を複数備えていてもよい。この場合は、それぞれの制御装置(CPU)が一つの部分形状データを変換する。あるいは、データ変換端末42a〜42dの各々が、STLデータを造形用データに変換する制御装置(CPU)を複数備えていてもよい。例えば、4個のCPUを搭載するPCの4台を利用し、合計16個のCPUで変換処理してもよい。
本実施例では、データ変換処理にかかる時間を短縮する他の積層造形装置について図面を参照して説明する。本実施例の積層造形装置は、図1に示す光造形装置10を用いて説明する。
光造形装置10のデータ変換装置30及び造形装置50の構成は、第1実施例と同様の構成を有している。データ変換装置30は、図2に示すように、親端末40とデータ変換端末42a〜42dで構成されており、親端末40は、操作装置31、表示装置35、入出力ポート35、制御装置37及び記憶装置39を有している。
データ変換装置30がCAD20から入力された3次元形状を記述するSTLデータ(全体形状データ)を、造形用データに変換する処理について図面を参照して説明する。図9は、親端末40の制御装置37が実行する処理を示すフローチャートである。
制御装置37は、CAD20からSTLデータを受信する(ステップS302)と、データ変換端末42a〜42dに受信した全STLデータを入力する(ステップS304)。次に、制御装置37は、各データ変換端末42a〜42dに変換するデータを指示する(ステップS306)。例えば、厚みが0.1mmの断面形状を積層して高さ100mmの物体を造形する場合を想定する。この場合、1000枚の断面を積層することになる。断面に対して積層開始方向から順に番号をつけると、1から1000番までの断面が存在する。制御装置37は、データ変換端末42aに1番断面のデータ変換を指示し、以下同様にして、データ変換端末42bに2番断面のデータ変換を指示し、データ変換端末42cに3番断面のデータ変換を指示し、データ変換端末42dに4番断面のデータ変換を指示する。
制御装置37は、データ変換端末42a〜42dでデータ変換された造形用データを受信し(ステップS308)、記憶装置39に格納する(ステップS310)。記憶装置39には、造形用データに変換された断面を示すデータが積層方向に連続する順序で格納されている。制御装置37は、全てのSTLデータが変換されるまでステップS306からステップS310の処理を繰り返す(ステップS312)。例えば、データ変換端末42aは、最初に指示された1番断面をデータ変換し、変換した造形用データを制御装置37に送信する。制御装置37は、データ変換端末42aに5番断面のデータを変換するよう指示する。その後は、データ変換を終了したデータ変換端末に6番断面のデータ処理を指示し、つぎにデータ処理を終了したデータ変換端末に7番断面のデータ処理を指示するというアルゴリズムで4台のデータ変換端末42a〜42dで並列処理する。全てのSTLデータの変換が終了すると(ステップS312でYes)、制御装置37は、造形装置50に、造形用データを送信する(ステップS314)。この構成によれば、複数のデータ変換端末を並列に用いることより、3次元形状データであるSTLデータから造形用データに変換するまでに要する時間を短縮することができる。なお、上述した実施例では、親端末40の制御装置37は、3次元形状全体の造形用データを変換端末42a〜42dから受信してから造形装置50に送信しているが、それ以外にも、各データ変換端末42a〜42dから受信した造形用データを受信するごとに造形装置50に送信してもよいし、複数の断面の造形用データをまとめて造形装置50に送信してもよい。
上述した第2実施例では、各データ変換端末42a〜42dに3次元形状の全体を示すSTLデータを送信している。しかしながら、3次元形状の全体を示すSTLデータを全て送信することなく、データ変換を実施することができる。例えば、親端末40の制御装置37が各データ変換端末42a〜42dにデータ変換を指示する際に、親端末40が受信したSTLデータの中から、各データ変換端末42a〜42dがデータ変換するのに必要なデータを送信してもよい。また、各データ変換端末42a〜42dが、親端末40の制御装置37からデータ変換の指示を受けると、親端末40から指示された断面をデータ変換するのに必要なデータを取り込んでもよい。また、予め親端末40が各データ変換端末42a〜42dのデータ変換速度をベンチマークテストしておき、各データ変換端末42a〜42dの変換速度に合わせて複数の断面を示すSTLデータをまとめて送信し、データ変換するように指示するようにしてもよい。かかる場合には、各データ変換端末42a〜42dの変換終了時間が略同時となるようにデータを割り当てることが好ましい。これにより、各データ変換端末42a〜42dにデータを入力する時間を短縮することができる。
また、各データ変換端末42a〜42dに3次元形状の全体を示すSTLデータを送信しない場合、即ち、データ変換に必要なデータのみが各データ変換端末42a〜42dに入力される場合には、親端末40の制御装置37が断面造形用データ(SLDデータ)に分割する処理(いわゆるスライス処理)までを行うようにしてもよい。かかる場合、親端末40の制御装置37は、各データ変換端末42a〜42dがデータ変換するSLDデータと、そのSLDデータの近傍の1つ又は複数のSLDデータを各データ変換端末42a〜42dに送信するようにしてもよい。
例えば、本実施例では、光造形装置を例示して説明したが、それ以外にも、粉末焼結装置や粉末接着装置等、様々な積層造形装置に適応することができる。
また、本明細書または図面に例示した技術は複数目的を同時に達成するものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
20:CAD
30:データ変換装置
40:親端末
42:データ変換端末
50:造形装置
53:レーザ発振器
55:ガルバノミラー
57:液槽
59:光硬化性樹脂
61:テーブル
63:リコータ
Claims (8)
- 断面形状を造形する処理を積層方向に繰り返すことによって3次元形状を積層造形する積層造形部と、その積層造形部の動作を制御する造形用データを作成する造形用データ作成部を備えており、
その造形用データ作成部は、
造形する3次元形状の全体を記述する全体形状データを、その全体形状を積層方向に複数個に分割した各部分の3次元形状を記述する部分形状データの単位に分割する分割手段と、
前記分割手段で分割された各部分形状データを入力し、前記部分を構成する前記断面毎に造形用データに変換する変換手段の複数台を有しており、
前記積層造形部は、
各変換手段で前記断面毎に変換された造形用データを、断面が積層方向に連続する順序で用い、断面形状を造形する処理を積層方向に繰り返して3次元形状を造形する積層造形手段
を有しており、
前記全体形状データは3角パッチの頂点の位置を示すデータの集合で形成されており、
前記分割手段は、前記部分とその部分に隣接する部分の形状を記述する2個の部分形状データの双方に、部分と部分の境界にまたがって存在する3角パッチを示すデータを含めて分割することを特徴とする積層造形装置。 - 前記分割手段は、各部分の積層方向の厚さが略均等となるように複数の部分に分割することを特徴とする請求項1に記載の積層造形装置。
- 前記分割手段は、各部分形状データに含まれる3角パッチの個数が略均等となるように複数の部分に分割することを特徴とする請求項1に記載の積層造形装置。
- 前記分割手段は、各部分形状データに含まれる3角パッチの個数と、その部分形状データを造形用データに変換する変換手段の処理速度がほぼ比例するように複数の部分に分割することを特徴とする請求項1に記載の積層造形装置。
- 断面形状を造形する処理を積層方向に繰り返すことによって3次元形状を積層造形する積層造形方法であり、
造形する3次元形状の全体を記述する全体形状データを、その全体形状を積層方向に複数個に分割した各部分の3次元形状を記述する部分形状データの単位に分割する工程と、
前記分割工程で分割された各部分形状データを、複数台が用意されている変換手段の各々に分散して入力する工程と、
各変換手段で、前記断面毎に造形用データに変換する変換工程と、
各断面の造形用データに基づいて、断面形状を積層して3次元形状を造形する造形工程
を備えており、
前記全体形状データは3角パッチの頂点の位置を示すデータの集合で形成されており、
前記分割する工程は、前記部分とその部分に隣接する部分の形状を記述する2個の部分形状データの双方に、部分と部分の境界にまたがって存在する3角パッチを示すデータを含めて分割することを特徴とする積層造形方法。 - 前記分割する工程は、各部分の積層方向の厚さが略均等となるように複数の部分に分割することを特徴とする請求項5に記載の積層造形方法。
- 前記分割する工程は、各部分形状データに含まれる3角パッチの個数が略均等となるように複数の部分に分割することを特徴とする請求項5に記載の積層造形方法。
- 前記分割する工程は、各部分形状データに含まれる3角パッチの個数と、その部分形状データを造形用データに変換する変換手段の処理速度がほぼ比例するように複数の部分に分割することを特徴とする請求項5に記載の積層造形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006279254A JP5058552B2 (ja) | 2006-10-12 | 2006-10-12 | 積層造形装置と積層造形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006279254A JP5058552B2 (ja) | 2006-10-12 | 2006-10-12 | 積層造形装置と積層造形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008094001A JP2008094001A (ja) | 2008-04-24 |
| JP5058552B2 true JP5058552B2 (ja) | 2012-10-24 |
Family
ID=39377369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006279254A Expired - Fee Related JP5058552B2 (ja) | 2006-10-12 | 2006-10-12 | 積層造形装置と積層造形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5058552B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5533574B2 (ja) * | 2010-11-10 | 2014-06-25 | セイコーエプソン株式会社 | データ変換装置およびデータ変換方法 |
| JP6306616B2 (ja) * | 2013-03-14 | 2018-04-04 | ストラタシス リミテッド | 3次元プリンティングのためのスライシングおよび/またはテクスチャリング |
| JP5773028B2 (ja) * | 2014-04-28 | 2015-09-02 | セイコーエプソン株式会社 | 造形システム、造形装置および造形方法 |
| JP2016137663A (ja) * | 2015-01-28 | 2016-08-04 | 富士通株式会社 | 造形データ作成プログラム、造形データ作成方法、および情報処理装置 |
| JP6606937B2 (ja) * | 2015-09-15 | 2019-11-20 | 株式会社リコー | 情報処理装置、3dプリンタシステム、情報処理方法及びプログラム |
| CN106915083B (zh) * | 2017-03-23 | 2019-06-28 | 杭州空灵智能科技有限公司 | 一种3d打印机代工系统 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0574693A (ja) * | 1991-09-18 | 1993-03-26 | Toshiba Corp | 荷電ビーム描画方法 |
| JP3847020B2 (ja) * | 1999-01-12 | 2006-11-15 | 株式会社リコー | 形状処理方法 |
| JP2004001531A (ja) * | 2003-06-06 | 2004-01-08 | Hitachi Ltd | 光造形用形状データ処理方法、光造形方法及び光造形装置 |
-
2006
- 2006-10-12 JP JP2006279254A patent/JP5058552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008094001A (ja) | 2008-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Jiang et al. | Optimization of process planning for reducing material waste in extrusion based additive manufacturing | |
| US11254060B2 (en) | Systems and methods for determining tool paths in three-dimensional printing | |
| Zhao et al. | Shape and performance controlled advanced design for additive manufacturing: a review of slicing and path planning | |
| Jin et al. | Optimization of process planning for reducing material consumption in additive manufacturing | |
| Jin et al. | A parallel-based path generation method for fused deposition modeling | |
| EP3205424B1 (en) | Method and connecting supports for additive manufacturing | |
| Kulkarni et al. | A review of process planning techniques in layered manufacturing | |
| JP2004508222A (ja) | 積層製造における迅速な組立ておよび改良された表面特性のための手順 | |
| EP3026638B1 (en) | Method and system for adapting a 3D printing model | |
| US11173668B2 (en) | Methods and rail supports for additive manufacturing | |
| JP6552771B1 (ja) | 積層造形方法および加工経路生成方法 | |
| US10906248B2 (en) | Additive manufacturing method for improved core structure | |
| EP3541606B1 (en) | Method for additive manufacturing | |
| JP2016536178A (ja) | 繊維強化加法的製造の方法 | |
| CN106032059A (zh) | 立体打印方法与立体打印装置 | |
| CN109968660A (zh) | 三维打印机、打印方法及三维物体 | |
| CN111037917A (zh) | 一种基于模型拆分与拼接打印的fdm打印方法、系统及介质 | |
| Zhao et al. | Research on curved layer fused deposition modeling with a variable extruded filament | |
| JP5058552B2 (ja) | 積層造形装置と積層造形方法 | |
| KR101722979B1 (ko) | 3차원 형상의 제작방법 | |
| WO2009044362A2 (en) | A method of manufacturing wing structures. | |
| KR20160128963A (ko) | 광 조형 방식 3d 프린터의 적층방법 | |
| Choong | Additive manufacturing for digital transformation | |
| JP6433565B1 (ja) | 立体造形用データ生成プログラム | |
| CN110802227A (zh) | 一种内部具有悬停面的产品的3d打印方法和数据处理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20090908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120724 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5058552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |