JP4806848B2 - 偏平形電池の外装ケース加工装置 - Google Patents
偏平形電池の外装ケース加工装置 Download PDFInfo
- Publication number
- JP4806848B2 JP4806848B2 JP2001002185A JP2001002185A JP4806848B2 JP 4806848 B2 JP4806848 B2 JP 4806848B2 JP 2001002185 A JP2001002185 A JP 2001002185A JP 2001002185 A JP2001002185 A JP 2001002185A JP 4806848 B2 JP4806848 B2 JP 4806848B2
- Authority
- JP
- Japan
- Prior art keywords
- battery
- outer case
- jig
- case
- flat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/22—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using layers or sheathings having a shape adapted to the shape of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
- B29C63/04—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like
- B29C63/046—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material by folding, winding, bending or the like using a folding shoulder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/032—Mechanical after-treatments
- B29C66/0324—Reforming or reshaping the joint, e.g. folding over
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/549—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles said hollow-preforms being interconnected during their moulding process, e.g. by a hinge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description
【発明の属する技術分野】
本発明はラミネートフィルムからなる外装材を用いた、偏平形電池の外装ケース加工装置に関するものである。
【0002】
【従来の技術】
最近は軽量且つ高容量であるうえに液状の電解液に変えて、ゲル状または固体電解質を用い、漏液の心配がなく安全性や信頼性に優れる電池としてリチウムポリマー電池の開発が積極的に進められている。
【0003】
そして、リチウムポリマー電池用の外装ケースとしては、従来の小型電池が金属製の電池ケースを用いていたのに対して、電池の軽量化に有利な金属箔と樹脂フィルムを積層して一体化したラミネートフィルムが偏平形リチウムポリマー電池の外装ケース材料として一般的に用いられている。
【0004】
その一例として、図3に金属箔と樹脂フィルムを積層し、これらを接着剤で接着したラミネートフィルムを電池用外装ケース材料として用い、その中央部に電池部材の収納部4を設け、電池用外装ケース1の周辺部5と6を熱溶着により密封した後、リード線2、3を引き出した辺6を除いて折曲げ加工を施した一般的な偏平形リチウムポリマー電池の外観図を示す。
【0005】
図3に示される偏平形リチウムポリマー電池の、従来から採用されている一般的な製造工程を簡単に説明すると、フープ状に長く連なったラミネートフィルムの一部にプレスと金型を用いて、電池の主要構成材料を収容するための略長方形の浅い凹部を形成した電池部材収納部4を、主として張り出し加工により成形した後、打ち抜き加工により所定の形状に切断する。
【0006】
なお、ラミネートフィルムで製作された電池用外装ケース1の溶着された周辺部から電解質の昇華などによる減少や、エアーや水分などが外部から電池の外装ケース1内部への侵入を防ぎ、電池の長期に亘る寿命を確保して信頼性を高めるためには、外装ケース1の周辺部の溶着部5と6の幅は、少なくとも5〜6mm程度は必要である。
【0007】
しかし、このラミネートフィルムの溶着された周辺部が、電池の外装ケース1の両側に5〜6mmも広がっていると、携帯用電気機器に電池を組み込むために大きなスペースが必要となるのみならず、電池を取扱い中に外装ケース1に損傷を与える危険性も増大する。これに対して溶着された周辺部5を折曲げて小さく畳み込むことは、電池性能に対して何らの悪影響も与えずに電池の信頼性を高めるのみならず、電池の小型化や各種の携帯用電気機器の内部に電池を組み込む場合には非常に有利となるので、周辺部5に対して折曲げ畳み込み加工が施される。
【0008】
略長方形をした偏平形リチウムポリマー電池用外装ケース1の四辺の内、対向する一対の辺の周辺部5に、折曲げ加工を施す方法を図5にアルファベット順に折曲げ角度を45°ずつ増加させて示している。
【0009】
但し、電池の製造工程に於いては1工程当たり必ずしも45°ずつ折曲げ角度を増加させていく必要はなく、それぞれの工程に応じて60°でも、90°でも良く適宜選択可能である。なお、従来の折曲げ加工装置の一例としては図7に示す通り、小型のプレスなどに折曲げ畳み込み加工用の金型を取り付けたものを使用していた。
【0010】
従来の偏平形リチウムポリマー電池用外装ケースの周辺部を折曲げ畳み込み加工装置の別の例として、図6に示すような簡単な金型をプレスに取り付けて人手に頼る折曲げ加工をしていた。図6(a)は下型に電池外装ケースを人手により供給し位置決めした状態を示し、図6(b)は上型を下降させて周辺部を折曲げた様子を示す。この場合には、プレスに取り付けた上型を所定の位置まで下降させて、電池外装ケースの両サイドを90°迄1回の加圧で折曲げることが可能である。
【0011】
図示は省略するが、引き続いて、人手により操作する類似の簡単な治具を用いて、さらに周辺部を折曲げて畳み込み、図3に示す形状にまで加工し、電池用外装ケースの折曲げ畳み込み加工は完了する。
【0012】
また、上記の偏平形リチウムポリマー電池とは、電池の外形形状が多少異なるが、特開2000−138040号公報にもラミネートフィルムに電池部材の収納部を成形加工し、電池部材を収納してその周囲を熱溶着で密封した後、電池の外装ケース周辺部に設けられた溶着部を折畳んだ、類似構造の偏平形リチウムポリマー電池の形状と、その折畳み方法や折畳み加工に用いられる治具などが開示されている。
【0013】
【発明が解決しようとする課題】
上記の従来の加工法を用いる場合には、生産性が非常に低く市場からの大量な受注に速やかに対応するのは困難な状況にあり、加工法や加工装置に関してはとても満足できるようなものではなかった。
【0014】
さらに、図6からも予測されるように、上下の金型間のクリアランス設定量、コーナー部のアールの付け方、金型の表面仕上げの状態などにも左右されるが、外装ケースの周辺部の折曲げ部を上型の内側の面でしごくため、電池外装ケースの折曲げ部に傷や破損が生じ易い傾向にあった。
【0015】
本発明は、このような課題を解決するために、従来から行われている偏平形電池用外装ケースの折曲げ畳み込み加工用の金型を取りつけたプレスで、1回加圧する毎に45°〜90°ずつ順次折曲げ角度を増加させて数回の加圧を加えることにより、電池外装ケースを最終形状にまで加工する方法や、特開2000−138040号公報に開示された主要部がV溝ブロックと、前記のV溝ブロックの溝と先端角度が一致するブレードからなる治具を用いる方法などよりも、能率的に折曲げ畳み込み加工が可能で、しかも品質面に関しても優れた加工装置を提供することを目的とする。
【0016】
【課題を解決するための手段】
治具に取り付け保持させた電池外装ケースの周辺部を形成するラミネートフィルムを治具の走行用ガイドレールに沿って、その両側に多段階に設けた成形用ローラーの外周や端面、またはコーナー部などに、治具の移動を利用して押しつけ、あるいは、上下に設けた一対の成形用ローラーの間を通過させる。成形用ローラーはそれぞれの軸にスムーズに回転可能に支持されて、電池用外装ケースの周辺部を表裏両面から挟み回転しながら電池用外装ケースを通過させるが、その際、成形ローラーに接触した外装ケースの周辺部は、成形ローラーにより加圧力を加えられて順次折曲げ角度を増加させ、最終形状になるまで連続的に高能率に加工される。
【0017】
電池外装ケースの素材となるラミネートフィルムは薄くて剛性に欠け、しかも個々の電池用外装ケースとして既に短く切断されて長尺の連続材ではなくなっているので、治具に電池用外装ケースを保持させて治具のガイドに沿った運動を利用して成形ローラーに強制的に押しつけ、ラミネートフィルムの異常な変形を防ぎながら所定の形状になるように折曲げ加工を施す装置である。
【0018】
前記治具走行用のガイドレール両側で、且つ治具に保持された前記電池用外装ケースの周辺部となる部分が通過するべき位置に、種々の形状で軸芯の方向が種々の方向を向く成形ローラーを多段階に設け、ローラーの外周または端面、あるいはコーナー部と前記外装ケースの周辺部を接触させ、または、上下に設けられた一対の成形用ローラーで電池用外装ケースの周辺部の表裏両面を挟み加圧することにより、略長方形をした電池用外装ケースの周囲を形成する四辺の内の、前記ガイドに平行な一対の側辺に広がる幅広い外側部分の平行線上を180度迄折曲げ、次にその内側の平行線上を直立状態となる90度迄折曲げて電池部材収納部の側面に添わせ、外装ケースの幅を狭めて所定の形状になるまで成形する。
【0019】
なお、成形ローラー1段当たりの折曲げ角度の増加量は、ラミネートフィルムの素材や厚さなどにもより変化することが予想されるが、30°以上で60°以下の範囲に設定することが、比較的成形ローラーの必要な段数も少なく、しかも折曲げ畳み込み加工が安定して不良品の発生も少なく好ましい。また、電池用外装ケースを保持し搬送する複数個の治具を、チェーンまたはベルトまたは各種リニア駆動装置などのような連続体にて連結して駆動し、治具を直線状に設けられたガイドレールに沿って1方向に連続的に走行させることにより、非常に高能率に電池用外装ケースの折曲げ畳み込み加工を行うことが可能である。
【0020】
【発明の実施の形態】
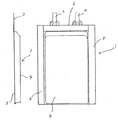
図4は偏平形リチウムポリマー電池用外装ケース1について、ラミネートフィルム製外装ケース1の周辺部5と6を溶着した直後で、本発明の加工装置により周辺部5に折曲げ加工を施す直前の状態を示す。
【0021】
本発明の加工装置の一実施例を図1により、その構造と機能の説明する。
【0022】
左端から右端まで直線状をしたガイドレール14が設けられ、ガイドレール14上の左側端部には電池用外装ケース1を保持して搬送する治具7が配設され、折曲げ加工をすべき電池外装ケース1が供給される。そして左側から右方向に向けて、6段階に様々な形状をした成形用ローラーが治具のガイドレール14を挟んで両側に対称に設けられている。そして成形ローラーに電池用外装ケースが接触する毎に階段的に折曲げ角度を増し、外装ケース1を保持した治具7がガイドレールに沿って右端まで到達すると、外装ケース1の周辺部の折曲げ畳込み加工は完了し、治具7から取り外された後、治具7はガイド14に沿って再び左端まで引き戻されて次回の加工まで待機する。
【0023】
上記のように、最初に電池外装ケース1は図1の左端に示される治具7の所定の位置に供給され、所定の姿勢で取り付けられるが、図2(a)はこの状態を示すための側面断面図である。図面中央部に紙面に対して垂直方向に伸びるガイドレール14が設けられ、ガイドレールに沿ってスライドするスライドユニット13の上には、電池外装ケース1を保持し搬送する治具7が取り付けられている。
【0024】
外装ケース1の折曲げ畳み込む周辺部5を水平に置き、電池外装ケース1の電池部材収納部4の両サイドに位置決めブロック8を当てて芯出しを行ない、電池外装ケース1の周辺部5の幅は治具7の上面よりも幅が広く、オーバーハングした状態で位置決めされる。
【0025】
治具7の幅は電池外装ケース1の電池部材収納部4の幅と同等に設定され、また治具7の底面や側面の幅が、治具7の上面の幅よりも狭く設定されているのは多段階に設けられたそれぞれの成形ローラーとの干渉を避けるためである。なお、左右に設けられた2個の位置決めブロック8は、ガイドレール21に沿って左右に移動可能なスライドユニット20に固定され、コネクチングロッド17、18、ディスク16などを介してレバー15の操作によりその間隔を開閉可能に製作されている。そして位置決めされた電池外装ケース1は、押え部材12、圧縮ばね9、パッド10などにより治具7上に押えつけて保持される。
【0026】
図2(b)は、治具7がガイドレールに沿って移動したことにより、治具7に取り付けられた電池外装ケース1の周辺部の両側が、第1段目の成形ローラー23、24に接触し、両側同時に上下一対の成形ローラーに挟まれて、45°だけ折曲げられた状態を示す部分断面図である。なお、上下一対の成形ローラーの内、下側ローラー24は一定の高さに支持され移動しないが、上側の成形ローラー23は、溶着された電池外装ケース周辺部5の厚さのバラツキの影響を吸収し、常時一定の力を加えて成形するために、過大な荷重が働く場合にはガイドレール27に沿って上下に摺動が出来るようにスライドユニット26上に支持されている。
【0027】
図2(c)は、さらに治具7が、ガイドレール14に沿って進み、治具7に取り付けられた電池外装ケースの両側の周辺部5が第2段目の成形ローラー28と29に挟まれて、第1段目の成形ローラーで45°迄折曲げられていた周辺部5に対して、さらに折曲げ角度を45°増して90°迄、折曲げられた状態を示す。この場合にも、電池用外装ケースの周辺部5に対して、過大な加圧力を避け、常時一定の力を加えて成形するために、一対の成形ローラーの内、下側ローラー29はスライドユニット32上に支えられて左右にスライド可能な構造となっている。
【0028】
第3段目の成形ローラー34、35から、第6段目の成形ローラー39についても、上記の第1段目や、第2段目の成形ローラーと、成形ローラーの形状や軸芯の向く方向などはそれぞれ異なるが、加工法や構造において大きな変化はないので詳細な説明は割愛する。電池外装ケースの周辺部5の形状が、成形ローラーに接触するごとに段階的に45°ずつ次第に折曲げ角度を増して、図3に示す完成品の形状に近づく様子は図5に示す通りである。
【0029】
また、本発明の加工装置を用いて電池外装ケースの周辺部に折曲げ加工と、それに引き続いて畳み込み加工を行うと、生産性は大幅に向上し、電池外装ケース周辺部の破損、すり傷なども減少した。また、チェーンで連結して連続的に駆動される治具に電池外装ケースを自動供給して、折曲げと畳み込み加工を行う量産用の加工装置を用いる場合には、60〜100個/分のリチウムポリマー電池の製造が可能となり、電池の生産能力は、従来の20〜50倍程度に迄増大した。
【0030】
【発明の効果】
本発明の電池外装ケース加工装置を利用して、電池外装ケースの周辺部を折曲げ畳み込む場合には、従来のプレス金型を用いる加工法よりも、大幅に生産能力が増大した。また、成形用ローラーで電池外装ケースの折曲げ加工を行う場合には、折曲げ部のラミネートフィルムに強いしごきの力が働くことがなく、ラミネートフィルムの傷や損傷による不良が減少し、さらに電池の外形寸法の安定性も改善された。
【図面の簡単な説明】
【図1】本発明による偏平形リチウム電池外装ケース加工装置の、主要部の一部断面を含む正面図
【図2】本発明による偏平形リチウム電池用外装ケース加工装置主要部側面の断面図
(a)電池外装ケースを位置決め、固定した直後で、加工開始前の状態を示す断面図
(b)第1段目の成形ローラーにより45°迄折曲げられた様子を示す断面図(c)第2段目の成形ローラーにより90°迄折曲げられた様子を示す断面図
【図3】偏平形リチウムポリマー電池の一例について、その外形を示す図
【図4】偏平形リチウムポリマー電池の周辺部を折曲げて畳み込む直前の状態を示す図
【図5】偏平形電池外装ケースの底部より見た平面図を示し、アルファベット順に周辺部を折曲げ畳み込む加工工程の進行と共に、外装ケース周辺部の形状が段階的に変化して行く様子を示す図
【図6】従来の折曲げ加工をするプレス金型を示す断面図
(a)下型に電池外装ケースを供給し、位置決めをした状態を示す図
(b)上型を下降させて、折曲げ加工を加えた状態を示す図
【図7】従来の折曲げ加工装置を示す図
(a)電池外装ケース周辺部に90°折曲げ加工を行う治具の斜視図
(b)折曲げ加工直前の状態を示す断面図
(c)折曲げ加工を加えている様子を示す断面図
(d)左側の図より右に向けて順番に、折曲げ角度を増加させ、電池外装ケースの底面に溶着された周辺部を押しつける様子を示す図
【符号の説明】
1 偏平形リチウムポリマー電池の外装ケース
2 負極端子リード
3 正極端子リード
4 電池部材収納部
5 偏平形電池外装ケース周辺部(溶着の後、折曲げ畳み込む部分)
6 偏平形電池外装ケース周辺部(リード線引き出し辺、溶着部)
7 偏平形電池外装ケース取りつけ搬送治具
8 電池位置決めブロック
9 圧縮ばね
10 電池押さえパッド
11 電池押さえパッド摺動用ガイド
12 電池押さえ部材
13 スライドユニット
14 ガイドレール
15 レバー
16 ディスク
17 コネクチングロッド
18 コネクチングロッド
20 スライドユニット
21 ガイドレール
23 第1段目上側成形ローラー
24 第1段目下側成形ローラー
25 引張ばね
26 スライドユニット
27 ガイドレール
28 第2段目上側成形ローラー
29 第2段目下側成形ローラー
31 ガイドレール
32 スライドユニット
33 引張ばね
34 第3段目上側成形ローラー
35 第3段目下側成形ローラー
36 第4段目上側成形ローラー
37 第4段目下側成形ローラー
38 第5段目上側成形ローラー
39 第5段目下側成形ローラー
40 プレス上型
41 プレス下型
42 ストッパー
43 電池押さえ部材の位置ずれ防止ピン
47 電池外装ケース周辺部が治具の走行により移動する軌跡
48 第2段目下側成形ローラーの支持部
49 V溝ブロック
50 ブレード
51 折込みブロック
Claims (3)
- 金属箔と樹脂フィルムを積層一体化したラミネートフィルムを重ね合わせ、その周辺部を溶着して製作した電池用外装ケースを治具の所定の位置に固定し、前記治具をガイドに沿って走行させることにより、前記電池用外装ケースの前記ガイドに平行な一対の側辺に設けた周辺部が通過する位置に回転可能な成形ローラーを設け、前記成形ローラーの外周または端面、あるいはコーナー部に前記外装ケースの周辺部を順次接触させるか、または成形ローラーに外装ケースの周辺部を表裏両面より挟ませて加圧力を加えながら通過させることにより、前記成形ローラー1段当たりの前記周辺部の折曲げ角度の増加量を30°以上で60°以下の範囲で段階的に折曲げて畳込み、前記電池用外装ケースの幅を狭めて所定の形状に成形することを特徴とする偏平形電池の外装ケース加工装置。
- 前記ラミネートフィルムに電池構成部材を収納する電池部材収納部が事前に成形され、前記凹部には正負の電極板とその他の電池用各種部材が収納されて、前記電池部材収納部の周辺部は溶着により密封された電池用外装ケースにおいて、前記電池用外装ケースの一対の側辺に広がる周辺部の、幅広い外側部分の平行線上を180度迄折曲げ、次にその内側の平行線上を直立状態となる90度迄折曲げて前記電池部材収納部の側面に添わせることを特徴とする請求項1記載の偏平形電池の外装ケース加工装置。
- 前記治具はチエーン、ベルト、または各種リニア駆動装置により直線状のガイドに沿って一方向に搬送され、治具に保持された電池用外装ケースはガイドに沿った治具が一回の搬送の間に折曲げ畳み込む加工を完了することを特徴とする請求項1または2のいずれかに記載の偏平形電池用の外装ケース加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001002185A JP4806848B2 (ja) | 2001-01-10 | 2001-01-10 | 偏平形電池の外装ケース加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001002185A JP4806848B2 (ja) | 2001-01-10 | 2001-01-10 | 偏平形電池の外装ケース加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002208383A JP2002208383A (ja) | 2002-07-26 |
| JP4806848B2 true JP4806848B2 (ja) | 2011-11-02 |
Family
ID=18870731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001002185A Expired - Fee Related JP4806848B2 (ja) | 2001-01-10 | 2001-01-10 | 偏平形電池の外装ケース加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4806848B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101820443B1 (ko) * | 2014-12-26 | 2018-01-19 | 주식회사 엘지화학 | 공정성이 향상된 전지케이스 폴딩 장치 및 폴딩 방법 |
| CN110621471A (zh) * | 2018-01-30 | 2019-12-27 | 株式会社Lg化学 | 袋形成设备和方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100586896B1 (ko) | 2004-07-30 | 2006-06-08 | 주식회사 이스퀘어텍 | 이차전지용 파우치의 성형장치 |
| KR101726792B1 (ko) * | 2015-02-02 | 2017-04-13 | 주식회사 엘지화학 | 전지셀의 실링부를 절곡하기 위한 장치 |
| JP6935784B2 (ja) * | 2018-05-18 | 2021-09-15 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| HUE065383T2 (hu) * | 2018-11-09 | 2024-05-28 | Lg Energy Solution Ltd | Tasakformázó készülék |
| CN113224424A (zh) * | 2021-04-26 | 2021-08-06 | 衢州广泰环保技术服务有限公司 | 一种铝塑膜包膜贴胶系统 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0237661A (ja) * | 1988-07-27 | 1990-02-07 | Shin Kobe Electric Mach Co Ltd | 密閉形鉛蓄電池の製造方法 |
| JP2646838B2 (ja) * | 1990-10-31 | 1997-08-27 | 新神戸電機株式会社 | 密閉形鉛蓄電池の製造法 |
| JP2000223083A (ja) * | 1999-01-27 | 2000-08-11 | Toshiba Battery Co Ltd | ポリマー電池の外装成形加工方法、外装成形加工装置 |
| JP2001160379A (ja) * | 1999-12-01 | 2001-06-12 | Toshiba Battery Co Ltd | フィルム外装型電池の外装成形装置 |
| JP2002190284A (ja) * | 2000-12-20 | 2002-07-05 | Sony Corp | 電池の外形寸法成型装置 |
-
2001
- 2001-01-10 JP JP2001002185A patent/JP4806848B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101820443B1 (ko) * | 2014-12-26 | 2018-01-19 | 주식회사 엘지화학 | 공정성이 향상된 전지케이스 폴딩 장치 및 폴딩 방법 |
| CN110621471A (zh) * | 2018-01-30 | 2019-12-27 | 株式会社Lg化学 | 袋形成设备和方法 |
| CN110621471B (zh) * | 2018-01-30 | 2022-07-08 | 株式会社Lg化学 | 袋形成设备和方法 |
| US11577447B2 (en) | 2018-01-30 | 2023-02-14 | Lg Energy Solution, Ltd. | Pouch forming apparatus and method |
| US12017400B2 (en) | 2018-01-30 | 2024-06-25 | Lg Energy Solution, Ltd. | Pouch forming apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002208383A (ja) | 2002-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111082154B (zh) | 一种锂电池生产工艺及设备 | |
| JP4199008B2 (ja) | 自動化されたリチウム2次電池製造システム用パッキング装置 | |
| US11515563B2 (en) | Stacking apparatus and stacking method | |
| JP4806848B2 (ja) | 偏平形電池の外装ケース加工装置 | |
| CN109273734A (zh) | 贴胶机构及贴胶方法 | |
| CN112838260B (zh) | 一种叠片装置 | |
| CN110492047A (zh) | 一种折弯贴胶机及电池生产线 | |
| KR20180038181A (ko) | 플렉서블 플레이트가 형성되어 있는 가압 플레이트 어셈블리 및 이를 구비한 전지셀 가압 장치 | |
| JP2008532771A (ja) | 金属板材の熱接合装置及び熱接合方法 | |
| EP4358214A1 (en) | Electrode assembly, manufacturing apparatus for electrode assembly, and manufacturing method for electrode assembly | |
| JP2023541460A (ja) | パウチケース製造装置およびパウチケース製造方法 | |
| KR102191183B1 (ko) | 2차 전지 제조 방법 | |
| CN210200855U (zh) | 一种折弯贴胶机及电池生产线 | |
| JP2003031264A (ja) | 薄板折り曲げ方法およびその装置、ならびにリチウムイオン二次電池の製造方法 | |
| KR101241928B1 (ko) | 포켓팅 전극체 제조장치 | |
| CN110959218B (zh) | 电极压接装置 | |
| JP5560252B2 (ja) | 捲回素子のプレス装置 | |
| JP7317760B2 (ja) | 電池の製造方法および電池 | |
| US10361412B2 (en) | Method and apparatus for forming thin-board-like base material | |
| CN109461970B (zh) | 一种软包电池叠片热压装置 | |
| JPS5942123A (ja) | 金属板を円筒形に成形する方法 | |
| CN114005962A (zh) | 锂电池、锂电池的制造设备及方法 | |
| WO2017197639A1 (zh) | 电芯以及该电芯的形成方法 | |
| JP2004146252A (ja) | 電池外装容器の成形方法および電池外装容器の成形装置 | |
| CN216709756U (zh) | 一种贴膜装置及电池贴膜装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071225 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20080115 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110419 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110719 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |