JP4669727B2 - リバース式圧延機のパス数学習装置 - Google Patents
リバース式圧延機のパス数学習装置 Download PDFInfo
- Publication number
- JP4669727B2 JP4669727B2 JP2005102364A JP2005102364A JP4669727B2 JP 4669727 B2 JP4669727 B2 JP 4669727B2 JP 2005102364 A JP2005102364 A JP 2005102364A JP 2005102364 A JP2005102364 A JP 2005102364A JP 4669727 B2 JP4669727 B2 JP 4669727B2
- Authority
- JP
- Japan
- Prior art keywords
- learning
- pass
- value
- passes
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Control Of Metal Rolling (AREA)
Description
そこで、近年では圧延プロセスを数式モデルで表し、これら数式モデルを用いて演算される指標を最適化、あるいはある範囲内になるようにパス数を決定する最適化計算方式が提案されている。例えば、荷重やトルクの予測値と設備仕様とから余裕度なるものを計算し、この余裕度を指標としてパス数を増減するもの(例えば、特許文献1参照)、また総圧延作業時間が最小となるようにパス数を決定するもの(例えば、特許文献2参照)、また、平坦度や板クラウン等の品質指標を考慮してパス数の最小化を図っているもの(例えば、特許文献3参照)等が知られている。
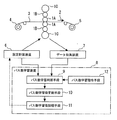
図1はこの発明の実施の形態1におけるリバース式圧延機のパス数学習装置の全体構成を示すシステム構成図である。
図1において、リバース式圧延機1はワークロール1A、中間ロール1B、バックアップロール1Cからなる6段圧延機である。リバース式圧延機1は両方向に圧延可能であり、図1に示すように左から右向きの圧延方向2に圧延材3を圧延している場合、テンションリール4でコイルを巻き戻し、圧延機1にて圧延し、テンションリール5で再び巻き取る。この1回圧延する動作のことをパスと呼び、これを交互に複数パス繰り返すことで、圧延材3を所望の板厚にまで圧延する。図1では図示していないが、さらにコイルを払い出すペイオフリールが備えられている場合もある。
圧延機1で複数パス圧延し所望の板厚を得るわけであるが、設定計算装置6は、上位の計算機(図示せず)から与えられる母材の板厚や板幅、鋼種、所望の板厚となる製品板厚などの圧延情報に基づいて、所望の板厚を得るまでのパス数や各パスの板厚、圧延速度、荷重などの設定値あるいは目標値等を計算する。以下では、これら所望の板厚を得るまでのパス数や各パスの板厚、圧延速度、荷重などの設定値あるいは目標値等をまとめてパススケジュールと呼ぶものとする。すなわち、圧延機1はパススケジュールに従い、圧延材3を所望の板厚にまで圧延する。パススケジュールの計算に際しては、圧延プロセスを数式で表した数式モデルが用いられることが一般的である。また、通常、数式モデルの解析や数式モデルの学習のために、圧延機1で圧延材3を所望の板厚にまで圧延したときの各パスの板厚や荷重等の圧延データを収集するデータ収集装置7が備えられている。この実施の形態1においては、データ収集装置7は少なくとも所望の板厚を得るまでのパス数実績値を収集しているものとする。パス数学習装置8は、設定計算装置6で設定されるパス数設定値とデータ収集装置7で収集されるパス数実績値に基づいて、パス数を学習するものであり、パス数学習判断手段9、パス数学習値更新手段10、及びパス数学習値記憶手段11から構成されている。
まず、パス数学習判断手段9の動作について説明する。パス数学習判断手段9は、上述した設定計算装置6で設定されたパス数とデータ収集装置7で得られたパス数実績値に基づいて、パス数を学習するか否かを判断する。ここでは2つの方法について説明する。
一つ目の方法は、設定計算装置6で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値の値が異なった場合に必ず学習すると判断する方法である。これにより、常に状況の変化に応じてパス数が変わることになり、次回圧延時にはより良好なパス数に設定することができる。
しかしながら、圧延材3に欠陥があるなど特殊事情があって実際の圧延ではパス数を増加させたりするケースがある。このような場合、パス数は学習しないほうが好ましい。
そこで、二つ目の方法として、設定計算装置6で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値の値が異なり、かつ、所望の板厚になるまで圧延するのに必要としたパス数実績値の値が同じであることが、あらかじめ設定された回数だけ繰り返した場合に学習すると判断する方法である。あらかじめ設定された回数だけ繰り返した場合に学習することで、圧延中に異常が発生し、突発的にパス数を変更した場合など学習に適さないパス数実績値に基づいてパス数の学習をしてしまうことを避けることができる。このようにすれば上記特殊事情におけるパス数の変化にも追従してしまうという問題を解消することができる。ここで、鋼種や母材厚、製品板厚等が異なれば、当然、元々のパス数も異なってくる。このような場合、例えば、鋼種や板厚などで同じパス数になる圧延材3ごとに分類し、同じ区分に分類されたものがあらかじめ設定された回数だけ繰り返し行われれば、該区分のパス数を学習すればよい。
一方で、突発的なパス数の変化を防ぐ方法として下記の方法も考えられる。圧延状況の変化があってパス数が変わるのは、通常、1パス、せいぜい2パス程度である。よって、異常なパス数の学習を防ぐため、例えば、パス数の設定値とパス数の実績値との差が、あらかじめ設定された値(例えば、3パス)以上あった場合、パス数学習判断手段9は今回は学習しないと判断する。これにより、学習に適さないパス数実績値に基づいてパス数の学習をしてしまうことを避けることができる。
次に、パス数学習値更新手段10の動作について説明する。パス数学習値更新手段10は、パス数学習判断手段9がパス数を学習すると判断した場合、そのときのパス数の実績値を新しい学習値としてパス数学習記憶手段11で記憶している値を更新する。ここで、パス数学習記憶手段11が圧延材3の鋼種やサイズ等で分類してパス数学習値を記憶している場合、該当する区分の学習値のみを更新すればよい。
また、パス数学習値更新手段10はパス数を更新する場合、該当する区分だけでなく、例えば、板厚が隣り合う区分の学習値も更新することも可能である。すなわち、該当する区分の学習値が1増えた場合、板厚が隣り合う区分の学習値も1増やす。このことにより効率的にパス数の学習を実施することができる。
最後に、パス数学習値記憶手段11の動作について説明する。既に述べたように、パス数学習値記憶手段11はパス数学習値更新手段10によって更新された学習値を記憶しておく。鋼種やサイズ等で分類してパス数学習値を記憶しておくと、よりきめ細かな学習が可能となる。パス数学習値記憶手段11で記憶された学習値は、次材の設定計算において設定計算装置6により該当する部分の値が読み込まれる。学習値を設定計算で用いるかどうかは設定計算装置6で設定可能である。
図2はこの発明の実施の形態2におけるリバース式圧延機のパス数学習装置の全体構成を示すシステム構成図である。
図2において、実施の形態1と同一又は相当部分には同一符号を付して説明を省略する。パス数学習装置8は、パス数学習判断手段9、パス数学習値更新手段10、パス数学習値記憶手段11、及びパス数学習指令手段12から構成されている。
パス数学習指令手段12が付加された以外は実施の形態1と同様であるため、以下ではパス数学習指令手段12についてのみ説明する。パス数学習指令手段12として、オペレータ操作盤(図示せず)あるいはヒューマンインターフェース(図示せず)に学習実行ボタン(図示せず)を用意しておく。圧延終了後にオペレータが良好な圧延であったと判断した場合、オペレータ操作盤あるいはヒューマンインターフェースの学習実行ボタンを押すことで、パス数学習指令手段12はパス数学習判断手段9に学習実行の指令を出す。また、過去の圧延材3の圧延履歴を保存しておき、エンジニアが様々な観点から圧延データをチェックし、その後、より安定した圧延ができていると判断した場合、圧延履歴から良好であった圧延材3を選択し、学習実行の指令を出すことも考えられる。そして、このように学習実行の指令があった場合、パス数学習判断手段9は学習すると判断する。
1A ワークロール
1B 中間ロール
1C バックアップロール
2 圧延方向
3 圧延材
4、5 テンションリール
6 設定計算装置
7 データ収集装置
8 パス数学習装置
9 パス数学習判断手段
10 パス数学習値更新手段
11 パス数学習値記憶手段
12 パス数学習指令手段
Claims (7)
- 所望の板厚を得るまでのパス数や各パスの板厚、圧延速度、荷重などの設定値あるいは目標値等のパススケジュールを計算する設定計算装置と、少なくとも所望の板厚を得るまでのパス数実績値を収集するデータ収集装置と、前記設定計算装置で設定されるパス数設定値と前記データ収集装置で収集されるパス数実績値に基づいて、パス数を学習するパス数学習装置とを備え、複数パス圧延を交互に繰り返すことで所望の板厚にまで圧延するリバース式圧延機のパス数学習装置において、
前記パス数学習装置は、
前記設定計算装置で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値に基づいてパス数を学習するか否かを判断するパス数学習判断手段と、
パス数の学習値を記憶するパス数学習値記憶手段と、
前記パス数学習判断手段で学習すると判断したときにパス数学習値を演算し、前記パス数学習値記憶手段で記憶しているパス数学習値を更新するパス数学習値更新手段と、
を備えたことを特徴とするリバース式圧延機のパス数学習装置。 - パス数学習判断手段は、設定計算装置で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値の値が異なった場合に学習すると判断することを特徴とする請求項1記載のリバース式圧延機のパス数学習装置。
- パス数学習判断手段は、設定計算装置で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値の値が異なり、かつ、所望の板厚になるまで圧延するのに必要としたパス数実績値の値が同じであることが、あらかじめ設定された回数だけ繰り返した場合に学習すると判断することを特徴とする請求項1記載のリバース式圧延機のパス数学習装置。
- パス数学習判断手段は、設定計算装置で設定されるパス数設定値と所望の板厚になるまで圧延するのに必要としたパス数実績値の値があらかじめ設定された値以上異なる場合には学習しないと判断することを特徴とする請求項1〜請求項3のいずれかに記載のリバース式圧延機のパス数学習装置。
- オペレータ操作盤あるいはヒューマンインターフェースを操作することにより、パス数学習判断手段に学習実行の指令を出すためのパス数学習指令手段を更に加えて備え、前記パス数学習判断手段は前記パス数学習指令手段からの指令があった場合に学習すると判断することを特徴とする請求項1記載のリバース式圧延機のパス数学習装置。
- パス数学習値記憶手段は、圧延材の鋼種やサイズ等で分類してパス数学習値を記憶することを特徴とする請求項1〜請求項5のいずれかに記載のリバース式圧延機のパス数学習装置。
- パス数学習値更新手段は、学習値記憶手段の今回学習する圧延材の鋼種やサイズ等で分類された該当部分の学習値だけでなく、前記鋼種あるいは前記サイズに関連づけられた部分のパス数学習値をも更新することを特徴とする請求項6記載のリバース式圧延期のパス数学習装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005102364A JP4669727B2 (ja) | 2005-03-31 | 2005-03-31 | リバース式圧延機のパス数学習装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005102364A JP4669727B2 (ja) | 2005-03-31 | 2005-03-31 | リバース式圧延機のパス数学習装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006281247A JP2006281247A (ja) | 2006-10-19 |
| JP4669727B2 true JP4669727B2 (ja) | 2011-04-13 |
Family
ID=37403684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005102364A Expired - Lifetime JP4669727B2 (ja) | 2005-03-31 | 2005-03-31 | リバース式圧延機のパス数学習装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4669727B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120562478B (zh) * | 2025-08-01 | 2025-10-03 | 北京一控软件技术有限公司 | 基于神经网络的轧制规程自适应计算方法及系统 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04162905A (ja) * | 1990-10-24 | 1992-06-08 | Toshiba Corp | 圧延機の制御方法 |
| JP2829697B2 (ja) * | 1993-08-26 | 1998-11-25 | 新日本製鐵株式会社 | 厚板圧延方法 |
| JP3441381B2 (ja) * | 1998-09-29 | 2003-09-02 | 株式会社東芝 | 圧延機制御装置 |
| JP4280351B2 (ja) * | 1999-03-10 | 2009-06-17 | 東芝三菱電機産業システム株式会社 | 圧延制御モデル学習装置 |
-
2005
- 2005-03-31 JP JP2005102364A patent/JP4669727B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006281247A (ja) | 2006-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7070796B2 (ja) | 絞り発生予測システム | |
| JP2016517801A (ja) | ミルにおける平坦性制御を調整するための方法および制御システム | |
| JP5552172B2 (ja) | 圧延制御装置および圧延制御方法 | |
| JP4669727B2 (ja) | リバース式圧延機のパス数学習装置 | |
| JP7513064B2 (ja) | 圧延設備の形状制御アクチュエータ設定モデルの生成方法、圧延設備の形状制御アクチュエータの設定方法、鋼板の形状制御方法、鋼板の製造方法、及び圧延設備の形状制御装置 | |
| KR101344635B1 (ko) | 조업 지원 장치, 조업 지원 방법 및 프로그램이 기록된 컴퓨터 판독 가능 기록 매체 | |
| JP4213434B2 (ja) | 圧延機のエッジドロップ制御装置 | |
| JP5640362B2 (ja) | 冷間圧延機の制御装置 | |
| JP4701762B2 (ja) | 熱延鋼板の圧延方法 | |
| JP4903628B2 (ja) | 鋼板トリム代設計支援システム、鋼板トリム代設計支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体 | |
| JP7677266B2 (ja) | 冷間圧延機の圧延条件設定方法、冷間圧延方法、鋼板の製造方法、冷間圧延機の圧延条件設定装置および冷間圧延機 | |
| JP7650666B2 (ja) | プラント制御装置、プラント制御方法及びプログラム | |
| JP6070737B2 (ja) | 調質圧延設備の制御装置及び制御方法 | |
| KR100690463B1 (ko) | 압연 제어 방법 및 압연 제어 장치 | |
| JP4813014B2 (ja) | 冷間タンデム圧延機の形状制御方法 | |
| JP2005118842A (ja) | 圧延機の変形特性同定方法 | |
| JP5811077B2 (ja) | タンデム圧延機のライン加速時の最高圧延速度設定支援方法及び装置 | |
| JP3770266B2 (ja) | 圧延機における板クラウン・形状操作量設定値の決定装置 | |
| WO2024048126A1 (ja) | 熱間仕上圧延の制御方法、鋼板の制御方法および熱間仕上圧延の制御装置 | |
| JP2025092963A (ja) | 鋼板の冷間圧延方法、冷延鋼板の製造方法、及び冷延鋼板の製造設備 | |
| JP2022182539A (ja) | プラント制御装置、プラント制御方法及びプログラム | |
| JPH0327809A (ja) | 圧延材の形状制御方法 | |
| JP2025092957A (ja) | 鋼板の冷間圧延方法、冷延鋼板の製造方法、及び冷延鋼板の製造設備 | |
| JPH01157703A (ja) | 六段圧延機 | |
| JPH0732023A (ja) | 熱間仕上圧延機の多周期制御によるルーパー角度及び張力制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080311 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110104 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140121 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4669727 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |