JP4705256B2 - LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR - Google Patents
LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR Download PDFInfo
- Publication number
- JP4705256B2 JP4705256B2 JP2001078170A JP2001078170A JP4705256B2 JP 4705256 B2 JP4705256 B2 JP 4705256B2 JP 2001078170 A JP2001078170 A JP 2001078170A JP 2001078170 A JP2001078170 A JP 2001078170A JP 4705256 B2 JP4705256 B2 JP 4705256B2
- Authority
- JP
- Japan
- Prior art keywords
- layer pattern
- dielectric layer
- thin
- metal
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Landscapes
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、少なくとも1つの誘電体層とその両側に位置する少なくとも2つの金属薄層(または金属薄膜)パターンとからなる積層体の製造方法およびそのための装置に関する。そのような積層体は、例えばコンデンサ等の電子部品の製造に好適に使用できる。
【0002】
【従来の技術】
今日の電子部品に対する小型化、高性能化に対する要求はますます厳しさを増す一方であり、コンデンサに対しても例外ではない。コンデンサの容量は、誘電体層の誘電率が同一であれば、誘電体の両側に位置して対向する電極の面積に比例し、誘電体層の厚みに反比例する。従って、コンデンサを小型化しつつ、その容量を維持もしくは増大させるためには、誘電体層の厚みを薄くし、また、容量発生部分の電極の有効面積を増大させることが有効な手段である。
【0003】
コンデンサのような電子部品を製造するために使用される誘電体層と金属薄層パターンとからなる積層体としては、例えばフィルムコンデンサ用の積層体が知られている。これは、ポリエステル(PEN、PET等)、ポリオレフィン(PP等)、ポリフェニレンサルファイド(PPS)等の樹脂フイルム上にアルミニウム等の金属薄層パターンを真空蒸着法、スパッタ等で積層した金属化フィルムを、積層または巻回してなるものである。
【0004】
樹脂フイルムの厚みに関しては、その製造工程上、もしくはその後のフイルムの取り扱い性、加工性等の制約から、その薄層化には限界がある。現在使用されているフイルムコンデンサ用のフイルムの厚みはせいぜい1.2μm程度までである。従って、コンデンサの容量を更に増大させるためには、電極として機能し、金属薄層パターンを構成する金属薄層の有効面積を増大させること、即ち、積層または巻回数を増大させる必要がある。しかしながら、このことはコンデンサの小型化の要求に反する。即ち、フイルムコンデンサでは、小型化と高容量化を高次元で両立することは限界に達しているのが現状である。
【0005】
一方、誘電体層と金属薄層パターンとからなる積層体の製造に関し、上述のフィルムコンデンサの製造方法とは全く異なる方法により得られる、誘電体層の厚みを1μm程度にしたコンデンサ用積層体が提案されている(米国特許明細書第5,125,138号参照)。この方法では、誘電体層は塗布したモノマーを重合することによって樹脂層として形成され、従来の積層型フィルムコンデンサ用積層体と同様に、誘電体層と金属薄層パターンとを順次積層した積層構成をとりながら、これらを1000層程度以上積層し、数mm程度の厚さとなっている。
【0006】
【発明が解決しようとする課題】
本発明者らの検討によれば、コンデンサのチップサイズの小型化が進む中、その容量のバラツキによる不良発生が問題となっていることが判った。更に詳細に検討すると、コンデンサの容量を決定する要因である誘電体層の両側の対向する電極の面積が小さくなっているので、コンデンサの製造工程における電極形成の精度のバラツキが容量のバラツキの大きな原因の1つとなり得ることが判った。
【0007】
このような電極形成の精度に関する問題は、誘電体層と電極として機能する金属薄層により構成される金属薄層パターンとを順次積層することによって製造するコンデンサの場合、小型化および高容量化を達成するためには、避けて通ることができない。電極として機能する金属薄層により構成される金属薄層パターンをフィルム上に形成してこれを巻き取って積層するフィルムコンデンサでは巻き取り位置の制御により調整が可能であるが、この方法は必ずしも満足できるものではない。また、上述の米国特許明細書に記載された方法によって、誘電体層と金属薄層パターンを積層する場合には、そのような巻き取り位置による制御を適用することができない。この方法において、金属薄層パターンは、一般的には帯状の形態の複数の金属薄層により構成され、これらが1つの誘電体層上の所定の箇所に所定の間隔を隔てて存在するように配列されるものである。これらの金属薄層は、細いまたは小さい金属薄層部によって相互に接続されていても、あるいはそうでなくてもよい。特に問題となるのは、誘電体層上に形成する金属薄層が所定の金属薄層パターンで所定の位置に形成されるか否かである。特に、形成された金属薄層パターンにおいて上記間隔(一般的に「マージン幅」と呼ばれる)が所定通りになっているか否かが問題となる。
【0008】
そこで、本発明の課題は、コンデンサを製造するために使用した場合には、電気的な容量バラツキが少なく、小型化および高容量化を安定して実現できる積層体の新たな製造方法およびそのための装置を提供することにある。本発明の更に別の課題は、そのような積層体から製造されるコンデンサを提供することにある。従って、本発明の課題は、誘電体層上にマージン幅を規定するように金属薄層パターンを形成するに際して、マージン幅の精度をより向上させることにあるとも言える。
【0009】
【課題を解決するための手段】
本発明は、真空雰囲気において、誘電体層を形成する工程と、形成した誘電体層上に金属薄層パターンを形成する工程とを含む、誘電体層および金属薄層パターンを積層することによって積層体を製造する方法において、形成された金属薄層パターンおよび誘電体層を光学的に観察し、マージン幅または形成された金属薄層パターンの形状を計測するとともに、予め調べておいた金属薄層パターンおよび誘電体層の欠陥部分特有の光学特性を用いて、形成された金属薄層パターンおよび誘電体層の性状を判断し、層の形成の適否を判断することを特徴とする積層体の製造方法を提供する。誘電体層を形成する工程は、形成した誘電体層の表面を処理することを含んでよい。また、金属薄層パターンを形成する工程は、その前に、誘電体層上に形成すべき金属薄層パターンを予め設定することを含む。
【0010】
更に、本発明は、真空槽内において、誘電体層形成手段および金属薄層パターン形成手段を含む、誘電体層および金属薄層パターンが積層された積層体の製造装置であって、金属薄層パターンの形成状態を光学的に観察する手段を更に含むことを特徴とする積層体の製造装置を提供する。真空槽内において、誘電体層形成手段は、形成した誘電体層の表面を処理する誘電体層表面処理手段を含んでよく、また、金属薄層パターン形成手段は、金属薄層パターンを形成する前に、形成すべき金属薄層パターンを設定する手段を含む。
【0011】
本発明において、積層体とは、少なくとも1つの誘電体層と少なくとも1つの金属薄膜パターンが交互に積層されたものであり、最外層は、誘電体層であっても、金属薄膜パターンであってもよい。尚、誘電体層上に金属薄層パターンが積層されている状態は、特に限定されるものではなく、積層体の目的に応じて、誘電体層の全体上にわたって金属薄膜パターンが存在しても、あるいはそうでなくてもよく、通常、誘電体層の一部分、好ましくは大部分上で金属薄層パターンが存在する。従って、例えば、誘電体層の表面上に形成される金属薄層パターンは、上述のマージン幅と呼ばれる間隔を隔てて存在する複数の帯状物または矩形物の形態の金属薄層が配列されたものであってよく、あるいは単一の矩形の形態であって誘電体層の縁から必要な幅だけセットバックした形態であってもよい(誘電体層の縁からのマージン幅を有すると考えることができる)。一般に、誘電体層の表面の内、金属薄層パターンが存在しない部分は非常に小さく、従って、マージン幅も非常に小さい。従って、誘電体層の表面の内、金属薄層パターンが存在しない部分は、誘電体層の表面が露出したままの状態である。金属薄層パターンを形成した後、次の誘電体層を形成する場合には、金属薄層パターンおよび露出している誘電体層の上に次の誘電体層が積層される。
【0012】
本発明において、金属薄層パターンの形成状態を光学的に観察するが、この観察は非接触状態で実施する。このような光学的な観察は、製造過程にある積層体(積層されつつある状態、即ち、途中のものを含む)の表面に光を照射して積層体表面を光学的に観察する、即ち、表面からの反射光を計測することによって実施するのが好ましい。具体的には積層体表面の光学的反射率の差または光学的干渉による色の差を計測することによって観察を実施する。例えば、光学的反射率の差または光学的干渉による色の差を認識できるカメラを用いて積層体の表面を観察して、その観察により得られるデータを処理して、光学的反射率の差または光学的干渉による色の差を反映した積層体の表面画像を得、マージン幅が所定通り形成されているかを判断できる。
【0013】
このように金属薄層パターンの形成状態を光学的に観察することによって、金属薄層パターンが所定のように形成されているか否かを確認し、形成状態が許容範囲内に無い時、例えば、次の金属薄層パターンの形成条件を変更して、次の金属薄層パターンが所定のように形成されるように調整し、場合によっては、積層体の製造を停止する。別の場合において、金属薄層パターンの形成状態の観察に基づいて、現在の製造条件のまま放置しておけば、そのうちに許容範囲から外れる傾向があると認められる時、そのような傾向が無くなるように、次の金属薄層パターンの形成条件を変更してよい。勿論、順調に形成されていると判断された場合には、そのままの状態で製造を継続する。
【0014】
更に、本発明は、上述のような積層体の製造方法により製造された積層体を用いて製造されるコンデンサ、特にチップコンデンサを提供する。本発明は、上述のような積層体製造装置を用いて製造された積層体を用いて製造されるコンデンサ、特にチップコンデンサを提供する。また、本発明は、上述のような積層体製造装置を用いて上述のような積層体の製造方法により製造された積層体を用いて製造されるコンデンサ、特にチップコンデンサを提供する。
【0015】
本発明の積層体の製造方法または製造装置において、金属薄層パターンの形成状態を光学的に観察することまたは観察する手段を除いた他の特徴は、所定の真空雰囲気において(例えば真空槽内にて)誘電体層および金属薄層パターンを積層することによって積層体を製造するものであって、誘電体層をモノマーを重合することにより形成する、実質的に知られている方法および装置と実質的に同じであってよい。そのような方法および装置は、上述の米国特許明細書以外に、例えば精密工学会誌(Vol.66,No.8,2000,第1181〜1184頁)、特開平2000-124061号公報および特開平2000-195752号公報等に開示されており、この引用によって本明細書は、これらの開示内容を明細書の一部として含む。
【0016】
本発明の特に好ましい態様の積層体の製造方法は、基体としての断面円形または多角形の回転ドラムの周囲で誘電体層および金属薄層パターンを積層する。この方法では、回転ドラム(例えばキャンローラ)が1回転する間に、誘電体層を形成し、必要に応じて誘電体層の表面を処理し、その上に所定の金属薄層パターン(従って、誘電体層の一部分の上には金属薄層パターンが形成されない)を形成する。回転ドラムのその次の1回転の間、金属薄層パターンと、金属薄層パターンが形成されていない(即ち、露出している)誘電体層との上に新たに誘電体層が形成され、その後、新たな誘電体層の上に所定の金属薄層パターンが形成される。このように、誘電体層および金属薄層パターンを交互に形成して、所定の層数の誘電体層および金属薄層パターンを重ねた積層体が製造される。
【0017】
本発明の特に好ましい態様の積層体の製造装置では、真空槽内に断面円形または多角形の回転ドラムを有し、この回転ドラムの周囲に、誘電体層表面処理手段を有する誘電体層形成手段、金属薄層パターン設定手段を有する金属薄層パターン形成手段が配置されており、本発明の製造装置は、金属薄層パターンの形成状態を光学的に観察する手段(「光学的観察手段」とも呼ぶ)を更に有する。
【0018】
特に好ましい態様では、光学的観察手段は、金属薄層パターン形成手段と誘電体層形成手段との間に配置されている。このような装置を用いて、回転ドラムが1回転する間に、誘電体層形成手段により誘電体層を形成し、その後、誘電体層表面処理手段によって誘電体層の表面を処理して、金属薄層パターン設定手段および金属薄層パターン形成手段を用いて、表面処理した誘電体層の上に所定の金属薄層パターンを形成する(従って、誘電体層の一部分の上には金属薄層が形成されない)。回転ドラムのその次の1回転の間、同様にして、誘電体層を、次に、所定の金属薄層パターンを形成する。このように、誘電体層および金属薄層パターンを交互に形成して、所定の層数の誘電体層および金属薄層パターンを重ねて積層体を製造する。
【0019】
【発明の実施の形態】
以下に、本発明の積層体の製造方法および製造装置を、積層型フィルムコンデンサの場合を例として、具体的に説明する。
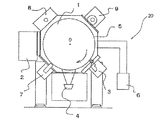
図1は、本発明に基づいて積層体を製造する製造装置の1つの具体的態様を模式的に示した概略図である。本発明の方法は、この製造装置を用いて好適に実施できる。
【0020】
図1に示した態様では、製造装置20は、真空槽5内に配置された、円形断面を有する回転ドラムとして機能するキャンローラ1を有する。このキャンローラ1は、一定の角速度又は周速度で、図中の矢印方向に中心軸Oの回りで回転する。このようなキャンローラの表面上に誘電体層および金属薄層パターンを交互に形成することによって、これらが積層された積層体が形成される。
【0021】
キャンローラ1の下部に金属薄層パターン形成手段として機能する金属蒸着源4が配置され、ここから金属を蒸発させてキャンローラ1(またはその上に形成されつつある積層体の誘電体層)の表面上に蒸着して各々が金属電極として機能する複数の金属薄層により構成される金属薄層パターンを形成し、これにより金属薄層パターンを形成する工程を実施する。金属薄層パターンの形成に際して、キャンローラ1またはその上に形成された誘電体層の所定の箇所のみに金属薄層パターンが蒸着する、即ち、所定の金属薄層パターンで蒸着するように、金属を蒸着する前に、蒸着すべき表面部分以外の部分にパターニング材料を塗布し、これにより金属薄層パターンを設定することを実施する。このようにパターニング材料を塗布して所定の金属薄層パターンを設定する手段を金属薄層形成手段は有し、そのような金属薄層パターンを設定する手段として金属薄層パターニング装置3が、キャンローラ1の回転方向で金属蒸発源4の上流に配置されている。
【0022】
また、キャンローラ1の回転方向下流側に、樹脂モノマー蒸発源2およびモノマー重合装置8がこの順で配置され、これらが誘電体層形成手段として機能し、これによって、蒸着により形成された金属薄層パターン上(および金属薄層パターンが形成されていない、既に形成されている誘電体層が露出した部分上)に次の誘電体層として機能する樹脂層を形成し、これにより誘電体層を形成する工程を実施する。尚、積層体製造装置は、キャンローラ1の回転方向でモノマー重合装置8の下流に誘電体層表面処理手段として誘電体処理装置9を誘電体形成手段が有して成るのが好ましく(形成される誘電体層およびその上に形成する金属薄層パターンに応じて省略してもよい)、これを用いて誘電体層の表面を処理する。これによって、形成された誘電体層の表面状態を金属の蒸着に好適なものとできる。
【0023】
そして、金属薄層パターンの形成状態の観察を、金属薄層パターンを形成する工程と次の誘電体層を形成する工程との間で実施する。具体的には、金属薄層パターン形成手段とその下流の誘電体層形成手段との間に、より具体的には、金属蒸発源4と樹脂モノマー蒸発源2との間に、金属薄層パターンの形成状態を光学的に観察する装置(光学的観察手段)7が配置され、これによって金属薄層パターンの形成状態を光学的に観察することを実施する。この金属薄層パターンの形成状態を光学的に観察することは、積層体の製造方法における上述のシーケンス(即ち、金属薄層パターンを形成する工程および誘電体層を形成する工程を繰り返すシーケンス)においていずれの時点に於いて実施してもよいが、金属薄層パターンの形成と誘電体層の形成との間で実施するのが特に好ましい。
【0024】
上述の種々の装置(2、3、4、7、8および9)は、真空槽5内でキャンローラ1と対向するように配置され、キャンローラ1上で形成されつつある積層体の表面に対して所定の処置を施すことができるようになっている。尚、図1において真空槽5は真空ポンプ6によって所定の真空度で操作できるようになっている。
【0025】
キャンローラ1の外周面は平滑に、好ましくは鏡面状に仕上げられており、好ましくは−20〜40℃、特に好ましくは−10〜10℃に冷却できるようになっている。キャンローラ1の回転速度は、その直径に応じて自由に設定できるが、通常15〜70rpm程度である。
【0026】
金属蒸着源4は、キャンローラ1表面(または既に形成されている誘電体層)に向けて金属を蒸発させ、その上における金属蒸着を可能とするものであり、例えばコンデンサに用いる積層体を製造する場合、金属電極として機能する金属薄層により構成される金属薄層パターンを形成する。蒸着する金属としては、例えばAl、Cu、Zn、Sn、Au、AgおよびPtから選ばれた少なくとも1種を使用する。コンデンサを製造する場合では、Alを使用するのが特に好ましい。尚、蒸着に代えて、スパッタリング法等の他の手段で金属薄層パターンを形成してもよい。
【0027】
樹脂モノマー蒸発源2は、キャンローラ1の表面(または直前に形成されている金属薄層パターンおよび誘電体層の露出部分)に向けてモノマーを蒸発気化させるものであり、その上でモノマーが液化して堆積して、その後、モノマーを重合して誘電体層を形成する。使用する樹脂モノマーは、堆積したモノマーが重合(または架橋もしくは硬化)して誘電体層として機能できる樹脂を形成できるものあれば、特に限定されるものではなく、例えばアクリル酸樹脂、メタクリル酸樹脂は誘電体層として機能できる。コンデンサを製造する場合、アクリル酸樹脂が特に好ましい。
【0028】
堆積した樹脂モノマーは、モノマー重合装置8により重合(または架橋もしくは硬化)され、所望の重合度(または架橋度もしくは硬化度)に達して樹脂薄膜を形成し、これが誘電体層として機能する。モノマー重合装置としては、使用する樹脂モノマーに応じて、例えば電子線照射装置又は紫外線照射装置等を用いることができる。
【0029】
図示した態様では、形成された樹脂薄膜は、樹脂表面処理装置9により表面処理され、これによって、後で形成する金属薄層との接着性が向上する。例えば、酸素プラズマ処理、アルゴンプラズマ処理等を行なうことができる。
【0030】
パターニング材料付与装置3は、パターニング材料を誘電体層表面に例えば種々の帯状形態の組み合わせに付着させる(または塗布する)ことによって形成すべき金属薄層パターンを予め設定するためのものである。その後の金属蒸着に際して、パターニング材料が付着した部分には金属薄層パターンが形成されず、逆に、パターニング材料が付着しない部分には金属薄層パターンが形成されることになるので、その結果、所定の金属薄層パターンが設定されることになる。このように金属薄層パターンが形成されない部分が積層体の電気的絶縁部分となり、コンデンサの場合では、そのような電気的絶縁部分の特定のある部分がマージン幅部分となる。
【0031】
パターニング材料としては、例えばオイル(具体例としてフッ素系オイル、例えばフォンブリンオイル等)が使用できる。パターニング材料の付与手段は、蒸発気化させたパターニング材料をノズルからキャンローラ1に向かって噴射して誘電体層表面で液化させる方式が好ましい。この方式を用いる場合、金属薄層パターンの設定条件は、例えばノズルから噴射するオイルの温度および/またはノズルと積層体表面との間の距離を必要に応じて適宜変更することによって、調整できる。
【0032】
金属薄層パターンの形成状態を光学的に観察する手段として機能する光学的観察手段7は、パターニング材料が付与された後、金属蒸着源4からキャンローラ1表面に、好ましくは金属薄層パターンが形成された直後の積層体の表面の形成状態を非接触で光学的に観察する。即ち、製造しつつある積層体の表面に光を照射し、積層体の表面からの反射光を測定する光学系を用いて計測する。このような光学的観察手段は、例えばコンデンサ用の積層体を製造する場合では、金属電極のパターンの状態の計測装置(後述の実施例における金属電極パターン状態計測装置)である。
【0033】
形成状態の観察とは、例えば、形成された金属薄層パターンが形成されるべき所定の位置に所定のように形成されているか否かを観察して認識することである。より具体的には、形成された金属薄層パターン(またはそれを構成する金属薄層)の様子(例えば金属薄層の縁が直線状になっていないか、欠落部分が存在するしないか)および/または形成された金属薄層パターン(またはそれを構成する金属薄層)の位置(キャンローラの所定の外周部分上に形成されているか、キャンローラの軸方向の所定の箇所に形成されているか等)を、従って、金属薄層パターン(またはそれを構成する金属薄層)の形状を計測する。
【0034】
本発明では、金属薄層パターン(またはそれを構成する金属薄層)の形状を測定するので、隣接する金属薄層同士の間隔、例えばマージン幅を測定できる。金属薄層パターン(またはそれを構成する金属薄層)の形成位置に関しては、例えばキャンローラの回転とカメラの撮影タイミングを同調させておくことで、絶対的な形成位置を把握できる。
【0035】
本発明は、金属薄層および誘電体層の光学的性質は相互に異なることに基づくものであり、本発明の実施に際して、これらがどのように特有の光学的性質を有するかを予め確認しておく。そして、そのような光学的性質に関して製造されつつある積層体の表面を観察すると、金属薄層パターン(またはそれを構成する金属薄層)が形成されるべき位置に、金属薄層パターン(またはそれを構成する金属薄層)が実際に形成されている場合には、金属薄層に特有の光学的性質が観察され、逆に、金属薄層パターン(またはそれを構成する金属薄層)が実際に形成されていない場合には、金属薄層と異なる光学的特性が観察されることになる、即ち、誘電体層に特有の光学的性質が観察されることになる。従って、表面の光学的性質を観察することによって、金属薄層が存在するのか、あるいは誘電体層が存在するかを判断できる。このような光学的性質としては、層表面の光反射率、層の光干渉特性(例えば層の色相)等を好適に使用できる。
【0036】
上述のような特有の光学的性質は、金属薄層と誘電体層との違いだけではなく、各層が適切に形成されているか否か、いわゆる性状を判断するためにも使用できる。例えば金属薄層パターンの一部分に欠陥(例えば不存在部分)がある場合、また、誘電体層の一部分が気泡などの不純物を含む場合、どのように特有の光学的特性を有するかを予め調べておけば、そのような特性が観察された場合には、層の形成の適否を判断できる。従って、本発明においては、金属薄膜パターンの形成状態を光学的に観察するに際して、あるいは金属薄膜パターンの形成状態を光学的に観察する手段によって、積層体の製造過程において形成される層(誘電体層および/または金属薄層)の性状を、金属薄膜パターンの形成状態に加えて、あるいはそれに代えて観察することができる。
【0037】
金属薄層パターンは非常に高い精度で形成する必要があるので、使用する光学系としては、一般的には精度の上で好ましくは少なくとも5倍程度、例えば10倍またはそれ以上の倍率で観察するのが好ましいが、一般的には例えば2〜10倍の対物レンズを使用する。キャンローラ1は常に回転しており、かつ視野が狭いため像は高速で流れ易い。従って、正確にパターニング形状および/または各層の性状等を観察するために、シャッタースピードが1万分の1〜100万分の1秒で観察できる(即ち、撮像できる)高速カメラを使用するのが好ましい。また、照射する光の光源としては演色性のものがよく、照度の高いもの、例えばメタルハライドランプが好ましい。
【0038】
光源とセンサとして機能するカメラの位置関係は、光源から積層体に光を照射し、積層体からの反射光を受光できるように設定する。受光量を可及的に多くするために、積層体に実質的に垂直に(即ち、0°の入射角で、従って、キャンローラ1の法線方向で)光を照射し、積層体からそれに対して実質的に垂直に戻って来る(従って、キャンローラ1の中心から向かって来る)光を捕らえるのが好ましい。別の態様では、積層体に対して斜めに(即ち、0°より大きい入射角(例えば60°〜80°)で)光を照射し、積層体から斜めに、好ましくは同様に大きい反射角で、戻って来る光を捉える構成も可能である。
【0039】
誘電体層が透明体である場合、光学系は、キャンローラ1上に形成された積層体の表面部に光源よりハーフミラーを用いて光を法線方向で入射させ(即ち、ハーフミラーを用いた垂直落射の光源を用い)、表面での反射光または干渉光を法線方向に配置したカメラで捉えることができる構成とするのが好ましい。尚、光を積層体表面に直接照射して、反射光または干渉光をハーフミラーを介して捕捉することも可能である。誘電体層が透明または半透明である場合、最外の誘電体層の表面では、照射された光の一部分が反射され、また、その誘電体層を透過した光は、誘電体層の直下に金属薄層パターンが位置する場合には金属薄層パターンの表面によって、あるいは最外誘電体層の直下に前の回転の時に形成された誘電体層が存在するときは、最外誘電体層とその下の誘電体層との間の界面にて反射し、これらの反射光は相互に干渉する。従って、積層体の表面を観察すると、誘電体層の部分では干渉色が認められ、金属薄層パターンが露出している場合には、照射された光が全部反射されるので干渉色が認められず、即ち、干渉特性が異なる。
【0040】
従って、積層体の最外表面に光を照射して最外表面からの干渉光を観察すると、積層体の最外表面において、誘電体層が露出している部分では干渉色が観察され、金属薄層パターンが露出している部分では干渉色が観察されない。即ち、誘電体層が露出する部分では干渉が起こり、金属薄層パターンが露出する部分では干渉が起こらない(あるいは誘電体層が露出する部分では干渉によって色相が金属薄層パターンが露出する部分と異なる)ので、積層体の最外表面をカメラで観察すると、干渉色の有無によって色コントラストを感度よく画像としてカメラで認識できるので、積層体の最外表面における金属薄層パターン(または誘電体層)の存在およびその位置が検知できる。
【0041】
また、積層体の最外表面に光を照射して最外表面から反射される光の量を測定して光反射率を測定すると、積層体の最外表面において、誘電体層が露出している部分では反射率が小さく、金属薄層パターンが露出している部分では反射率が大きい、従って、反射特性が異なる。即ち、積層体の最外表面をカメラで観察して反射率を測定すると、反射率の大小によって、積層体の最外表面における金属薄層パターン(または誘電体層)の存在およびその位置が検知できる。
【0042】
誘電体が不透明体である場合、キャンローラ1の表面部に光源から大きい入射角で光を入射させ、積層体表面から散乱する反射光をカメラで捉える構造となるように光学系を構成するのが好ましい。積層体の最外表面において金属薄層パターンが露出している部分では表面反射率が高く、その他の部分(即ち、誘電体層が露出している部分)では表面反射率が低い、従って、反射特性が異なるので、金属薄層パターンが形成された部分を感度良く画像として認識することが可能となる。
【0043】
上述のいずれの態様においても、高速度撮像が可能なカメラによって、製造しつつある積層体の表面の干渉色、反射率等の光学的特性を測定し、その結果を画像処理することによって、金属薄層パターンの形状および/または各層の性状が所定のようになっているか否か等を効率的に確認でき、その結果に応じて、次の金属薄層パターン形成を調整することができる。その結果、例えばコンデンサの製造に際して金属電極間のマージン幅を高精度に計測し、必要に応じて調整することが可能となる。
【0044】
従って、キャンローラ1の外周面上にて誘電体層および金属薄層パターン(但し、金属薄層パターンは、キャンローラの全周にわたって形成する必要は必ずしもなく、通常、誘電体層上でキャンローラの軸方向に沿って少なくとも部分的に延びる一般的に帯状または矩形の形態(従って、キャンローラの周の一部分に沿って延在する形態)の複数の金属薄層の配列である)を交互に形成して、所定数の誘電体層の間に所定数の金属薄層パターンが挟まれた積層体(但し、最外層はその目的に応じて、誘電体層であっても、金属薄層パターンであってもよい)が形成される。
【0045】
積層体の層数は、その目的に応じて適当に選択できるが、一般的に1〜10000層(誘電体層の数)程度であり、チップコンデンサの製造に用いる場合、1000〜10000層(誘電体層の数)、特に2000〜5000層(誘電体層の数)程度である。この積層体は、全体として円筒状である。これを半径方向に分割(例えば、45°ごとに8分割)して、キャンローラから取り外し、それぞれ加熱・加圧プレスすることにより平板状の積層体母素子、例えばコンデンサ母素子を得る。その後、この母素子を所定の寸法に切断することによって本発明の積層体から製造される積層体素子が得られる。この積層体素子は、例えばチップコンデンサとして使用できる。
【0046】
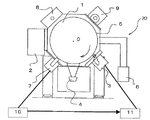
図2は、図1を参照して説明した本発明の積層体の製造装置の別の態様を模式的に示した概略図である。図2が図1と異なる点は、金属薄層パターンの形成状態を光学的に観察する手段として機能する金属薄層パターン状態計測装置7が計測データ処理装置10に接続されており、また、パターニング材料付与装置3には、そのパターン設定条件を調整する制御装置11が接続されている点である。計測データ処理装置10は、金属薄層パターン状態計測装置7から金属薄層パターンの形成状態の観察データを取り込み、例えば経時的に変化する傾向等を演算処理して得、その処理結果に応じて、パターニング材料付与装置3のパターニング材料の付与条件、従って、パターン設定条件を自動的に変更することが可能である。即ち、計測データ処理装置10のデータをパターニング材料付与装置3の制御手段11にフィードバックさせるシステムを構成している。この制御手段は、パターニング材料付与装置3のオイルの温度および/またはノズルとその噴射対象との距離を制御し、それによって、形成すべき金属薄層パターンの設定条件を調整する。
【0047】
例えば、オイルをパターニング付与材料として使用する場合、ノズルからオイル蒸気を誘電体層表面に噴射させるが、オイルの噴射強度分布に応じて誘電体層表面からノズルまでの距離またはオイルの噴射量に応じてオイル温度を変化させることで、パターニング幅(従って、マージン幅)を制御することができる。その結果、同一の生産ロット内での金属蒸着源の経時変化、異なる生産ロット間のメンテナンス前後で装置状態に変化等が生じた場合、インプロセスで金属薄層パターンを構成する金属薄層間の間隔、例えばマージン幅を評価して、パターニング材料の付与条件を制御することが可能である。
【0048】
上述の本発明の装置および方法によれば、所定の金属薄層パターンを誘電体層上に形成するに際して、その精度が向上する。従って、本発明の積層体を用いてコンデンサのような素子を製造する場合、電気的な容量バラツキが少なく、小型化・高容量化コンデンサをより効率的に製造することができる。
【0049】
【実施例】
(実施例1)
本発明の製造方法に基づいて図1に示す装置を用いて積層体を製造した。真空槽5内は2×10−2Pa以下とし、キャンローラ1はその外周面を5℃に維持した。誘電体層を形成する樹脂モノマーとしてジシクロペンタジエンジメタノールジアクリレートを用い、これを気化してモノマー蒸発源2よりキャンローラ1の外周面に堆積させた。また、モノマー重合装置8として、電子線硬化装置を用い、堆積させた樹脂モノマー材料を重合して硬化させて誘電体層を形成した。形成した誘電体層の厚さは0.3〜0.4μmであった。
【0050】
その後、誘電体層表面処理装置9により、表面を酸素プラズマ処理した。次に、パターニング材料付与装置3によって電気絶縁体に相当する部分を構成する誘電体層部分にパターニング材料を付与させた。パターニング材料としてはフッ素系オイルを使用し、これを気化させてノズル(直径75μm)より噴出させて、幅100〜350μmで帯状に誘電体層上に付着させた。
【0051】
次に、金属蒸発源4からアルミニウムを金属蒸着させた。蒸着厚みは25nmであり、目標の膜抵抗を7Ω/□とした。蒸着後、金属電極パターン状態計測装置7(対物レンズ×5倍、シャッタースピード10万分の1秒、光源250Wメタルハライドランプ)により、光の干渉による色の差を画像認識することで、電極間のマージン幅を±10μm以下の精度で計測し、マージン幅が150〜300μmの規格値に入るように金属電極パターン状態計測装置7によってマージン幅を測定し、その結果に基づいてマージン幅が規格値から逸脱すると予測される場合には、逸脱しないようにパターニング材料付与装置を調節して逸脱を防止するように経験的にマニュアルで管理して製造した。
【0052】
以上の操作を、キャンローラ1の回転で約4000回繰り返すことにより、約1.3mmの積層体を形成した。
次いで、得られた円筒状の積層体を半径方向に20分割して取り外し、加熱化でプレスし平板状の積層体母素子を得た。これを切断し、従来のフイルムコンデンサで行なわれている工程を通過させることでチップコンデンサを得た。
【0053】
得られたチップコンデンサに関して、電極間のマージン幅が150μm以下のチップコンデンサの場合は、金属電極間の絶縁抵抗値が低下し、電気検査工程での不良が発生しやすくなった。そして、対向する電極面積が大きくなるので、容量の規格値以上の電気容量が発生しやすくなった、また、300μm以上のマージン幅のチップコンデンサの場合は、逆に、対向する電極面積が小さくなるので、容量の規格値以下の電気容量が発生しやすくなり、さらに、積層体母素子の切断工程で金属電極部以外のマージン部を切断しやすくなるため、端子電極形成時に不良が発生しやすくなった。
【0054】
次に、金属電極パターン状態計測装置7により、電極間のマージン幅を計測し、150〜300μmの規格値に入るように先と同様に管理して製造したチップコンデンサは、積層方向厚み約1.4mm、奥行1.6mm、幅(両外部電極間方向)3.2mmであり、小形ながら容量は0.47μFであった。容量バラツキは、マージン幅の計測装置を使用しなかったとき(即ち、予め製造条件を設定してそのままの条件で製造を終了する場合)に比べて、約半減することができた。耐電圧は50Vであった。更に、積層体を分解して蒸着膜の電気抵抗を4端子法で測定したところ、7±3Ω/□になっており、また絶縁抵抗を測定すると、1×1011Ω以上でありコンデンサとして十分な電気絶縁性が得られた。
【0055】
(実施例2)
実施例1と同様に、積層体を製造した。但し、図2に示す製造装置を用いて、光の干渉による色の差を画像認識することで、電極間のマージン幅を画像認識により±10μm以下の精度で計測し、同じ生産ロット内でのオイル温度およびノズル位置の調整によるマージン幅の変化度合い(許容範囲外になるか否かを含む)、また、ロット間でオイル濃度およびノズル位置以外の外乱によるマージン幅の変化度合いに関するデータを集め、これを計測データ処理装置10にて演算処理させて情報を予め得ておいた。このようにして予め得た情報に基づいて、その後の積層体の製造過程で観察される、光の干渉による色の差を画像観察データをパターニング材料付与装置の制御装置10にて評価して(即ち、パターン形状状態が許容範囲内であるのか、放置しておけば許容範囲外になるのか等を判断して)、その結果を、制御装置11を経てパターニング材料付与装置3にフィードバックさせて、パターニング材料の付与条件を自動的に変化させた。
【0056】
この時、誘電体層表面からノズル先端までの距離は、150±100μmおよびオイル部の温度は155〜170℃の範囲で変化させ、パターニング幅を制御すると、金属薄層間のマージン幅を安定して180〜270μmすることができた。また、金属蒸着源4の変動が生じ、蒸着膜の厚みが変動した場合でも、同様に180〜270μmのマージン幅を形成することが可能であった。
【0057】
以上の操作を、キャンローラ1を回転させることにより約4000回繰り返すことにより、約1.3mmの積層体を形成した。
次いで、得られた円筒状の積層体を半径方向に20分割して取り外し、加熱化でプレスし平板状の積層体母素子を得た。これを切断し、従来のフイルムコンデンサで行なわれている工程を通過させることでチップコンデンサを得た。
【0058】
得られたチップコンデンサは、積層方向厚み約1.4mm、奥行1.6mm、幅(両外部電極間方向)3.2mmであり、小形ながら容量は0.47μFであった。容量バラツキは、素子形状が小さい場合であっても、また、メンテナンスやロット間の変動要因が発生した場合であっても、規格バラツキ範囲内に安定入るコンデンサを製造することができた。また、耐電圧は50Vであった。さらに積層体を分解して蒸着膜の電気抵抗を4端子法で測定したところ、7±3Ω/□になっており、また絶縁抵抗を測定すると、1×1011Ω以上でありコンデンサとして十分な電気絶縁性が得られた。
【図面の簡単な説明】
【図1】 本発明の第1の実施例の製造装置の模式図である。
【図2】 本発明の第2の実施例の製造装置の模式図である。
【符号の説明】
1 キャンローラ、2 樹脂モノマー蒸発源、3 パターニング材料付与装置、
4 金属蒸着源、5 真空容器、6 真空ポンプ、
7 金属薄層パターン状態計測装置、8 樹脂モノマー重合装置、
9 誘電体層表面処理装置、10 計測データ処理装置、
11 パターニング材料付与装置の制御装置、20 積層体製造装置。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for manufacturing a laminate comprising at least one dielectric layer and at least two metal thin layer (or metal thin film) patterns located on both sides thereof, and an apparatus for the same. Such a laminate can be suitably used for manufacturing electronic components such as capacitors.
[0002]
[Prior art]
Today's electronic components are becoming increasingly demanding for miniaturization and high performance, and capacitors are no exception. If the dielectric constant of the dielectric layer is the same, the capacitance of the capacitor is proportional to the area of the opposing electrodes located on both sides of the dielectric, and inversely proportional to the thickness of the dielectric layer. Therefore, in order to maintain or increase the capacitance while reducing the size of the capacitor, it is effective to reduce the thickness of the dielectric layer and increase the effective area of the electrode in the capacitance generating portion.
[0003]
As a laminate composed of a dielectric layer and a thin metal layer pattern used for manufacturing an electronic component such as a capacitor, for example, a laminate for a film capacitor is known. This is a metallized film in which a thin metal layer pattern of aluminum or the like is laminated on a resin film such as polyester (PEN, PET, etc.), polyolefin (PP, etc.), polyphenylene sulfide (PPS), etc. by vacuum deposition, sputtering, Laminated or wound.
[0004]
Regarding the thickness of the resin film, there is a limit to the thinning of the film because of restrictions on the handling process and workability of the film during or after the manufacturing process. The film thickness for film capacitors currently in use is up to about 1.2 μm. Therefore, in order to further increase the capacity of the capacitor, it is necessary to increase the effective area of the thin metal layer that functions as an electrode and constitute the thin metal layer pattern, that is, to increase the number of layers or turns. However, this is contrary to the demand for miniaturization of capacitors. That is, at present, film capacitors have reached the limit of achieving both high size and high capacity.
[0005]
On the other hand, regarding the manufacture of a laminate comprising a dielectric layer and a thin metal layer pattern, a capacitor laminate having a dielectric layer thickness of about 1 μm obtained by a method completely different from the above-described film capacitor manufacturing method is provided. Has been proposed (see US Pat. No. 5,125,138). In this method, the dielectric layer is formed as a resin layer by polymerizing the applied monomer, and in the same way as a conventional laminated film capacitor laminate, a laminated structure in which a dielectric layer and a thin metal layer pattern are sequentially laminated. While taking these, about 1000 layers or more are laminated, and the thickness is about several mm.
[0006]
[Problems to be solved by the invention]
According to the study by the present inventors, it has been found that, as the chip size of the capacitor is reduced, the occurrence of a defect due to the variation in the capacitance becomes a problem. In more detail, since the area of the opposing electrodes on both sides of the dielectric layer, which is a factor that determines the capacitance of the capacitor, is small, the variation in the accuracy of electrode formation in the capacitor manufacturing process has a large variation in capacitance. It turns out that it can be one of the causes.
[0007]
The problem regarding the accuracy of electrode formation is that in the case of a capacitor manufactured by sequentially laminating a dielectric layer and a thin metal layer pattern composed of a thin metal layer that functions as an electrode, miniaturization and high capacity are required. To achieve it, you can't avoid it. A film capacitor in which a thin metal layer pattern composed of a thin metal layer functioning as an electrode is formed on a film and wound and laminated can be adjusted by controlling the winding position, but this method is not always satisfactory. It is not possible. Further, when the dielectric layer and the metal thin layer pattern are laminated by the method described in the above-mentioned US patent specification, such control by the winding position cannot be applied. In this method, the thin metal layer pattern is generally composed of a plurality of thin metal layers in the form of strips, and these are present at predetermined positions on one dielectric layer at predetermined intervals. To be arranged. These thin metal layers may or may not be interconnected by thin or small thin metal layer portions. A particular problem is whether or not the metal thin layer formed on the dielectric layer is formed at a predetermined position in a predetermined metal thin layer pattern. In particular, it is a problem whether or not the above-described interval (generally referred to as “margin width”) is in a predetermined manner in the formed thin metal layer pattern.
[0008]
Accordingly, an object of the present invention is to provide a new method for manufacturing a laminate and a method for manufacturing the same, in which, when used for manufacturing a capacitor, there is little variation in electric capacity, and a reduction in size and increase in capacity can be realized stably. To provide an apparatus. Still another object of the present invention is to provide a capacitor manufactured from such a laminate. Therefore, it can be said that the object of the present invention is to further improve the accuracy of the margin width when the thin metal layer pattern is formed on the dielectric layer so as to define the margin width.
[0009]
[Means for Solving the Problems]
The present invention provides a laminate by laminating a dielectric layer and a thin metal layer pattern including a step of forming a dielectric layer and a step of forming a thin metal layer pattern on the formed dielectric layer in a vacuum atmosphere. In a method of manufacturing a body, Optically observe the formed metal thin layer pattern and dielectric layer, measure the margin width or the shape of the formed metal thin layer pattern, and check the metal thin layer pattern and dielectric layer defects previously examined Using the optical characteristics peculiar to the part, judge the properties of the formed metal thin layer pattern and dielectric layer, and judge the suitability of the layer formation. Provided is a method for producing a laminate. The step of forming the dielectric layer may include treating the surface of the formed dielectric layer. In addition, the step of forming the metal thin layer pattern includes previously setting a metal thin layer pattern to be formed on the dielectric layer.
[0010]
Furthermore, the present invention is an apparatus for manufacturing a laminate in which a dielectric layer and a metal thin layer pattern are laminated, including a dielectric layer forming means and a metal thin layer pattern forming means in a vacuum chamber, Provided is a laminate manufacturing apparatus further comprising means for optically observing a pattern formation state. In the vacuum chamber, the dielectric layer forming means may include dielectric layer surface treatment means for treating the surface of the formed dielectric layer, and the metal thin layer pattern forming means forms a metal thin layer pattern. Before, it includes means for setting the thin metal layer pattern to be formed.
[0011]
In the present invention, a laminate is a laminate in which at least one dielectric layer and at least one metal thin film pattern are alternately laminated, and the outermost layer is a metal thin film pattern even if it is a dielectric layer. Also good. The state in which the metal thin layer pattern is laminated on the dielectric layer is not particularly limited. Depending on the purpose of the laminate, the metal thin film pattern may exist over the entire dielectric layer. Or not, and usually there is a thin metal layer pattern on a portion, preferably most, of the dielectric layer. Thus, for example, the thin metal layer pattern formed on the surface of the dielectric layer is a pattern in which thin metal layers in the form of a plurality of strips or rectangles existing at intervals, referred to as the margin width, are arranged. Or a single rectangular shape set back to the required width from the edge of the dielectric layer (considering having a margin width from the edge of the dielectric layer). it can). In general, the portion of the surface of the dielectric layer where the metal thin layer pattern does not exist is very small, and therefore the margin width is also very small. Therefore, the portion of the surface of the dielectric layer where the metal thin layer pattern does not exist is in a state where the surface of the dielectric layer is exposed. When forming the next dielectric layer after forming the metal thin layer pattern, the next dielectric layer is laminated on the metal thin layer pattern and the exposed dielectric layer.
[0012]
In the present invention, the formation state of the thin metal layer pattern is optically observed, but this observation is performed in a non-contact state. Such optical observation is performed by irradiating light on the surface of a laminated body in a manufacturing process (including a laminated state, that is, an intermediate part) to optically observe the surface of the laminated body, It is preferable to measure by measuring the reflected light from the surface. Specifically, the observation is performed by measuring a difference in optical reflectance on the surface of the laminate or a color difference due to optical interference. For example, the surface of the laminate is observed using a camera capable of recognizing a difference in optical reflectance or a color difference due to optical interference, and data obtained by the observation is processed to obtain a difference in optical reflectance or It is possible to obtain a surface image of the laminate reflecting the color difference due to optical interference and determine whether the margin width is formed as prescribed.
[0013]
Thus, by optically observing the formation state of the metal thin layer pattern, it is confirmed whether or not the metal thin layer pattern is formed in a predetermined manner, and when the formation state is not within an allowable range, for example, The formation condition of the next thin metal layer pattern is changed and adjusted so that the next thin metal layer pattern is formed in a predetermined manner. In some cases, the production of the laminate is stopped. In other cases, if the current manufacturing conditions are left as they are based on observation of the formation state of the metal thin layer pattern, such tendency disappears when it is recognized that there is a tendency to deviate from the allowable range. Thus, the formation conditions of the next metal thin layer pattern may be changed. Of course, if it is determined that the formation is smooth, the production is continued as it is.
[0014]
Furthermore, the present invention provides a capacitor, particularly a chip capacitor, produced using the laminate produced by the method for producing a laminate as described above. The present invention provides a capacitor, particularly a chip capacitor, manufactured using the laminate manufactured using the laminate manufacturing apparatus as described above. Moreover, this invention provides the capacitor | condenser manufactured especially using the laminated body manufacturing apparatus as mentioned above using the laminated body manufacturing method as mentioned above, especially a chip capacitor.
[0015]
In the method or apparatus for manufacturing a laminate according to the present invention, the other features except the means for optically observing or observing the formation state of the metal thin layer pattern are as follows. And a substantially known method and apparatus for producing a laminate by laminating a dielectric layer and a thin metal layer pattern, wherein the dielectric layer is formed by polymerizing monomers. May be the same. In addition to the above-mentioned U.S. patent specifications, such a method and apparatus are disclosed in, for example, the Journal of Precision Engineering (Vol. 66, No. 8, 2000, pages 1181-1184), JP 2000-124061 A and JP 2000 2000. No. -195752 and the like, and this specification includes these disclosures as a part of the specification.
[0016]
In a particularly preferred embodiment of the method for producing a laminate of the present invention, a dielectric layer and a thin metal layer pattern are laminated around a rotary drum having a circular or polygonal section as a substrate. In this method, a dielectric layer is formed during one rotation of a rotating drum (for example, a can roller), the surface of the dielectric layer is treated as necessary, and a predetermined thin metal layer pattern (accordingly, therefore) A thin metal layer pattern is not formed on a portion of the dielectric layer. During the next rotation of the rotating drum, a new dielectric layer is formed on the thin metal layer pattern and the dielectric layer on which the thin metal layer pattern is not formed (ie, exposed), Thereafter, a predetermined thin metal layer pattern is formed on the new dielectric layer. In this manner, a laminate in which dielectric layers and metal thin layer patterns are alternately formed and a predetermined number of dielectric layers and metal thin layer patterns are overlaid is manufactured.
[0017]
In the manufacturing apparatus for a laminate according to a particularly preferred aspect of the present invention, a dielectric layer forming means having a rotary drum having a circular or polygonal cross section in a vacuum chamber and having a dielectric layer surface treatment means around the rotary drum. The thin metal layer pattern forming means having the thin metal layer pattern setting means is arranged, and the manufacturing apparatus of the present invention can optically observe the formation state of the thin metal layer pattern (also referred to as “optical observation means”). Further).
[0018]
In a particularly preferred embodiment, the optical observation means is disposed between the metal thin layer pattern forming means and the dielectric layer forming means. Using such an apparatus, a dielectric layer is formed by the dielectric layer forming means during one rotation of the rotating drum, and then the surface of the dielectric layer is treated by the dielectric layer surface treating means to obtain a metal. A predetermined thin metal layer pattern is formed on the surface-treated dielectric layer by using the thin layer pattern setting means and the thin metal layer pattern forming means (therefore, the thin metal layer is formed on a part of the dielectric layer. Not formed). In the same manner during the next rotation of the rotating drum, the dielectric layer and then the predetermined thin metal layer pattern are formed. In this way, the dielectric layers and the thin metal layer patterns are alternately formed, and a laminated body is manufactured by stacking a predetermined number of dielectric layers and thin metal layer patterns.
[0019]
DETAILED DESCRIPTION OF THE INVENTION
Below, the manufacturing method and manufacturing apparatus of the laminated body of this invention are demonstrated concretely taking the case of a multilayer film capacitor as an example.
FIG. 1 is a schematic view schematically showing one specific embodiment of a production apparatus for producing a laminate according to the present invention. The method of the present invention can be suitably carried out using this manufacturing apparatus.
[0020]
In the aspect illustrated in FIG. 1, the
[0021]
A metal
[0022]
Further, the resin
[0023]
Then, observation of the formation state of the thin metal layer pattern is performed between the step of forming the thin metal layer pattern and the step of forming the next dielectric layer. Specifically, the metal thin layer pattern is formed between the metal thin layer pattern forming unit and the dielectric layer forming unit downstream thereof, more specifically, between the
[0024]
The various devices (2, 3, 4, 7, 8, and 9) described above are arranged so as to face the can roller 1 in the
[0025]
The outer peripheral surface of the can roller 1 is finished in a smooth, preferably mirror-like shape, and is preferably cooled to -20 to 40 ° C, particularly preferably -10 to 10 ° C. The rotation speed of the can roller 1 can be freely set according to its diameter, but is usually about 15 to 70 rpm.
[0026]
The metal
[0027]
The resin
[0028]
The deposited resin monomer is polymerized (or crosslinked or cured) by the
[0029]
In the illustrated embodiment, the formed resin thin film is subjected to surface treatment by the resin
[0030]
The patterning
[0031]
As the patterning material, for example, oil (specifically, fluorine-based oil such as fomblin oil) can be used. The patterning material applying means is preferably a system in which the vaporized patterning material is sprayed from the nozzle toward the can roller 1 to be liquefied on the surface of the dielectric layer. When this method is used, the setting condition of the metal thin layer pattern can be adjusted by appropriately changing the temperature of the oil sprayed from the nozzle and / or the distance between the nozzle and the surface of the laminated body as necessary.
[0032]
The optical observation means 7 functioning as means for optically observing the formation state of the metal thin layer pattern is preferably provided with a metal thin layer pattern from the metal
[0033]
The observation of the formation state means, for example, observing and recognizing whether or not the formed thin metal layer pattern is formed in a predetermined position at a predetermined position. More specifically, the appearance of the formed thin metal layer pattern (or the thin metal layer constituting it) (for example, whether the edge of the thin metal layer is not straight or there is no missing portion) and The position of the formed thin metal layer pattern (or the thin metal layer constituting it) (whether it is formed on a predetermined outer peripheral portion of the can roller or at a predetermined position in the axial direction of the can roller) Etc.), and thus the shape of the thin metal layer pattern (or the thin metal layer constituting it) is measured.
[0034]
In the present invention, since the shape of the metal thin layer pattern (or the metal thin layer constituting the metal thin layer pattern) is measured, an interval between adjacent metal thin layers, for example, a margin width can be measured. Regarding the formation position of the metal thin layer pattern (or the metal thin layer constituting the metal thin layer pattern), for example, the absolute formation position can be grasped by synchronizing the rotation of the can roller and the photographing timing of the camera.
[0035]
The present invention is based on the fact that the optical properties of the thin metal layer and the dielectric layer are different from each other, and in carrying out the present invention, it is confirmed in advance how these have specific optical properties. deep. Then, when observing the surface of the laminate that is being manufactured with respect to such optical properties, the metal thin layer pattern (or the metal thin layer pattern) The optical properties peculiar to the metal thin layer are observed, and conversely, the metal thin layer pattern (or the metal thin layer constituting the metal thin layer) is actually formed. If not formed, optical characteristics different from those of the thin metal layer are observed, that is, optical characteristics peculiar to the dielectric layer are observed. Therefore, by observing the optical properties of the surface, it can be determined whether a thin metal layer or a dielectric layer is present. As such optical properties, the light reflectance of the layer surface, the light interference property of the layer (for example, the hue of the layer), and the like can be suitably used.
[0036]
The unique optical properties as described above can be used not only for the difference between a thin metal layer and a dielectric layer, but also for determining the so-called properties of whether each layer is properly formed. For example, when there is a defect (for example, a non-existing portion) in a part of the thin metal layer pattern, or when a part of the dielectric layer contains impurities such as bubbles, it is necessary to investigate in advance how the optical characteristics are unique. If such characteristics are observed, the suitability of the layer formation can be determined. Therefore, in the present invention, a layer (dielectric material) formed during the manufacturing process of the laminate is formed by optically observing the formation state of the metal thin film pattern or by means for optically observing the formation state of the metal thin film pattern. The properties of the layer and / or the metal thin layer) can be observed in addition to or instead of the formation state of the metal thin film pattern.
[0037]
Since it is necessary to form the metal thin layer pattern with very high accuracy, the optical system to be used is generally observed at a magnification of at least about 5 times, for example, 10 times or more in terms of accuracy. In general, for example, an objective lens of 2 to 10 times is used. Since the can roller 1 is always rotating and the field of view is narrow, the image easily flows at high speed. Therefore, in order to accurately observe the patterning shape and / or the properties of each layer, it is preferable to use a high-speed camera that can be observed (that is, capable of imaging) at a shutter speed of 1 / 10,000 to 1,000,000 seconds. Further, the light source for irradiating light is preferably a color rendering property, and a light source having high illuminance, for example, a metal halide lamp is preferable.
[0038]
The positional relationship between the light source and the camera functioning as a sensor is set so that light can be emitted from the light source to the laminated body and reflected light from the laminated body can be received. In order to increase the amount of received light as much as possible, light is irradiated substantially perpendicularly to the laminate (ie, at an incident angle of 0 °, and thus in the normal direction of the can roller 1), It is preferable to capture light that is returning substantially perpendicular to it (and hence from the center of the can roller 1). In another aspect, the stack is illuminated obliquely (ie, at an incident angle greater than 0 ° (eg, 60 ° -80 °)) and obliquely from the stack, preferably with a similarly large reflection angle. A configuration that captures the returning light is also possible.
[0039]
When the dielectric layer is a transparent body, the optical system causes light to enter the surface of the laminate formed on the can roller 1 in the normal direction using a half mirror from a light source (that is, using the half mirror). It is preferable that the reflected light or interference light on the surface be captured by a camera arranged in the normal direction. Note that it is also possible to directly irradiate the surface of the laminated body and capture reflected light or interference light via a half mirror. When the dielectric layer is transparent or translucent, a part of the irradiated light is reflected on the surface of the outermost dielectric layer, and the light transmitted through the dielectric layer is directly below the dielectric layer. If a thin metal layer pattern is located, or if there is a dielectric layer formed during the previous rotation by the surface of the thin metal layer pattern or directly below the outermost dielectric layer, the outermost dielectric layer and Reflected at the interface with the underlying dielectric layer, these reflected lights interfere with each other. Therefore, when the surface of the laminate is observed, an interference color is recognized in the dielectric layer portion, and when the thin metal layer pattern is exposed, all the irradiated light is reflected, so that the interference color is recognized. That is, the interference characteristics are different.
[0040]
Therefore, when the outermost surface of the laminate is irradiated with light and the interference light from the outermost surface is observed, an interference color is observed in the exposed portion of the dielectric layer on the outermost surface of the laminate, and the metal The interference color is not observed in the portion where the thin layer pattern is exposed. That is, interference occurs in the portion where the dielectric layer is exposed, and interference does not occur in the portion where the thin metal layer pattern is exposed (or in the portion where the dielectric layer is exposed, the hue of the thin metal layer pattern is exposed due to interference). Therefore, when the outermost surface of the laminate is observed with a camera, the color contrast can be recognized as an image with high sensitivity by the presence or absence of interference colors, so the thin metal layer pattern (or dielectric layer) on the outermost surface of the laminate ) And its position can be detected.
[0041]
Moreover, when the light reflectance is measured by irradiating light on the outermost surface of the laminate and measuring the amount of light reflected from the outermost surface, the dielectric layer is exposed on the outermost surface of the laminate. The reflectance is small in the portion where the metal thin layer pattern is exposed, and the reflectance is large in the portion where the metal thin layer pattern is exposed. That is, when the reflectance is measured by observing the outermost surface of the laminate with a camera, the presence and position of the metal thin layer pattern (or dielectric layer) on the outermost surface of the laminate are detected according to the magnitude of the reflectance. it can.
[0042]
When the dielectric is an opaque body, the optical system is configured so that light is incident on the surface of the can roller 1 from the light source at a large incident angle and the reflected light scattered from the surface of the laminate is captured by the camera. Is preferred. The surface reflectance is high at the portion where the thin metal layer pattern is exposed on the outermost surface of the laminate, and the surface reflectance is low at the other portion (ie, the portion where the dielectric layer is exposed). Since the characteristics are different, the portion where the metal thin layer pattern is formed can be recognized as an image with high sensitivity.
[0043]
In any of the above-described aspects, the optical characteristics such as the interference color and reflectance of the surface of the laminate being manufactured are measured by a camera capable of high-speed imaging, and the results are image-processed to obtain metal. It is possible to efficiently confirm whether or not the shape of the thin layer pattern and / or the properties of each layer are predetermined, and the formation of the next metal thin layer pattern can be adjusted according to the result. As a result, for example, when manufacturing a capacitor, the margin width between metal electrodes can be measured with high accuracy and adjusted as necessary.
[0044]
Therefore, the dielectric layer and the metal thin layer pattern (however, the metal thin layer pattern is not necessarily formed over the entire circumference of the can roller on the outer peripheral surface of the can roller 1. Alternating with a plurality of thin metal layers in a generally strip or rectangular form (and thus extending along a portion of the circumference of the can roller) that extends at least partially along the axial direction of A laminated body in which a predetermined number of thin metal layer patterns are sandwiched between a predetermined number of dielectric layers (however, the outermost layer may be a dielectric layer depending on the purpose, even if a thin metal layer pattern May be formed).
[0045]
The number of layers of the laminated body can be appropriately selected according to the purpose, but is generally about 1 to 10,000 layers (the number of dielectric layers). When used for manufacturing a chip capacitor, 1000 to 10,000 layers (dielectrics) Number of body layers), particularly about 2000 to 5000 layers (number of dielectric layers). This laminated body is cylindrical as a whole. This is divided in the radial direction (for example, divided into 8 portions every 45 °), removed from the can roller, and heated and pressed, respectively, to obtain a flat plate-like laminated body element such as a capacitor mother element. Then, the laminated body manufactured from the laminated body of this invention is obtained by cut | disconnecting this mother element to a predetermined dimension. This multilayer element can be used as a chip capacitor, for example.
[0046]
FIG. 2 is a schematic view schematically showing another aspect of the laminate manufacturing apparatus of the present invention described with reference to FIG. 2 differs from FIG. 1 in that a metal thin layer pattern
[0047]
For example, when oil is used as a patterning imparting material, oil vapor is sprayed from the nozzle onto the surface of the dielectric layer, but depending on the distance from the dielectric layer surface to the nozzle or the amount of oil sprayed according to the spray strength distribution of the oil By changing the oil temperature, the patterning width (and hence the margin width) can be controlled. As a result, if the metal deposition source changes over time in the same production lot, or changes occur in the equipment state before and after maintenance between different production lots, the thin metal layer pattern that forms the thin metal layer pattern in-process It is possible to control the application condition of the patterning material by evaluating the interval, for example, the margin width.
[0048]
According to the above-described apparatus and method of the present invention, when a predetermined metal thin layer pattern is formed on a dielectric layer, the accuracy is improved. Therefore, when an element such as a capacitor is manufactured using the laminate of the present invention, there is little variation in electric capacity, and a downsized / high capacity capacitor can be manufactured more efficiently.
[0049]
【Example】
(Example 1)
Based on the production method of the present invention, a laminate was produced using the apparatus shown in FIG. The inside of the
[0050]
Thereafter, the surface of the dielectric layer
[0051]
Next, aluminum was vapor-deposited from the
[0052]
The above operation was repeated about 4000 times with the rotation of the can roller 1 to form a laminate of about 1.3 mm.
Next, the obtained cylindrical laminate was divided into 20 parts in the radial direction, removed, and pressed by heating to obtain a flat laminate mother element. This was cut and a chip capacitor was obtained by passing through a process performed by a conventional film capacitor.
[0053]
Regarding the obtained chip capacitor, in the case of a chip capacitor having a margin width between electrodes of 150 μm or less, the insulation resistance value between the metal electrodes was lowered, and defects in the electric inspection process were likely to occur. Since the opposing electrode area becomes large, it is easy to generate an electric capacity that exceeds the standard value of the capacity. In the case of a chip capacitor having a margin width of 300 μm or more, the opposing electrode area is conversely reduced. Therefore, it is easy to generate an electric capacity that is less than the standard value of the capacity, and moreover, it becomes easy to cut the margin part other than the metal electrode part in the cutting process of the multilayer base element, and thus it is easy to cause a defect when forming the terminal electrode. It was.
[0054]
Next, the chip capacitor manufactured by measuring the margin width between the electrodes with the metal electrode pattern
[0055]
(Example 2)
A laminate was manufactured in the same manner as in Example 1. However, by using the manufacturing apparatus shown in FIG. 2 to recognize the color difference due to the light interference, the margin width between the electrodes is measured with an accuracy of ± 10 μm or less by image recognition, and within the same production lot. Gather data on the degree of change in margin width due to adjustment of oil temperature and nozzle position (including whether or not it is outside the allowable range), and the degree of change in margin width due to disturbance other than oil concentration and nozzle position between lots, This is subjected to arithmetic processing by the measurement
[0056]
At this time, the distance from the dielectric layer surface to the nozzle tip is 150 ± 100 μm, the temperature of the oil part is changed in the range of 155 to 170 ° C., and the patterning width is controlled, the margin width between the thin metal layers is stabilized. 180 to 270 μm. Further, even when the metal
[0057]
The above operation was repeated about 4000 times by rotating the can roller 1 to form a laminate of about 1.3 mm.
Next, the obtained cylindrical laminate was divided into 20 parts in the radial direction, removed, and pressed by heating to obtain a flat laminate mother element. This was cut and a chip capacitor was obtained by passing through a process performed by a conventional film capacitor.
[0058]
The obtained chip capacitor had a thickness in the stacking direction of about 1.4 mm, a depth of 1.6 mm, a width (direction between both external electrodes) of 3.2 mm, and a small capacitance of 0.47 μF. Capacitance variation was able to produce a capacitor that stably fell within the standard variation range even when the element shape was small, or when maintenance or lot-to-lot variation factors occurred. The withstand voltage was 50V. Furthermore, when the laminate was disassembled and the electrical resistance of the deposited film was measured by the 4-terminal method, it was 7 ± 3Ω / □, and when the insulation resistance was measured, 1 × 10 11 It was over Ω and sufficient electrical insulation as a capacitor was obtained.
[Brief description of the drawings]
FIG. 1 is a schematic view of a manufacturing apparatus according to a first embodiment of the present invention.
FIG. 2 is a schematic view of a manufacturing apparatus according to a second embodiment of the present invention.
[Explanation of symbols]
1 can roller, 2 resin monomer evaporation source, 3 patterning material applying device,
4 Metal deposition source, 5 Vacuum container, 6 Vacuum pump,
7 Metal thin layer pattern state measuring device, 8 Resin monomer polymerization device,
9 Dielectric layer surface treatment device, 10 Measurement data processing device,
11 Control device for patterning material application device, 20 Laminate manufacturing device.
Claims (8)
形成された金属薄層パターンおよび誘電体層を光学的に観察し、マージン幅または形成された金属薄層パターンの形状を計測するとともに、予め調べておいた金属薄層パターンおよび誘電体層の欠陥部分特有の光学特性を用いて、形成された金属薄層パターンおよび誘電体層の性状を判断し、層の形成の適否を判断することを特徴とする積層体の製造方法。In a vacuum atmosphere, a laminated body is manufactured by laminating a dielectric layer and a thin metal layer pattern including a step of forming a dielectric layer and a step of forming a thin metal layer pattern on the formed dielectric layer. In the method
Optically observe the formed metal thin layer pattern and dielectric layer, measure the margin width or the shape of the formed metal thin layer pattern, and check the metal thin layer pattern and dielectric layer defects previously examined A method for producing a laminate , characterized by determining properties of the formed thin metal layer pattern and the dielectric layer using optical characteristics peculiar to the part, and determining whether or not the layer is formed .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001078170A JP4705256B2 (en) | 2001-03-19 | 2001-03-19 | LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001078170A JP4705256B2 (en) | 2001-03-19 | 2001-03-19 | LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002280258A JP2002280258A (en) | 2002-09-27 |
| JP4705256B2 true JP4705256B2 (en) | 2011-06-22 |
Family
ID=18934821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001078170A Expired - Lifetime JP4705256B2 (en) | 2001-03-19 | 2001-03-19 | LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4705256B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4940751B2 (en) * | 2006-05-10 | 2012-05-30 | パナソニック株式会社 | Metallized film manufacturing equipment |
| JP5637764B2 (en) * | 2009-08-10 | 2014-12-10 | 小島プレス工業株式会社 | Film capacitor |
| JP5641810B2 (en) * | 2010-02-03 | 2014-12-17 | 小島プレス工業株式会社 | Film capacitor |
| JP5892694B2 (en) * | 2012-01-16 | 2016-03-23 | 株式会社アルバック | Metallized film manufacturing method |
| JP7498445B2 (en) * | 2019-10-10 | 2024-06-12 | 太陽誘電株式会社 | Manufacturing method for multilayer ceramic electronic components |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6370411A (en) * | 1986-09-11 | 1988-03-30 | 松下電器産業株式会社 | Manufacture of metallized film |
| JPH05159993A (en) * | 1991-12-03 | 1993-06-25 | Matsushita Electric Ind Co Ltd | Detecting apparatus for margin of element plate |
| JPH05335180A (en) * | 1991-03-15 | 1993-12-17 | Honshu Paper Co Ltd | Dimension measuring method for metallized film of capacitor |
| JPH06331320A (en) * | 1993-05-18 | 1994-12-02 | Toshiba Corp | Film thickness measuring device |
| JPH0850106A (en) * | 1994-08-08 | 1996-02-20 | Honshu Paper Co Ltd | Defect detection method for metallized film for capacitors |
| JPH1144659A (en) * | 1997-07-28 | 1999-02-16 | Matsushita Electric Ind Co Ltd | Film processing device |
| JPH11251181A (en) * | 1998-02-27 | 1999-09-17 | Matsushita Electric Ind Co Ltd | Manufacture of lamination body |
| JP2000003830A (en) * | 1998-06-15 | 2000-01-07 | Matsushita Electric Ind Co Ltd | Manufacture of capacitor |
-
2001
- 2001-03-19 JP JP2001078170A patent/JP4705256B2/en not_active Expired - Lifetime
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6370411A (en) * | 1986-09-11 | 1988-03-30 | 松下電器産業株式会社 | Manufacture of metallized film |
| JPH05335180A (en) * | 1991-03-15 | 1993-12-17 | Honshu Paper Co Ltd | Dimension measuring method for metallized film of capacitor |
| JPH05159993A (en) * | 1991-12-03 | 1993-06-25 | Matsushita Electric Ind Co Ltd | Detecting apparatus for margin of element plate |
| JPH06331320A (en) * | 1993-05-18 | 1994-12-02 | Toshiba Corp | Film thickness measuring device |
| JPH0850106A (en) * | 1994-08-08 | 1996-02-20 | Honshu Paper Co Ltd | Defect detection method for metallized film for capacitors |
| JPH1144659A (en) * | 1997-07-28 | 1999-02-16 | Matsushita Electric Ind Co Ltd | Film processing device |
| JPH11251181A (en) * | 1998-02-27 | 1999-09-17 | Matsushita Electric Ind Co Ltd | Manufacture of lamination body |
| JP2000003830A (en) * | 1998-06-15 | 2000-01-07 | Matsushita Electric Ind Co Ltd | Manufacture of capacitor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002280258A (en) | 2002-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6577493B2 (en) | Layered product and capacitor | |
| US6576523B1 (en) | Layered product, capacitor and a method for producing the layered product | |
| US20050037272A1 (en) | Method and apparatus for manufacturing semiconductor | |
| CN108414524A (en) | Check device and winding device | |
| JP4705256B2 (en) | LAMINATE MANUFACTURING METHOD AND CHIP CAPACITOR | |
| EP0938971B1 (en) | Method for manufacruring a layered product | |
| US4002542A (en) | Thin film capacitor and method | |
| EP0966006B1 (en) | Method for manufacturing a capacitor | |
| JP4667204B2 (en) | Method for forming multilayer film | |
| CN113655592A (en) | A method for controlling the stress and deformation of the film layer of a large-diameter high-precision optical element | |
| CN106835020A (en) | The method for reducing hafnium oxide silicon oxide multi-layer surface roughness | |
| JP2014133926A (en) | Apparatus and method for thin film formation and optical film thickness monitoring device | |
| JP2000348971A (en) | Laminate manufacturing device and method | |
| JPH08304032A (en) | Measuring method for width of margin part and thickness of metal vapor-deposited film of metallized film for capacitor | |
| JP2009007651A (en) | Method of film-coating neutral-density filter, apparatus for forming neutral-density filter, neutral-density filter using the same, and image pick-up light quantity diaphragm device | |
| JP2004163664A (en) | Method of inspecting cholesteric liquid crystal layer, inspection apparatus therefor and method of manufacturing cholesteric liquid crystal layer | |
| JPH06269969A (en) | Device and method for laser beam machining of wiring board and wiring board | |
| CN1975944A (en) | Thin-film laminate, and electronic parts | |
| JP2006139102A (en) | Apparatus and method of manufacturing optical wavelength variable filter | |
| JP2005301032A (en) | Optical thin film forming apparatus, optical thin film forming method and optical element | |
| JPS618829A (en) | Target section for image pickup tube and its manufacture | |
| JPH08188874A (en) | Vacuum film-forming device | |
| KR100397598B1 (en) | Method of forming multiple thin films using electron beam | |
| JP2003207325A (en) | Manufacturing method for luminaire and laminate type electronic component | |
| JPH03166501A (en) | Optical device and production thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110311 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4705256 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| EXPY | Cancellation because of completion of term |