JP4744937B2 - Metal materials for printed wiring boards - Google Patents
Metal materials for printed wiring boards Download PDFInfo
- Publication number
- JP4744937B2 JP4744937B2 JP2005159612A JP2005159612A JP4744937B2 JP 4744937 B2 JP4744937 B2 JP 4744937B2 JP 2005159612 A JP2005159612 A JP 2005159612A JP 2005159612 A JP2005159612 A JP 2005159612A JP 4744937 B2 JP4744937 B2 JP 4744937B2
- Authority
- JP
- Japan
- Prior art keywords
- printed wiring
- copper
- foil
- plating
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Parts Printed On Printed Circuit Boards (AREA)
- Electroplating And Plating Baths Therefor (AREA)
- Electroplating Methods And Accessories (AREA)
- Non-Insulated Conductors (AREA)
Description
プリント配線基板に用いられる耐熱用銅合金箔及びその表面に関する。 The present invention relates to a heat-resistant copper alloy foil used for a printed wiring board and its surface.
携帯電話等の各種の電気・電子機器の軽薄短小化が急速に進んでいる。その発展は、各種半導体部品の微小製造技術、半導体部品を搭載するプリント配線基板の多層化技術、更にはプリント配線基板への受動部品の高密度実装技術などで裏付けられている。
そして、半導体材料の著しい発達に伴って電気・電子部品は、より一層の小型化・高密度実装化が要求されるようになり、前記受動部品の小型化等ではその要求を満足することが出来なくなっていた。
Various electric and electronic devices such as mobile phones are rapidly becoming lighter and thinner. The development is supported by microfabrication technology for various semiconductor components, multilayer technology for printed wiring boards on which semiconductor components are mounted, and high-density mounting technology for passive components on printed wiring boards.
With the remarkable development of semiconductor materials, electrical and electronic parts are required to be further miniaturized and mounted with high density, and such demands can be satisfied by miniaturization of the passive parts. It was gone.
このような要求に応える試みの1つとして、大きな実装面積を占める受動部品(例えば、インダクタ、キャパシタ、抵抗器など)をプリント配線基板の内層に内蔵して、実質的な高密度実装とコスト低減、および性能向上を実現するための努力がなされている。
この部品内蔵化の技術に関しては、例えば、プリント配線基板にキャパシタを設ける方法として、チップコンデンサ等の外部キャパシタをプリント配線基板に取り付ける方法の他、高誘電率材料をプリント配線板の内層に用いてプリント配線基板自体にキャパシタの機能を持たせる方法が知られている。近年の電子製品の小型化を考慮すると、高誘電率材料を内層に用いてキャパシタにする後者の方法が望ましい。
誘電体層をプリント配線基板に内蔵する方法が種々検討されているが、誘電体樹脂を予め電極を形成したフィルム上に塗布後半硬化させて、更にその上に電極を形成した後、基板へ転写する方法が特許文献1に開示されている。
しかしながら、電極を形成する際に銅箔の平滑性がそのまま、キャパシタの品質に影響するので、銅箔の平滑性が問題となる。
With regard to the technology for incorporating components, for example, as a method of providing a capacitor on a printed wiring board, a method of attaching an external capacitor such as a chip capacitor to the printed wiring board, or using a high dielectric constant material for the inner layer of the printed wiring board There is known a method of giving a printed circuit board itself a capacitor function. In view of the recent miniaturization of electronic products, the latter method using a high dielectric constant material as an inner layer to form a capacitor is desirable.
Various methods for incorporating a dielectric layer into a printed wiring board have been studied, but a dielectric resin is applied onto a film on which an electrode has been formed in advance and then cured in the second half. After further forming an electrode on the film, it is transferred to the substrate. Japanese Patent Application Laid-Open No. H10-228707 discloses a method for performing the above.
However, since the smoothness of the copper foil directly affects the quality of the capacitor when the electrode is formed, the smoothness of the copper foil becomes a problem.
また、導体回路形成用の銅箔の片面または両面に、抵抗回路を形成するための材料層(抵抗層という)を形成して成る抵抗層付き銅箔を樹脂基材にラミネートして製造する抵抗回路内蔵型のプリント配線基板が知られている。このプリント配線基板は、概ね、次のようにして製造される。まず、上記した銅箔の抵抗層側の面と絶縁樹脂から成る基材とをラミネートして銅張り積層板にする。ついで、所定のエッチャントで1次エッチングを行って、銅箔と抵抗層が一体化した状態になっている所定の回路パターンを形成し、ついで、この回路パターンの表面側に位置する導体回路(銅箔)に対して2次エッチングを行って当該銅箔の必要箇所のみを選択的にエッチング除去し、その箇所の抵抗層は残置させる。その後、全体の上に更に絶縁基材を積層し、抵抗層を内蔵する。 Resistance produced by laminating a copper foil with a resistance layer formed by forming a material layer (referred to as a resistance layer) for forming a resistance circuit on one or both sides of a copper foil for forming a conductor circuit on a resin substrate A circuit-embedded printed wiring board is known. This printed wiring board is generally manufactured as follows. First, the surface of the copper foil on the resistance layer side and a base material made of an insulating resin are laminated to form a copper-clad laminate. Next, primary etching is performed with a predetermined etchant to form a predetermined circuit pattern in which the copper foil and the resistance layer are integrated, and then a conductor circuit (copper circuit (copper copper) located on the surface side of the circuit pattern is formed. The foil) is subjected to secondary etching to selectively remove only the necessary portion of the copper foil, and the resistance layer at that portion is left behind. Thereafter, an insulating base material is further laminated on the entire surface, and a resistance layer is incorporated.
従来からこのような電気・電子部品のプリント配線基板に用いられている銅箔(基体銅箔)には、電解銅箔と圧延銅箔がある。電解銅箔は、一般に、表面がTiやステンレス鋼から成る回転ドラムの当該表面にCuを連続的に電着させて銅箔を成膜したのち、その銅箔を連続的に剥離して製造されている。製造された銅箔は、通常、回転ドラム側の表面は光沢面に、電解めっき液側の表面は粗面になっている。ただし、回転ドラムの表面は電解液の腐食等で筋状に凹凸が生成するため、それが転写する光沢面の表面粗さは、後述する圧延銅箔と比較すると非常に粗い。
最近では銅箔表面に平坦性を要求されるようになっており、電着粒を細かくする添加剤を電解めっき液中に添加して、平滑なめっきを成長させて電解めっき液側の表面を光沢面として使用する電解銅箔も使用されている。しかし、その表面粗さは通常の電解銅箔よりは平滑であるが圧延銅箔に比較するとまだ粗いのが一般的である。
Conventionally, copper foils (base copper foils) used for printed wiring boards of such electric / electronic parts include electrolytic copper foils and rolled copper foils. Generally, an electrolytic copper foil is manufactured by continuously depositing Cu on a surface of a rotating drum made of Ti or stainless steel to form a copper foil, and then continuously peeling the copper foil. ing. The produced copper foil usually has a glossy surface on the rotating drum side and a rough surface on the electrolytic plating solution side. However, since the surface of the rotating drum has streaky irregularities due to corrosion of the electrolytic solution or the like, the surface roughness of the glossy surface to which it is transferred is very rough compared to the rolled copper foil described later.
Recently, flatness has been demanded on the surface of the copper foil, and an additive for making electrodeposits finer is added to the electrolytic plating solution to grow a smooth plating so that the surface on the electrolytic plating solution side Electrolytic copper foil used as a glossy surface is also used. However, although the surface roughness is smoother than that of a normal electrolytic copper foil, it is generally rougher than that of a rolled copper foil.
一方、圧延銅箔は、インゴットを溶製し、これを熱間圧延で板にした後、再結晶焼鈍と冷間圧延を繰り返し、最後に冷間圧延で所望の厚みの箔に仕上げる。このように、圧延ロールにより塑性加工して製造されるので、圧延ロールの表面形態が箔の表面に転写した平滑な表面が得られることが知られている。
ただし、電解銅箔とは異なりその軟化温度は150℃程度と比較的低い。フレキシブルプリント回路(FPC)のように屈曲性を必要とする場合には軟化温度が低く、接着や樹脂硬化処理時に軟化することは、有利な特性である。
On the other hand, for the rolled copper foil, an ingot is melted and formed into a plate by hot rolling, and then recrystallization annealing and cold rolling are repeated, and finally, a foil having a desired thickness is finished by cold rolling. Thus, since it is manufactured by plastic working with a rolling roll, it is known that a smooth surface in which the surface form of the rolling roll is transferred to the surface of the foil is obtained.
However, unlike the electrolytic copper foil, the softening temperature is relatively low at about 150 ° C. When flexibility is required as in a flexible printed circuit (FPC), the softening temperature is low, and softening at the time of adhesion or resin curing is an advantageous characteristic.
しかしながら、銅箔表面にキャパシタ機能を付与するために、誘電体を含有した樹脂等を硬化させるときや、誘電体をスパッタ等で形成させる時にその温度で軟化してしまうと、銅箔が変形することがあるため好ましくない。樹脂の硬化温度は樹脂種類で異なるが、使用時の耐熱性を考えた場合、高温で硬化する樹脂が望ましく、300℃〜400℃の高温で処理することが多くなっている。タフピッチ銅等の圧延銅箔では、この温度に耐えられずに変形してしまう。 However, in order to impart a capacitor function to the surface of the copper foil, if the resin containing the dielectric is cured or if the dielectric is softened at that temperature when formed by sputtering or the like, the copper foil will be deformed. This is not preferable. The curing temperature of the resin varies depending on the type of resin, but considering the heat resistance during use, a resin that cures at a high temperature is desirable, and treatment at a high temperature of 300 ° C. to 400 ° C. is increasing. A rolled copper foil such as tough pitch copper cannot withstand this temperature and deforms.
また、樹脂硬化は大気中で行うことも多い。その場合、銅表面が酸化することも問題である。例えばキャパシタの場合では樹脂を通じて酸素が供給される場合もあり、銅表面が酸化される。こうなるとキャパシタとしての性能が得られない。抵抗層の場合も同様であり、銅表面の酸化は好ましくない。
これを防止するためには、窒素やアルゴンといった不活性ガス中で加熱する必要があり、設備投資が大きくなる欠点があった。
In addition, resin curing is often performed in the air. In that case, oxidation of the copper surface is also a problem. For example, in the case of a capacitor, oxygen may be supplied through the resin, and the copper surface is oxidized. If it becomes like this, the performance as a capacitor cannot be obtained. The same applies to the resistance layer, and oxidation of the copper surface is not preferable.
In order to prevent this, it is necessary to heat in an inert gas such as nitrogen or argon.
そこで、本発明の目的は、表面が平滑でかつ耐熱性を有する銅合金箔にNi合金めっきを施したプリント配線基板用金属材料を提供することにある。 Accordingly, an object of the present invention is to provide a metal material for a printed wiring board in which a Ni alloy plating is applied to a copper alloy foil having a smooth surface and heat resistance.
発明者は、鋭意研究の結果、表面が平滑でかつ耐熱性を有する銅合金箔、及びNi合金めっきを施し、プリント配線基板用として好適な金属材料を見出した。 As a result of diligent research, the inventor has performed a copper alloy foil having a smooth surface and heat resistance, and Ni alloy plating, and has found a metal material suitable for a printed wiring board.
すなわち、本発明は、
(1)300℃で1時間加熱しても軟化しない圧延銅合金箔の少なくとも一方の面を光沢面に仕上げ、その面に0.3μm以上のNi合金めっきを施すことを特徴とするプリント配線基板用材料
(2)光沢面に施したNi合金めっきの表面粗さがRaで0.15μm以下である特徴とする上記(1)に記載のプリント配線基板用材料
(3)光沢面に施したNi合金めっきが光沢Ni合金めっきであることを特徴とする上記(1)〜(2)に記載のプリント配線基板用金属材料
(4)銅合金箔の化学組成が、0.05〜0.25質量%のSn残部Cuおよび不可避的不純物であることを特徴とする上記(1)〜(3)に記載のプリント配線基板用金属材料。
(5)銅合金箔の化学組成が、0.02〜0.4質量%のCrおよび0.01〜0.25質量%のZr、残部がCuおよび不可避的不純物であることを特徴とする上記(1)〜(3)に記載のプリント配線基板用金属材料
である。
That is, the present invention
(1) A printed wiring board characterized in that at least one surface of a rolled copper alloy foil that does not soften even when heated at 300 ° C. for 1 hour is finished to a glossy surface, and Ni alloy plating of 0.3 μm or more is applied to the surface. Material (2) Surface roughness of Ni alloy plating applied to glossy surface is 0.15 μm or less in Ra. (3) Printed wiring board material described in (1) above (3) Ni applied to glossy surface The metal composition for printed wiring boards according to the above (1) to (2), wherein the alloy plating is bright Ni alloy plating, (4) the chemical composition of the copper alloy foil is 0.05 to 0.25 mass % Sn balance Cu and inevitable impurities, The metal material for printed wiring boards according to the above (1) to (3).
(5) The chemical composition of the copper alloy foil is 0.02 to 0.4% by mass of Cr and 0.01 to 0.25% by mass of Zr, and the balance is Cu and inevitable impurities. (1) It is a metal material for printed wiring boards as described in (3).
本発明により、表面が平滑でかつ耐熱性を有する銅合金箔にNi合金めっきを施したプリント配線基板用金属材料を用いることで、プリント配線基板の内層に受動部品(例えば、インダクタ、キャパシタ、抵抗器など)の内蔵化が図れる。 According to the present invention, by using a metal material for a printed wiring board obtained by applying a Ni alloy plating to a copper alloy foil having a smooth surface and heat resistance, passive components (for example, inductors, capacitors, resistors, etc.) are formed on the inner layer of the printed wiring board. Can be built in.
限定理由を以下に示す。
(1)表面粗さについて
プリント配線基板に用いられる合金箔は、一方の面に粗化めっきが施され、樹脂と密着させる。もう一方の面には、たとえば、受動部品内蔵基板の場合には、キャパシタやインダクタンス、抵抗等を実装される。
The reasons for limitation are shown below.
(1) Surface Roughness The alloy foil used for the printed wiring board is subjected to roughening plating on one surface and is in close contact with the resin. On the other surface, for example, in the case of a passive component built-in substrate, a capacitor, an inductance, a resistance, and the like are mounted.
特に、キャパシタを表面に実装するためには銅合金箔の面に平滑性を要求させる。箔の表面粗さが粗い場合には、キャパシタの電極を実装する際に表面の粗さの影響を受け、キャパシタの重要な特性である電極間の安定した間隔が確保できないからである。従って、銅合金箔にキャパシタ等を実装する銅合金箔の片面は、光沢面に仕上る必要がある。下記に示すNi合金めっきをこの光沢面に施した後のNi合金めっきの表面も平滑であるために、その表面粗さは、Raで0.15μm以下であることが好ましい。さらにはRaで0.10μm以下であることが好ましい。ここで、表面粗さ指標としてRaを選択したのは、表面の平均的な平滑性がキャパシタ等の実装への影響が最も大きいためである。ただし、Rz(10点平均粗さ)やRy(最大粗さ)でも擬似的に評価できる。これは特異的に粗い部分が存在する表面の場合、結果としてRa(算術平均粗さ)も大きくなること、および特異的に粗い部分も実装時に不利であるためである。したがってRaをRzやRyさらには他の粗さ指標に言い換えることも可能である。もちろん、発明の目的からはRaが指標として最も適していることは明らかである。
また、平滑性の観点からは、本発明においては、平滑な表面が得られる圧延銅合金箔に限定するものである。
In particular, in order to mount the capacitor on the surface, the surface of the copper alloy foil is required to be smooth. This is because, when the surface roughness of the foil is rough, it is affected by the surface roughness when mounting the electrodes of the capacitor, and a stable distance between the electrodes, which is an important characteristic of the capacitor, cannot be secured. Therefore, one side of the copper alloy foil on which the capacitor or the like is mounted on the copper alloy foil needs to be finished to a glossy surface. Since the surface of the Ni alloy plating after the Ni alloy plating shown below is applied to the glossy surface is also smooth, the surface roughness is preferably 0.15 μm or less in terms of Ra. Furthermore, Ra is preferably 0.10 μm or less. Here, Ra is selected as the surface roughness index because the average smoothness of the surface has the greatest influence on the mounting of capacitors and the like. However, Rz (10-point average roughness) and Ry (maximum roughness) can be evaluated in a pseudo manner. This is because Ra (arithmetic mean roughness) is also increased as a result in the case of a surface having a specifically rough portion, and the specifically rough portion is disadvantageous at the time of mounting. Accordingly, Ra can be paraphrased as Rz, Ry, or another roughness index. Of course, it is clear from the object of the invention that Ra is most suitable as an index.
From the viewpoint of smoothness, the present invention is limited to a rolled copper alloy foil that can provide a smooth surface.
(2)Ni合金めっき
合金箔にNi合金めっきを施すことで、高温での光沢面のCu酸化を防止することができる。とくに、Ni−PやNi−Co、Ni−Feといった合金めっきでは、電着粒が微細化してCuが表面へ拡散することを抑制することが出来るため、通常のNiめっきに比較してもCuの酸化防止に有利である。
さらに、実装に当たっては、表面の平滑性が要求されるため、Ni合金めっきは光沢Ni合金めっきを用いることがより好ましい。すなわち、圧延箔に光沢Ni合金めっきを使うことで光沢面の表面粗さRaが0.10μm以下、Rzが0.7μm以下にでき、キャパシタや抵抗といった搭載部品の歩留が向上する。光沢化するには、有機物や無機物を浴中に添加して電着粒を細かくする方法が一般的である。ただし、Ni合金めっきの場合は合金成分の存在で電着粒が細かくなる場合があり、その場合にはそのまま使用できる。
一方、Ni合金めっきの場合、皮膜中の電着応力が大きくなることがあるため、電流密度や液攪拌、浴温といっためっき条件を調整するか、めっき後に加熱して電着応力を減少させる必要がある場合がある。
(2) Ni alloy plating By subjecting the alloy foil to Ni alloy plating, Cu oxidation of the glossy surface at a high temperature can be prevented. In particular, in alloy plating such as Ni—P, Ni—Co, and Ni—Fe, it is possible to suppress the diffusion of Cu to the surface by refining of electrodeposited grains. It is advantageous for preventing oxidation.
Furthermore, since smoothness of the surface is required for mounting, it is more preferable to use bright Ni alloy plating for the Ni alloy plating. That is, by using bright Ni alloy plating for the rolled foil, the surface roughness Ra of the glossy surface can be made 0.10 μm or less and Rz can be made 0.7 μm or less, and the yield of mounted components such as capacitors and resistors can be improved. In order to achieve gloss, a method is generally used in which electrodeposited grains are made fine by adding an organic or inorganic substance to the bath. However, in the case of Ni alloy plating, the electrodeposited grains may become fine due to the presence of the alloy component, and in this case, it can be used as it is.
On the other hand, in the case of Ni alloy plating, the electrodeposition stress in the film may increase, so it is necessary to adjust the plating conditions such as current density, liquid stirring, and bath temperature, or to reduce the electrodeposition stress by heating after plating There may be.
(3)金属箔の耐熱性について
金属箔は、樹脂を硬化させるため、300℃〜400℃の高温の環境にさられるので、300℃で軟化しないことが条件となる。ここで軟化とは、加熱により加熱前の引張り強度の60%以下に低下することとする。
本発明では、300℃で1時間加熱しても軟化しない圧延銅合金箔を規定する。具体的には以下に示す。
(3) Heat resistance of the metal foil The metal foil is subjected to a high temperature environment of 300 ° C. to 400 ° C. in order to cure the resin. Here, softening refers to a reduction to 60% or less of the tensile strength before heating due to heating.
In this invention, the rolled copper alloy foil which does not soften even if it heats at 300 degreeC for 1 hour is prescribed | regulated. Specifically, it is shown below.
(a)Sn入り銅箔
Snを添加することによりCuの耐熱性が向上する。その効果として、300℃で1時間加熱した際の引張り強さの低下量が小さくなり、0.05質量%以上のSn添加で350MPa以上の引張り強さを保つことが可能となる。この引張り強さのレベルは、Agを添加する場合(特願平2001−216411)よりも50MPa以上も高い。上述した圧延上がりの強度の改善効果をも考慮すると、好ましいSn添加量は0.05質量%以上であり、Snの上限値は目標とする導電率より決定される。
この銅合金の不純物はOが60ppm以下、Sが10ppm以下、Bi、Pb、Sb、Se、As、FeおよびTeの合計濃度が10ppm以下であることが望ましい。
(A) Copper foil containing Sn The heat resistance of Cu improves by adding Sn. As its effect, the amount of decrease in tensile strength when heated at 300 ° C. for 1 hour becomes small, and it becomes possible to maintain a tensile strength of 350 MPa or more with the addition of 0.05 mass% or more of Sn. This level of tensile strength is 50 MPa or more higher than when Ag is added (Japanese Patent Application No. 2001-216411). Considering the effect of improving the strength after rolling as described above, the preferable Sn addition amount is 0.05% by mass or more, and the upper limit value of Sn is determined from the target conductivity.
As for impurities of this copper alloy, it is desirable that O is 60 ppm or less, S is 10 ppm or less, and the total concentration of Bi, Pb, Sb, Se, As, Fe, and Te is 10 ppm or less.
(b)CrおよびZr入り銅箔
純銅に0.02%〜0.4質量%のCrおよび0.01〜0.25質量%のZrを添加した銅合金であり、残部が銅および不可避的不純物である合金の場合、さらに耐熱性が向上し、350℃で1時間加熱後でも引張強さの低下がほとんど無い。
更にZn、Ni、Ti、Sn、Si、Mn、P、Mg、Co、Te、Al、B、In、AgおよびHf等の元素1種以上を総量で0.005質量%〜1.5質量%を含有させると、さらに強度を向上することが可能であり、強度を必要とする場合にはより有利である。また耐熱性にも悪影響が無いのでこれら第三元素の添加を除外するものではない。
(B) Copper foil containing Cr and Zr It is a copper alloy obtained by adding 0.02% to 0.4% by mass of Cr and 0.01 to 0.25% by mass of Zr to pure copper, with the balance being copper and inevitable impurities In the case of the alloy, the heat resistance is further improved and there is almost no decrease in tensile strength even after heating at 350 ° C. for 1 hour.
Furthermore, the total amount of one or more elements such as Zn, Ni, Ti, Sn, Si, Mn, P, Mg, Co, Te, Al, B, In, Ag, and Hf is 0.005% by mass to 1.5% by mass. If it contains, it is possible to further improve the strength, and it is more advantageous when strength is required. Further, since there is no adverse effect on heat resistance, addition of these third elements is not excluded.
表1に示す組成のインゴットを溶製し、これを熱間圧延で板にした後、再結晶焼鈍と冷間圧延を繰り返し、最後に冷間圧延で35μmの厚みの素材に仕上げた。最終圧延工程の最終パスにおいて粗さの異なる圧延ロールを用いて表面粗さを調整した。 An ingot having the composition shown in Table 1 was melted and formed into a plate by hot rolling, and then recrystallization annealing and cold rolling were repeated. Finally, the material was finished to a thickness of 35 μm by cold rolling. In the final pass of the final rolling process, the surface roughness was adjusted using rolling rolls having different roughness.
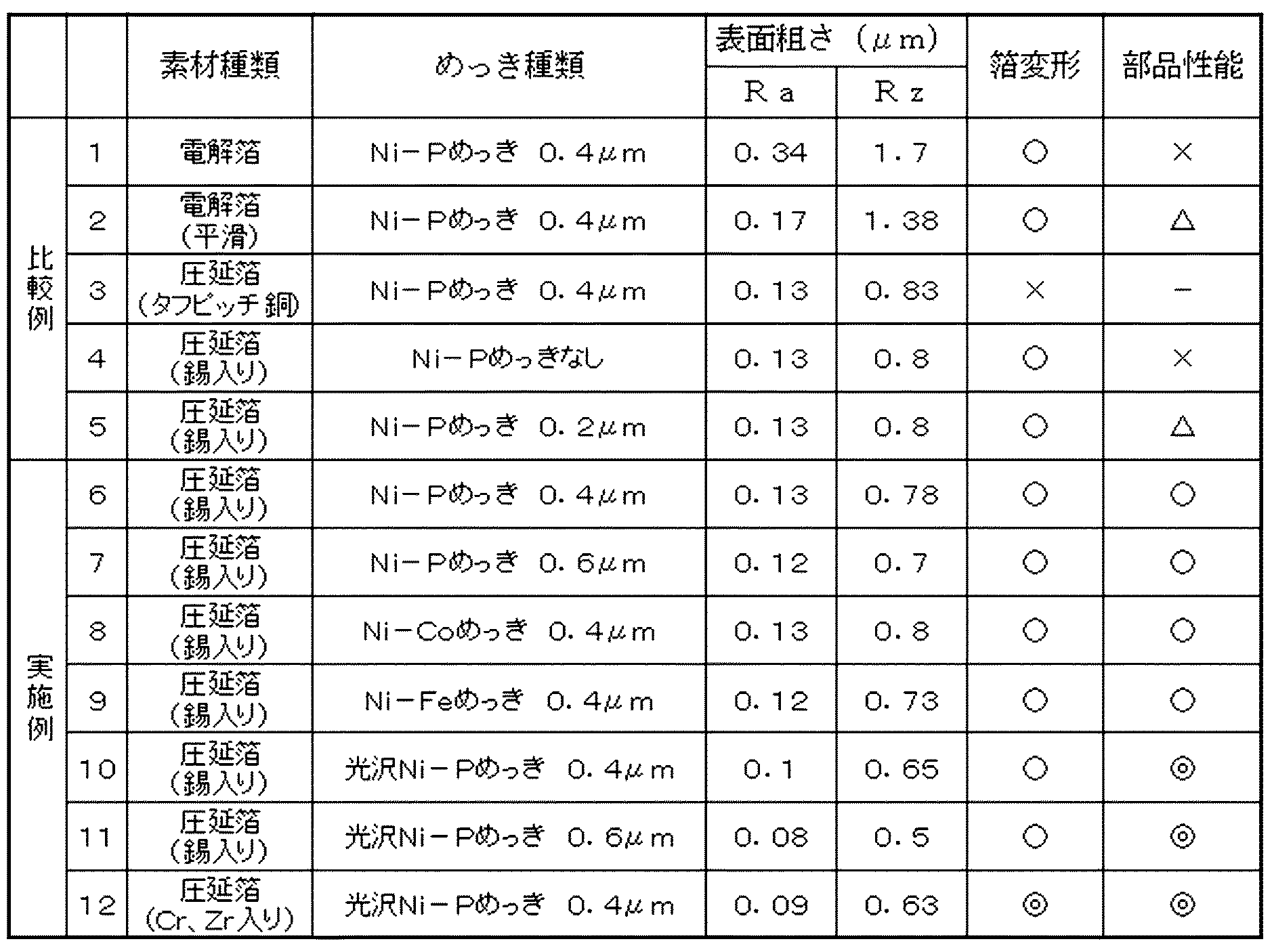
さらに、表2に示す浴組成のNi合金めっき浴を用い、電流密度5A/dm2、浴温55℃の条件において、Ni合金めっきとして表3に示す厚みのNi−P、Ni−Co、Ni−Feめっきを施した。また、Ni−Pめっき浴にNiめっき用光沢剤Yニッケル(日鉱メタルプレーティング製)RH1を1ml/L、RH2を10ml/L添加して光沢Ni−Pめっきとして、電流密度浴温、55℃の条件において、光沢Ni合金めっきとして表3に示す厚みの光沢Ni−Pめっきを施した。 Furthermore, using a Ni alloy plating bath having the bath composition shown in Table 2, under the conditions of a current density of 5 A / dm 2 and a bath temperature of 55 ° C., Ni—P, Ni—Co, and Ni having thicknesses shown in Table 3 as Ni alloy plating -Fe plating was performed. Also, Ni plating brightener Y nickel (manufactured by Nikko Metal Plating) RH1 at 1 ml / L and RH2 at 10 ml / L was added to the Ni-P plating bath to obtain bright Ni-P plating, resulting in a current density bath temperature of 55 ° C. Under the above conditions, glossy Ni-P plating having a thickness shown in Table 3 was applied as glossy Ni alloy plating.
この銅箔を用いてキャパシタ部品を組み込み、その性能を確認した。その結果を表3に示す。
発明例No.6〜12は、請求項4を満たす組成の合金であり、請求項1に記載の300℃で1時間加熱しても軟化しないという条件を満たし、Ni合金めっき後の表面粗さ(Ra、Rz)が請求の範囲にあるため、良好な結果をえた。さらに、発明例No.10〜11は、Ni合金めっきに光沢Ni−Pめっきを用いたことによりRaが0.1μm以下を満たすため、発明例No.6〜9よりも良好であった。
発明例No.12は請求項5を満たす組成の合金であり、さらに高温の処理にも耐えられるものであった。
Capacitor parts were assembled using this copper foil and the performance was confirmed. The results are shown in Table 3.
Invention Example No. 6 to 12 are alloys having a composition satisfying claim 4, satisfying the condition of not softening even when heated at 300 ° C. for 1 hour according to claim 1, and surface roughness (Ra, Rz after Ni alloy plating) ) Was within the scope of the claims, and good results were obtained. Furthermore, Invention Example No. In Nos. 10 to 11, Ra is 0.1 μm or less because bright Ni-P plating is used for Ni alloy plating. It was better than 6-9.
Invention Example No. 12 is an alloy having a composition satisfying claim 5 and can withstand high temperature treatment.
凡例:箔変形 ×:加熱により変形
○:変形無し(300℃×1h)
◎:より高温(350℃×1h)まで変形無し
部品性能 ×:歩留10%以下
△:歩留10〜60%
○:歩留60:歩留80%以上
Legend: Foil deformation ×: Deformation by heating ○: No deformation (300 ° C x 1h)
A: No deformation until higher temperature (350 ° C. × 1 h) Part performance X: Yield 10% or less Δ: Yield 10-60%
○: Yield 60: Yield 80% or more
一方、比較例No.1〜2は、電解銅箔であり表面粗さRaが満たさない例であり、良好な結果が得られなかった。とくにNo.2は平滑電解銅箔であるが本発明例には及ばない性能であった。 On the other hand, Comparative Example No. 1-2 are electrolytic copper foils and are examples in which the surface roughness Ra is not satisfied, and good results were not obtained. In particular, no. Although 2 is a smooth electrolytic copper foil, it was a performance that did not reach the example of the present invention.
また、比較例No.3はタフピッチ銅による圧延銅箔であるが、表面粗さRaは請求の範囲にあるが300℃で1時間加熱した時、軟化し、本用途に適さない。
比較例No.4は請求項5を満たす組成の合金であるが、Ni−Pめっきを施していないため、部品搭載時に銅の酸化が発生し、部品性能を満たすことができなかった。
Comparative Example No. Although 3 is a rolled copper foil made of tough pitch copper, the surface roughness Ra is within the scope of the claims, but when heated at 300 ° C. for 1 hour, it softens and is not suitable for this application.
Comparative Example No. 4 is an alloy having a composition satisfying claim 5, but Ni—P plating was not applied, so copper was oxidized during component mounting, and the component performance could not be satisfied.
比較例No.5は請求項5を満たす組成の合金であるが、Ni−Pめっき厚が請求項1を満たしていないため、銅の酸化防止が充分ではないため部品性能が充分ではなかった。
Comparative Example No. 5 is an alloy having a composition satisfying the fifth aspect, but the Ni-P plating thickness does not satisfy the first aspect, so that the oxidation performance of copper is not sufficient, so that the component performance is not sufficient.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005159612A JP4744937B2 (en) | 2005-05-31 | 2005-05-31 | Metal materials for printed wiring boards |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005159612A JP4744937B2 (en) | 2005-05-31 | 2005-05-31 | Metal materials for printed wiring boards |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006336045A JP2006336045A (en) | 2006-12-14 |
| JP4744937B2 true JP4744937B2 (en) | 2011-08-10 |
Family
ID=37556859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005159612A Expired - Fee Related JP4744937B2 (en) | 2005-05-31 | 2005-05-31 | Metal materials for printed wiring boards |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4744937B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007092118A (en) * | 2005-09-28 | 2007-04-12 | Nikko Kinzoku Kk | Metallic material for printed circuit board |
| JP4961023B2 (en) | 2007-12-21 | 2012-06-27 | Jx日鉱日石金属株式会社 | Copper foil for printed wiring boards |
| JP5676401B2 (en) * | 2011-09-21 | 2015-02-25 | Jx日鉱日石金属株式会社 | Copper foil for flexible printed wiring boards |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0685417A (en) * | 1992-08-28 | 1994-03-25 | Nikko Guurudo Foil Kk | Surface treatment method for copper foil used for printed circuit |
| JPH10324936A (en) * | 1997-03-27 | 1998-12-08 | Nikko Kinzoku Kk | Copper alloy foil |
| JP2003253357A (en) * | 2002-02-27 | 2003-09-10 | Nippon Mining & Metals Co Ltd | Rolled copper foil for copper-clad laminate and its manufacturing method (2) |
| JP2004238647A (en) * | 2003-02-04 | 2004-08-26 | Furukawa Techno Research Kk | Smoothened copper foil, and production method therefor |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6610417B2 (en) * | 2001-10-04 | 2003-08-26 | Oak-Mitsui, Inc. | Nickel coated copper as electrodes for embedded passive devices |
-
2005
- 2005-05-31 JP JP2005159612A patent/JP4744937B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0685417A (en) * | 1992-08-28 | 1994-03-25 | Nikko Guurudo Foil Kk | Surface treatment method for copper foil used for printed circuit |
| JPH10324936A (en) * | 1997-03-27 | 1998-12-08 | Nikko Kinzoku Kk | Copper alloy foil |
| JP2003253357A (en) * | 2002-02-27 | 2003-09-10 | Nippon Mining & Metals Co Ltd | Rolled copper foil for copper-clad laminate and its manufacturing method (2) |
| JP2004238647A (en) * | 2003-02-04 | 2004-08-26 | Furukawa Techno Research Kk | Smoothened copper foil, and production method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006336045A (en) | 2006-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4916154B2 (en) | Copper or copper alloy foil for circuit | |
| US7892655B2 (en) | Ultrathin copper foil with carrier and printed circuit board using same | |
| KR100466062B1 (en) | Copper-alloy foil to be used for laminate sheet | |
| TWI633195B (en) | Copper foil for flexible printed circuit board, copper-clad laminate using the same, flexible printed circuit board, and electronic device | |
| JP4744938B2 (en) | Metal materials for printed wiring boards | |
| JP4538375B2 (en) | Metal materials for printed wiring boards | |
| JP2003096526A (en) | Rolled copper foil for copper laminated board, and production method therefor | |
| JP4677381B2 (en) | Metal materials for printed wiring boards | |
| JP4744937B2 (en) | Metal materials for printed wiring boards | |
| TWI639363B (en) | Copper foil for printed circuit boards | |
| JP4539960B2 (en) | Metal materials for printed wiring boards | |
| CN107046763B (en) | Copper foil for flexible printed board and copper-clad laminate using same | |
| JP2003041334A (en) | Copper alloy foil for laminate | |
| JP2006283146A (en) | Rolled copper foil and method for producing the same | |
| JP2007092118A (en) | Metallic material for printed circuit board | |
| JP3222002B2 (en) | Copper foil for printed circuit and manufacturing method thereof | |
| TWI718025B (en) | Copper foil for flexible printed circuit boards, copper-clad laminates, flexible printed circuit boards and electronic devices using the same | |
| JP4304324B2 (en) | Copper foil with resistance layer and manufacturing method thereof | |
| JP4257632B2 (en) | Copper foil with resistance layer and manufacturing method thereof | |
| JP2003055722A (en) | Copper alloy foil for laminate sheet | |
| JP2003200523A (en) | Resistance layer built-in copper clad laminated sheet and printed circuit board using the same | |
| JP2006054320A (en) | Metallic material for printed wiring board | |
| JP2003200524A (en) | Resistance layer built-in copper clad laminated sheet and printed circuit board using the same | |
| JP4816870B2 (en) | Rolled copper alloy foil and copper clad laminate produced using the rolled copper alloy foil | |
| TW201910524A (en) | Copper foil for flexible printed circuit board, copper clad laminate using the same, flexible printed circuit board, and electronic equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110408 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110510 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110511 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140520 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |