JP4880976B2 - 表面被覆切削工具の製造方法 - Google Patents
表面被覆切削工具の製造方法 Download PDFInfo
- Publication number
- JP4880976B2 JP4880976B2 JP2005314273A JP2005314273A JP4880976B2 JP 4880976 B2 JP4880976 B2 JP 4880976B2 JP 2005314273 A JP2005314273 A JP 2005314273A JP 2005314273 A JP2005314273 A JP 2005314273A JP 4880976 B2 JP4880976 B2 JP 4880976B2
- Authority
- JP
- Japan
- Prior art keywords
- honing
- rake face
- coating layer
- hard coating
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Description
しかしながら、これらの文献に記載されている硬質被覆層はPVD法にて被覆されているので、上記粗大粒子の問題から微細孔のサイズが大きくて切削工具の耐摩耗性、耐欠損性は十分でないおそれがある。
しかしながら、CVD法による硬質被覆層を備えた表面被覆切削工具は、切削液を保持する力に劣るので、被削材に対する潤滑性が不十分であり、その結果、切屑が噛み込んだり、切刃が高温となって酸化摩耗が進行しやすいという問題がある。このため、該切削工具の耐摩耗性、耐欠損性は必ずしも十分ではない。
しかしながら、PVD法の場合には上記粗大粒子に起因する耐摩耗性、耐欠損性の問題があり、CVD法の場合には被削材の潤滑性が悪いという問題がある。
ところが、切削中に被削材が工具の切刃であるホーニング部に衝突してしまい、該微小窪み部を起点にホーニング部で欠損が発生して耐欠損性が低下する。
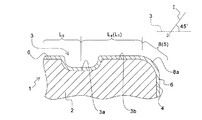
(1)すくい面と逃げ面との交差稜線部にホーニング部が形成された基体の表面に、硬質被覆層を化学蒸着法にて少なくとも1層被覆した表面被覆切削工具であって、少なくともすくい面とホーニング部における前記硬質被覆層の表面は研磨加工され、かつ微小窪み部が点在しているとともに、該微小窪み部が前記ホーニング部よりすくい面に多く点在していることを特徴とする表面被覆切削工具。
(2)前記すくい面はブレーカ溝を有し、前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の領域における前記微小窪み部が占める面積比率が、前記ホーニング部における前記微小窪み部が占める面積比率よりも大きい前記(1)記載の表面被覆切削工具。
(3)前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の距離をL1としたとき、前記ホーニング部のすくい面側の終端から(1/4)L1の距離までの領域における前記微小窪み部が占める面積比率は10〜50%であり、前記ホーニング部の中央領域における前記微小窪み部が占める面積比率は2〜40%である前記(1)または(2)記載の表面被覆切削工具。
(4)前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の距離をL1としたとき、前記ホーニング部のすくい面側の終端から(1/4)L1の距離までの領域における前記微小窪み部の平均深さが0.1〜2μmであり、前記ホーニング部の中央領域における前記微小窪み部の平均深さが0.05〜1μmである前記(1)〜(3)のいずれかに記載の表面被覆切削工具。
(5)前記すくい面は、前記ホーニング部のすくい面側の終端と前記ブレーカ溝との間にランド部を有する前記(1)〜(4)のいずれかに記載の表面被覆切削工具。
(6)前記硬質被覆層の総膜厚が3〜35μmである前記(1)〜(5)のいずれかに記載の表面被覆切削工具。
(7)前記すくい面におけるブレーカ溝の底よりも内側の領域における前記微小窪み部が占める面積比率は30〜95%である前記(1)〜(6)のいずれかに記載の表面被覆切削工具。
(8)前記ホーニング部の中央領域における前記硬質被覆層の表面の算術平均粗さRaが0.05〜0.4μmである前記(1)〜(7)のいずれかに記載の表面被覆切削工具。
上記(3)によれば、微小窪み部が所定の割合で、ホーニング部よりすくい面に多く点在するので、耐摩耗性、耐欠損性により優れた表面被覆切削工具となる。
上記(4)によれば、すくい面の所定領域における微小窪み部の平均深さが0.1〜2μmであるので、該微小窪み部に切削液が効率よく保持されると共に、ホーニング部の中央領域における微小窪み部の平均深さが0.05〜1μmであるので、該微小窪み部を起点とする欠損を確実に防止することができる。
上記(5)によれば、切り込みや送り等の切削条件が変わっても、切屑がランド部を通って排出されるので、切屑の滑りがよく、安定した切屑の排出ができる。
上記(6)によれば、硬質被覆層の剥離やチッピングの発生を抑制することができる。
上記(7)によれば、前記潤滑性がより向上し、すくい面の酸化摩耗を確実に抑制することができる。
上記(8)によれば、切屑が流れる部位が滑らかになるので、切屑の排出性が向上する。
本発明の表面被覆切削工具の一例であるスローアウェイチップ(以下、単にチップと略す)について、図面を参照して詳細に説明する。図1は、このチップを示す斜視図である。図2は、図1のA−A線断面図である。図3は、このチップのホーニング部の硬質被覆層表面を示す走査型電子顕微鏡(SEM)写真(倍率:3000倍)である。図4は、このチップのランド部の硬質被覆層表面を示すSEM写真(倍率:3000倍)である。
また、前記距離L1は、例えば後述するように、金属顕微鏡等を用いて測定することができる。
次に、チップ1の製造方法について説明する。まず、略平板状の基体2を準備し、該基体2の切刃5をなす部分にブラシや砥石等を用いてホーニングを施し、ホーニング部8を形成する。
<表面被覆切削工具の作製>
平均粒径1.5μmの炭化タングステン(WC)粒子をコバルト(Co)にて結合した超硬合金からなるCNMG120408(ブレーカ底の深さは、コーナー部のノーズRの中心位置にてホーニング部8のすくい面3側終端に対して0.5mm)形状の基体を準備した。ついで、該基体のすくい面側に、軟質樹脂部材内に砥粒を分散させたグレード400番の砥石を載置し、Rホーニングを施した。
工具の切刃近くのランド等の平坦部における最表面の表面粗さ(最大高さRz、算術平均粗さRa)を 研磨加工前後のホーニング部の中央領域における硬質被覆層表面を触針式の表面粗さ測定器にて、JIS B0601’01に準拠して触針式表面粗さ測定器を用い、カットオフ値:0.25mm、基準長さ:0.8mm、走査速度:0.1mm/秒にて測定した。3箇所測定し、その平均値で表した。その結果を、表2に「ホーニング部Ra」として示した。
ホーニング部の中央領域における硬質被覆層表面を、カーボンナノチューブの感知レバーを使用した原子間力顕微鏡(AFM)で3箇所測定し、その平均値をホーニング部の中央領域における微小窪み部の平均深さとした。その結果を、表2の「ホーニング部」における「窪み深さ」として示した。
切削工具における硬質被覆層の表面を走査型電子顕微鏡(SEM)により3000倍に拡大し、その画像データをデジタル化した。ついで、該画像データをプラネトロン社製の画像解析ソフト「イメージプログラフ」を用いてコンピュータ画像処理することにより、その画像中の微小窪み部の総面積およびホーニング部の中央領域における微小窪み部の面積を得た。そして、この総面積に対して、ホーニング部の中央領域における微小窪み部の面積が占める割合を算出した。その結果を、表2の「ホーニング部」における「窪み面積」として示した。
金属顕微鏡を用いて、切削工具のコーナーRの中央における断面から見たときの、ホーニング部のすくい面側の終端とブレーカ溝の底との間の距離L1を測定した。その結果を、表2の「L1/4部」における「L1」として示した。
前記で測定した距離L1より、ホーニング部のすくい面側の終端から(1/4)L1の距離を算出した。ついで、該(1/4)L1の領域における微小窪み部の平均深さを、前記ホーニング部の微小窪み部の平均深さと同様にして測定した。その結果を、表2の「L1/4部」における「窪み深さ」として示した。
前記ホーニング部の微小窪み部が占める面積比率と同様にして、(1/4)L1の領域における微小窪み部の面積を得、総面積に対して、(1/4)L1の領域における微小窪み部の面積が占める割合を算出した。その結果を、表2の「L1/4部」における「窪み面積」として示した。

上記で得られた各表面被覆切削工具(表2中の実施例1〜4および比較例1〜3)について、耐摩耗性および耐欠損性を評価した。評価方法を以下に示すと共に、その結果を表3に示す。
切削速度:300m/分
切込み :2mm
送り :0.3mm/rev
被削材 :SCM440
切削状態:水溶性切削液使用
切削時間:10分
評価項目:切削加工後に金属顕微鏡にてクレータ摩耗の深さを観察した。具体的には、切削試験後の硬質被覆層表面に発生したクレータ摩耗の深さを金属顕微鏡で測定した。なお、表面被覆切削工具3個で切削試験を行い、各工具における測定結果の平均値をクレータ摩耗深さとした。
切削速度:150m/分
切込み :3mm
送り :0.4mm/rev
被削材 :SCM440 4本溝つき
切削状態:水溶性切削液使用
評価項目:欠損するまでの衝撃回数を測定した。具体的には、表面被覆切削工具10個で切削試験を行い、そのうち欠損が発生した数を式:(欠損した表面被覆切削工具の数/10個)×100に当てはめ、欠損率(%)を算出した。
2 基体
3 すくい面
3a ブレーカ溝
3b ランド部
4 逃げ面
5 切刃
6 硬質被覆層
7 微小窪み部
8 ホーニング部
Claims (8)
- すくい面と逃げ面との交差稜線部にホーニング部が形成された基体の表面に、硬質被覆層を化学蒸着法にて少なくとも1層被覆し、少なくともすくい面とホーニング部における前記硬質被覆層の表面は研磨加工され、かつ微小窪み部が点在しているとともに、該微小窪み部が前記ホーニング部よりすくい面に多く点在している表面被覆切削工具の製造方法であって、
少なくともすくい面とホーニング部における前記硬質被覆層の表面を第1研磨加工し、該硬質被覆層の表面に前記微小窪み部を点在させる工程と、
ついで、前記すくい面における前記硬質被覆層にマスクをかけた状態で、前記ホーニング部における前記硬質被覆層のみをさらに第2研磨加工する工程と、を含むことを特徴とする表面被覆切削工具の製造方法。 - 前記すくい面はブレーカ溝を有し、前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の領域における前記微小窪み部が占める面積比率が、前記ホーニング部における前記微小窪み部が占める面積比率よりも大きい請求項1記載の表面被覆切削工具の製造方法。
- 前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の距離をL1としたとき、前記ホーニング部のすくい面側の終端から(1/4)L1の距離までの領域における前記微小窪み部が占める面積比率は10〜50%であり、前記ホーニング部の中央領域における前記微小窪み部が占める面積比率は2〜40%である請求項1または2記載の表面被覆切削工具の製造方法。
- 前記ホーニング部のすくい面側の終端と前記ブレーカ溝の底との間の距離をL1としたとき、前記ホーニング部のすくい面側の終端から(1/4)L1の距離までの領域における前記微小窪み部の平均深さが0.1〜2μmであり、前記ホーニング部の中央領域における前記微小窪み部の平均深さが0.05〜1μmである請求項1〜3のいずれかに記載の表面被覆切削工具の製造方法。
- 前記すくい面は、前記ホーニング部のすくい面側の終端と前記ブレーカ溝との間にランド部を有する請求項1〜4のいずれかに記載の表面被覆切削工具の製造方法。
- 前記硬質被覆層の総膜厚が3〜35μmである請求項1〜5のいずれかに記載の表面被覆切削工具の製造方法。
- 前記すくい面におけるブレーカ溝の底よりも内側の領域における前記微小窪み部が占める面積比率は30〜95%である請求項1〜6のいずれかに記載の表面被覆切削工具の製造方法。
- 前記ホーニング部の中央領域における前記硬質被覆層の表面の算術平均粗さRaが0.05〜0.4μmである請求項1〜7のいずれかに記載の表面被覆切削工具の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314273A JP4880976B2 (ja) | 2005-10-28 | 2005-10-28 | 表面被覆切削工具の製造方法 |
| US12/091,917 US20100135737A1 (en) | 2005-10-28 | 2006-10-30 | Surface Coated Member and Manufacturing Method Thereof, and Cutting Tool |
| PCT/JP2006/321643 WO2007049785A1 (ja) | 2005-10-28 | 2006-10-30 | 表面被覆部材およびその製造方法、並びに切削工具 |
| EP06822600A EP1953260A1 (en) | 2005-10-28 | 2006-10-30 | Surface-coated member, method for manufacture thereof, and cutting tool |
| CN200680040383.9A CN101297061B (zh) | 2005-10-28 | 2006-10-30 | 表面包覆构件及其制造方法、以及切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314273A JP4880976B2 (ja) | 2005-10-28 | 2005-10-28 | 表面被覆切削工具の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007118139A JP2007118139A (ja) | 2007-05-17 |
| JP4880976B2 true JP4880976B2 (ja) | 2012-02-22 |
Family
ID=38142528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005314273A Expired - Fee Related JP4880976B2 (ja) | 2005-10-28 | 2005-10-28 | 表面被覆切削工具の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4880976B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274334A (ja) * | 2009-05-26 | 2010-12-09 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具およびその製造方法 |
| JP5035479B2 (ja) | 2011-01-27 | 2012-09-26 | 三菱マテリアル株式会社 | 耐欠損性、耐摩耗性にすぐれた表面被覆切削工具 |
| JP6616094B2 (ja) * | 2015-04-16 | 2019-12-04 | 株式会社iMott | 保護膜の製造方法 |
| WO2019087844A1 (ja) * | 2017-10-30 | 2019-05-09 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2825693B2 (ja) * | 1991-08-29 | 1998-11-18 | 京セラ株式会社 | コーティング工具およびその製造方法 |
| JP2001009605A (ja) * | 1999-06-30 | 2001-01-16 | Hitachi Tool Engineering Ltd | 被覆工具 |
| JP4446469B2 (ja) * | 2004-03-12 | 2010-04-07 | 住友電工ハードメタル株式会社 | 被覆切削工具 |
-
2005
- 2005-10-28 JP JP2005314273A patent/JP4880976B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007118139A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8182911B2 (en) | Cutting tool, manufacturing method thereof and cutting method | |
| JP5866650B2 (ja) | 表面被覆切削工具 | |
| CN108290223B (zh) | 切削工具 | |
| JP5111379B2 (ja) | 切削工具及びその製造方法並びに切削方法 | |
| JP5472529B2 (ja) | 硬質皮膜被覆部材及びそれを具備する刃先交換式回転工具 | |
| JP4854359B2 (ja) | 表面被覆切削工具 | |
| US20100135737A1 (en) | Surface Coated Member and Manufacturing Method Thereof, and Cutting Tool | |
| JP2009028894A (ja) | 被覆切削工具 | |
| JP4942326B2 (ja) | 表面被覆部材および表面被覆部材を用いた切削工具 | |
| JP2006263857A (ja) | 表面被覆切削工具およびその製造方法 | |
| EP1253124B1 (en) | Highly adhesive surface-coated cemented carbide and method for producing the same | |
| JP4880976B2 (ja) | 表面被覆切削工具の製造方法 | |
| JP2012144766A (ja) | 被覆部材 | |
| JP6556246B2 (ja) | 被覆工具 | |
| JP2008238392A (ja) | 切削工具 | |
| JP2006205300A (ja) | 表面被覆部材および切削工具 | |
| JP6794604B1 (ja) | 切削工具 | |
| JP2005153072A (ja) | ミスト加工に適したコーティング工具 | |
| JP2006000970A (ja) | 硬質被覆層が高速切削ですぐれた耐摩耗性を発揮する表面被覆サーメット製切削工具 | |
| CN114144272B (zh) | 涂层刀具和具备它的切削刀具 | |
| JP6050183B2 (ja) | 切削工具 | |
| JP7213888B2 (ja) | 被覆工具およびそれを備えた切削工具 | |
| JP6780222B1 (ja) | 切削工具 | |
| JP4895586B2 (ja) | 表面被覆切削工具 | |
| JP2001152209A (ja) | 高密着性表面被覆焼結部材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110712 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111108 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111202 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141209 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |