JP4942616B2 - Hermetic compressor and method for producing tubular shell for hermetic compressor - Google Patents
Hermetic compressor and method for producing tubular shell for hermetic compressor Download PDFInfo
- Publication number
- JP4942616B2 JP4942616B2 JP2007290380A JP2007290380A JP4942616B2 JP 4942616 B2 JP4942616 B2 JP 4942616B2 JP 2007290380 A JP2007290380 A JP 2007290380A JP 2007290380 A JP2007290380 A JP 2007290380A JP 4942616 B2 JP4942616 B2 JP 4942616B2
- Authority
- JP
- Japan
- Prior art keywords
- tubular shell
- hermetic compressor
- welding
- shell
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000003466 welding Methods 0.000 claims description 102
- 238000000034 method Methods 0.000 claims description 25
- 239000011324 bead Substances 0.000 claims description 20
- 230000006835 compression Effects 0.000 claims description 13
- 238000007906 compression Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 10
- 239000003507 refrigerant Substances 0.000 claims description 8
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 3
- 239000001569 carbon dioxide Substances 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 230000002950 deficient Effects 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 8
- 239000000945 filler Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 4
- 238000013000 roll bending Methods 0.000 description 4
- 238000003801 milling Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 229910000905 alloy phase Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Landscapes
- Compressor (AREA)
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Description
この発明は密閉型圧縮機および密閉型圧縮機用管状シェルの製管方法、特に、高圧力の冷媒を密閉する密閉型圧縮機用管状シェルの製管方法、および当該製造方法によって製造された密閉型圧縮機用管状シェルを具備する密閉型圧縮機に関するものである。 The present invention relates to a hermetic compressor and a method for producing a tubular shell for a hermetic compressor, in particular, a method for producing a tubular shell for a hermetic compressor that seals a high-pressure refrigerant, and a hermetic seal produced by the production method. The present invention relates to a hermetic compressor including a tubular shell for a mold compressor.
従来の密閉型圧縮機は、冷媒の圧縮手段を収容する圧縮機本体と、圧縮機本体に連通する液だめ容器とからなり、圧縮機本体は、管状シェルと、管状シェルの両端をそれぞれ閉塞するアッパーシェルおよびボトムシェルとを有している。管状シェルは、シャーリングやスリッターカットされた矩形板を管状に成形して、シャーリングやスリッターカットによりせん断された「せん断面」をつき合わせて、裏側(管状の内面に同じ)に溶接ビードを出さないような条件でプラズマ溶接することによって製造されている。
また、二酸化炭素(CO2)などの冷媒ガスを使う密閉型圧縮機では、当該冷媒ガスの圧力が高いため、管状シェルの板厚を厚くすることが必要となり、板厚の厚い板材同士の安定した溶接が必須になっている。そこで、板厚の厚い板材同士の片面溶接において、良好な裏波ビードが得られ、多層盛りパス数が少なく溶接歪みの発生しにくい溶接方法が開示されている(例えば、特許文献1参照)。
A conventional hermetic compressor includes a compressor main body that stores a refrigerant compression means and a liquid reservoir that communicates with the compressor main body. The compressor main body closes both the tubular shell and both ends of the tubular shell. It has an upper shell and a bottom shell. Tubular shells are shaped like a sheared or slitter-cut rectangular plate into a tubular shape, joined together with a shear surface that is sheared by shearing or slitter cut, and no weld bead on the back side (same as the tubular inner surface). It is manufactured by plasma welding under such conditions.
Further, in a hermetic compressor using a refrigerant gas such as carbon dioxide (CO 2 ), the pressure of the refrigerant gas is high, so that it is necessary to increase the plate thickness of the tubular shell. Welding is essential. Therefore, a welding method is disclosed in which a good back bead is obtained in one-side welding of thick plate materials, and the number of multipasses is small and welding distortion hardly occurs (for example, see Patent Document 1).
しかしながら、特許文献1に開示された発明は、開先形状をY字形開先にして(第1ステップ)、Y字形開先のV形部の底部をプラズマアークを用いてシーリング溶接し(第2ステップ)、そこにプラズマキーホール溶接を施してY字形開先のルート部を裏波溶接し(第3ステップ)、Y字形開先のV形部にフィラーワイヤを用いた多層盛り溶接する(第4ステップ)、チタン又はチタン合金の厚板片面溶接方法であるため、該方法を軟鋼に適用したのでは以下のような問題があった。なお、多層盛り溶接(第4ステップ)では、プラズマ溶接またはTIG溶接を用いて不活性ガスによるアフターシールドを施している。
However, in the invention disclosed in
したがって、特許文献1に開示された発明には、以下のような問題があった。
(あ)SUS304等に比較して、溶融した際の粘性が低く、また、熱伝導率が大きな軟鋼においては、入熱量を多くした場合、「溶け落ち」が発生するという問題があった。このため、6mmを超える板厚の軟鋼では安定した溶接ができない。
(い)Y字形開先のV形部の底部が、シーリング溶接によって閉塞(第2ステップ)されているため、裏波溶接後に多重盛りをする際(第4ステップ)、プラズマ溶接を用いると、ガスを貫通させない「なめつけ溶接」になり、チップの消耗を早めるだけでなく、溶接速度も遅いことから生産性が悪い。
Therefore, the invention disclosed in
(A) Compared to SUS304 or the like, a mild steel having a low viscosity when melted and a large thermal conductivity has a problem that “burn-out” occurs when the heat input is increased. For this reason, stable welding cannot be performed with mild steel having a thickness exceeding 6 mm.
(Ii) Since the bottom of the V-shaped portion of the Y-shaped groove is closed by sealing welding (second step), when performing multiple deposition after back wave welding (fourth step), using plasma welding, “Tanning welding” that does not allow gas to penetrate, not only accelerates chip consumption, but also slows the welding speed, resulting in poor productivity.
(う)TIG溶接(第4ステップ)では溶接ビード巾が狭いため、ウェービングや多重盛りが必須となり、ウェービングや多重盛りをしないままだと、プラズマ溶接(第3ステップ)により生じたアンダーカットをカバーすることができないだけでなく、溶接速度が遅い。
(え)厚板の溶接では裏側にビードを安定的に形成することが、つまり、きっちりガスを貫通させると共に、溶融金属を溶け落ちさせないことが、品質安定につながるため、内側に裏ビードなどの突起が形成されると、内径精度を向上するための拡管処理の邪魔になると共に、管状シェルの内部に配置される機器(圧縮要素やモータなどの駆動要素)の組込みに問題が出てくる。
(Iii) In TIG welding (4th step), the weld bead width is narrow, so waving and multi-pitching are indispensable, and undercuts caused by plasma welding (third step) are covered if waving and multi-pitching are not performed. Not only can the welding speed be slow.
(E) In thick plate welding, it is possible to stably form a bead on the back side, that is, to let gas tightly penetrate and not melt the molten metal, leading to stable quality. When the protrusion is formed, it hinders the tube expansion process for improving the inner diameter accuracy, and there is a problem in incorporating a device (a driving element such as a compression element or a motor) disposed inside the tubular shell.
この発明は、上記のような問題を解決するためになされたものであって、安定した溶接ビードを備え、かつ、高い内圧の冷媒を使用する密閉型圧縮機に使用可能な密閉型圧縮機用管状シェルの製造方法、並びに当該製造方法によって製造された密閉型圧縮機用管状シェルを有する密閉型圧縮機を提供するものである。 The present invention has been made to solve the above-described problems, and is for a hermetic compressor that has a stable weld bead and can be used in a hermetic compressor that uses a high internal pressure refrigerant. A method for manufacturing a tubular shell, and a hermetic compressor having a tubular shell for a hermetic compressor manufactured by the manufacturing method are provided.
本発明に係る密閉型圧縮機用管状シェルの製管方法は、筒状の管状シェルと、該管状シェルの両端をそれぞれ閉塞するアッパーシェルおよびボトムシェルと、前記管状シェルの内部に収納された圧縮機構および該圧縮機構を駆動する電動機と、を有する密閉型圧縮機における密閉型圧縮機用管状シェルの製管方法であって、
矩形状素材の両側縁を、該両側縁が当接された際にY字開先を形成するように加工する第1工程と、
前記Y字開先のV字部が、外周になるように略筒状に成型する第2工程と、
前記成型された略筒状体を金型内で押圧して縮径する第3工程と、
前記Y字開先のルート部をキーホール溶接する第4工程と、
前記Y字開先のV字部を肉盛溶接する第5工程と、
を有する。
A method for producing a tubular shell for a hermetic compressor according to the present invention includes a tubular tubular shell, an upper shell and a bottom shell that respectively close both ends of the tubular shell, and a compression housed in the tubular shell. A method of producing a tubular shell for a hermetic compressor in a hermetic compressor having a mechanism and an electric motor that drives the compression mechanism,
A first step of processing both side edges of the rectangular material so as to form a Y-shaped groove when the both side edges are contacted;
A second step in which the V-shaped portion of the Y-shaped groove is formed into a substantially cylindrical shape so as to be an outer periphery;
A third step of pressing the molded substantially cylindrical body in a mold to reduce the diameter;
A fourth step of keyhole welding the root portion of the Y-shaped groove;
A fifth step of overlay welding the V-shaped portion of the Y-shaped groove ;
Having.
また、本発明に係る密閉型圧縮機は、筒状の管状シェルと、該管状シェルの両端をそれぞれ閉塞するアッパーシェルおよびボトムシェルと、前記管状シェルの内部に収納された圧縮機構および該圧縮機構を駆動する電動機と、を有する密閉型圧縮機であって、
前記管状シェルが、前記密閉型圧縮機用管状シェルの製管方法によって製管されたものであることを特徴とする。
The hermetic compressor according to the present invention includes a tubular tubular shell, an upper shell and a bottom shell that respectively close both ends of the tubular shell, a compression mechanism housed in the tubular shell, and the compression mechanism. A hermetic compressor having an electric motor for driving
The tubular shell is produced by a method for producing the tubular shell for a hermetic compressor.
本発明に係る密閉型圧縮機用管状シェルの製管方法は、Y字開先により、プラズマ溶接を行う場合の実質板厚を低減させることにより、安定したプラズマ溶接が行える。またY字開先に起因するアンダーカット部については、密閉型圧縮機用管状シェルの耐圧強度を確保するために、肉盛溶接が必要となるが、MAG溶接Mは、1回の溶接でアンダーカット部を肉盛りすることができ、加工速度も速いことから生産性も高いという効果を奏する。
また、本発明に係る密閉型圧縮機は、これを構成する管状シェルが本発明に係る密閉型圧縮機用管状シェルの製管方法によって製管されるから、溶接信頼性が高いという効果を奏する。
In the method for manufacturing a tubular shell for a hermetic compressor according to the present invention, stable plasma welding can be performed by reducing the substantial plate thickness when plasma welding is performed by using a Y-shaped groove. In addition, for the undercut portion due to the Y-shaped groove, build-up welding is required to secure the pressure resistance of the tubular shell for a hermetic compressor, but MAG welding M can be performed under a single welding. Since the cut portion can be built up and the processing speed is fast, the productivity is high.
In addition, the hermetic compressor according to the present invention produces an effect of high welding reliability because the tubular shell constituting the hermetic compressor is manufactured by the method of manufacturing the tubular shell for the hermetic compressor according to the present invention. .
[実施の形態1:密閉型圧縮機]
図1は本発明の実施の形態1に係る密閉型圧縮機の構成を模式的に示す側面視の断面図である。図1において、密閉型圧縮機(以下、「圧縮機」と称す)100は、圧縮機本体1と、圧縮機本体1の入り口側に設けられた液だめ容器2と、からなる。
圧縮機本体1は、管状シェル1cと、管状シェル1cの両端をそれぞれ閉塞するアッパーシェル1eおよびボトムシェル1fと、管状シェル1cの内部に収納された圧縮機構1aおよび圧縮機構1aを駆動する電動機1bと、を有している。このとき、管状シェル1cの側面には、液だめ容器2に連通する吸引パイプ1gが接続され、アッパーシェル1eには吐出パイプ1dが設置されている。
[Embodiment 1: Hermetic compressor]
FIG. 1 is a side sectional view schematically showing the configuration of a hermetic compressor according to
The
そして、管状シェル1cは、後記する実施の形態2において説明する本発明に係る密閉型圧縮機用管状シェルの製造方法によって製造されたものである。
なお、圧縮機100は、たとえば給湯用圧縮機として使用されるものであって、二酸化炭素(CO2)などの冷媒ガスを使用するため、管状シェル1cの設計圧は、空調用で使用されるR−410A冷媒における設計圧(4MPa以下)の4倍近くとなり、6mm以上の板厚が必要となっている。
And the
The
[実施の形態2:密閉型圧縮機用管状シェルの製造方法]
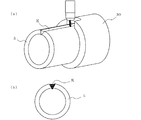
図2〜図5は本発明の実施の形態2に係る密閉型圧縮機用管状シェルの製造方法を工程を追って模式的に示す平面図および斜視図である。
[Embodiment 2: Manufacturing method of tubular shell for hermetic compressor]
2 to 5 are a plan view and a perspective view schematically showing a method for manufacturing a tubular shell for a hermetic compressor according to Embodiment 2 of the present invention, following the steps.
(第1工程)スリッタ加工またはシャーリング加工等によって既定の寸法に切断された素材3に対し、後記成型した際に素材3の対向する両側縁に「Y字開先」を加工する(図2の(a)参照)。その際、開先のルート部の長さは5mm以下、端部を突き合わせたときの開先巾は8mm以下となることが望ましい。 (1st process) When the material 3 cut | disconnected by the slitter process or the shearing process to the predetermined dimension is shape | molded later, "a Y-shaped groove | channel" is processed into the both-sides edge which the material 3 opposes (FIG. 2). (See (a)). At this time, the length of the root portion of the groove is desirably 5 mm or less, and the groove width when the end portions are butted is desirably 8 mm or less.
(第2工程)Y字開先の広がり側(V字部に同じ)が、外周になるように略筒状体(正確には、一部が開口した筒状)4にロール成型する(図2の(b)参照)。なお、図中、3本のベンディングロール11、12b、12c(まとめて「ロールベンディング装置10」と称す)を用いたロールベンディングを示しているが、本発明はかかる成型する要領を限定するものではなく、例えば、プレスベンディングでもよい。
(Second step) Roll-molding into a substantially cylindrical body (exactly, a partially open cylindrical shape) 4 so that the Y-shaped groove spreading side (same as the V-shaped portion) becomes the outer periphery (see FIG. 2 (b)). In the drawing, roll bending using three
(第3工程)略筒状体4を、一対の半円状(正確には幾何学上の半円弧ではない)カリバーが形成された下型21と上型22と(まとめて「金型20」と称す)で押圧して、縮径する(図2の(c)参照)。なお、説明の便宜上、縮径された略筒状体4(寸法精度が向上している)を筒状体5と称す。
(Third Step) The substantially
(第4工程)筒状体5の突き合わせ部をプラズマ溶接によって、キーホール溶接Kとなり裏ビードが出るような継ぎ目溶接をする(図3の(a)および(b)参照)。このとき、筒状体5はトンネル方式の押さえ治具30によって拘束されているが、本発明は固定方法をこれに限定するものではない。
(4th process) The seam welding which turns the butted part of the
(第5工程)MAG(Metal Active Gas)溶接Mによって肉盛溶接する。Y開先仕様でプラズマ溶接をすると、肉不足となり、溶接部が凹むため、耐圧確保のため、肉盛溶接を行う(図4の(a)および(b)参照)。
開先巾が8mmでは溶接部の凹み部の巾が10〜12mm程度となる。MAG溶接Mにより巾13mm程度の肉盛溶接が必要となる。したがって、MAG溶接Mによる肉盛溶接を1回で完了するために、開先巾は8mm以下が望ましい。また、溶接方向はプラズマ溶接での溶接方向と対向するようにするのが望ましい。
(Fifth step) Overlay welding is performed by MAG (Metal Active Gas) welding M. When plasma welding is performed with the Y groove specification, the thickness becomes insufficient, and the welded portion is recessed, so that overlay welding is performed to ensure pressure resistance (see FIGS. 4A and 4B).
When the groove width is 8 mm, the width of the recessed portion of the welded portion is about 10 to 12 mm. By MAG welding M, overlay welding with a width of about 13 mm is required. Therefore, in order to complete the overlay welding by the MAG welding M in one time, the groove width is desirably 8 mm or less. Further, it is desirable that the welding direction is opposite to the welding direction in plasma welding.
(第6工程)裏ビードを除去する(図5の(a)および(b)参照)。裏ビードの除去はフライス刃40を使って効率良く除去することが望ましいが、キーシータ方式にて除去することも可能である。ただ、溶接部は他の部分よりも歪が大きく、直線的に加工し、すべての裏ビード突起物を除去しようとすると管状シェルの中央付近の切削巾が大きくなる。そうすると、MAG溶接Mによる肉盛ビード巾を超えてしまい、設計板厚を確保できない部分がでる可能性があるため、形状の測定データを活用した、プログラム加工をすることが望ましい。
(Sixth step) The back bead is removed (see FIGS. 5A and 5B). Although it is desirable to remove the back bead efficiently using the
(第7工程)溶接不良部を切除する(図示しない)。
(第8工程)放射状に等しい距離だけ移動する複数の駒50を具備するエキスパンダ(型式を限定するものではない)によって拡管し、内径精度を確保する(図6参照)。
なお、前記第7工程と第8工程とは何れが先に実施されてもよい。また、溶接不良部が発生しない場合や、既に内径精度が確保されている場合には、前記第7工程や第8工程を省略することができる。
(Seventh step) The poor weld portion is cut out (not shown).
(Eighth step) The tube is expanded by an expander (not limited to a model) having a plurality of
Any of the seventh step and the eighth step may be performed first. Moreover, when the poor welding part does not occur or when the inner diameter accuracy is already secured, the seventh step and the eighth step can be omitted.
以上より、本発明は、押さえ治具30によって拘束された筒状体5の突き合わせ部を、プラズマ溶接によってキーホール溶接する(S4)から、Y字開先のルート部は密に当接しているから、ルート部を仮止め(仮溶接)する必要がない。
なお、ルート部を仮止め溶接した場合(特許文献1参照)、仮止め溶接でフィラーを挿入すると、部分的にビードが発生し、キーホール溶接がうまくいかないことがあった。一方、本発明においては、筒状体5を押さえながら仮止め溶接なしで、プラズマによるキーホール溶接を実施するため、フィラー投入の有無に関わらず、仮止め溶接のビード割れ等の問題が発生しない。
As described above, according to the present invention, since the butted portion of the
In addition, when the root portion is temporarily fixed (see Patent Document 1), if a filler is inserted by temporary fixing, a bead is partially generated and keyhole welding may not be successful. On the other hand, in the present invention, since the keyhole welding by plasma is performed without holding the
さらに、肉盛溶接(S5)は、MAG溶接によりフィラーを供給しながら、プラズマ溶接のビード表面に合金相を作る程度(貫通させるわけではない)であるため、プラズマ溶接のビードが割れるようなことがない。
また、MAG溶接はTIG溶接に比較して溶接巾が広いため、1回の肉盛り溶接によって、先行するキーホール溶接の際に形成された凹みをカバーすることができる。
Furthermore, the build-up welding (S5) is to the extent that an alloy phase is formed on the bead surface of plasma welding while supplying filler by MAG welding (not to penetrate), so that the bead of plasma welding is cracked. There is no.
In addition, since MAG welding has a wider welding width than TIG welding, it is possible to cover the dent formed in the preceding keyhole welding by one build-up welding.
[実施例]
図7〜図9は本発明の実施の形態2に係る密閉型圧縮機用管状シェルの製造方法の実施例における溶接部であって、(a)は外側から見た側面図、(b)は断面図である。実施例は、板厚6mmの軟鋼材によって管状シェルの製作を行った。このとき、Y開先の面取り部C3は、巾6mmとし、ルート長さは3mmとした。ロールベンドの際、すべり防止として、ロール表面に凸凹を設けたが、特に、ロール終端部に凸凹が転写される。
従来のスリッタカット面では凸凹が溶接の際、ガスの貫通に影響を与え、溶接品質への影響が考えられるが、本発明のY字開先の場合には、スリッタカット面が溶接中心部より外れているため、影響がなかった。
溶接速度250mm/分で行うと、表ビードの凹み巾は8〜10mm程度となり、肉盛溶接巾は12mm程度必要となる。
[Example]
FIGS. 7 to 9 are welds in an example of a method for manufacturing a tubular shell for a hermetic compressor according to Embodiment 2 of the present invention, in which (a) is a side view seen from the outside, and (b) is FIG. It is sectional drawing. In the example, a tubular shell was manufactured from a mild steel material having a thickness of 6 mm. At this time, the chamfered portion C3 of the Y groove has a width of 6 mm and a route length of 3 mm. At the time of roll bending, unevenness is provided on the surface of the roll as slip prevention. In particular, the unevenness is transferred to the end of the roll.
In the conventional slitter cut surface, unevenness affects the gas penetration during welding, which may affect the welding quality, but in the case of the Y-shaped groove of the present invention, the slitter cut surface is closer to the weld center. There was no effect because it was off.
When the welding speed is 250 mm / min, the dent width of the front bead is about 8 to 10 mm, and the overlay welding width is about 12 mm.
図7の(a)および(b)に表されるように、プラズマ溶接をするとスタート部Spは、ガスを貫通させない「なめつけ溶接」となり、エンド部Epは凹んでしまう。 As shown in FIGS. 7A and 7B, when plasma welding is performed, the start portion Sp becomes “tanning welding” that does not allow gas to penetrate, and the end portion Ep is recessed.
一方、図8の(a)および(b)に表されるように、MAG溶接の溶接方向をプラズマ溶接の方向と同方向に溶接すると、スタート部Smは溶接が弱く、エンド部Emはプラズマ溶接による凹みをカバーすることができない。このため、両端が溶接不良部となり、かなりの範囲を除去しなければならなくなり、材料歩留まりが悪い。
なお、図中、破線は前工程のプラズマ溶接のビード外観Kを表し、実線はMAG溶接により生じたビード外観mを表し、また、黒丸FはMAG溶接のエンド処理で溶接フィラーの抜けた跡を示し、溶接すると必ず出るものである。
On the other hand, as shown in FIGS. 8A and 8B, when the welding direction of MAG welding is welded in the same direction as the plasma welding direction, the start portion Sm is weakly welded and the end portion Em is plasma welded. Can not cover the dent due to. For this reason, both ends become poorly welded parts, and a considerable range must be removed, resulting in poor material yield.
In the figure, the broken line represents the bead appearance K of the plasma welding in the previous process, the solid line represents the bead appearance m generated by MAG welding, and the black circle F represents the trace of the weld filler missing in the MAG welding end treatment. It is always shown when welding.
したがって、図9の(a)および(b)に表されるように、溶接方向が互いに反対となるよう溶接することにより、プラズマ溶接エンド部Epの凹み部を、MAG溶接Mのスタート処理の余盛りでカバーでき、かつ、スタート部SpはMAG溶接Mのエンド処理で使用できる可能性が高い。すなわち、図中、水平線にてハッチングした使用不可範囲が縮小される。 Therefore, as shown in FIGS. 9A and 9B, welding is performed so that the welding directions are opposite to each other, so that the dent portion of the plasma welding end portion Ep is left behind in the MAG welding M start process. There is a high possibility that the start portion Sp can be used in the end processing of the MAG welding M. That is, the unusable range hatched with a horizontal line in the figure is reduced.
その結果、本発明によると、溶接不良長さを低減することができ、材料歩留まりの改善が可能となった。
肉盛溶接は強度確保を目的に行うが、プラズマ溶接で発生する可能性があるピンホールなどによる洩れ不良発生を抑えてくれる役目もあり、洩れ品質確保(洩れない品質の確保に同じ)の面でも効果がある。
さらに、裏ビード除去はフライス刃を使い、切削巾をプラズマ溶接による凹み巾以下を確保した。そうすることにより全周に渡って板厚6mmを確保することができた。
As a result, according to the present invention, the length of defective welding can be reduced, and the material yield can be improved.
Overlay welding is performed for the purpose of ensuring strength, but it also serves to suppress the occurrence of leakage defects due to pinholes that may occur in plasma welding, and is the aspect of ensuring leakage quality (same as ensuring non-leakage quality). But it is effective.
In addition, the back bead was removed using a milling blade, and the cutting width was kept below the dent width by plasma welding. By doing so, a plate thickness of 6 mm could be secured over the entire circumference.
以上より、本発明の密閉型圧縮機用管状シェルの製管方法は、溶接品質に優れ材料歩留まりが改善されるから、各種形状の密閉型圧縮機用管状シェルの製管方法として広く利用することができる。また、本発明の密閉型圧縮機は、これを構成する密閉型圧縮機用管状シェルの溶接品質が優れているから、信頼性が高く、各種密閉型圧縮機として広く利用することができる。 From the above, the method for producing a tubular shell for a hermetic compressor according to the present invention is excellent in welding quality and the material yield is improved, so that it can be widely used as a method for producing tubular shells for hermetic compressors of various shapes. Can do. Further, the hermetic compressor of the present invention is excellent in the welding quality of the tubular shell for the hermetic compressor constituting the hermetic compressor, and thus has high reliability and can be widely used as various hermetic compressors.
1:圧縮機本体、1a:圧縮機構、1b:電動機、1c:管状シェル、1d:吐出パイプ、1e:アッパーシェル、1f:ボトムシェル、1g:吸引パイプ、2:液だめ容器、3:素材、4:略筒状体、5:筒状体、10:ロールベンディング装置、11:ベンディングロール、12b:ベンディングロール、12c:ベンディングロール、20:金型、21:下型、22:上型、30:押さえ治具、40:フライス刃、50:駒(エキスパンダ)、100:圧縮機、C3:面取り部、Ep:エンド部(プラズマ溶接)、Em:エンド部(MAG溶接)、F:溶接フィラー抜け跡、K:キーホール溶接、M:MAG溶接、Sp:スタート部(プラズマ溶接)、Sm:スタート部(MAG溶接)。 1: compressor body, 1a: compression mechanism, 1b: electric motor, 1c: tubular shell, 1d: discharge pipe, 1e: upper shell, 1f: bottom shell, 1g: suction pipe, 2: reservoir tank, 3: material, 4: substantially cylindrical body, 5: cylindrical body, 10: roll bending apparatus, 11: bending roll, 12b: bending roll, 12c: bending roll, 20: mold, 21: lower mold, 22: upper mold, 30 : Pressing jig, 40: milling blade, 50: piece (expander), 100: compressor, C3: chamfered part, Ep: end part (plasma welding), Em: end part (MAG welding), F: welding filler Traces, K: Keyhole welding, M: MAG welding, Sp: Start part (plasma welding), Sm: Start part (MAG welding).
Claims (11)
矩形状素材の両側縁を、該両側縁が当接された際にY字開先を形成するように加工する第1工程と、
前記Y字開先のV字部が、外周になるように略筒状に成型する第2工程と、
前記成型された略筒状体を金型内で押圧して縮径する第3工程と、
前記Y字開先のルート部をキーホール溶接する第4工程と、
前記Y字開先のV字部を肉盛溶接する第5工程と、
を有する密閉型圧縮機用管状シェルの製管方法。 A hermetic compressor having a tubular tubular shell, an upper shell and a bottom shell that respectively close both ends of the tubular shell, a compression mechanism housed in the tubular shell, and an electric motor that drives the compression mechanism A method for producing a tubular shell for a hermetic compressor in
A first step of processing both side edges of the rectangular material so as to form a Y-shaped groove when the both side edges are contacted;
A second step in which the V-shaped portion of the Y-shaped groove is formed into a substantially cylindrical shape so as to be an outer periphery;
A third step of pressing the molded substantially cylindrical body in a mold to reduce the diameter;
A fourth step of keyhole welding the root portion of the Y-shaped groove;
A fifth step of overlay welding the V-shaped portion of the Y-shaped groove ;
A method for producing a tubular shell for a hermetic compressor, comprising:
前記管状シェルが、請求項1乃至9の何れかに記載の密閉型圧縮機用管状シェルの製管方法によって製管されたものであることを特徴とする密閉型圧縮機。 A hermetic compressor, wherein the tubular shell is produced by the method for producing a tubular shell for a hermetic compressor according to any one of claims 1 to 9.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007290380A JP4942616B2 (en) | 2007-11-08 | 2007-11-08 | Hermetic compressor and method for producing tubular shell for hermetic compressor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007290380A JP4942616B2 (en) | 2007-11-08 | 2007-11-08 | Hermetic compressor and method for producing tubular shell for hermetic compressor |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009115015A JP2009115015A (en) | 2009-05-28 |
| JP2009115015A5 JP2009115015A5 (en) | 2010-06-24 |
| JP4942616B2 true JP4942616B2 (en) | 2012-05-30 |
Family
ID=40782411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007290380A Active JP4942616B2 (en) | 2007-11-08 | 2007-11-08 | Hermetic compressor and method for producing tubular shell for hermetic compressor |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4942616B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5431881B2 (en) * | 2009-11-12 | 2014-03-05 | 三菱電機株式会社 | Weld bead measuring method, weld bead cutting method and weld bead cutting device for pipe |
| CN104985280A (en) * | 2015-06-17 | 2015-10-21 | 昆明理工大学 | Welding procedure method for ore pulp pipe to slip mass, collapse body and earthquake fault zone |
| JP6628872B2 (en) * | 2016-05-20 | 2020-01-15 | 三菱電機株式会社 | Compressor manufacturing method and pipe expansion device |
| CN110653467A (en) * | 2018-06-29 | 2020-01-07 | 上海梅山钢铁股份有限公司 | Method for straight seam welding of air conditioner compressor shell |
| CN112475571A (en) * | 2019-09-11 | 2021-03-12 | 上海梅山钢铁股份有限公司 | Method for efficiently welding straight seam of air condition compressor shell |
| JP7472862B2 (en) | 2021-06-22 | 2024-04-23 | 株式会社富士通ゼネラル | Compressor |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2610770B2 (en) * | 1993-04-28 | 1997-05-14 | 株式会社島倉鉄工所 | High purity ferritic stainless steel welding method |
| JPH10103277A (en) * | 1996-09-30 | 1998-04-21 | Sanyo Electric Co Ltd | Rotary compressor |
| JP3827958B2 (en) * | 2001-02-07 | 2006-09-27 | 日鐵溶接工業株式会社 | Thick plate single-sided welding method of titanium or titanium alloy |
-
2007
- 2007-11-08 JP JP2007290380A patent/JP4942616B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009115015A (en) | 2009-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4942616B2 (en) | Hermetic compressor and method for producing tubular shell for hermetic compressor | |
| EP2258493B1 (en) | Welded steel pipe welded with a high energy density beam, and a manufacturing method therefor | |
| CN110802337B (en) | Method for sealing and welding end face of annular copper-steel brazing part with sandwich structure | |
| CN104625351B (en) | Subway carriage aluminium alloy side wall welding method | |
| CN209811451U (en) | Heat exchanger element | |
| JP2013154359A (en) | Method for manufacturing water-cooling wall panel | |
| CN103495604A (en) | Method of lock catch type vacuum rolling metal composite plate | |
| CN107378227B (en) | Metal composite material and metal joining method | |
| EP1504844B1 (en) | Method of manufacturing annular body | |
| JP2009103440A (en) | Heat plate and its manufacturing method | |
| JP2009208120A (en) | Manufacturing method of electric resistance welded tube | |
| JP2002224836A (en) | Method for welding one side face of thick plates of titanium or titanium-based alloy | |
| CN106514069A (en) | Device inhibiting welding defects of small-diameter aluminum alloy guiding pipe | |
| JP2006281245A (en) | Structure of backing metal for welding | |
| US20110296656A1 (en) | Casket | |
| JP4212715B2 (en) | Heat pipe end sealing method | |
| EP2536951B1 (en) | Compressor casing assembly and manufacturing method thereof | |
| WO2012128310A1 (en) | Turbine rotor and method for producing turbine rotor | |
| JP4683341B2 (en) | Degassing and sealing method for powder pressure sintering container | |
| CN111644781B (en) | Forming method of segment-shaped end socket | |
| JP2012029400A (en) | Tubular structural body and method for manufacturing the same | |
| JP2009012008A (en) | Joining method for steel bar | |
| JPH046467B2 (en) | ||
| CN111098006B (en) | Double-sided TIG bottoming welding method for aluminum alloy tank car seal head/tank body | |
| JP5954299B2 (en) | Groove processing apparatus and groove processing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100506 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100506 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4942616 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |