JP4815351B2 - パッドコンディショナーのセンサー信号を使用して化学機械研磨を制御する方法およびシステム - Google Patents
パッドコンディショナーのセンサー信号を使用して化学機械研磨を制御する方法およびシステム Download PDFInfo
- Publication number
- JP4815351B2 JP4815351B2 JP2006533931A JP2006533931A JP4815351B2 JP 4815351 B2 JP4815351 B2 JP 4815351B2 JP 2006533931 A JP2006533931 A JP 2006533931A JP 2006533931 A JP2006533931 A JP 2006533931A JP 4815351 B2 JP4815351 B2 JP 4815351B2
- Authority
- JP
- Japan
- Prior art keywords
- sensor signal
- cmp system
- polishing
- electric motor
- cmp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005498 polishing Methods 0.000 title claims description 115
- 238000000034 method Methods 0.000 title claims description 79
- 239000000126 substance Substances 0.000 title claims description 6
- 230000003750 conditioning effect Effects 0.000 claims description 83
- 239000000758 substrate Substances 0.000 claims description 65
- 230000008569 process Effects 0.000 claims description 59
- 230000008859 change Effects 0.000 claims description 8
- 239000002002 slurry Substances 0.000 description 22
- 239000000463 material Substances 0.000 description 16
- 238000005259 measurement Methods 0.000 description 13
- 230000006866 deterioration Effects 0.000 description 8
- 238000000151 deposition Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000000429 assembly Methods 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 230000015556 catabolic process Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000006731 degradation reaction Methods 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000000059 patterning Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- 238000004886 process control Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 230000009118 appropriate response Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/017—Devices or means for dressing, cleaning or otherwise conditioning lapping tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/02—Devices or means for dressing or conditioning abrasive surfaces of plane surfaces on abrasive tools
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Description
さらに、ミクロ構造の製造においては、先にたい積された材料層における余分な材料の除去が必要とされることが多い。
例えば、各回路素子を誘電層に組み込まれた金属線によって電気的に接続し、これにより、通常メタライゼーション層と呼ばれる層を形成する。
近年の集積回路においては、通常このようなメタライゼーション層が複数形成され、必要とされる機能を維持するようにそれぞれ互いにその上面に積み重ねられなければならない。
しかしながら、金属層のパターン化を繰り返すことで表面形状がますます平坦ではなくなり、特に、非常に複雑な集積回路の場合のように、サブミクロン範囲における最小寸法を有する構造を含むミクロ構造について、後続のパターン化プロセスを悪化させる可能性がある。
様々な理由により基板の平坦な表面が必要とされるが、その理由の1つとして、ミクロ構造の材料層をパターン化するのに使用されるフォトリソグラフィにおける光学的焦点深度(optical depth of the focus)の制限が挙げられる。
このCMPプロセスでは、研磨ヘッドと呼ばれる適切に形成されたキャリア上にウェーハがマウントされ、キャリアが研磨パッドに対して動き、ウェーハが研磨パッドと接触するようになっている。
このCMPプロセスの間、研磨パッドにスラリーが供給される。このスラリーは、例えば材料を酸化物に変化させることによって、プレーナ化される材料または複数の材料層と反応する化学化合物を包含する。金属酸化物のような反応生成物はその後、スラリーおよび(または)研磨パッドに含まれる研磨材で機械的に除去される。
層を高度にプレーナ化すると同時に必要とされる除去率を達成するためには、CMPプロセスのパラメータおよびコンディションを適切に選択しなければならない。このため、研磨パッドの構造、スラリーの種類、研磨パッドに対して相対的に動く際にウェーハに加えられる圧力、およびウェーハおよび研磨パッド間の相関速度のようなファクタを考慮しなければならない。
さらに、除去率はスラリーの温度にかなり依存し、続いて研磨パッドとウェーハ間の相関的な動きにより生じる摩擦量、蒸発したパーティクル(粒子)によるスラリーの飽和度、特に研磨パッドの研磨表面の状態によってかなりの影響を受ける。
基板表面から除去され、スラリー内に蓄積されたパーティクルがボイド内に吸収されることで、スラリーの緻密化(densification)が生じる。
この結果、除去率が低下し、これによりプレーナ化プロセスの信頼性に悪い影響を及ぼし、完成した半導体デバイスのイールド(yield)および信頼性を低下させる。
このパッドコンディショナーは、例えば、耐性材料で覆われたダイアモンドのような様々な材料で構成され得るコンディショニング表面を含む。
このような例では、除去率が低すぎると評価されると、パッドの劣化した表面の除去および(または)パッドコンディショナーの比較的硬い材料によるリワークがなされる。精巧なCMP装置のような他の例では、パッドコンディショナーと研磨パッドとを絶えず接触させながら、基板を研磨する。
その結果、パッドコンディショナーは通常、ドライブアセンブリと制御ユニットに設けられる。これらにより、パッドコンディショナー、すなわち、少なくともコンディショニング表面を含むキャリア、が、研磨ヘッドの動きに関連して動くことが可能となり、また、研磨ヘッドの動きによる干渉を避けながら、研磨パッドによる均一なリワークが可能となる。
したがって、通常1つ以上の電気モータがコンディショナードライブアセンブリに与えられ、コンディショニング表面を適切に回転および(または)スイープさせる。
例えば、コンディショニング表面を含むダイアモンドの耐用期間は、一般に、基板2000個を処理するには不十分なものであり、この実際の耐用年数は、適切な交換時期を予測することを非常に困難にする種々のファクタに依存する。
さらに、消耗品の劣化が、経験的に得られた知見からプロセス安定性を維持することを困難にする。
このため、パッドコンディショナーのドライブアセンブリから受け取った信号が、コンディショニング表面の現在の状態についての情報を含む“センサ”信号として働き、CMPプロセスの1つ以上のプロセスパラメータの調整を評価することができる。
基板と研磨パッド間に生成される摩擦力とは反対に、コンディショニング表面と研磨パッド間の相対運動によって生成される摩擦力は、短時間の変動に対して実質的に影響を受けないと考えられることから、この摩擦力を示すモータトルクのような信号は、パッド・コンディショナー、研磨パッド、スラリー群、化学品群およびこれらに類するもののような消耗品の状態が変化することによって生じ得る研磨の非均一性および(または)除去率に関するプロセス変化を補うまたは少なくとも縮小するようにCMPプロセス・パラメータを調節するために効率的に使用できる。
パッドコンディショナーのドライブアセンブリの電気モータが、この摩擦力を示す信号を生成する供給源として使用することができ、それゆえパッドコンディショナーの少なくともコンディショニング表面の“状態”センサとして働く。
パッドコンディショニングアセンブリは、電気モータを含んだ第2ドライブアセンブリに接続される。
このシステムは、研磨ヘッドおよび第2ドライブアセンブリに機能的に接続される制御ユニットをさらに含む。この制御ユニットは、電気モータからセンサ信号を受信し、このセンサ信号に基づいて研磨ヘッドを制御するように構成される。
さらに、CMPシステムの少なくとも1つのプロセス・パラメータは、CMPシステムで処理される少なくとも1つの基板のセンサ信号に基づいて調節される。
以下、図面を参照しながら、本発明の例示的な実施形態を詳細に説明する。
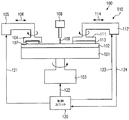
CMPシステム100は、その上に研磨パッド102がマウントされるプラテン101を含む。
このプラテン101は、回転可能なようにドライブアセンブリ103に取り付けられ、このドライブアセンブリは毎分ゼロ回から数百回の範囲内の所望の回転数でプラテン101を回転するように構成される。
研磨ヘッド104はドライブアセンブリ105に接続され、このドライブアセンブリ105は研磨ヘッド104を回転させ、符号106によって示されるように、プラテン101の径方向に動くようになっている。
スラリー109が研磨パッド102に適切に供給されるように、スラリー供給装置108が形成され、配置される。
ヘッド111は、ドライブアセンブリ112に接続され、このドライブアセンブリが次にヘッド111を回転し、矢印114によって示されるようにプラテン101について径方向に動くように構成される。
さらに、ドライブアセンブリ112は、適切なコンディショニング効果が生じるのに必要とされる可動式のヘッド111を提供するように構成されてよい。
同様に、ドライブアセンブリ103および105は、1つ以上の適切な電気モータを備えていてもよい。
この制御ユニット120は、ケーブル接続、ワイヤレスネットワーク等のような適切な通信ネットワークと通信可能である2つ以上のサブユニットで構成されてよい。
例えば、この制御ユニット120は従来のCMPシステムにおいて提供されるようなサブ制御ユニットを含んでいてよく、研磨ヘッド104、研磨パッド102、パッドコンディショナー110の動きを調整するために、それぞれ制御信号121、122および123をドライブアセンブリ105、103および112に適切に供給することができる。制御信号121、122および123は、必要とされる回転速度および(または)直動速度で動作するように、対応するドライブアセンブリに指示を与えるための適切な信号形式を表すことができる。
このセンサ信号124を受信し処理する能力は、対応するサブユニット、PCのような別の制御デバイスの形式で導入してよいし、または設備マネージメントシステムの一部として導入してもよい。
従来のプロセス制御機能をセンサ信号プロセッシングに結合するデータ通信は、上述の通信ネットワークによって得ることができる。
研磨ヘッド104は通常複数のガス線を含み、これにより研磨ヘッド104を真空とする、および(または)研磨ヘッド104にガスを供給して基板107を固定し、基板107と研磨パッド102との間の相対運動の間、特定のダウンフォース(下方への力)を与えることに注目されたい。
プラテン101と研磨ヘッド104が回転する際に研磨パッド102に散布されるスラリー109を供給すべく、例えば制御ユニット120がスラリー供給装置108を作動する。
ドライブアセンブリ105および103にそれぞれ供給される制御信号121および122が、基板107および研磨パッド102間に特定の相対運動をもたらし、必要とされる除去率が実現される。上述したように、この除去率は特に、基板107の特性、研磨パッド102の構造および現在の状態、使用するスラリー109の種類、基板107に使用されるダウンフォース(下方への力)に依存する。
基板107の研磨前および(または)研磨中に、研磨パッド102の表面をリワークするようにコンディショニングメンバ113が研磨パッド102と接触するようになる。
このため、ヘッド111は回転および(または)研磨パッド102全体をスイープする。例えば、コンディショニングプロセスの間、回転速度のような速度を実質的に一定の速度に維持するように、制御ユニット120は制御信号123を提供する。
研磨パッド102の状態とメンバ113のコンディショニング表面に、与えられたスラリー109の種類についての摩擦力が作用し、この摩擦力は特定の一定回転速度を維持するための特定量のモータトルクを必要とする。
例えば、複数の基板107についてのコンディショニングプロセスの進行中、コンディショニングメンバ113の基板構成のシャープネスが劣化する可能性があり、パッド102およびコンディショニングメンバ113間の摩擦力が減退するおそれがある。その結果、モータトルクが減少し、これにより回転速度定数を維持することが必要なモータ電流も減少することとなる。
このように、モータトルクの値は、摩擦力に関する情報を伝え、少なくともコンディショニングメンバ113の状態に依存するのである。例えばモータトルクまたはモータ電流を表すセンサ信号124は、制御ユニット120によって受信され、少なくともコンディショニングメンバ113の現在の状態を推測するように処理される。このように、本発明の一実施形態では、モータトルクがコンディショニングメンバ113の現在の状態を推定するようにその特性を表し得る。すなわち、このモータトルクが摩擦力の特性を示すので、コンディショニングメンバ113によって現在与えられるコンディショニング効果を示すことになる。
さらに、他の実施形態においては、図2を参照して以下により詳細に説明するように、例えば、前に得たモータトルク値を記録し、適切なアルゴリズムおよび(または)前に得た参照データに基づいてこれらの値をさらなるコンディショニング時間について補間することによって、制御ユニット120がコンディショニングメンバ113の残存する耐用年数を推定することができる。
特定のオペレーティングコンディションでは、プラテン101とヘッド111の回転速度が実質的に一定に維持されるコンディショニングプロセスの間、特定の種類のスラリー109が与えられることを意味する。さらに、モータ電流についての代表的なデータまたは参照データを得る場合において、コンディショニングメンバ113の状態の推定にあたってパッド劣化の依存を最小限に抑えるように、基板107を使用せずにCMPシステム100を動作させてもよい。
他の実施形態においては、以下に説明するように製品基板107または専用テスト基板が研磨され得、これにより研磨パッド102とコンディショニングメンバ113の状態に関する情報を同時に得ることができる。
曲線Aは、曲線BおよびCによって表されるコンディショニングメンバ113と比較して、コンディショニング時間の全域にわたって多大なモータ電流量が必要とされるコンディショニングメンバ113を表す。
このように、摩擦力、したがって曲線Aによって表されるコンディショニングメンバ113のコンディショニング効果は、曲線BおよびCによって表すコンディショニングメンバ113によって与えられるコンディショニング効果より高くなり得る。
Lで示される破線は、最小モータ電流、つまり最小限のコンディショニング効果を表すことができる。この値は、基板107の研磨の間のプロセス安定性を保証するのに十分であると考えられるコンディショニング効果を提供するために最小限必要とされる値である。その結果、3つの時点tA、tB、tCが、曲線A、B、およびCによって表される3つのコンディショニングメンバ113の各々の有用な耐用年数を示す。
例えば、センサ信号124が図2に示す曲線Bに従い、時点tPにおいてコンディショニングメンバ113の残存する耐用年数に関する予測が求められる場合である。例えば、ある製造シーケンスに関するプロセスプランを構築するときにツールが使用可能であるかを推定し、またはCMPシステム100の様々なコンポーネントのメンテナンスを調整する場合である。
それまでの進行状況と曲線Bの勾配から、制御ユニット120は、例えば補間法によってtB〜tPの差分、すなわちコンディショニングメンバの残存する有用な耐用年数を推定することができる。制御ユニット120のこの予測はさらに、初期段階tPの間の進行状況が非常に似ている他のモータ電流曲線の“過去の実測値(Experience)”に基づいて行われ得る。このため、センサ信号124を表す曲線のライブラリが生成され得、このセンサ信号124、例えば、モータ電流は、CMPシステム100の特定のオペレーティングコンディションに関する対応するコンディショニング時間に関連付けられる。
参照データとしてライブラリを用いることによって、予測された残存する耐用年数の信頼性は、ライブラリに入力されているデータ量が増えるのに従って向上する。
さらに、曲線A、B、およびCのような複数の代表的な曲線からコンディショニングメンバ113の残存する耐用年数を予測する際の信頼性をさらに向上させるように、所定の時点におけるその後の平均的な挙動が構築され得る。
研磨パッド102とコンディショニングメンバ113の耐用年数とはかなり異なる可能性があるので、それぞれのコンポーネントの交換が必要とされる時期を別々に示すことが可能とすべく、コンディショニングメンバ113および研磨パッド102の双方の状態の情報を得ることが有利となる。
したがって、本発明の例示的な実施形態の一例においては、モータ電流信号の一例であるセンサ信号124の時間の経過についての挙動と、研磨パッド102の劣化と、の間の関係が構築される。このため、特定のCMPプロセス(すなわち所定のCMPレシピ)が複数の基板に関して実行され、測定結果に対するコンディショニングメンバ113の劣化の影響を最小限に抑えるようにコンディショニングメンバ113が頻繁に交換される。
この実施例では、パッドの劣化によりモータ電流信号がわずかに減少することとなる。これに対して他のCMPプロセスでは、異なる挙動が生じ得る。
センサ信号124が、明白な挙動、例えば、時間の経過に伴い少なくともある特定の期間において実質的に単調な挙動をしている限りにおいては、センサ信号124のいずれの種類の変動も、研磨パッド102の状態を示すものとして使用されることに注目されたい。
図2について上述したように、参照データのライブラリを構築するために、またはCMPシステム100の消耗品の現在の状態評価について制御ユニット120で使用されるパラメータを絶えず更新するために、複数の研磨パッド102と複数の異なるCMPプロセスを調査することができる。
実質的にパッドの変化の影響を受けないコンディショニングメンバ113の劣化を表した図2の測定結果からは、研磨パッド102がさらに劣化することによってセンサ信号124の値がさらに小さくなることにより、センサ信号124が僅かではあるがさらに小さくなることが予測される。
したがって、複数の基板の研磨中にコンディショニングメンバ113と研磨パッド102とを交換しないで得られる実際のセンサ信号は、全使用期間中にわたってこれらの曲線の傾きがある程度大きくなる、ということを除いては、図2に示される曲線と同様のものになると考えられる。
したがって、実際のセンサ信号124を、図2に示すような代表的な曲線と図3に示すような代表的な曲線とに比較することによって、研磨パッド102とコンディショニングメンバ114の双方の状態が推定できる。
例えば、上述したことを考慮に入れて制御ユニット120によって交換が決定されたコンディショニングメンバ113の交換後、特定のセンサ信号124の進行状況が評価される。ここでは、コンディショニングメンバ113に加えて、研磨パッド102のような他の消耗品の実際の状態を考慮に入れてもよい。
コンディショニングメンバ113と、他の消耗品があればその消耗品と、の検査により、センサ信号124による状態が十分正しく表されていないことが示されると、例えば、図2に示す限界Lが対応して調整される。
このように、センサ信号124に基づき制御ユニット120を絶えず更新することができる。
他の実施形態においては、センサ信号は、コンディショニングメンバ113および研磨パッド102間の相互作用を示す適切な信号によって表すことができる。例えば、ドライブアセンブリ112に使用されるモータの種類により、制御ユニット120が定電流または定電圧を供給するようにできるし、それからコンディショニングメンバ113および研磨パッド102間の相互作用における変化についてドライブアセンブリ112の“レスポンス”を使用してよい。例えば、AC型サーボモータがドライブアセンブリ112において使用されるとすると、コンディショニングメンバ113および(または)研磨パッド102の劣化に伴い摩擦力が減少した場合、ドライブアセンブリに定電流が供給されていることから、結果として回転速度の増大をもたらし得る。この回転速度における変化は、図2と図3を参照しながら説明したように、現在の電流状態を示すインジケータとして使用することができる。
上述したように、CMPシステム100の消耗品のうちの1つ、例えばコンディショニングメンバ113の劣化は、その使用可能な耐用年数がまだ許容範囲内にあるとしても、CMPシステム100の性能に悪い影響を及ぼす可能性がある。
CMPシステム100の性能と、例えばモータ電流信号の形式で与えられるセンサ信号124との間の関係を得るために、1つ以上の代表的なパラメータが信号124に関連して決定され得る。
ある実施形態においては、特定のCMPレシピに関する全体的な除去率が、ドライブアセンブリ112から得られる対応するセンサ信号に関して決定され得る。
このため、特定の材料層の除去された層厚を決定すべく、1つ以上のテスト基板を、例えば断続的に製品基板とともに研磨することができる。
同時に、対応するセンサ信号124が記録される。基層特性の影響を最小限に抑えるように、パターン化されていないかなり厚みのある材料層の上にテスト基板を形成してよい。
次に、この測定データから、センサ信号124とCMP固有特性との間の対応関係を構築することができる。すなわち、図4に示される例では、各モータ電流値が、CMPシステム100の対応する除去率を表す。この関係は、センサ信号124に基づきCMPシステムを制御するように、例えばテーブルまたは数式等の形式で制御ユニット120に次に実装することができる。
例えば、CMPシステム100の除去率の低下を示すセンサ信号124が制御ユニット120によって検出されれば、対応して基板107に加えられるダウンフォースを増大するように、制御ユニット120が研磨ヘッド104に指示することができる。
他の例においては、除去率の低下を補うべく、研磨ヘッド104と研磨パッド102との相対速度を増大させてもよい。
さらなる実施例においては、全研磨時間にセンサ信号124によって示された現在有効な除去率を適用してよい。
例えば、特定の製品またはテスト基板についての研磨プロセスの持続時間、すなわち研磨時間を決定することができる。この決定された研磨時間は、特定の基板の研磨中に受信したセンサ信号124と関連付けられ、その後、実際のCMPプロセスにおいて、制御ユニット120によって得られるセンサ信号124が、現在プロセスされている基板に関して決定された関係に基づいて研磨時間を調整するために使用される。
その結果、消耗品の状態を推定することに加えて、またはその代わりに、センサ信号124を使用することによって、プロセス制御がラン・トゥ・ラン(run-to-run)ベースで実行でき、これによりプロセスの安定性がかなり向上する。
他の実施形態においては、1つ以上の消耗品の状態だけでなくCMPシステム100の現在有効な性能を示す状態信号として、センサ信号124を使用してもよい。この状態信号は、設備マネージメントシステムまたは一群の関連付けられたプロセスおよび計測ツールに与えられ、これによって様々なプロセスとこれらに係わる計測ツールの状態を共通に評価し、それらの1つ以上のプロセスパラメータを対応して調整することによって、複雑なプロセスシーケンスの制御を向上させる。
例えば、たい積プロファイルを現在のCMP状態に適用するために、たい積ツールがセンサ信号124に基づき対応して制御されてよい。
センサ信号124と基板直径全体の研磨の均一性との間の相関関係が構築されたと仮定すると、この関係は200mmまたは300mmという大きな直径の基板全体において特に重要であり得る。
次に、電気メッキ炉(electroplating reactor)のようなたい積ツールのプロセスパラメータを調整し、現在検出された研磨不均一性にたい積プロファイルを適用するのにセンサ信号124の情報が使用される。
図5においては、モータ電流信号によって表わされ、図5の符号Aによって示されるモータトルク信号は、約10日という比較的長い時間の間隔におけるオペレーション時間に対して記載される。
上述したように、測定データは、基板の研磨中に動作されるパッドコンディショナーについて得られる。このモータトルクは、処理された各基板について平均される。
パッドコンディショナーが動作している間、パッド・コンディショナーを駆動する電気モータは、現在商業上利用可能な多くのCMPシステムで提供されるように、対応する制御機能によって、図5における曲線Bで表されるように実質的に一定の速度で動作する。
時間t2においては、スラリーの供給が変更される。このことはまた、モータ電流の著しい増加に結びつく。
同様に、時間t3およびt4においてはスラリー供給が変更され、これに対応してモータ電流が増加している。
最後に、時間t5においては、消耗品、すなわち研磨パッド、コンディショナーパッド、およびこれに類するものが交換され、これにより、これに対応するモータ電流が変わる。
例えば、モータトルク信号の移動平均(moving average)は、調節された少なくとも1つのプロセス・パラメータを有するCMPシステムの使用により研磨されることになっている1つ以上の基板を処理するために、CMPシステムの少なくとも1つのプロセス・パラメータを調節すべく、以前に処理された基板のうちの少なくともいくつかに基づいて決定することができる。
例えば、パッド102と研磨ヘッド104との間の相対速度における設定値は、例えば図5のt1における場合のように消耗品の交換によって生じるプロセス変動を補うまたは縮小するように、曲線Aの値の移動平均に基づいて再調整される。
これによって、任意の「突然の」イベントに十分速く応答するだけでなく、さらに長期にわたって曲線Aについて適度に滑らかなベースラインを提供するように、移動平均を決定することができる。
他の場合においては、制御ユニット120は、スラリー供給の変更およびこれに類するもののようなイベントについての情報を受信することができる。また、少なくとも1つのプロセス・パラメータは、この受信情報、および図5のデータのような測定データに基づいて調整され得る。また、この調整されたプロセス・パラメータは、制御ユニット120の適切なレスポンスについての参照データとして使用されてよい。
すなわち、スラリー供給の変更のようなイベントが発生した際、これに対応してCMPプロセス・パラメータの調整が実行され得る。このイベントに対するレスポンスの大きさは、参照データに基づいて推定することができる。
参照データとして測定データを使用することによって、少なくとも1つのCMPプロセスパラメータの制御は、消耗品を交換した場合に、ある程度の予測性またはフィードフォワード制御を得ることができる。この測定データに対して、データフィッティング、スムージング、およびこれに類するもののような適切なデータ操作をしてもよい。
他方において、現在処理された基板のトルク信号のモニタリングは、フィードバック制御についての可能性を提供する。
他の実施形態においては、CMPシステムの消耗品の交換に関連した任意のイベントに適切に応答する能力をさらに増強するように、上述したように例えば参照データを更新することにより、両方の制御方法の組合せを使用してもよい。
いくつかの実施形態においては、少なくとも1つのプロセス・パラメータの調節は、各基板がCMPシステム100で処理されるように実行される。
他の実施形態においては、少なくとも1つのプロセス・パラメータの調節は多くの基板が処理されるように維持されてよい。新しくプロセス・パラメータを調節するための間隔は予め決定するようにしてもよいし、および(または)センサシグナルに基づいて決定するようにしてもよいし、および(または)消耗品、メンテナンス期間およびこれに類するものの変更についての情報のような追加情報に基づいて決定するようにしてもよい。
研磨パッドと接触する表面は、さらなるコンディショニング効果を提供するように構成することができる。または他の実施形態においては、この表面は、研磨プロセスに実質的に影響を与えないように選択することができる。
その後、移動可能なプローブから得られた信号は、実際のコンディショナーから得られるトルク信号に関して上述した方法と同じ方法で使用されてよい。
この結果、本発明は、CMPシステムの性能を向上させるシステムおよび方法を提供する。パッドコンディショニングシステムのドライブアセンブリによって提供されるセンサ信号は、1つ以上の消耗品の現在の状態および(または)CMPシステムの現在の性能状態を検知するか少なくとも評価するために使用されるからである。
このセンサ信号に基づいて、CMPプロセスの制御はプロセス変動を縮小させるように実行される。センサ信号は、パッド・コンディショナーを駆動するモータから得られ、これによってモータの速度および(または)トルクが示される。
したがって、センサ信号に基づいた制御方法は、現在使用することができる利用可能な現存するCMPツールに容易に取り入れることができる。これにより、これらの信頼性と正確性を著しく高めることができる。
Claims (15)
- 所定の位置に基板を受容し保持するように構成される、制御可能な研磨ヘッドと、
第1ドライブアセンブリに接続されるプラテン上にマウントされる研磨パッドと、
電気モータを含んだ第2ドライブアセンブリに接続されるパッド・コンディショナーと、
前記電気モータからセンサ信号を受信し、このセンサ信号に基づいて前記研磨ヘッドを制御するように構成され、前記研磨ヘッドおよび前記第2ドライブアセンブリに機能的に接続される制御ユニットと、を含む、
化学機械研磨(CMP)システム。 - 前記電気モータから受信した前記センサ信号は、前記電気モータのトルクおよび回転数の少なくとも一方を示す、請求項1記載のシステム。
- 前記制御ユニットは、前記電気モータの前記トルクおよび前記回転数を示す前記センサ信号を受信し、
複数の以前に処理した基板の前記センサ信号に基づき、前記研磨ヘッドについての制御信号を決定する、請求項2記載のシステム。 - CMPシステムの研磨パッドに関連してパッド・コンディショナーを移動させる間に、前記CMPシステムの前記パッド・コンディショナーを駆動する電気モータからセンサ信号を得るステップと、
前記CMPシステムで処理される少なくとも1つの基板についての前記センサ信号に基づいて、前記CMPシステムの少なくとも1つのプロセス・パラメータを調節するステップと、を含み、
少なくとも1つのプロセス・パラメータが一度だけ調整された前記CMPシステムで複数の基板が処理される、CMPシステムの動作方法。 - 前記センサ信号は、前記電気モータのトルクおよび回転数の少なくとも一方を示す、請求項4記載の方法。
- 前記CMPシステムを制御するステップは、
複数の基板が処理される際に、前記複数の基板についての前記センサ信号の値を収集することにより、前記センサ信号についての参照データを構築するステップと、
少なくとも1つのプロセス・パラメータを調節するように、前記参照データと共に前記センサ信号を使用するステップと、を含む、請求項5記載の方法。 - 前記参照データを構築するステップは、
前記パッド・コンディショナーの以前に実行された多くのオペレーションから得られるセンサ信号の移動平均を決定するステップを含む、請求項6記載の方法。 - 前記CMPシステムの少なくとも1つの消耗品の状態の変化についての情報を得るステップと、前記情報と前記参照データとに基づき前記少なくとも1つのプロセス・パラメータを調節するステップと、を更に含む、請求項6記載の方法。
- 前記研磨パッドに関連する前記パッド・コンディショナーの動作中に、前記電気モータは、実質的に一定の速度を有するように制御される、請求項5記載の方法。
- 前記電気モータのモータ電流を示す信号は、前記センサ信号として使用される、請求項9記載の方法。
- 前記CMPシステムの動作を制御するステップは、前記センサ信号に基づく基板と前記研磨パッドとの間の相対速度、研磨時間、および研磨ヘッドに作用するダウンフォースの少なくとも1つを再調整するステップを含む、請求項4記載の方法。
- 前記CMPシステムの動作を制御するステップは、コンディショニング効果を調節するように、前記センサ信号に基づく前記電気モータに対するドライブ信号を再調整するステップを含む、請求項11記載の方法。
- CMPシステムの研磨パッドに関連してパッド・コンディショナーを移動させる間に、前記CMPシステムのパッド・コンディショナーを駆動する電気モータからセンサ信号を得るステップを含み、前記センサ信号は前記電気モータのトルクおよび回転数の少なくとも一方を示すものであって、
前記CMPシステムで処理される少なくとも1つの基板についての前記センサ信号に基づいて、前記CMPシステムの少なくとも1つのプロセス・パラメータを調節するステップと、
複数の基板が処理される際に、前記複数の基板についての前記センサ信号の値を収集することにより、前記センサ信号についての参照データを構築するステップと、
前記少なくとも1つのプロセス・パラメータを調節するように、前記参照データと共に前記センサ信号を使用するステップと、を含む、CMPシステムの動作方法。 - 前記参照データを構築するステップは、
前記パッド・コンディショナーの以前に実行された多くのオペレーションから得られるセンサ信号の移動平均を決定するステップを含む、請求項13記載の方法。 - 前記CMPシステムの少なくとも1つの消耗品の状態の変化についての情報を得るステップと、前記情報と前記参照データとに基づき前記少なくとも1つのプロセス・パラメータを調節するステップと、を更に含む、請求項13記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10345381.4 | 2003-09-30 | ||
| DE10345381A DE10345381B4 (de) | 2003-09-30 | 2003-09-30 | Verfahren und System zum Steuern des chemisch-mechanischen Polierens unter Anwendung eines Sensorsignals eines Kissenkonditionierers |
| US10/859,336 | 2004-06-02 | ||
| US10/859,336 US6957997B2 (en) | 2003-09-30 | 2004-06-02 | Method and system for controlling the chemical mechanical polishing by using a sensor signal of a pad conditioner |
| PCT/US2004/030410 WO2005032763A1 (en) | 2003-09-30 | 2004-09-17 | A method and system for controlling the chemical mechanical polishing by using a sensor signal of a pad conditioner |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007524518A JP2007524518A (ja) | 2007-08-30 |
| JP2007524518A5 JP2007524518A5 (ja) | 2007-11-08 |
| JP4815351B2 true JP4815351B2 (ja) | 2011-11-16 |
Family
ID=34353214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006533931A Expired - Lifetime JP4815351B2 (ja) | 2003-09-30 | 2004-09-17 | パッドコンディショナーのセンサー信号を使用して化学機械研磨を制御する方法およびシステム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6957997B2 (ja) |
| JP (1) | JP4815351B2 (ja) |
| CN (1) | CN100475445C (ja) |
| DE (1) | DE10345381B4 (ja) |
| TW (1) | TWI335853B (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8870625B2 (en) * | 2007-11-28 | 2014-10-28 | Ebara Corporation | Method and apparatus for dressing polishing pad, profile measuring method, substrate polishing apparatus, and substrate polishing method |
| US8323078B2 (en) * | 2008-05-05 | 2012-12-04 | Qualcomm Incorporated | Apparatus for polishing semi-conductor dice |
| TWI381904B (zh) * | 2009-12-03 | 2013-01-11 | Nat Univ Chung Cheng | The method of detecting the grinding characteristics and service life of the polishing pad |
| JP2013526057A (ja) * | 2010-04-30 | 2013-06-20 | アプライド マテリアルズ インコーポレイテッド | 一定除去速度を達成するためのパッド調整掃引トルクモデリング |
| JP5511600B2 (ja) * | 2010-09-09 | 2014-06-04 | 株式会社荏原製作所 | 研磨装置 |
| US8758085B2 (en) * | 2010-10-21 | 2014-06-24 | Applied Materials, Inc. | Method for compensation of variability in chemical mechanical polishing consumables |
| JP5750877B2 (ja) * | 2010-12-09 | 2015-07-22 | 株式会社Sumco | ウェーハの片面研磨方法、ウェーハの製造方法およびウェーハの片面研磨装置 |
| US9862070B2 (en) | 2011-11-16 | 2018-01-09 | Applied Materials, Inc. | Systems and methods for substrate polishing end point detection using improved friction measurement |
| CN106604802B (zh) * | 2014-09-02 | 2019-05-31 | 株式会社荏原制作所 | 终点检测方法、研磨装置及研磨方法 |
| KR102591906B1 (ko) * | 2017-10-31 | 2023-10-20 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 장치 및 연마 방법 |
| US11389928B2 (en) * | 2017-11-30 | 2022-07-19 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method for conditioning polishing pad |
| WO2019152222A1 (en) * | 2018-02-05 | 2019-08-08 | Applied Materials, Inc. | Piezo-electric end-pointing for 3d printed cmp pads |
| KR102706476B1 (ko) * | 2018-03-14 | 2024-09-13 | 어플라이드 머티어리얼스, 인코포레이티드 | 패드 컨디셔너 절삭률 모니터링 |
| US11806833B2 (en) * | 2018-08-31 | 2023-11-07 | Taiwan Semiconductor Manufacturing Co., Ltd. | Chemical mechanical planarization system and a method of using the same |
| CN111421462B (zh) * | 2019-01-08 | 2022-03-22 | 中芯国际集成电路制造(上海)有限公司 | 化学机械研磨方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001260001A (ja) * | 2000-03-13 | 2001-09-25 | Hitachi Ltd | 半導体装置の平坦化方法及びその装置 |
| JP2002126998A (ja) * | 2000-10-26 | 2002-05-08 | Hitachi Ltd | 研磨方法および研磨装置 |
| JP2002353174A (ja) * | 2001-04-02 | 2002-12-06 | Infineon Technologies Ag | 研磨パッド表面を調整する方法およびそのための装置 |
| JP2003117816A (ja) * | 2001-10-03 | 2003-04-23 | Hitachi Ltd | 研磨パッドの修復方法および研磨パッドの修復装置およびそれを用いた被加工物の研磨方法 |
| JP2003200342A (ja) * | 2001-12-28 | 2003-07-15 | Tokyo Seimitsu Co Ltd | ウェーハ加工装置用コンディショナー装置 |
| JP2005022028A (ja) * | 2003-07-02 | 2005-01-27 | Tokyo Seimitsu Co Ltd | 研磨パッドのドレッシング装置及び該装置を有する加工装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0970751A (ja) * | 1995-09-06 | 1997-03-18 | Ebara Corp | ポリッシング装置 |
| DE69739038D1 (de) * | 1996-05-30 | 2008-11-20 | Ebara Corp | Poliervorrichtung mit Verriegelungsfunktion |
| US6191038B1 (en) * | 1997-09-02 | 2001-02-20 | Matsushita Electronics Corporation | Apparatus and method for chemical/mechanical polishing |
| JP4030247B2 (ja) | 1999-05-17 | 2008-01-09 | 株式会社荏原製作所 | ドレッシング装置及びポリッシング装置 |
| JP3632500B2 (ja) * | 1999-05-21 | 2005-03-23 | 株式会社日立製作所 | 回転加工装置 |
| US6288648B1 (en) * | 1999-08-27 | 2001-09-11 | Lucent Technologies Inc. | Apparatus and method for determining a need to change a polishing pad conditioning wheel |
| US6306008B1 (en) * | 1999-08-31 | 2001-10-23 | Micron Technology, Inc. | Apparatus and method for conditioning and monitoring media used for chemical-mechanical planarization |
| US6896583B2 (en) * | 2001-02-06 | 2005-05-24 | Agere Systems, Inc. | Method and apparatus for conditioning a polishing pad |
| DE10324429B4 (de) * | 2003-05-28 | 2010-08-19 | Advanced Micro Devices, Inc., Sunnyvale | Verfahren zum Betreiben eines chemisch-mechanischen Polier Systems mittels eines Sensorsignals eines Polierkissenkonditionierers |
-
2003
- 2003-09-30 DE DE10345381A patent/DE10345381B4/de not_active Expired - Lifetime
-
2004
- 2004-06-02 US US10/859,336 patent/US6957997B2/en not_active Expired - Lifetime
- 2004-09-17 JP JP2006533931A patent/JP4815351B2/ja not_active Expired - Lifetime
- 2004-09-17 CN CNB2004800285424A patent/CN100475445C/zh not_active Expired - Lifetime
- 2004-09-27 TW TW093129187A patent/TWI335853B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001260001A (ja) * | 2000-03-13 | 2001-09-25 | Hitachi Ltd | 半導体装置の平坦化方法及びその装置 |
| JP2002126998A (ja) * | 2000-10-26 | 2002-05-08 | Hitachi Ltd | 研磨方法および研磨装置 |
| JP2002353174A (ja) * | 2001-04-02 | 2002-12-06 | Infineon Technologies Ag | 研磨パッド表面を調整する方法およびそのための装置 |
| JP2003117816A (ja) * | 2001-10-03 | 2003-04-23 | Hitachi Ltd | 研磨パッドの修復方法および研磨パッドの修復装置およびそれを用いた被加工物の研磨方法 |
| JP2003200342A (ja) * | 2001-12-28 | 2003-07-15 | Tokyo Seimitsu Co Ltd | ウェーハ加工装置用コンディショナー装置 |
| JP2005022028A (ja) * | 2003-07-02 | 2005-01-27 | Tokyo Seimitsu Co Ltd | 研磨パッドのドレッシング装置及び該装置を有する加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI335853B (en) | 2011-01-11 |
| US20050070209A1 (en) | 2005-03-31 |
| CN100475445C (zh) | 2009-04-08 |
| CN1859998A (zh) | 2006-11-08 |
| US6957997B2 (en) | 2005-10-25 |
| DE10345381A1 (de) | 2005-05-04 |
| JP2007524518A (ja) | 2007-08-30 |
| TW200526358A (en) | 2005-08-16 |
| DE10345381B4 (de) | 2013-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4699371B2 (ja) | パッドコンディショナーのセンサー信号を用いて化学機械研磨をコントロールするための方法とシステム | |
| JP4815351B2 (ja) | パッドコンディショナーのセンサー信号を使用して化学機械研磨を制御する方法およびシステム | |
| JP4880512B2 (ja) | モデル予測制御を用いた、半導体製作における個別部品の生産を制御するための方法およびコントローラ装置 | |
| KR100904866B1 (ko) | 컨디셔닝을 위한 컴퓨터 구현 방법, 컨디셔닝 장치 및 컴퓨터 판독가능 매체 | |
| JP2005509531A (ja) | パッド寿命を向上させるための化学機械研磨パッドコンディショナの方向速度の制御 | |
| JP4799817B2 (ja) | 半導体ウェハの表面平坦化装置 | |
| TWI848851B (zh) | 墊調節器的切割速率監控 | |
| US11850699B2 (en) | Switching control algorithms on detection of exposure of underlying layer during polishing | |
| CN111132802A (zh) | 用于抛光垫磨损率监测的预测滤波器 | |
| US7198542B2 (en) | Method and system for controlling the chemical mechanical polishing by using a seismic signal of a seismic sensor | |
| US20080242196A1 (en) | Method and system for controlling chemical mechanical polishing by taking zone specific substrate data into account | |
| US20040259477A1 (en) | Pad conditioner control using feedback from a measured polishing pad roughness level | |
| KR101192418B1 (ko) | 패드 컨디셔너의 센서 신호를 사용하여 화학적 기계적연마를 제어하기 위한 방법 및 시스템 | |
| KR101141255B1 (ko) | 패드 컨디셔너의 센서신호를 사용함으로써 화학적 기계적연마를 제어하는 방법 및 시스템 | |
| JP2005169593A (ja) | 研磨装置、研磨方法、この研磨方法を用いた半導体デバイスの製造方法及びこの半導体デバイスの製造方法により製造された半導体デバイス | |
| CN117412835A (zh) | 对垫磨损进行建模和控制的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070918 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070918 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100519 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100818 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100825 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20100902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110223 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110523 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110530 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110623 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4815351 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |