JP4635495B2 - Easy-to-open gusset bag - Google Patents
Easy-to-open gusset bag Download PDFInfo
- Publication number
- JP4635495B2 JP4635495B2 JP2004206879A JP2004206879A JP4635495B2 JP 4635495 B2 JP4635495 B2 JP 4635495B2 JP 2004206879 A JP2004206879 A JP 2004206879A JP 2004206879 A JP2004206879 A JP 2004206879A JP 4635495 B2 JP4635495 B2 JP 4635495B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- film
- easy
- layer
- open
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Bag Frames (AREA)
- Wrappers (AREA)
Description
本発明は、ふりかけ食品を始めとする各種食品類の小袋を集積包装する易開封ガゼット袋に関するものであり、さらに詳しくは、単なる易開封性だけでなく、小袋を取り出し易い利便性機能も有する易開封ガゼット袋に関するものである。 The present invention relates to an easy-open gusset bag for collecting and packaging sachets of various foods including sprinkled foods. More specifically, the present invention is not only easy to open but also has a convenience function for easily taking out sachets. It relates to an open gusset bag.
従来、合成樹脂製のフィルム、或いはシートを使用して種々の包装用袋が提案され、食品、家庭用品、トイレタリー用品、医薬品、雑貨品、その他等の充填包装に使用されている。 Conventionally, various packaging bags using synthetic resin films or sheets have been proposed and used for filling and packaging food, household goods, toiletries, pharmaceuticals, miscellaneous goods, and the like.
包装材料も被包装体に対応して、所望の合成樹脂フィルムを積層したラミネートフィルムを製造し、これを使用して、例えば、側面シール、二方シール、三方シール、四方シール、封筒貼りシール、中央合掌シール(ピローシール)、ひだ付きシール(ガゼットシール)、平底シール、または角底シールなどのいずれかのシール形態を使用した包装袋が一般的である。 The packaging material also corresponds to the body to be packaged, and a laminated film in which a desired synthetic resin film is laminated is manufactured, and this is used, for example, side seal, two-side seal, three-side seal, four-side seal, envelope sticker seal, A packaging bag using any seal form such as a center joint seal (pillow seal), a pleated seal (gusset seal), a flat bottom seal, or a square bottom seal is common.
前記のような合成樹脂製のフィルム、或いはシートを使用した種々の包装用袋においては、内容物の保存性、保護のために完全密封されている。 Various packaging bags using a synthetic resin film or sheet as described above are completely sealed for the preservation and protection of the contents.
そのために内容物を取り出すために開封する際は、該包装袋に設けられている開封用の切れ目、或いはV字型のノッチなどを利用して開封することが一般的である。 Therefore, when opening for taking out the contents, it is common to open using the opening break provided in the packaging bag or a V-shaped notch.
ところで、各種ある包装袋の形態の中でも、胴部の両側面に襞を入れたガゼット袋は、三方シール袋や四方シール袋などのような扁平な包装袋に比べて多種類の内容物を収納可能であるなどのメリットも多いことから、食品などの包装に多用されている。 By the way, among the various forms of packaging bags, gusset bags with folds on both sides of the torso contain a wider variety of contents than flat packaging bags such as three-side seal bags and four-side seal bags. Since it has many merits such as being possible, it is often used for packaging foods.
特に、前記ガゼット袋は、ふりかけ食品を始めとする各種食品類の小袋を集積包装する場合は、最適な包装形態である。 In particular, the gusset bag is an optimal packaging form when collecting and packaging small bags of various foods including sprinkled foods.
ところが、このガゼット袋の場合も、他の包装袋と同様に小袋を取り出すために開封する際は、該ガゼット袋に設けられている開封用の切れ目、或いはV字型のノッチなどを利用して開封することが一般的である。 However, even in the case of this gusset bag, when opening for taking out a small bag like other packaging bags, the opening cut provided in the gusset bag or a V-shaped notch is used. It is common to open the package.
例えば、該袋の上端部にある密封シール部の外端部の一部に一つの切れ目、或いはV字型のノッチからなる切込部を設け、その切込部から袋の上端部を1本の切り裂きライン相当部に沿って切り裂いて開封できるようしている。 For example, a part of the outer end of the hermetic seal part at the upper end of the bag is provided with a notch or a notch made of a V-shaped notch, and one upper end of the bag is formed from the notch. It can be opened by tearing along the part corresponding to the tear line.
すなわち、該ガゼット袋の上端部の一つの切込部より、上側と下側のそれぞれ袋部分を手指で摘んで、その切込部を開封開始点として、その切込部より、上側と下側のそれぞれ袋部分を互いに反対方向に引張りながら、1本の切り裂きラインに沿って切り裂いて開封していた。 That is, from the upper notch of the gusset bag, the upper and lower bag parts are picked with fingers, and the notch is used as an opening start point. While each of the bag portions was pulled in opposite directions, the bag portion was cut along one tear line and opened.
また、該ガゼット袋は、該袋の上端部を切り裂いて開封する形式であるため、切り裂いた該袋の上端部のフィルム片は、廃棄され、開封後の該袋を再封する際には、開口した袋の上端部を折り曲げたり、丸めたりして再封するようにしていた。 In addition, since the gusset bag is a form in which the upper end portion of the bag is cut and opened, the film piece at the upper end portion of the cut bag is discarded, and when the bag after opening is resealed, The upper end of the opened bag was bent or rounded and resealed.
このように従来の易開封ガゼット袋の開封においては、手指による摘み方や摘まむ方向
や摘む力などの開封条件に個人差があり、この開封条件が微妙にフィルムの開封方向や開封形状に影響して、切り裂き方向が正規の切り裂きライン相当部の方向から外れたり、開封形状が不揃いになり易く、また開封後の該袋を再封する際には、開口した袋の上端部を折り曲げたり、丸めたりして再封するしかなかった。
As described above, when opening a conventional easy-opening gusset bag, there are individual differences in opening conditions such as how to pick with fingers, picking direction and picking force, and this opening condition slightly affects the opening direction and shape of the film. Then, the tearing direction deviates from the direction corresponding to the normal tearing line, the opening shape is likely to be uneven, and when the bag after opening is resealed, the upper end of the opened bag is folded, There was no choice but to reseal it after rolling it.
また、その他の例として、例えば、該袋の上端部にある密封シール部の天部の一部に一つの切れ目、或いはV字型のノッチからなる切込部を設け、その切込部から袋の底部方向に1本の切り裂きライン相当部に沿って切り裂いて開封できるようしていた。 As another example, for example, a slit or a notch made of a V-shaped notch is provided in a part of the top of the hermetic seal portion at the upper end of the bag, and the bag is opened from the notch. In the direction of the bottom of each of the two, it can be opened by tearing along a portion corresponding to one tear line.
しかしながら、このような易開封ガゼット袋の場合は、上端部の密封シール部を開封すると包装材料がまっすぐ切れないため、開封部の形状が不揃いになってしまい、見栄えが良くなく、また内容物である小袋を取り出しにくかった。 However, in the case of such an easy-open gusset bag, since the packaging material cannot be cut straight if the sealing seal part at the upper end is opened, the shape of the opening part becomes uneven, and the appearance is not good. It was difficult to take out a small bag.
本発明は、このような従来技術の問題点を解決しようとするものであり、単なる易開封性だけでなく、小袋を取り出し易い利便性機能も有する易開封ガゼット袋を提供することを目的とする。 The present invention is intended to solve such problems of the prior art, and an object of the present invention is to provide an easy-open gazette bag that has not only simple openability but also a convenience function for easily taking out a small bag. .
本発明は、上記の課題を解決するために成されたものであり、本発明の請求項1に係る発明は、筒状フィルムの胴部(8)の左右両側部中央に折り込み襞(6)を有して、天部に天シール部(2)を有し、底部(7)がシールされた積層フィルム(A)からなる角筒状の易開封ガゼット袋において、前記積層フィルム(A)が、少なくとも該袋の天地方向に直線引裂き性を有するフィルム層(10)と、最内層にシール層(11)を含む積層フィルム(A)からなり、前記天部(1)に複数のノッチ(3)を設け、該ガゼット袋の胴部(8)に、周方向(横方向)のミシン目線(5)を設けたことを特徴とする易開封ガゼット袋である。
The present invention has been made to solve the above-described problems, and the invention according to
本発明の請求項2に係る発明は、請求項1記載の易開封ガゼット袋において、前記周方向(横方向)のミシン目線(5)を複数設けることを特徴とする易開封ガゼット袋である。
The invention according to claim 2 of the present invention is the easy-open gusset bag according to
本発明の請求項3に係る発明は、請求項1又は2記載の易開封ガゼット袋において、前記ノッチ(3)は、該袋の表側の積層フィルム(A)に設けることを特徴とする易開封ガゼット袋である。
The invention according to claim 3 of the present invention is the easy-open gazette bag according to
本発明の請求項4に係る発明は、請求項1乃至3のいずれか1項記載の易開封ガゼット袋において、前記ノッチ(3)は、天シール部(2)より上方に設けた未シール部(9)に、設けることを特徴とする易開封ガゼット袋である。
The invention according to claim 4 of the present invention is the easy-open gazette bag according to any one of
本発明の易開封ガゼット袋は、筒状フィルムの胴部の左右両側部中央に折り込み襞を有して、天部に天シール部を有し、底部がシールされた積層フィルムからなる角筒状の易開封ガゼット袋において、前記積層フィルムが、少なくとも該袋の天地方向に直線引裂き性を有するフィルム層と、最内層にシール層を含む積層フィルムからなり、前記天部に複数のノッチを設け、該ガゼット袋の胴部に、周方向(横方向)のミシン目線を設けたことにより、単なる易開封性だけでなく、小袋を取り出し易い利便性機能も有することができる。 The easy-open gusset bag of the present invention has a rectangular tube shape made of a laminated film having folding ridges at the center of the left and right sides of the body of the tubular film, a top sealing portion at the top, and a sealed bottom. In the easy-open gusset bag, the laminated film is composed of a laminated film including at least a linear tearing property in the top-to-bottom direction of the bag and a sealing layer in the innermost layer, and a plurality of notches are provided in the top part, By providing a perforation line in the circumferential direction (lateral direction) in the body portion of the gusset bag, it is possible to have not only easy opening performance but also a convenience function for easily taking out the small bag.
本発明の実施の形態を図1及び図2に基づいて詳細に説明する。 An embodiment of the present invention will be described in detail with reference to FIGS.
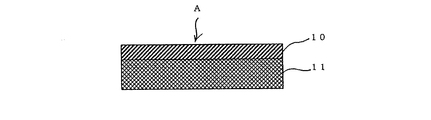
図1は本発明に係る易開封ガゼット袋の1実施例を示す斜視図であり、図2は本発明に係る易開封ガゼット袋に使用する積層フィルム(A)の層構成の1実施例を示す側断面図である。 FIG. 1 is a perspective view showing one embodiment of an easy-open gazette bag according to the present invention, and FIG. 2 shows one embodiment of the layer structure of the laminated film (A) used in the easy-open gazette bag according to the present invention. It is a sectional side view.
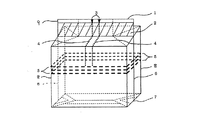
本発明の1実施例の易開封ガゼット袋は、図1に示すように、筒状フィルムの胴部(8)の左右両側部中央に折り込み襞(6)を有して、天部に天シール部(2)を有し、底部(7)がシールされた積層フィルム(A)からなる角筒状の易開封ガゼット袋である。 As shown in FIG. 1, an easy-open gazette bag according to one embodiment of the present invention has a folding fold (6) at the center of both left and right sides of a body (8) of a tubular film, and a top seal at the top. It is a square tube-shaped easy-open gazette bag made of a laminated film (A) having a portion (2) and having a bottom (7) sealed.
また、前記積層フィルム(A)が、図2に示すように、少なくとも該袋の天地方向に直線引裂き性を有するフィルム層(10)と、最内層にシール層(11)を含む層構成で形成されている。 Further, as shown in FIG. 2, the laminated film (A) is formed in a layer structure including a film layer (10) having linear tearability at least in the top-and-bottom direction of the bag and a seal layer (11) in the innermost layer. Has been.
さらに、図1に示すように、天部(1)に複数のノッチ(3)を設け、ガゼット袋の胴部(8)に、周方向(横方向)のミシン目線(5)を設けた易開封ガゼット袋である。 Furthermore, as shown in FIG. 1, the top (1) is provided with a plurality of notches (3), and the trunk (8) of the gusset bag is provided with a circumferential (lateral) perforation line (5). Opened gusset bag.
一般的に包装袋を密封する場合、積層フィルム(A)の最内層のシール層(11)に熱可塑性樹脂などを使用するが、シール強度を強くするほど、該密封性は高く保持できる。 In general, when sealing a packaging bag, a thermoplastic resin or the like is used for the innermost sealing layer (11) of the laminated film (A). However, as the sealing strength is increased, the sealing performance can be kept high.
しかしながら、密封された袋を開封する場合、該袋の上端部にある密封シール部の天部の一部に一つの切れ目、或いはV字型のノッチからなる切込部を設け、その切込部から袋の底部方向に1本の切り裂きライン相当部に沿って切り裂いて開封する場合には、包装材料がまっすぐ切れないため、開封部の形状が不揃いになってしまう。 However, when opening a sealed bag, a notch formed of one cut or a V-shaped notch is provided in a part of the top of the hermetic seal portion at the upper end of the bag, and the notch When the bag is opened by tearing along a portion corresponding to one tear line in the direction of the bottom of the bag, the packaging material cannot be cut straight, and the shape of the opening becomes uneven.
或いは、該袋の上端部にある密封シール部の天部の一部に二つの切れ目、或いはV字型の二つのノッチからなる切込部を所定の間隔に平行に設け、その切込部から袋の底部方向に2本の切り裂きライン相当部に沿って所定の幅を持った帯状に切り裂いて開封する場合には、包装材料がまっすぐ切れないため、開封部の形状が先細り現象になって完全に底部方向にかけて開封できない状態である。 Alternatively, two cuts or two V-shaped notches are provided in parallel at a predetermined interval in a part of the top of the hermetic seal portion at the upper end of the bag, and from the notch When opening the bag by tearing it into a strip with a predetermined width along the part corresponding to the two tear lines in the direction of the bottom of the bag, the packaging material will not be cut straight, so the shape of the opening will taper off completely. It is in a state where it cannot be opened toward the bottom.
この際、天シール部(2)のシール強度によっては、即ち、非常に強い場合には、積層フィルムが該シール部の位置で破れてしまい袋の開封ができない現象が発生する。 At this time, depending on the sealing strength of the top seal portion (2), that is, when it is very strong, a phenomenon occurs in which the laminated film is torn at the position of the seal portion and the bag cannot be opened.
また、仮に該シール部(2)を越えたとしても、更に先細り現象が生じ、途中で切れてしまう。 Further, even if the seal part (2) is exceeded, a further taper phenomenon occurs, and the seal part (2) is cut off in the middle.
そこで本発明に係る易開封ガゼット袋は、少なくとも袋の天地方向に直線引裂き性を有するフィルム層(10)と、最内層にシール層(11)を含む積層フィルム(A)で構成されているので天部(1)から、底部(7)方向に、カット予想線(4)に沿ってまっすぐに容易にカットすることができる。 Therefore, the easy-open gusset bag according to the present invention is composed of a film layer (10) having linear tearability at least in the top-and-bottom direction of the bag and a laminated film (A) including a seal layer (11) in the innermost layer. It can be easily cut straight from the top (1) in the direction of the bottom (7) along the predicted cut line (4).
次に、該袋の天部(1)の未シール部(9)に複数のノッチ(3)を設け、さらにガゼット袋の胴部(8)に、周方向(横方向)のミシン目線(5)を設けることにより、安定した開封が可能になる。 Next, a plurality of notches (3) are provided in the unsealed portion (9) of the top portion (1) of the bag, and the perforated line (5) in the circumferential direction (lateral direction) is formed in the trunk portion (8) of the gusset bag. ) Can be opened stably.
前記複数のノッチ(3)は、袋の表側に設けても良いし、表裏の両側に設けても良い。 The plurality of notches (3) may be provided on the front side of the bag or on both sides of the front and back sides.
このようなノッチ(3)部から該袋の胴部(8)の中央部までカット予想線(4)に沿
ってカットし、その後、周方向(横方向)のミシン目線(5)に沿ってカットするので、開封口の形状がまっすぐに切れるので、内容物である小袋を取り出し易い。
Cut along the predicted cut line (4) from the notch (3) to the center of the bag body (8), and then along the circumferential (lateral) perforation line (5). Since it cuts, the shape of the opening is cut straight, so that it is easy to take out the sachet as the contents.
ここで、該袋の胴部(8)に形成する、周方向(横方向)へのミシン目線(5)の本数は、上部のノッチ(3)部からのカットが周方向(横方向)のミシン目線(5)を通り過ぎないようにするために、複数本入れるのが望ましい。 Here, the number of perforation lines (5) in the circumferential direction (lateral direction) formed on the body (8) of the bag is such that the cut from the upper notch (3) portion is in the circumferential direction (lateral direction). It is desirable to put a plurality of lines so as not to pass through the perforation line (5).
また、該ミシン目線(5)は、積層フィルム(A)の全層に入れる方が、開封口の形状をまっすぐに切るためには、好ましい。 Moreover, it is preferable to put the perforation line (5) in all layers of the laminated film (A) in order to cut the shape of the opening.
尚、前記ノッチ(3)及びミシン目線(5)を施す方法は、レーザー光線を発振する切断装置や切刃を組み込んだロータリーダイカッター装置などを製袋機などに組み込んで行う方法が使用できる。 In addition, the method of giving the said notch (3) and perforation line (5) can use the method of incorporating the cutting device which oscillates a laser beam, the rotary die cutter apparatus incorporating a cutting blade, etc. into a bag making machine etc.
次に、前記積層フィルム(A)を構成している、直線引裂き性を有するフィルム層(10)と、最内層のシール層(11)について詳細に説明する。 Next, the film layer (10) having linear tearability and the innermost sealing layer (11) constituting the laminated film (A) will be described in detail.
前記直線引裂き性を有するフィルム層(10)には、一方向に延伸した一軸延伸フィルムや縦横の延伸倍率を変えた延伸フィルムなどを使用することができるが、本発明では、直線引裂き性があるフィルムであればいずれでもかまわない。 For the film layer (10) having linear tearability, a uniaxially stretched film stretched in one direction, a stretched film with different longitudinal and transverse stretch ratios, and the like can be used. Any film can be used.
尚、巾方向は、収縮しない程度に、或いはわずかに延伸されていても差し支えない。 In the width direction, it may be stretched so as not to shrink or slightly.
一般的にプラスチックフィルムは、延伸フィルムと無延伸フィルムに大別されるが、延伸フィルムは、プラスチックフィルムを融点以下の温度に加熱しながら縦横二方向、或いはそのいずれか一方向に引き伸ばして配向させたフィルムであり、無延伸フィルムは延伸をしていない未延伸状態のフィルムで分子鎖の配向がなく分子運動が自由なため熱溶融による接着(熱シール)ができる。 Generally, a plastic film is roughly classified into a stretched film and an unstretched film. The stretched film is oriented by stretching the plastic film in two longitudinal and / or horizontal directions while heating the plastic film to a temperature below the melting point. An unstretched film is an unstretched film that has not been stretched, and has no molecular chain orientation and free molecular motion, and can be bonded by heat melting (heat sealing).
延伸によるフィルムの分子鎖は、一軸延伸では一方向に、二軸延伸では面方向に配向し、無延伸フィルムの物性改善が可能となる。 The molecular chains of the stretched film are oriented in one direction in uniaxial stretching and in the plane direction in biaxial stretching, and the physical properties of the unstretched film can be improved.
一般的にプラスチックフィルムは、延伸することにより、腰(剛度)、透明性、引張り強さ、収縮性は増加し、光沢、防湿性、防気性は改善するが、伸び、引裂き強度は減少する。 In general, when stretched, a plastic film increases waist (rigidity), transparency, tensile strength, and shrinkage, and improves gloss, moisture resistance and air resistance, but decreases elongation and tear strength.
該フィルム層(10)の材質としては、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)などのポリエステル、ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などのポリオレフィン、ナイロン−6、ナイロン−66などのポリアミド(PA)、ポリカーボネート(PC)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエーテルスルフォン(PES)、ポリメチルメタクリレート(PMMA)などやこれらの共重合体の延伸フィルムを使用することができる。 Examples of the material of the film layer (10) include polyesters such as polyethylene terephthalate (PET), polyethylene naphthalate (PEN), and polybutylene terephthalate (PBT), polyethylene (PE), polypropylene (PP), and polystyrene ( PS) polyolefin, nylon-6, nylon-66 polyamide (PA), polycarbonate (PC), polyacrylonitrile (PAN), polyimide (PI), polyvinyl chloride (PVC), polyvinylidene chloride (PVDC), Polyvinyl alcohol (PVA), ethylene-vinyl alcohol copolymer (EVOH), polyether sulfone (PES), polymethyl methacrylate (PMMA) and the like, and stretched films of these copolymers can be used.
通常、これらの中でも、特に、強度、コストなどの面から、二軸方向に任意に延伸されたポリエチレンテレフタレートフィルム(PET)、及びポリプロピレンフィルム(PP)を使用することが好ましい。 Usually, among these, it is particularly preferable to use a polyethylene terephthalate film (PET) and a polypropylene film (PP) arbitrarily stretched in the biaxial direction from the viewpoint of strength, cost, and the like.
該フィルム層(10)の厚さは、加工性を考慮すると、3〜200μmの範囲内であることが好ましく、6〜30μmの範囲内がより好ましい。 The thickness of the film layer (10) is preferably in the range of 3 to 200 μm, more preferably in the range of 6 to 30 μm, in consideration of processability.
次に、最内層のシール層(11)には、例えば、低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、ポリプロピレン樹脂(PP)、エチレン−プロピレン共重合体(EP)、エチレン−αオレフィン共重合体、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−メタクリル酸エステル共重合体、エチレン−アクリル酸エステル共重合体、アイオノマー樹脂、エチレン−酢酸ビニル共重合体(EVA)などからなるフィルムを使用することができる。 Next, the innermost seal layer (11) includes, for example, a low density polyethylene resin (LDPE), a medium density polyethylene resin (MDPE), a high density polyethylene resin (HDPE), a polypropylene resin (PP), and an ethylene-propylene co-polymer. Polymer (EP), ethylene-α olefin copolymer, ethylene-acrylic acid copolymer (EAA), ethylene-methacrylic acid copolymer (EMAA), ethylene-methacrylic acid ester copolymer, ethylene-acrylic acid ester A film made of a copolymer, an ionomer resin, an ethylene-vinyl acetate copolymer (EVA), or the like can be used.
中でも、積層フィルム(A)の直線引裂き性を考慮して、ヒートシール性を有する延伸ポリプロピレンフィルム(HSOPP)が好ましい。 Among these, considering the linear tearability of the laminated film (A), a stretched polypropylene film (HSOPP) having heat sealability is preferable.
また、該シール層(11)の厚みは、強度、加工性を考慮すると、15〜200μmの範囲内であることが好ましく、30〜60μmの範囲内がより好ましい。 The thickness of the seal layer (11) is preferably in the range of 15 to 200 μm, more preferably in the range of 30 to 60 μm, in consideration of strength and workability.
次に、直線引裂き性を有するフィルム層(10)と、最内層のシール層(11)とを積層する方法は、例えば、ドライラミネーション方法、ノンソルベントドライラミネーション方法、ホットメルトラミネーション方法、エクストルージョンラミネーション方法を利用したサンドイッチラミネーション方法などの公知の方法を使用することができる。 Next, the method of laminating the film layer (10) having linear tearability and the innermost sealing layer (11) includes, for example, a dry lamination method, a non-solvent dry lamination method, a hot melt lamination method, and an extrusion lamination. A known method such as a sandwich lamination method using the method can be used.
例えば、前記ドライラミネーション方法は、フィルム上に接着剤を塗布するコーティング部、乾燥装置、ニップローラー部の3つのセクションと、巻き出し、巻き取り、及びテンションコントロールシステムから構成されている。 For example, the dry lamination method includes three sections: a coating unit that applies an adhesive on a film, a drying device, and a nip roller unit, and an unwinding, winding, and tension control system.
該コーティング部は、一般的にグラビアロールコーティング方式、又はリバースロールコーティング方式を採用している。 The coating portion generally employs a gravure roll coating method or a reverse roll coating method.
該ドライラミネーションに使用する接着剤層(図示せず)は、一般的に、ポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロース系、その他などのラミネート用接着剤などを使用することができる。 The adhesive layer (not shown) used for the dry lamination is generally made of polyurethane, polyacrylic, polyester, epoxy, polyvinyl acetate, cellulose, or other adhesives for laminating. Can be used.
前記ラミネーション用接着剤は、溶剤型接着剤、或いは無溶剤型接着剤が使用されるが、無溶剤型接着剤を使用する場合は、乾燥装置は不要であり、特に、ノンソルベントドライラミネーション方法と呼んでいる。 As the lamination adhesive, a solvent-type adhesive or a solvent-free adhesive is used. However, when a solvent-free adhesive is used, a drying apparatus is unnecessary, and in particular, a non-solvent dry lamination method and I'm calling.
前記ホットメルトラミネーション方法は、加熱溶融したエチレン−酢酸ビニル共重合体(EVA)などのホットメルト接着剤をフィルム上に塗工し、直ちに、他のフィルムをラミネートする方法である。 The hot melt lamination method is a method in which a hot melt adhesive such as a heat-melted ethylene-vinyl acetate copolymer (EVA) is applied onto a film, and another film is immediately laminated.
前記エクストルージョンラミネーション方法は、ポリエチレンやポリプロピレンなどの熱可塑性樹脂を加熱し、シリンダーと呼ばれる筒の中で溶解し、スクリューで圧力をかけて押し出し、該シリンダーの先端部にあるTダイスと呼ばれる細いスリットからカーテン状に溶解した樹脂が押し出されフィルム状となってラミネーションされる方法である。 The extrusion lamination method involves heating a thermoplastic resin such as polyethylene or polypropylene, melting it in a cylinder called a cylinder, extruding it by applying pressure with a screw, and forming a narrow slit called a T die at the tip of the cylinder. The resin melted in the form of a curtain is extruded and laminated into a film.
この際、該エクストルージョンラミネーション方法を利用して、ポリエチレンやポリプロピレンなどの熱可塑性樹脂を接着剤の代わりにして、直線引裂き性を有するフィルム層(10)と、最内層のシール層(11)とをラミネーションするサンドイッチラミネーション方法を使用することもできる。 At this time, using the extrusion lamination method, a thermoplastic resin such as polyethylene or polypropylene is used instead of an adhesive, and a film layer (10) having linear tearability, and an innermost sealing layer (11), A sandwich lamination method of laminating can also be used.
次に、積層フィルム(A)は、直線引裂き性を有するフィルム層(10)の片面または両面にバリアフィルムが積層されている構成でも良い。(図示せず)
前記バリアフィルムとしては、例えば、アルミニウム箔、アルミニウム蒸着フィルム、無機酸化物(酸化珪素、酸化アルミニウムなど)の薄膜を有する樹脂フィルムやエチレン・ビニルアルコール共重合体、ポリビニルアルコール、エチレン−酢酸ビニル共重合体ケン化物などのフィルム、或いはポリエチレンテレフタレート、ポリアミド、ポリビニルアルコール、エチレン−酢酸ビニル共重合体ケン化物などにポリ塩化ビニリデンを塗工したフィルム、またこれらフィルムの1種乃至それ以上を組み合わせた積層材料を使用することができるが、好ましくは、ガスバリアー性が良く、易引裂き性を有するアルミニウム箔が好ましい。
Next, the laminated film (A) may have a configuration in which a barrier film is laminated on one side or both sides of a film layer (10) having linear tearability. (Not shown)
Examples of the barrier film include an aluminum foil, an aluminum vapor-deposited film, a resin film having a thin film of an inorganic oxide (such as silicon oxide and aluminum oxide), an ethylene / vinyl alcohol copolymer, polyvinyl alcohol, and ethylene-vinyl acetate copolymer. Films of combined saponified products, films obtained by coating polyvinylidene chloride on saponified products of polyethylene terephthalate, polyamide, polyvinyl alcohol, ethylene-vinyl acetate copolymer, etc., and laminated materials combining one or more of these films However, it is preferable to use an aluminum foil having good gas barrier properties and easy tearability.
尚、積層フィルムは上記の構成の他に印刷層(図示せず)、アンカーコーティング層(図示せず)などを含んでいても良い。 The laminated film may include a printed layer (not shown), an anchor coating layer (not shown), etc. in addition to the above-described configuration.
先ず、直線引裂き性を有するフィルム層(10)やバリアフィルムへの印刷層を設ける場合、該フィルムの印刷面は表裏どちらでも印刷可能であるが、一般的なプラスチックフィルム袋への印刷の場合と同様に、インキの耐摩擦性、耐候性などを考慮してフィルムの内面に商品の販売促進効果を向上させるなどの理由で美麗な絵柄の印刷層を設けることが好ましい。 First, when a film layer (10) having a linear tearing property or a printing layer on a barrier film is provided, the printing surface of the film can be printed on either the front or back side, but in the case of printing on a general plastic film bag Similarly, it is preferable to provide a printing layer with a beautiful pattern on the inner surface of the film in consideration of the friction resistance, weather resistance, etc. of the ink, for the purpose of improving the sales promotion effect of the product.
該印刷層を形成する印刷インキとしては、インキに色彩を与える顔料や染料などからなる色材と該色材を微細な粒子に分散・保持しつつ、被印刷体に固着させる樹脂と該樹脂を安定して溶解し、該顔料や染料などの分散性、インキの流動性を保持し、かつ印刷の版からインキの適正量を転移できる溶剤とから構成されるビヒクル、更に色材の分散性、発色性向上や沈殿防止、流動性の改良を目的に界面活性剤などからなる助剤から形成されているが、特に色材は、耐候性の良い顔料が好ましい。 As the printing ink for forming the printing layer, a color material composed of a pigment or a dye that gives color to the ink, a resin that adheres to the printing medium while dispersing and holding the color material in fine particles, and the resin are used. A vehicle composed of a solvent that can stably dissolve, disperse the pigments and dyes, maintain the fluidity of the ink, and transfer an appropriate amount of ink from the printing plate, and further disperse the coloring material. The pigment is formed from an auxiliary agent such as a surfactant for the purpose of improving color development, preventing precipitation, and improving fluidity. In particular, the colorant is preferably a pigment having good weather resistance.
該印刷層を設ける印刷方式は、該フィルム層(10)に印刷できる印刷方式ならば、特に制約はないが、鉄製の円筒(シリンダー)表面上に銅メッキを施して下地を形成し、該銅メッキ面上に剥離層を設け、更に銅メッキをして、その表面を鏡面状に研磨した銅面に彫刻方式や腐食方式により、凹部(セル)を作成し、該セル内の印刷インキを該フィルム層(10)に転移させ、調子物でもカラフルに印刷ができ、且つ訴求効果も高いグラビア印刷方式が好ましい。 The printing method for providing the printing layer is not particularly limited as long as it is a printing method capable of printing on the film layer (10). However, copper plating is applied to the surface of an iron cylinder (cylinder) to form a base, and the copper layer A release layer is provided on the plated surface, copper is further plated, and the surface is mirror-polished to create a recess (cell) by engraving or corrosion, and the printing ink in the cell is applied to the copper surface. A gravure printing method is preferable, in which the film layer (10) is transferred and colorfully printed even with a tone, and the appealing effect is high.
尚、前記フィルム層(10)に印刷する際、該フィルム層(10)と印刷インキとの密着性を向上させるため必要ならば、該フィルム層(10)の印刷層を設ける面にオゾン処理、コロナ処理などの前処理を施すことが好ましく、更に、アンカーコート剤などをコーティングしても良い。 In addition, when printing on the film layer (10), if necessary to improve the adhesion between the film layer (10) and the printing ink, the surface of the film layer (10) on which the printing layer is provided is treated with ozone. Pretreatment such as corona treatment is preferably performed, and an anchor coating agent or the like may be further coated.
前記アンカーコート剤としては、例えばイソシアネート系(ウレタン系)、ポリエチレンイミン系、ポリブタジェン系、有機チタン系などのアンカーコート剤や、或いはポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロース系、その他などのラミネート用接着剤などを使用することができる。 Examples of the anchor coat agent include isocyanate-based (urethane-based), polyethyleneimine-based, polybutadiene-based, and organic titanium-based anchor coat agents, or polyurethane-based, polyacrylic-based, polyester-based, epoxy-based, and polyvinyl acetate-based. Adhesives for laminating such as cellulose and others can be used.
該アンカーコート剤をコーティングする方法は、公知のグラビアロールコーティング方式、バーコーティング方式、滴下方式、リバースロールコーティング方式などを使用することができる。 As a method for coating the anchor coating agent, a known gravure roll coating method, bar coating method, dropping method, reverse roll coating method, or the like can be used.
以上のようにして作製した、直線引裂き性を有するフィルム層(10)と、シール層(
11)からなる積層フィルム(A)を使用して、図1に示すように、背シール、或いは4角柱の1角に縦シール(図示せず)して筒状フィルムを作製した。
A film layer (10) having a linear tearing property and a sealing layer (
11) Using the laminated film (A) consisting of 11), as shown in FIG. 1, a back seal or a vertical seal (not shown) at one corner of a quadrangular prism was used to produce a cylindrical film.
次に、該筒状フィルムの胴部(8)の左右両側部中央に折り込み襞(6)を設けて、前記積層フィルム(A)の表側天部(1)に2個のノッチ(3)を設け、さらにガゼット袋の胴部(8)に、周方向(横方向)にミシン目線(5)を3本設け、底部(7)をシールして角筒状の易開封ガゼット袋を作製した。 Next, a folding fold (6) is provided in the center of the left and right sides of the body (8) of the tubular film, and two notches (3) are formed on the top side (1) of the laminated film (A). Further, three perforation lines (5) are provided in the circumferential direction (lateral direction) on the body portion (8) of the gusset bag, and the bottom portion (7) is sealed to prepare a square tube-shaped easy-open gusset bag.
このような易開封ガゼット袋を使用して、ふりかけ食品入りの小袋を集積包装し、該袋の天部(1)をヒートシールして、密封した。 Using such an easy-open gusset bag, the sachets containing sprinkled food were collected and packaged, and the top (1) of the bag was heat-sealed and sealed.
次に、このような状態の易開封ガゼット袋を使用して、開封状況と内容物の取り出し具合を確認した。 Next, the easy-open gusset bag in such a state was used, and the opening situation and the state of taking out the contents were confirmed.
まず、前記袋の2個のノッチ(3)を介して、天部(1)から底部(7)方向に開封したところ、周方向(横方向)の最上段のミシン目線(5)と交わり、次に、左廻りにガゼット袋の胴部(8)の周方向(横方向)にミシン目線(5)に沿って1周して直線的にカットができ、単なる易開封性だけでなく、機能面として一定の開封口が得られ、ふりかけ食品入りの小袋を容易に取り出すことができた。 First, when opened from the top (1) to the bottom (7) direction through the two notches (3) of the bag, it intersects with the uppermost perforation line (5) in the circumferential direction (lateral direction), Next, in the counterclockwise direction, the circumference of the trunk (8) of the gusset bag (8) can be cut linearly by making one round along the perforation line (5). A certain opening was obtained on the surface, and the sprinkled food-containing sachet could be easily taken out.
以下に、本発明の易開封ガゼット袋について、具体的に実施例を挙げて、さらに詳しく説明する。 Hereinafter, the easy-open gazette bag of the present invention will be described in more detail with specific examples.
本発明の易開封ガゼット袋に使用する積層フィルム(A)は、図2に示すように、最外面側の直線引裂き性を有するフィルム層(10)には、厚み12μmの縦一軸延伸ポリエチレンテレフタレートフィルム(PET)を使用し、最内面側のシール層(11)には、厚み30μmのヒートシール性延伸ポリプロピレンフィルム(HSOPP)を使用し、接着剤層(図示せず)には、ウレタン系接着剤を使用して、ドライラミネーション方式で作製した。 As shown in FIG. 2, the laminated film (A) used for the easy-open gazette bag of the present invention has a 12 μm-thick longitudinally uniaxially stretched polyethylene terephthalate film on the outermost surface side linear tear film layer (10). (PET) is used, a heat-sealable stretched polypropylene film (HSOPP) having a thickness of 30 μm is used for the innermost seal layer (11), and a urethane-based adhesive is used for the adhesive layer (not shown). And was produced by a dry lamination method.
以上のようにして作製した、直線引裂き性を有するフィルム層(10)と、シール層(11)からなる積層フィルム(A)を使用して、図1に示すように、該袋の背面中央に縦シール(図示せず)を設けた筒状フィルムの胴部(8)の左右両側部中央に折り込み襞(6)を設け、さらに前記積層フィルム(A)の表側天部(1)に2個のノッチ(3)をロータリーダイカッター装置が組み込まれた製袋機で設けた。 Using the laminated film (A) comprising the linear tearable film layer (10) and the sealing layer (11) produced as described above, as shown in FIG. A folding fold (6) is provided at the center of the left and right sides of the body (8) of the tubular film provided with a vertical seal (not shown), and two pieces are provided on the top side (1) of the laminated film (A). The notch (3) was provided with a bag making machine incorporating a rotary die cutter device.
さらにガゼット袋の胴部(8)に、周方向(横方向)にミシン目線(5)を3本設けて、底部(7)をシールして、角筒状の易開封ガゼット袋を作製し、ふりかけ食品入りの小袋を20袋集積包装した。 Furthermore, the body part (8) of the gusset bag is provided with three perforations (5) in the circumferential direction (lateral direction), the bottom part (7) is sealed, and a square tubular easy-open gusset bag is produced, Twenty pouches containing sprinkled food were collected and packaged.
次に、このような状態の易開封ガゼット袋を使用して、開封状況と内容物の取り出し具合を確認した。 Next, the easy-open gusset bag in such a state was used, and the opening situation and the state of taking out the contents were confirmed.
まず、前記袋の2個のノッチ(3)を介して、天部(1)から底部(7)方向に開封したところ、周方向(横方向)の最上段のミシン目線(5)と交わり、次に、左廻りにガゼット袋の胴部(8)の周方向(横方向)にミシン目線(5)に沿って1周して直線的にカットができ、単なる易開封性だけでなく、機能面として一定の開封口が得られ、ふりかけ食品入りの小袋を容易に取り出すことができた。 First, when opened from the top (1) to the bottom (7) direction through the two notches (3) of the bag, it intersects with the uppermost perforation line (5) in the circumferential direction (lateral direction), Next, in the counterclockwise direction, the circumference of the trunk (8) of the gusset bag (8) can be cut linearly by making one round along the perforation line (5). A certain opening was obtained on the surface, and the sprinkled food-containing sachet could be easily taken out.
実施例1において、最外面側の直線引裂き性を有するフィルム層(10)に、厚み25μmの縦一軸延伸ヒートシール性のポリプロピレンフィルム(OPP)を使用した以外は同様にして、易開封ガゼット袋を作製した。 In Example 1, an easy-open gazette bag was formed in the same manner except that a 25 μm-thick longitudinally uniaxially stretched heat-sealable polypropylene film (OPP) was used for the film layer (10) having linear tearability on the outermost surface side. Produced.
次に、このような状態の易開封ガゼット袋を使用して、開封状況と内容物の取り出し具合を確認した。 Next, the easy-open gusset bag in such a state was used, and the opening situation and the state of taking out the contents were confirmed.
まず、前記袋の2個のノッチ(3)を介して、天部(1)から底部(7)方向に開封したところ、周方向(横方向)の最上段のミシン目線(5)と交わり、次に、左廻りにガゼット袋の胴部(8)の周方向(横方向)にミシン目線(5)に沿って1周して直線的にカットができ、単なる易開封性だけでなく、機能面として一定の開封口が得られ、ふりかけ食品入りの小袋を容易に取り出すことができた。 First, when opened from the top (1) to the bottom (7) direction through the two notches (3) of the bag, it intersects with the uppermost perforation line (5) in the circumferential direction (lateral direction), Next, in the counterclockwise direction, the circumference of the trunk (8) of the gusset bag (8) can be cut linearly by making one round along the perforation line (5). A certain opening was obtained on the surface, and the sprinkled food-containing sachet could be easily taken out.
実施例1において、最内面側のシール層(11)に、厚み30μmの低密度ポリエチレンフィルム(LDPE)を使用した以外は同様にして、易開封ガゼット袋を作製した。 In Example 1, an easy-open gazette bag was produced in the same manner except that a low-density polyethylene film (LDPE) having a thickness of 30 μm was used for the innermost seal layer (11).
次に、このような状態の易開封ガゼット袋を使用して、開封状況と内容物の取り出し具合を確認した。 Next, the easy-open gusset bag in such a state was used, and the opening situation and the state of taking out the contents were confirmed.
まず、前記袋の2個のノッチ(3)を介して、天部(1)から底部(7)方向に開封したところ、周方向(横方向)の最上段のミシン目線(5)と交わり、次に、左廻りにガゼット袋の胴部(8)の周方向(横方向)にミシン目線(5)に沿って1周して直線的にカットができ、単なる易開封性だけでなく、機能面として一定の開封口が得られ、ふりかけ食品入りの小袋を容易に取り出すことができた。 First, when opened from the top (1) to the bottom (7) direction through the two notches (3) of the bag, it intersects the perforated line (5) in the circumferential direction (lateral direction), Next, in the counterclockwise direction, the body part (8) of the gusset bag can be cut straight along the perforation line (5) along the perforation line (5). A certain opening was obtained on the surface, and the sprinkled food-containing sachet could be easily taken out.
実施例2において、最内面側のシール層(11)に、厚み30μmの低密度ポリエチレンフィルム(LDPE)を使用した以外は同様にして、易開封ガゼット袋を作製した。 In Example 2, an easy-open gazette bag was produced in the same manner except that a low-density polyethylene film (LDPE) having a thickness of 30 μm was used for the innermost seal layer (11).
次に、このような状態の易開封ガゼット袋を使用して、開封状況と内容物の取り出し具合を確認した。 Next, the easy-open gusset bag in such a state was used, and the opening situation and the state of taking out the contents were confirmed.
まず、前記袋の2個のノッチ(3)を介して、天部(1)から底部(7)方向に開封したところ、周方向(横方向)の最上段のミシン目線(5)と交わり、次に、左廻りにガゼット袋の胴部(8)の周方向(横方向)にミシン目線(5)に沿って1周して直線的にカットができ、単なる易開封性だけでなく、機能面として一定の開封口が得られ、ふりかけ食品入りの小袋を容易に取り出すことができた。 First, when opened from the top (1) to the bottom (7) direction through the two notches (3) of the bag, it intersects with the uppermost perforation line (5) in the circumferential direction (lateral direction), Next, in the counterclockwise direction, the body part (8) of the gusset bag can be cut straight along the perforation line (5) along the perforation line (5). A certain opening was obtained on the surface, and the sprinkled food-containing sachet could be easily taken out.
1・・・天部
2・・・天シール部
3・・・ノッチ
4・・・カット予想線
5・・・ミシン目線
6・・・折り込み襞
7・・・底部
8・・・胴部
9・・・未シール部
10・・・直線引裂き性を有するフィルム層
11・・・シール層
A・・・積層フィルム
DESCRIPTION OF
Claims (3)
前記積層フィルムが、少なくとも該袋の天地方向に直線引裂き性を有するフィルム層と、最内層にシール層を含む積層フィルムからなり、
前記天部に複数のノッチを設け、該ガゼット袋の胴部に、周方向(横方向)のミシン目線が複数設けられており、この複数のミシン目線が互いに近接して配置されていることを特徴とする易開封ガゼット袋。 In the square tube-shaped easy-open gazette bag made of a laminated film having a folding fold at the center of the left and right sides of the body of the tubular film, a top seal portion at the top, and a bottom sealed
The laminated film is composed of a film layer having linear tearability at least in the top-and-bottom direction of the bag, and a laminated film including a seal layer in the innermost layer,
A plurality of notches are provided in the top, and a plurality of perforations in the circumferential direction (lateral direction) are provided in the trunk of the gusset bag, and the plurality of perforations are arranged close to each other. Easy-to-open gusset bag.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004206879A JP4635495B2 (en) | 2004-07-14 | 2004-07-14 | Easy-to-open gusset bag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004206879A JP4635495B2 (en) | 2004-07-14 | 2004-07-14 | Easy-to-open gusset bag |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006027644A JP2006027644A (en) | 2006-02-02 |
| JP4635495B2 true JP4635495B2 (en) | 2011-02-23 |
Family
ID=35894464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004206879A Expired - Fee Related JP4635495B2 (en) | 2004-07-14 | 2004-07-14 | Easy-to-open gusset bag |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635495B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5509784B2 (en) * | 2009-10-22 | 2014-06-04 | 大日本印刷株式会社 | Film gusset bag |
| JP2015058952A (en) * | 2013-09-18 | 2015-03-30 | 大日本印刷株式会社 | Packaging bag |
| JP6357337B2 (en) * | 2014-03-31 | 2018-07-11 | 株式会社庄内クリエート工業 | Perforation forming device for bag-like package |
| JP6912864B2 (en) * | 2016-05-13 | 2021-08-04 | フジモリプラケミカル株式会社 | Gazette bag |
| JP2017217797A (en) * | 2016-06-06 | 2017-12-14 | 共同紙工株式会社 | Method for manufacturing bag body and method for forming cut and so on |
| JP2018047921A (en) * | 2016-09-20 | 2018-03-29 | フジモリプラケミカル株式会社 | Gusset bag |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10230971A (en) * | 1997-02-19 | 1998-09-02 | Dainippon Printing Co Ltd | Easy-open packaging bag |
| JP2003327256A (en) * | 2002-05-08 | 2003-11-19 | Komatsu Ltd | Package |
-
2004
- 2004-07-14 JP JP2004206879A patent/JP4635495B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006027644A (en) | 2006-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5874155A (en) | Easy-opening flexible packaging laminates and packaging materials made therefrom | |
| JP4763005B2 (en) | Laminated body | |
| JP4296858B2 (en) | Easy-to-open gusset bag | |
| JP2017124871A (en) | Package | |
| JP5359533B2 (en) | Granular packaging | |
| JP6676878B2 (en) | Easy-open seal bag and manufacturing method thereof | |
| JP4639678B2 (en) | Self-supporting bag | |
| JP5929067B2 (en) | Resealable packaging bag | |
| JP4147061B2 (en) | Laminated body | |
| JP4147062B2 (en) | Laminated body | |
| JP4635495B2 (en) | Easy-to-open gusset bag | |
| JP2005231677A (en) | Bag with zipper tape | |
| JP2009107666A (en) | Packaging bag with zipper | |
| JP4447075B2 (en) | Manufacturing method for easy-open packaging bags | |
| US20170015499A1 (en) | Expandable and Reusable Plastic Bag | |
| JP3864700B2 (en) | Easy-open packaging bag | |
| JP4967448B2 (en) | Refillable pouch for powder scattering prevention | |
| JP4774743B2 (en) | Packaging bag | |
| JP4219993B2 (en) | Laminated material and packaging container using the same | |
| JP4997838B2 (en) | Packaging bag with spout for preventing scattered items | |
| JP4372884B2 (en) | Reinforcing material sticking device | |
| JP3992502B2 (en) | Packaging bag | |
| JP3995860B2 (en) | Laminated material for easy tear packaging, method for producing the same, and packaging bag using the same | |
| JP2026060831A (en) | double bag | |
| JP2006150981A (en) | Laminated material for easy tearable package, its manufacturing process and packing bag using it |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070622 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635495 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |