JP4549733B2 - Mold temperature adjusting device and adjusting method - Google Patents
Mold temperature adjusting device and adjusting method Download PDFInfo
- Publication number
- JP4549733B2 JP4549733B2 JP2004148549A JP2004148549A JP4549733B2 JP 4549733 B2 JP4549733 B2 JP 4549733B2 JP 2004148549 A JP2004148549 A JP 2004148549A JP 2004148549 A JP2004148549 A JP 2004148549A JP 4549733 B2 JP4549733 B2 JP 4549733B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- mold
- value
- heat medium
- δtl1
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 42
- 238000012937 correction Methods 0.000 claims description 66
- 238000001816 cooling Methods 0.000 claims description 54
- 238000000465 moulding Methods 0.000 claims description 50
- 238000010438 heat treatment Methods 0.000 claims description 45
- 239000011347 resin Substances 0.000 claims description 31
- 229920005989 resin Polymers 0.000 claims description 31
- 230000008859 change Effects 0.000 claims description 30
- 230000008569 process Effects 0.000 claims description 25
- 230000007423 decrease Effects 0.000 claims description 4
- 238000009529 body temperature measurement Methods 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 126
- 238000002347 injection Methods 0.000 description 23
- 239000007924 injection Substances 0.000 description 23
- 238000001746 injection moulding Methods 0.000 description 12
- 238000011084 recovery Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 4
- 239000003507 refrigerant Substances 0.000 description 3
- 238000003303 reheating Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明は、高温媒体と低温媒体の切換えタイミングを適正に調整して、成形サイクル時間を短縮するようにした金型温度調整装置および温度調整方法に関する。 The present invention relates to a mold temperature adjusting device and a temperature adjusting method in which a switching timing of a high temperature medium and a low temperature medium is appropriately adjusted to shorten a molding cycle time.
射出成形機の射出工程において、金型の温度が低い状態にあると、該金型のキャビティ内に射出された溶融樹脂の表面が急速に固化する。この場合、成形品に対する金型のキャビティ面の転写が不十分になることから、成形品表面に、ひけ、ウエルド、シルバーと呼ばれる欠陥を生じることがある。
そこで、予め樹脂の熱変形温度以上の温度まで加熱した金型に溶融樹脂を充填することによって該溶融樹脂表面の固化を遅らせ、この樹脂の充填後、金型を樹脂の熱変形温度以下まで冷却してから型開きを行うという成形方法が提案されている。
In the injection process of the injection molding machine, when the temperature of the mold is low, the surface of the molten resin injected into the cavity of the mold is rapidly solidified. In this case, since the transfer of the cavity surface of the mold to the molded product becomes insufficient, defects called sink, weld, and silver may occur on the surface of the molded product.
Therefore, solidification of the surface of the molten resin is delayed by filling the mold with a molten resin previously heated to a temperature equal to or higher than the thermal deformation temperature of the resin. Then, a molding method of performing mold opening has been proposed.
このような成形方法を採用する場合には、成形工程サイクルを短くすることが望ましい。そこで、最近では、成形品の温度に基づいて成形のタイミングを制御する方式や、金型の温度を急速に上下させる方式が導入されるようになっている。 When such a molding method is employed, it is desirable to shorten the molding process cycle. Therefore, recently, a system for controlling the molding timing based on the temperature of the molded product and a system for rapidly raising and lowering the temperature of the mold have been introduced.
従来の成形機用の金型加熱冷却切換装置は、高温熱媒体用の加熱器、高温熱媒体用回収タンク、低温熱媒体用の冷却器、低温熱媒体用回収タンク、高温熱媒体と低温熱媒体をそれぞれ流通させる複数のポンプ、等を備えた構成を有する。
この金型加熱冷却切換装置では、金型に設けられた温調通路(熱媒体通路)に高温熱媒体を通すことによって該金型が加熱され、金型が樹脂充填に適した温度に達した時点で高温熱媒体の供給が止められる。金型のキャビティに溶融樹脂が充填されると、該金型に通す熱媒体が低温熱媒体に切換えられ、これによって金型が冷却される。そして、金型が型開に適する温度に達すると、低温熱媒体の供給が止められた後、型開きおよび成形品の取出しが実行され、ついで、型閉および金型の再加熱が実行される。
Conventional mold heating / cooling switching devices for molding machines include a high-temperature heat medium heater, a high-temperature heat medium recovery tank, a low-temperature heat medium cooler, a low-temperature heat medium recovery tank, a high-temperature heat medium and a low-temperature heat medium. It has the structure provided with the some pump etc. which each distribute | circulate a medium.
In this mold heating / cooling switching device, the mold is heated by passing a high-temperature heat medium through a temperature control path (heat medium path) provided in the mold, and the mold reaches a temperature suitable for resin filling. At that time, the supply of the high-temperature heat medium is stopped. When molten resin is filled in the mold cavity, the heat medium passed through the mold is switched to a low temperature heat medium, thereby cooling the mold. When the mold reaches a temperature suitable for mold opening, supply of the low-temperature heat medium is stopped, mold opening and taking out of the molded product are performed, and then mold closing and mold reheating are performed. .
上記の金型加熱冷却切換装置においては、金型の温度を高温から低温に切換える際に、金型の温調通路に残っている高温熱媒体が該温調通路に新たに供給される低温熱媒体によって外方に押し出されて、高温熱媒体用の回収タンクに回収される。
また、金型の温度を低温から高温に切換えるときには、上記高温熱媒体回収タンクにおいて温調された高温の熱媒体が温調通路に供給され、これにより、該温調通路に残っている低温熱媒体が外方に押し出されて低温熱媒体回収タンクに回収される。(例えば、特許文献1参照)
In the above mold heating / cooling switching device, when the mold temperature is switched from a high temperature to a low temperature, the low temperature heat to which the high temperature heat medium remaining in the temperature control path of the mold is newly supplied to the temperature control path. It is pushed out by the medium and collected in a high-temperature heat medium recovery tank.
Further, when the temperature of the mold is switched from the low temperature to the high temperature, the high temperature heat medium whose temperature has been adjusted in the high temperature heat medium recovery tank is supplied to the temperature adjustment passage, whereby the low temperature heat remaining in the temperature adjustment passage is obtained. The medium is pushed outward and collected in a low-temperature heat medium recovery tank. (For example, see Patent Document 1)
ところで、金型は熱容量が大きいので、熱変化の時定数が大きい。上述の特許文献1に記載の加熱冷却切換装置によれば、金型が設定温度に達するまでに長い時間を要するため、成形サイクルが長くなるという不具合が発生する。 By the way, since the mold has a large heat capacity, the time constant of heat change is large. According to the heating / cooling switching device described in Patent Document 1 described above, since it takes a long time for the mold to reach the set temperature, there is a problem that the molding cycle becomes long.
このような不具合をなくすには、高温熱媒体の温度をより高く、また、低温熱媒体の温度をより低く設定して、金型の温度が設定温度に到達するまの時間を短縮すればよい。しかし、そのようにすると、いわゆる温度制御の行過ぎのために、金型の温度が目標温度に速やかに整定されなくなる。
また、金型の温度調整は、金型の重量、熱媒体の温度、流速、樹脂材料等を勘案して行う必要があるが、従来は試行錯誤と作業者の経験および勘に
頼って調整していたため、最適な調整を行うことが困難であった。
In order to eliminate such problems, the temperature of the high temperature heat medium should be set higher and the temperature of the low temperature heat medium should be set lower to shorten the time until the mold temperature reaches the set temperature. . However, by doing so, the temperature of the mold cannot be quickly set to the target temperature because of so-called excessive temperature control.
In addition, mold temperature adjustment must be performed in consideration of the weight of the mold, the temperature of the heat medium, the flow velocity, the resin material, etc., but in the past it was adjusted depending on trial and error and the experience and intuition of the operator. For this reason, it was difficult to perform optimum adjustment.
本発明は、このような問題点を解決するために提案されたものであり、高温熱媒体と低温熱媒体の切換えタイミングを適正に調整して、成形サイクル時間を短縮することができる金型温度調整装置および金型温度調整方法を提供することを目的としている。 The present invention has been proposed in order to solve such problems, and it is possible to appropriately adjust the switching timing of the high-temperature heat medium and the low-temperature heat medium to shorten the molding cycle time. An object is to provide an adjusting device and a mold temperature adjusting method.
本発明は、金型に設けられた熱媒体通路に所定温度の高温熱媒体と低温熱媒体とを選択的に流すことによって該金型の温度制御を行う金型温度調整装置であって、前記金型の温度を実測する金型温度計測手段と、前記金型の加熱時に、この金型の温度が所定の樹脂充填開始金型温度値THから加熱オーバーシュート温度補正値ΔTHを減じた値TH−ΔTHまで上昇した時点で該金型への前記高温熱媒体の供給を停止し、前記金型の冷却時に、この金型の温度が所定の冷却完了金型温度TLに冷却アンダーシュート温度補正値ΔTL1を和した値TL+ΔTL1まで下降した時点で該金型への前記低温熱媒体の供給を停止する金型温度制御手段と、を備えている。
前記加熱オーバーシュート温度補正値ΔTHは、前記金型の温度のオーバーシュートが抑制されるように前記高温熱媒体の供給停止時点を規定する予測上昇温度値であり、前記冷却アンダーシュート温度補正値ΔTL1は、前記金型の温度のアンダーシュートが抑制されるように前記低温熱媒体の供給停止時点を規定する予測下降温度値である。
The present invention is a mold temperature control device that performs temperature control of a mold by selectively flowing a high-temperature heat medium and a low-temperature heat medium at a predetermined temperature through a heat medium passage provided in the mold, A mold temperature measuring means for actually measuring the mold temperature, and a value TH obtained by subtracting a heating overshoot temperature correction value ΔTH from a predetermined resin filling start mold temperature value TH when the mold is heated. When the temperature rises to -ΔTH, the supply of the high-temperature heat medium to the mold is stopped, and when the mold is cooled, the temperature of the mold is set to a predetermined cooling completion mold temperature TL, and a cooling undershoot temperature correction value Mold temperature control means for stopping the supply of the low-temperature heat medium to the mold when the value drops to a value obtained by adding ΔTL1 to TL + ΔTL1.
The heating overshoot temperature correction value ΔTH is a predicted rise temperature value that defines the supply stop time of the high-temperature heat medium so that overshoot of the mold temperature is suppressed, and the cooling undershoot temperature correction value ΔTL1 Is a predicted lowering temperature value that defines the supply stop point of the low-temperature heat medium so that undershooting of the mold temperature is suppressed.
前記金型温度制御手段は、前記加熱オーバーシュート温度補正値ΔTHに相当する温度上昇の経過を、前記金型温度計測手段で前記金型の温度を実測することによって、もしくは、高温保温時間設定値S1を計時手段で計時することによって認識し、冷却アンダーシュート温度補正値ΔTL1に相当する温度下降の経過を、前記金型温度計測手段で前記金型の温度を実測することによって、もしくは、前記金型の温度が前記値TL+ΔTL1から値TLまで下降する時間S2を計時手段で計時することによって認識する。 The mold temperature control means is configured to measure the temperature rise corresponding to the heating overshoot temperature correction value ΔTH by actually measuring the temperature of the mold with the mold temperature measurement means, or a high temperature warming time set value. Recognizing the time S1 by the time measuring means and measuring the temperature decrease corresponding to the cooling undershoot temperature correction value ΔTL1 by actually measuring the temperature of the mold with the mold temperature measuring means, or recognized by the temperature of the mold is measured by the time measuring unit of time S2 of descending from the value TL + ΔTL1 to the value TL.
前記金型温度制御手段は、前記金型の温度が値TL+ΔTL2(<ΔTL1)まで下降した時点で前記金型に前記高温熱媒体の供給を開始し、前記金型の温度が値THまで上昇した時点で前記金型に前記低温熱媒体の供給を開始するように構成される。 The mold temperature control means starts supplying the high-temperature heat medium to the mold when the temperature of the mold falls to the value TL + ΔTL2 (<ΔTL1), and the temperature of the mold rises to the value TH. It is configured to start supplying the low-temperature heat medium to the mold at a time.
前記金型温度制御手段は、前記金型の温度が値TL+ΔTL2(<ΔTL1)まで下降する時点を、前記金型温度計測手段で前記値TL+ΔTL2を実測することによって、もしくは、低温保温時間設定値SHを計時手段で計時することによって認識することができる。 The mold temperature control means measures the value TL + ΔTL2 by the mold temperature measurement means when the temperature of the mold falls to the value TL + ΔTL2 (<ΔTL1), or the low temperature heat retention time set value SH Can be recognized by measuring time with a time measuring means.
前記高温熱媒体の温度、前記低温熱媒体の温度、前記樹脂充填開始金型温度TH、前記加熱オーバーシュート温度補正値ΔTH、前記冷却完了金型温度TL、前記冷却アンダーシュート温度補正値ΔTL1、および高温熱媒体供給開始金型温度補正値ΔTL2をそれぞれ金型温度制御条件として設定する金型温度制御条件設定手段と、成形工程における前記金型温度制御条件を表示し、かつ、実成形工程における前記金型の実測温度変化を表示する表示手段と、
を更に備えることができる。
The temperature of the high-temperature heat medium, the temperature of the low-temperature heat medium, the resin filling start mold temperature TH, the heating overshoot temperature correction value ΔTH, the cooling completion mold temperature TL, the cooling undershoot temperature correction value ΔTL1, and The mold temperature control condition setting means for setting the high temperature heat medium supply start mold temperature correction value ΔTL2 as the mold temperature control condition, the mold temperature control condition in the molding process is displayed, and the mold temperature control condition in the actual molding process is displayed. Display means for displaying the actual temperature change of the mold;
Can be further provided.
前記表示手段は、前記金型温度制御条件と前記実測温度変化とを同じ画面上で切換えて表示することが可能である。 The display means can switch and display the mold temperature control condition and the measured temperature change on the same screen.
前記加熱オーバーシュート温度補正値ΔTHを、前記金型単体を加熱した際の該金型の温度変化の時定数に基づいて予測し、かつ、前記冷却アンダーシュート温度補正値ΔTL1を、前記金型単体を冷却した際の該金型の温度変化の時定数に基づいて予測する手段を更に備えることができる。 The heating overshoot temperature correction value ΔTH is predicted based on the time constant of the temperature change of the mold when the mold is heated, and the cooling undershoot temperature correction value ΔTL1 is calculated as the mold itself. A means for predicting based on the time constant of the temperature change of the mold when the mold is cooled can be further provided.
本発明は、金型に設けられた熱媒体通路に所定温度の高温熱媒体と低温熱媒体とを選択的に流すことによって該金型の温度制御を行う金型温度調整方法も提供する。この金型温度調整方法は、前記金型の温度を実測するステップと、 前記金型の加熱時に、この金型の温度が所定の樹脂充填開始金型温度値THから加熱オーバーシュート温度補正値ΔTHを減じた値TH−ΔTHまで上昇した時点で該金型への前記高温熱媒体の供給を停止するステップと、前記金型の冷却時に、この金型の温度が所定の冷却完了金型温度TLに冷却アンダーシュート温度補正値ΔTL1を和した値TL+ΔTL1まで下降した時点で該金型への前記低温熱媒体の供給を停止するステップと、を含む。
前記加熱オーバーシュート温度補正値ΔTHは、前記金型の温度のオーバーシュートが抑制されるように前記高温熱媒体の供給停止時点を規定する予測上昇温度値であり、前記冷却アンダーシュート温度補正値ΔTL1は、前記金型の温度のアンダーシュートが抑制されるように前記低温熱媒体の供給停止時点を規定する予測下降温度値である。
The present invention also provides a mold temperature adjustment method for controlling the temperature of a mold by selectively flowing a high temperature heat medium and a low temperature heat medium at a predetermined temperature through a heat medium passage provided in the mold. The mold temperature adjusting method includes a step of actually measuring the temperature of the mold, and when the mold is heated, the temperature of the mold is changed from a predetermined resin filling start mold temperature value TH to a heating overshoot temperature correction value ΔTH. The supply of the high-temperature heat medium to the mold at the time when the temperature rises to TH-ΔTH, and when the mold is cooled, the temperature of the mold is a predetermined cooling completion mold temperature TL And the step of stopping the supply of the low-temperature heat medium to the mold when the temperature drops to the value TL + ΔTL1 obtained by adding the cooling undershoot temperature correction value ΔTL1.
The heating overshoot temperature correction value ΔTH is a predicted rise temperature value that defines the supply stop time of the high-temperature heat medium so that overshoot of the mold temperature is suppressed, and the cooling undershoot temperature correction value ΔTL1 Is a predicted lowering temperature value that defines the supply stop point of the low-temperature heat medium so that undershooting of the mold temperature is suppressed .
前記加熱オーバーシュート温度補正値ΔTHに相当する温度上昇の経過は、前記金型温度計測手段で、前記金型の温度を実測することによって、もしくは、高温保温時間設定値S1を計時手段で計時することによって認識することができる。また、冷却アンダーシュート温度補正値ΔTL1に相当する温度下降の経過は、前記金型温度計測手段で前記金型の温度を実測することによって、もしくは、前記金型の温度が前記値TL+ΔTL1から値TLまで下降する時間S2を計時手段で計時することによって認識することができる。The temperature rise corresponding to the heating overshoot temperature correction value ΔTH is measured by measuring the temperature of the mold by the mold temperature measuring means or by measuring the high temperature heat retention time set value S1 by the time measuring means. Can be recognized. Further, the temperature drop corresponding to the cooling undershoot temperature correction value ΔTL1 is measured by actually measuring the temperature of the mold by the mold temperature measuring means, or the temperature of the mold is changed from the value TL + ΔTL1 to the value TL. It can be recognized by measuring the time S2 descending by the time measuring means.
前記時間S1は、前記金型単体を加熱した際の該金型の温度変化の時定数に基づいて予測することができ、また、前記時間S2は、前記金型単体を冷却した際の該金型の温度変化の時定数に基づいて予測することができる。The time S1 can be predicted based on the time constant of the temperature change of the mold when the mold is heated, and the time S2 is the time when the mold is cooled. It can be predicted based on the time constant of the temperature change of the mold.
前記高温熱媒体の供給は、例えば、前記金型の温度が値TL+ΔTL2(<ΔTL1)まで下降した時点で開始され、また、前記低温熱媒体の供給は、例えば、前記金型の温度が値THまで上昇した時点で開始される。The supply of the high-temperature heat medium is started, for example, when the temperature of the mold falls to a value TL + ΔTL2 (<ΔTL1), and the supply of the low-temperature heat medium is performed, for example, when the temperature of the mold is a value TH. It starts when it rises.
前記金型の温度が値TL+ΔTL2(<ΔTL1)まで下降する時点は、前記金型温度計測手段で前記値TL+ΔTL2を実測することによって、もしくは、低温保温時間設定値SHを計時手段で計時することによって認識することができる。When the temperature of the mold falls to the value TL + ΔTL2 (<ΔTL1), the value TL + ΔTL2 is actually measured by the mold temperature measuring means, or the low temperature heat retention time set value SH is timed by the time measuring means. Can be recognized.
本発明の係る金型温度調整方法は、前記高温熱媒体の温度、前記低温熱媒体の温度、前記樹脂充填開始金型温度TH、前記加熱オーバーシュート温度補正値ΔTH、前記冷却完了金型温度TL、前記冷却アンダーシュート温度補正値ΔTL1、および高温熱媒体供給開始金型温度補正値ΔTL2をそれぞれ金型温度制御条件として設定するステップと、成形工程における基準金型温度曲線上に前記金型温度制御条件を付記してなる第1の画像を表示手段に表示し、かつ、実成形工程における前記金型の実測温度変化を示す第2の画像を前記表示手段に表示するステップと、を更に含むことができる。 The mold temperature adjustment method according to the present invention includes the temperature of the high temperature heat medium, the temperature of the low temperature heat medium, the resin filling start mold temperature TH, the heating overshoot temperature correction value ΔTH, and the cooling completion mold temperature TL. The step of setting the cooling undershoot temperature correction value ΔTL1 and the high temperature heat medium supply start mold temperature correction value ΔTL2 as mold temperature control conditions, respectively, and the mold temperature control on the reference mold temperature curve in the molding process And a step of displaying on the display means a first image in which conditions are added, and displaying on the display means a second image showing the actual temperature change of the mold in the actual molding process. Can do.
前記加熱オーバーシュート温度補正値ΔTHは、前記金型単体を加熱した際の該金型温度変化の時定数に基づいて予測することができ、また、前記冷却アンダーシュート温度補正値ΔTL1は、前記金型単体を冷却した際の該金型温度変化の時定数に基づいて予測することができる。The heating overshoot temperature correction value ΔTH can be predicted based on a time constant of the mold temperature change when the mold is heated, and the cooling undershoot temperature correction value ΔTL1 is It can be predicted based on the time constant of the mold temperature change when the mold alone is cooled.
本発明によれば、金型の加熱時に、この金型の温度が所定の樹脂充填開始金型温度値THから加熱オーバーシュート温度補正値ΔTHを減じた値TH−ΔTHまで上昇した時点で該金型への前記高温熱媒体の供給が停止され、前記金型の冷却時に、この金型の温度が所定の冷却完了金型温度TLに冷却アンダーシュート温度補正値ΔTL1を和した値TL+ΔTL1まで下降した時点で該金型への前記低温熱媒体の供給が停止される。したがって、金型温度のオーバーシュートやアンダーシュートを生じることなく成形サイクル時間を短縮することができる。 According to the present invention, when the mold is heated, when the temperature of the mold rises to a value TH−ΔTH obtained by subtracting the heating overshoot temperature correction value ΔTH from the predetermined resin filling start mold temperature value TH. The supply of the high-temperature heat medium to the mold is stopped, and when the mold is cooled, the temperature of the mold decreases to a value TL + ΔTL1 obtained by adding a cooling undershoot temperature correction value ΔTL1 to a predetermined cooling completion mold temperature TL. At that time, the supply of the low-temperature heat medium to the mold is stopped. Therefore, the molding cycle time can be shortened without causing overshoot or undershoot of the mold temperature.
また、本発明では、加熱オーバーシュート温度補正値ΔTHが、金型単体を加熱した際の該金型の実測温度変化の時定数に基づいて予測され、前記冷却アンダーシュート温度補正値ΔTL1が、金型単体を冷却した際の該金型の実測温度変化の時定数に基づいて予測されるので、上記加熱オーバーシュート温度補正値ΔTHおよび冷却アンダーシュート温度補正値ΔTL1を最適に設定することができる。 In the present invention, the heating overshoot temperature correction value ΔTH is predicted based on the time constant of the actual temperature change of the mold when the mold is heated, and the cooling undershoot temperature correction value ΔTL1 is Since the prediction is based on the time constant of the actual temperature change of the mold when the mold is cooled, the heating overshoot temperature correction value ΔTH and the cooling undershoot temperature correction value ΔTL1 can be optimally set.
さらに、本発明によれば、射出成形機を制御する成形機制御手段に設けられた射出成形条件設定・表示手段に、金型温度制御条件を設定する温度制御条件設定手段を設け、この温度制御条件設定手段で設定された前記金型温度制御条件と、実成形工程における前記金型の実測値とを上記射出成形条件設定・表示手段に表示させるようにしているので、金型制御装置に温度制御条件設定手段や表示手段を別途設ける必要がない。したがって、装置コストの低減を図ることができる。 Furthermore, according to the present invention, the temperature control condition setting means for setting the mold temperature control condition is provided in the injection molding condition setting / display means provided in the molding machine control means for controlling the injection molding machine. Since the mold temperature control condition set by the condition setting means and the actual measurement value of the mold in the actual molding process are displayed on the injection molding condition setting / display means, the mold control device There is no need to separately provide control condition setting means and display means. Therefore, the device cost can be reduced.
以下、図面を参照して本発明に係る金型温度調整装置および金型温度調整方法の第1の実施形態を説明する。なお、この実施の形態では、金型を加熱、冷却する熱媒体として水を使用しているが、油や水蒸気等の水以外の熱媒体を使用しても良い。
図1は第1の実施形態に係る射出成形機の要部と金型温度調整装置を示す模式図、図2はこの金型温度調整装置の温度調整制御系統を示すブロック図、図3は射出成形機の各作動工程に対する金型温度の設定値記入枠と実測値を示す画像の一例を示す図、図4は金型単体を加熱、冷却した場合の該金型の温度変化の実測波形を画像の一例を示す。
A first embodiment of a mold temperature adjusting device and a mold temperature adjusting method according to the present invention will be described below with reference to the drawings. In this embodiment, water is used as a heat medium for heating and cooling the mold, but a heat medium other than water such as oil or water vapor may be used.
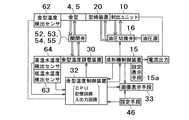
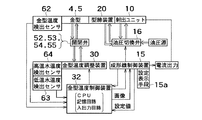
FIG. 1 is a schematic diagram showing a main part of an injection molding machine and a mold temperature adjusting device according to the first embodiment, FIG. 2 is a block diagram showing a temperature adjustment control system of the mold temperature adjusting device, and FIG. FIG. 4 is a view showing an example of an image showing a mold temperature setting value entry frame and an actual measurement value for each operation process of the molding machine. FIG. 4 shows an actual measurement waveform of the temperature change of the mold when the mold is heated and cooled. An example of an image is shown.
まず、図1を参照して射出成形機の型締装置20と金型温度調整装置30の構成について説明する。
型締装置20は、基台1に固定支持された固定ダイプレート2と、この固定ダイプレート2と対向する可動ダイプレート3を備えている。可動ダイプレート3は、固定ダイプレート2に対して近接離反し得るように、基台1に敷設されたガイドレール13にリニアベアリング18を介して移動可能に支持されている。
可動ダイプレート3の移動には、例えば油圧駆動の油圧シリンダ12が用いられる。固定ダイプレート2および可動ダイプレート3の各対向面には、固定金型4および可動金型5がそれぞれ取付けられている。したがって、油圧シリンダ12による可動ダイプレート3の移動によって金型4,5が開閉される。
First, the configuration of the
The
For example, a hydraulically driven
固定ダイプレート2は、複数の型締用油圧シリンダ2aを内蔵している。なお、この油圧シリンダ2aは、例えば、固定ダイプレート2の四隅に内蔵される。
上記各油圧シリンダ2a内に摺動可能に配設されたラム8には、片端部にねじ溝を有するタイバー9がそれぞれ直結されている。各タイバー9の片端部は、可動ダイプレート3を貫通し、該可動ダイプレート3の反金型側に設置された半割りナット11に螺合している。したがって、各タイバー9は、可動ダイプレート3と一体移動することができる。
The fixed
A tie bar 9 having a thread groove at one end is directly connected to the
油圧切換弁16は、上記型開閉用シリンダ12、型締用シリンダ2a、射出スクリュ7等の駆動油圧を切換えるものであり、成形機制御装置15から与えられる指令により制御される。この成形機制御装置15は、タッチキー式の画像表示パネルを備えた設定表示手段15aを備えている。この設定表示手段15aでは、射出圧力等の成形機の成形条件が設定され、かつ、射出圧力等の実測値が波形等の形で画像表示される。
The
射出ユニット10は、固定金型4と可動金型5の型締結合によって形成される金型キャビティ内に溶融樹脂を射出するものであり、射出シリンダ6と射出スクリュ7等により構成されている。射出シリンダ6は、射出動作時において固定金型4の樹脂入口に当接するノズルを備えている。射出スクリュ7は、溶融樹脂の射出のために図示していない駆動機構により前後進駆動され、また、樹脂の可塑化のために図示していない駆動機構により回転駆動される。
The
可動金型5は、上記キャビティ内の成形品が冷却固化した時点で固定金型4との型締結合が解かれる。その後、移動用油圧シリンダ12の作動により可動金型5が固定金型4から離されて、成形品が取出される。可動金型5には、金型温度センサ62が取付けられている。なお、金型温度センサ62は、固定金型4に設けても良く、また、この固定金型4と可動金型5の双方に設けても良い。
When the molded product in the cavity is cooled and solidified, the
次に、金型温度調整装置30について説明する。
低温水タンク23は、低温水を低設定温度に調整する図示していない低温水温度調整器を内蔵している。この低温水タンク23の底部に取付けられた配管31aは、低温水ポンプ26、低温水配管31c、開閉弁52および供給配管31dを介して金型4、5の熱媒体入口に連結されている。一方、低温水タンク23の上部に取付けられた配管31eは、開閉弁55および戻り配管35を介して金型4、5の熱媒体出口に連結されている。
Next, the mold
The low-
低温水タンク23に設けられた低温水温度センサ63は、熱媒体である該タンク23内の低温水の温度を検出する。この低温水温度センサ63の出力は、タンク23内の水の温度を上記低目標温度に維持するための制御、具体的には、上記タンク23に設けられた上記低温水温度調整器を通る冷媒の量を制御するために使用される。
A low-temperature
高温水タンク24は、高温水を高設定温度に調整する図示していない高温水温度調整器を内蔵している。この高温水タンク24の下部に設けられた配管41は、途中に高温水循環用の高温水ポンプ28が設置され、かつ、開閉弁53を介して上記供給配管31dに連結されている。一方、この高温水タンク24の上部に設けられた配管42は、開閉弁54を介して上記戻り配管35に連結されている。
The high
高温水タンク24には、該タンク24内の高温水の温度を検出する高温水温度センサ64が設けられている。この高温水温度センサ64の出力は、タンク24内の高温水の温度を上記高設定温度に維持するための制御、具体的には、上記タンク24に設けられた高温水温度調整器を通る熱媒の量を制御するために使用される。
The high
開閉弁52、55を閉じ、開閉弁53、54を開いた状態で高温水ポンプ28を運転すると、金型4、5の熱媒体通路に高温水タンク24からの高温水が流通するので、該金型4,5が加熱される。このとき、低温水ポンプ26の運転を続ければ、低温水タンク23から連結配管31bに送り出された水が水圧調整弁61で絞られた流路および管37を通って該タンク23に戻るので、配管31b内の水圧が所定の値まで上昇することになる。配管31bは、配管36を介して回収タンク25の底部に連通し、この回収タンク25の上部は、配管44を介して高温水タンク24に連通している。従って、上記配管31b内の水圧は、回収タンク25を経て高温水タンク24に伝えられ、その結果、該タンク24内の高温水の飽和蒸気圧が高められて、該高温水の温度を100度以上に調整保持することが可能になる。
When the high-
開閉弁53、54を閉じて、高温水ポンプ28の運転を停止すれば、高温水の還流が停止される。そこで、開閉弁52、55を開くことにより、低温水タンク23からの低温水を金型4、5に還流して金型4、5を冷却することができる。
When the on-off
配管44を介して高温水タンク24と連結している前記縦円筒形の熱回収タンク25は、金型4、5の熱媒体通路容積と、高温水供給配管41の管内容積と、供給配管31dの管内容積と、戻り配管35における金型4、5の熱媒体出口から高温水戻り配管42の連結部に至る区間35aの管内容積と、高温水戻配管42の管内容積とを合計した容積よりもその容積が大きくなるように形成されている。したがって、この熱回収タンク25は、高温水と低温水の混合を抑制する作用をなす。
The vertical cylindrical
上記構成の金型温度調整装置30は、成形機制御装置15と連携する金型温度制御装置32によって制御される。図2においては、機械的に内蔵または隣接している各構成要素を集合して示し、また、配管(熱媒体配管および油圧配管)を2重線で、電気信号線を単線でそれぞれ示している。
The mold
図2において、金型温度制御装置32は、制御処理ユニット(CPU)と、設定値、実測値、表示画像データ等を記憶する記憶回路、および入出力回路を内蔵している。画像表示手段33は、設定手段46とともに作業者の手元近傍に設けられている。
画像表示手段33は、図3に示すようなタッチキー式の画像表示パネルを備えている。この画像表示パネルの表示画像では、成形工程における金型温度の設定位置、タイマーの作動開始位置等をタッチキーで指定することができる。温度や時間の設定値は、前記設定手段46に設けられたテンキーで入力される。
In FIG. 2, the mold
The image display means 33 includes a touch key type image display panel as shown in FIG. In the display image of the image display panel, the setting position of the mold temperature in the molding process, the operation start position of the timer, and the like can be designated with touch keys. The set values of temperature and time are input with a numeric key provided on the setting means 46.
金型温度制御装置32は、低温水温度センサ63によって検出される低温水タンク23内の水の温度を設定手段46により設定された低温水設定値(低温水タンクの)(図3のTLW)と比較し、それらの温度の偏差がなくなるように、つまり、低温水タンク23内の水の温度が低温水設定値に維持されるように、低温水タンク23に備えられた前記低温水温度調整器(熱交換器)に流す冷媒の流量を調整する。なお、冷媒の流量は、図示していない電磁バルブを制御することによって調整される。
The mold
同様に、金型温度制御装置32は、高温水温度センサ64によって検出される高温水タンク24内の水の温度を設定手段46により設定された高温水設定値(高温水タンクの)(図3のTHW)と比較し、それらの温度の偏差がなくなるように、つまり、高温水タンク24内の水の温度が高温水設定値に維持されるように、該高温水タンク24に備えられた前記高温水温度調整器(熱交換器)に流す熱媒の流量を調整する。
なお、前記した水圧調整弁61による水圧調整作用でタンク24内の水蒸気の飽和温度を上げることにより、高温水を100度以上の高目標温度に安定保持することが可能である。
Similarly, the mold
In addition, by raising the saturation temperature of the water vapor in the
成形機制御装置15は、成形工程のプログラムに従って油圧切換弁16を切換えて、射出成形機の各工程を受け持つそれぞれの油圧シリンダに作動油を送るとともに、樹脂の可塑化ために射出スクリュ7を回転駆動するモータを駆動する。
The molding
金型温度制御装置32は、金型温度センサ62によって検出される金型4、5の実温度と、各成形工程に対応する金型4、5の設定温度(設定手段46によって設定される目標温度である)とを比較し、金型4、5の実温度がある成形工程に対応する設定温度に合致したときに成形機制御装置15に次の成形工程への移動を指示するとともに、金型4、5に送る熱媒体の変更、または、加熱と冷却の変更タイミングを決めるタイマーのセットを金型温度調整装置30に指示する。
The mold
以下、図1〜図4を参照して、射出成形機の成形工程とこれに連携する金型温度調整装置30の作用について説明する。
Hereafter, with reference to FIGS. 1-4, the effect | action of the molding process of an injection molding machine and the metal mold | die
溶融樹脂の充填に先立つ金型4、5の加熱や、上記樹脂の充填後の該金型4、5の冷却を行うためには、予め、高温水設定値(高温水タンクの)THW、低温水設定値(低温水タンクの)TLW、金型加熱時の加熱オーバーシュート温度補正値ΔTH、金型冷却時の冷却アンダーシュート温度補正値ΔTL1、樹脂充填開始金型温度TH、冷却完了金型温度TL、低温水の供給停止後、高温水の供給を開始する際の金型温度補正値ΔTL2を設定手段46により設定する。
Heating and
ところで、金型4、5のような熱容量の大きな物体は熱伝達速度が遅い。このため、金型4、5の温度が設定温度に達した時点で熱媒体の送りを止めても、さらに温度が変化する現象が発生する。すなわち、加熱時には、熱媒体の送り停止後に金型4,5の温度が設定温度を越える現象(オーバーシュート)を生じ、冷却時には、熱媒体の送り停止後に金型4,5の温度が設定温度を下回るという現象(アンダーシュート)を生じる。上記オーバーシュート温度およびアンダーシュート温度は、上記熱媒体の送り停止後における上記金型4,5の上昇温度および下降温度をそれぞれ意味している。
Incidentally, an object having a large heat capacity such as the
上記高温水設定値(高温水タンクの)THW、低温水設定値(低温水タンクの)TLW等の設定に際しては、画像表示パネル33の画面(図3)においてTHW、TLW等と表示された矩形枠をタッチした後、その枠内に前記設定手段46に設けられたテンキーによって具体的な数値を入力する。 When setting the above-mentioned high-temperature water set value (for a high-temperature water tank) THW, low- temperature water set value (for a low- temperature water tank ) TLW, etc., the rectangles displayed as THW, TLW, etc. After touching the frame, a specific numerical value is input with the numeric keypad provided in the setting means 46 in the frame.
上記加熱オーバーシュート温度補正値ΔTHは、金型4、5の温度のオーバーシュートが抑制されるように前記高温熱媒体の供給停止時点を規定する予測上昇温度値であり、また、上記冷却アンダーシュート温度補正値ΔTL1は、前記金型の温度のアンダーシュートが抑制されるように前記低温熱媒体の供給停止時点を規定する予測下降温度値である。
この加熱オーバーシュート温度補正値ΔTHと、冷却アンダーシュート温度補正値ΔTL1は、以下のような方法を用いて予測することができる。
The heating overshoot temperature correction value ΔTH is a predicted rise temperature value that defines the supply stop time of the high-temperature heat medium so that the overshoot of the temperature of the
The heating overshoot temperature correction value ΔTH and the cooling undershoot temperature correction value ΔTL1 can be predicted using the following method.
すなわち、樹脂を充填しない状態(ドライサイクル)で金型4、5を加熱、冷却して、該金型4、5の温度変化の時定数を実測する。この時定数は、金型4、5の熱容量に対応し、この時定数が大きいほど上記加熱オーバーシュートおよび冷却アンダーシュートが顕著になる。そこで、この時定数に基づいて、上記オーバーシュート温度補正値(ΔTH)およびアンダーシュート温度補正値(ΔTL1)を予測設定する。
That is, the
画像表示手段33は、金型単体で加熱、冷却(ドライサイクル)した場合の金型温度変化の実測波形を画像表示パネルの画面に画像として表示することができる。
サンプル金型を用い、145℃の高温水と22℃の低温水とを使用してドライサイクルにより金型の温度を上昇、下降させた場合、画像表示パネルには該温度の測定結果が図4に例示するように画像表示される。
射出開始時の金型温度を120℃としてその付近の時間に対する温度変化を見ると、5秒間で15℃の温度上昇が見られ、冷却終了温度70℃付近では約10秒間で20℃の温度下降が見られる。そこで、金型温度制御装置32は、この金型温度の変化と上下降時間とに基づいて上記時定数を算出し、この時定数から上記加熱オーバーシュート温度補正値(ΔTH)および冷却アンダーシュート温度補正値(ΔTL1)を予測する。
The image display means 33 can display the measured waveform of the mold temperature change when the mold is heated and cooled (dry cycle) as an image on the screen of the image display panel.
When a sample mold is used and the temperature of the mold is raised and lowered by dry cycle using high-temperature water at 145 ° C. and low-temperature water at 22 ° C., the measurement result of the temperature is shown in FIG. An image is displayed as shown in FIG.
When the mold temperature at the start of injection is 120 ° C and the temperature change with respect to the surrounding time is seen, a temperature rise of 15 ° C is observed in 5 seconds, and when the cooling end temperature is around 70 ° C, the temperature drops by 20 ° C in about 10 seconds. Is seen. Therefore, the mold
金型加熱時の動作:
金型温度制御装置32は、全開閉弁52〜55を閉じた状態で、低温水温度センサ63及び高温水温度センサ64からの計測値TTKH,TTKLが高温水温度(設定値)THW、低温水温度(設定値)TLWに到達しているか否かを判断し、計測値TTKH、TTKLが設定温度に到達していることが確認された時点で開閉弁53、54を開くとともに、高温水ポンプ28の運転を開始する。これにより、金型4、5に高温水が供給される。
その後、金型温度がTH−ΔTH(図3参照)に到達したことを金型温度制御装置32のCPUが判断すると、このCPUからの指令に基づいて開閉弁53、54が閉じられるとともに高温水ポンプ28が停止され、その結果、金型への高温水の供給が停止される。
Operation during mold heating:
The mold
Thereafter, when the CPU of the mold
樹脂充填と金型冷却時の動作:
射出ユニット10は、溶融樹脂を射出シリンダ6の先端に貯溜した状態で待機している。金型温度が値TH−ΔTHから加熱オーバーシュート温度補正値ΔTHだけ上昇して値TH、つまり、樹脂充填開始金型温度値THに達すると、金型温度制御装置32から成形機制御装置15へスクリュ作動指令信号が送られる。これにより、射出スクリュ7が前進作動されて、金型キャビティ内に樹脂を充填する充填工程が開始される。
Operation during resin filling and mold cooling:
The
ところで、金型4、5の温度が値THまで上昇したことは前記金型温度センサ62の出力に基づいて知ることができる。しかし、高温保温時間設定値S1は、前記ドライサイクルで実測される時定数から予測することが可能である。そこで、金型温度が値TH−ΔTHに到達した時点から時間S1を計時することによって、金型温度が値THに到達する時点を認識するようにしても良い。この場合、上記時間S1は、前記タイマーによって計時することができる。
By the way, it can be known based on the output of the
金型キャビティ内への樹脂の充填が開始されると同時に、金型温度制御装置32によって開閉弁52と開閉弁54が開かれる。これにより、低温水が金型4、5へ供給されるので、該金型4、5内の熱媒体通路に貯溜していた高温水が排出されて、低温水に置換えられる。金型温度制御装置32は、この低温水への置換えが終了した後(冷却水置換時間設定値SRが経過した後)、開閉弁55を開くとともに、高温水配管42に設けられた開閉弁54を閉じる。これにより、金型に低温水が循環供給されるので、金型の冷却工程が進められる。
上記時間SRは、前記ドライサイクルで実測される時定数から予測することが可能である。そこで、金型4、5内の熱媒体通路の低温水への置換えが終了する時点は、上記時間SRを前記タイマーで計時することによって認識することができる。
At the same time as the filling of the resin into the mold cavity is started, the on-off
The time SR can be predicted from a time constant measured in the dry cycle. Therefore, the time point when the replacement of the heat medium passages in the
金型への熱媒体の切換えと型開の動作:
金型温度制御装置32は、金型温度が値TL+ΔTL1に到達したとき、開閉弁52、55を閉じて低温水の金型への供給を停止し、かつ、金型温度が値TL+ΔTL2に到達した後(または、低温熱媒体の供給停止時点から図3に示す低温保温時間設定値SHが経過した後)、開閉弁53を開く。これにより、高温水が金型4、5へ供給されるので、該金型内の熱媒体通路に貯溜していた低温水が排出されて、高温水に置換えられる。
Switching the heating medium to the mold and opening the mold:
When the mold temperature reaches the value TL + ΔTL1, the mold
ところで、金型4、5の温度が値TL+ΔTL2に到達したことは前記金型温度センサ62の出力に基づいて知ることができる。しかし、低温保温時間設定値SHは、前記ドライサイクルで実測される時定数から予測することが可能である。そこで、金型温度が値ΔTL1に到達した時点から時間SHを計時することによって、金型温度が値TL+ΔTL2に到達する時点を認識するようにしても良い。この場合、上記時間SHは、前記タイマーによって計時することができる。
By the way, it can be known based on the output of the
金型温度が値TL、つまり、冷却完了金型温度値TLまで下降すると、金型温度制御装置32から成形機制御装置15へ型開指令信号が送られ、その結果、型4、5が開かれて成形品が取出される。その後、型4,5は閉じられ、その状態で待機する。
なお、金型4、5の温度が値TLまで下降したことは前記金型温度センサ62の出力に基づいて知ることができる。しかし、金型温度が値TL+ΔTL1からTLまで下降する時間S2は、前記ドライサイクルで実測される時定数から予測することが可能である。そこで、金型温度が値TL+ΔTL1に到達した時点から上記時間S2を計時することによって、金型温度が値TLに到達する時点を認識するようにしても良い。この場合、時間S2は前記タイマーによって計時することができる。
When the mold temperature falls to the value TL, that is, the cooling completed mold temperature value TL, a mold opening command signal is sent from the mold
The fact that the temperature of the
金型再加熱動作:
前記したように、開閉弁53を開いて金型内の熱媒体通路に貯溜していた低温水を高温水により排出する。そして、高温水が低温水に置換わった時点で、開閉弁54を開くとともに、低温水配管35の開閉弁55を閉じる。これにより、高温水の循環供給が続行されて、金型の再加熱工程が進められる。
なお、高温水が低温水に置換わる時点は、前記ドライサイクルで実測される時定数から予測することが可能である。そこで、開閉弁53が開かれてから上記予測時間を前記タイマーで計時することによって上記高温水の置換え完了時点を認識することができる。
Mold reheating operation:
As described above, the open /
Note that the point in time when high temperature water is replaced with low temperature water can be predicted from the time constant measured in the dry cycle. Therefore, the time when the replacement of the high-temperature water is completed can be recognized by measuring the estimated time with the timer after the opening / closing
金型温度制御装置32は、以上の工程における金型温度の実測値を、成形工程の1サイクル毎に、図3の画面の下側部位に表示する。オペレータは、その表示画面に基づいて、射出成形機による樹脂の成形条件が最適となり、かつ、成形サイクルが最短になるように、上記高温水設定値(THW)、低温水設定値(TLW)、加熱オーバーシュート温度補正値(ΔTH)、冷却アンダーシュート温度補正値(ΔTL1)、および高温熱媒体供給開始金型温度補正値(ΔTL2)の設定値を修正する。
The mold
画像表示手段33は、図3の画像表示パネルにおける上部側の画像と下部側の画像とを同じ画面上で切換えて表示することができるように構成しても良い。このようにすれば、画像表示手段33の小型化と低廉化を図ることができる。 The image display means 33 may be configured such that the upper image and the lower image in the image display panel of FIG. 3 can be switched and displayed on the same screen. In this way, the image display means 33 can be reduced in size and cost.
上記実施の形態によれば、上記高温水設定値(THW)、低温水設定値(TLW)、加熱オーバーシュート温度補正値(ΔTH)、冷却アンダーシュート温度補正値(ΔTL1)を適宜に設定することによって、成形サイクルを最短にすることができる。また、画像表示手段33の表示パネルにおいて、成形機の各成形工程に対する金型温度の設定値と実測値とを比較することができるので、最適な金型温度の変化パターンを容易に設定することができる。 According to the above embodiment, the high temperature water set value (THW), cold water setpoint (TLW), heating the overshoot temperature correction value (.DELTA.TH), by setting the cooling undershoot temperature correction value (ΔTL1) appropriate Can minimize the molding cycle. Further, in the display panel of the image display means 33, the set value of the mold temperature for each molding process of the molding machine can be compared with the measured value, so that an optimal mold temperature change pattern can be easily set. Can do.
次に、図5および図6を参照して、本発明に係る金型温度調整装置および金型温度調整方法の第2の実施形態を説明する。
この第2の実施形態では、図1、図2に示す画像表示手段33および設定手段46を省略し、これらの機能を成形機制御装置15の設定表示手段15aに持たせるようにしている。すなわち、設定表示手段15aは、図3に示すようなタッチキー式の画像表示パネルを備え、タッチキー等の操作で第1の表示モードが設定された場合に、この図3に示す画像が表示される。この場合、前記したように成形工程における金型温度の設定位置、タイマーの作動開始位置等をタッチキーで指定することができ、かつ、その指定された位置に対応する温度や時間の設定値を図示していないテンキーで入力することができる。
Next, a second embodiment of the mold temperature adjusting device and the mold temperature adjusting method according to the present invention will be described with reference to FIGS.
In the second embodiment, the image display means 33 and the setting means 46 shown in FIGS. 1 and 2 are omitted, and the setting display means 15a of the molding
この画像表示パネルに表示された金型温度制御条件の設定値は、成形機制御装置15から金型温度制御装置32に転送され、これにより、前記の金型温度の制御が実行される。そして、金型温度の実測値が金型温度制御装置32から成形機制御装置15に転送されて、図3の下段に例示したようにその実測値が画像表示パネルに表示される。
The set value of the mold temperature control condition displayed on the image display panel is transferred from the molding
一方、タッチキー等の操作で第2の表示モードが設定された場合には、画像表示パネルに成形条件を設定するための画像が表示される。この場合、射出圧力、射出速度、保圧速度等の成形条件の設定位置をタッチキーで指定することができ、かつ、その指定された位置に対応する設定値をテンキーで入力することができる。
成形機制御装置15は、上記画像表示パネルに表示された設定値に基づいて、前記型開閉用シリンダ12、型締用シリンダ2a、射出スクリュ7等の駆動油圧を制御し、また、射出圧力等の実測値を画像表示パネルに表示させる。
On the other hand, when the second display mode is set by operating a touch key or the like, an image for setting molding conditions is displayed on the image display panel. In this case, setting positions of molding conditions such as injection pressure, injection speed, and pressure holding speed can be designated with the touch keys, and set values corresponding to the designated positions can be entered with the numeric keys.
The molding
このように第2の実施の形態によれば、上記第1の表示モードを選択することによって、金型温度制御条件の設定値および金型温度の実測値を表示することができ、また、上記第2の表示モードを選択することによって、成形条件の設定値および射出圧力、射出速度等の実測値を表示することができるので、オペレータの作業性の向上を図ることができる。また、金型温度制御装置32に画像表示手段や設定手段を設けなくても良いので、装置コストの低減を図ることができる。
As described above, according to the second embodiment, by selecting the first display mode, the set value of the mold temperature control condition and the actual measured value of the mold temperature can be displayed. By selecting the second display mode, it is possible to display the set values of the molding conditions and the measured values such as the injection pressure and the injection speed, so that the operator's workability can be improved. Further, since it is not necessary to provide image display means and setting means in the mold
4 固定金型
5 可動金型
10 射出ユニット
15 成形機制御装置
15a 設定表示手段
20 型締装置
23 低温水タンク
24 高温水タンク
25 回収タンク
26 低温水ポンプ
28 高温水ポンプ
32 金型温度制御装置
33 画像表示手段
52、53、55 開閉弁
61 水圧調整弁
62 金型温度センサ
63 低温水温度センサ
64 高温水温度センサ
4 fixed
Claims (14)
前記金型の温度を実測する金型温度計測手段と、
前記金型の加熱時に、この金型の温度が所定の樹脂充填開始温度値THから加熱オーバーシュート温度補正値ΔTHを減じた値TH−ΔTHまで上昇した時点で該金型への前記高温熱媒体の供給を停止し、前記金型の冷却時に、この金型の温度が所定の冷却完了型開き開始温度TLに冷却アンダーシュート温度補正値ΔTL1を和した値TL+ΔTL1まで下降した時点で該金型への前記低温熱媒体の供給を停止する金型温度制御手段と、を備え、
前記加熱オーバーシュート温度補正値ΔTHは、前記金型の温度のオーバーシュートが抑制されるように前記高温熱媒体の供給停止時点を規定する予測上昇温度値であり、前記冷却アンダーシュート温度補正値ΔTL1は、前記金型の温度のアンダーシュートが抑制されるように前記低温熱媒体の供給停止時点を規定する予測下降温度値であることを特徴とする金型温度の調整装置。 A mold temperature control device that performs temperature control of a mold by selectively flowing a high-temperature heat medium and a low-temperature heat medium at a predetermined temperature through a heat medium passage provided in the mold,
Mold temperature measuring means for measuring the temperature of the mold;
When the mold is heated, when the temperature of the mold rises from a predetermined resin filling start temperature value TH to a value TH-ΔTH obtained by subtracting the heating overshoot temperature correction value ΔTH, the high-temperature heat medium to the mold When the mold is cooled, when the temperature of the mold falls to a value TL + ΔTL1 obtained by adding a cooling undershoot temperature correction value ΔTL1 to a predetermined cooling completion mold opening start temperature TL, to the mold Mold temperature control means for stopping the supply of the low-temperature heat medium,
The heating overshoot temperature correction value ΔTH is a predicted rise temperature value that defines the supply stop time of the high-temperature heat medium so that overshoot of the mold temperature is suppressed, and the cooling undershoot temperature correction value ΔTL1 Is a predicted temperature drop value that defines the supply stop point of the low-temperature heat medium so that undershooting of the mold temperature is suppressed.
成形工程における前記金型温度制御条件を表示し、かつ、実成形工程における前記金型の実測温度変化を表示する表示手段と、
を更に備えることを特徴とする請求項1に記載の金型温度の調整装置。 The temperature of the high-temperature heat medium, the temperature of the low-temperature heat medium, the resin filling start temperature TH, the heating overshoot temperature correction value ΔTH, the cooling completion mold opening start temperature TL, the cooling undershoot temperature correction value ΔTL1, and the high Mold temperature control condition setting means for setting the heating medium supply start temperature ΔTL2 as a mold temperature control condition;
Display means for displaying the mold temperature control conditions in the molding process, and displaying the actual temperature change of the mold in the actual molding process;
The mold temperature adjusting device according to claim 1, further comprising:
前記金型の温度を実測するステップと、Measuring the temperature of the mold;
前記金型の加熱時に、この金型の温度が所定の樹脂充填開始金型温度値THから加熱オーバーシュート温度補正値ΔTHを減じた値TH−ΔTHまで上昇した時点で該金型への前記高温熱媒体の供給を停止するステップと、When the mold is heated, when the temperature of the mold rises to a value TH−ΔTH obtained by subtracting the heating overshoot temperature correction value ΔTH from a predetermined resin filling start mold temperature value TH, the high temperature applied to the mold is increased. Stopping the supply of the heating medium;
前記金型の冷却時に、この金型の温度が所定の冷却完了金型温度TLに冷却アンダーシュート温度補正値ΔTL1を和した値TL+ΔTL1まで下降した時点で該金型への前記低温熱媒体の供給を停止するステップと、を含み、At the time of cooling the mold, supply of the low-temperature heat medium to the mold when the temperature of the mold drops to a value TL + ΔTL1 obtained by adding a cooling undershoot temperature correction value ΔTL1 to a predetermined cooling completion mold temperature TL And a step of stopping
前記加熱オーバーシュート温度補正値ΔTHは、前記金型の温度のオーバーシュートが抑制されるように前記高温熱媒体の供給停止時点を規定する予測上昇温度値であり、前記冷却アンダーシュート温度補正値ΔTL1は、前記金型の温度のアンダーシュートが抑制されるように前記低温熱媒体の供給停止時点を規定する予測下降温度値であることを特徴とする金型温度の調整方法。The heating overshoot temperature correction value ΔTH is a predicted rise temperature value that defines the supply stop time of the high-temperature heat medium so that overshoot of the mold temperature is suppressed, and the cooling undershoot temperature correction value ΔTL1 Is a predicted temperature drop value that defines the supply stop point of the low-temperature heat medium so that undershoot of the mold temperature is suppressed.
成形工程における基準金型温度曲線上に前記金型温度制御条件を付記してなる第1の画像を表示手段に表示し、かつ、実成形工程における前記金型の実測温度変化を示す第2の画像を前記表示手段に表示するステップと、 A second image showing a change in the measured temperature of the mold in the actual molding process is displayed on the display means with a first image formed by adding the mold temperature control condition on the reference mold temperature curve in the molding process. Displaying an image on the display means;
を更に含むことを特徴とする請求項8に記載の金型温度の調整方法。The method for adjusting a mold temperature according to claim 8, further comprising:
Priority Applications (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004148549A JP4549733B2 (en) | 2004-05-19 | 2004-05-19 | Mold temperature adjusting device and adjusting method |
| TW094100853A TWI248863B (en) | 2004-02-12 | 2005-01-12 | Apparatus and method for mold temperature adjustment, and mold temperature control unit |
| KR1020050005162A KR100718414B1 (en) | 2004-02-12 | 2005-01-19 | Mold temperature adjusting apparatus and method of the same, heat recovery tank, and mold temperature controlling apparatus |
| AT07104015T ATE431234T1 (en) | 2004-02-12 | 2005-01-27 | DEVICE AND METHOD FOR TEMPERATURE CONTROL OF A MOLDING TOOL |
| EP05100542A EP1563975B1 (en) | 2004-02-12 | 2005-01-27 | Apparatus and method for mold temperature adjustment, and mold temperature control unit |
| DE602005014492T DE602005014492D1 (en) | 2004-02-12 | 2005-01-27 | Apparatus and method for controlling the temperature of a mold |
| EP07104015A EP1790449B1 (en) | 2004-02-12 | 2005-01-27 | Apparatus and method for mold temperature adjustment |
| DE602005003684T DE602005003684T2 (en) | 2004-02-12 | 2005-01-27 | Apparatus and method for controlling the temperature of a mold, and temperature control unit of a mold |
| AT05100542T ATE380638T1 (en) | 2004-02-12 | 2005-01-27 | DEVICE AND METHOD FOR TEMPERATURE CONTROL OF A MOLDING TOOL, AND TEMPERATURE CONTROL UNIT OF A MOLDING TOOL |
| US11/045,113 US7323127B2 (en) | 2004-02-12 | 2005-01-31 | Mold temperature adjusting method |
| CN2007100014324A CN1994717B (en) | 2004-02-12 | 2005-02-01 | Apparatus and method for mold temperature adjustment |
| CNB2005100064381A CN100430206C (en) | 2004-02-12 | 2005-02-01 | Apparatus and method for mold temperature adjustment, and mold temperature control unit |
| KR1020060093164A KR100676566B1 (en) | 2004-02-12 | 2006-09-25 | Mold temperature adjusting apparatus and method of the same |
| US11/708,561 US7527756B2 (en) | 2004-02-12 | 2007-02-21 | Mold temperature adjusting apparatus/method and mold temperature control unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004148549A JP4549733B2 (en) | 2004-05-19 | 2004-05-19 | Mold temperature adjusting device and adjusting method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009239265A Division JP4999905B2 (en) | 2009-10-16 | 2009-10-16 | Mold temperature adjusting device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005329577A JP2005329577A (en) | 2005-12-02 |
| JP2005329577A5 JP2005329577A5 (en) | 2009-09-10 |
| JP4549733B2 true JP4549733B2 (en) | 2010-09-22 |
Family
ID=35484546
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004148549A Expired - Lifetime JP4549733B2 (en) | 2004-02-12 | 2004-05-19 | Mold temperature adjusting device and adjusting method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4549733B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010036588A (en) * | 2009-10-16 | 2010-02-18 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | Device for adjusting mold temperature |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5069503B2 (en) * | 2007-06-26 | 2012-11-07 | 三菱重工プラスチックテクノロジー株式会社 | Injection molding system, computer program, injection molding method, injection molding machine |
| JP5250223B2 (en) * | 2007-08-20 | 2013-07-31 | 三菱重工プラスチックテクノロジー株式会社 | Temperature control method and temperature control device for molding die |
| JP4674241B2 (en) * | 2008-01-28 | 2011-04-20 | 小島プレス工業株式会社 | Method for heating molding mold and method for producing resin molded product |
| JP5419364B2 (en) * | 2008-02-28 | 2014-02-19 | 三菱重工プラスチックテクノロジー株式会社 | Injection molding system and injection molding method |
| JP5367286B2 (en) * | 2008-03-25 | 2013-12-11 | 三菱重工プラスチックテクノロジー株式会社 | Mold heating / cooling control method and apparatus |
| JP5335274B2 (en) * | 2008-04-18 | 2013-11-06 | 東洋機械金属株式会社 | Molding machine |
| JP5283431B2 (en) * | 2008-06-05 | 2013-09-04 | 東洋機械金属株式会社 | Molding machine |
| JP4969689B2 (en) * | 2008-10-09 | 2012-07-04 | 三菱重工プラスチックテクノロジー株式会社 | Injection molding apparatus and injection molding method |
| US7993551B1 (en) * | 2008-12-01 | 2011-08-09 | Honda Motor Co., Ltd. | Bypass cooling reduction on high pressure die cast machines |
| JP5374183B2 (en) * | 2009-02-19 | 2013-12-25 | 三菱重工プラスチックテクノロジー株式会社 | Mold manufacturing method, mold division, mold |
| JP5087585B2 (en) * | 2009-04-15 | 2012-12-05 | 三菱重工プラスチックテクノロジー株式会社 | Injection molding method and injection molding apparatus |
| TWI540038B (en) * | 2009-05-07 | 2016-07-01 | Krauss Maffei Tech Gmbh | An injection molding machine, a control device for the injection molding machine, and a method of developing the temperature curve in the control device |
| JP5368884B2 (en) | 2009-06-05 | 2013-12-18 | 株式会社日立産機システム | Heating / cooling control method and apparatus for transfer section in precision hot press apparatus |
| JP5294501B2 (en) * | 2010-08-30 | 2013-09-18 | 株式会社松井製作所 | Mold temperature controller |
| JP5457396B2 (en) * | 2011-04-14 | 2014-04-02 | 日精樹脂工業株式会社 | Temperature distribution correction device for injection molding machines |
| CN114322469A (en) * | 2021-12-14 | 2022-04-12 | 洛阳双瑞特种装备有限公司 | Multi-heat-source tobacco drying system |
| CN116476347B (en) * | 2023-06-21 | 2023-08-18 | 湖南中能温控科技有限公司 | Intelligent electrothermal die temperature controller |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08508217A (en) * | 1993-03-26 | 1996-09-03 | クンストシュトッフテヒニク・エフ・ウー・ハー・リーゼルマン・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | Method and apparatus for controlling mold temperature for processing synthetic resin |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2559651B2 (en) * | 1991-12-26 | 1996-12-04 | 花王株式会社 | Injection molding control method and apparatus |
-
2004
- 2004-05-19 JP JP2004148549A patent/JP4549733B2/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08508217A (en) * | 1993-03-26 | 1996-09-03 | クンストシュトッフテヒニク・エフ・ウー・ハー・リーゼルマン・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | Method and apparatus for controlling mold temperature for processing synthetic resin |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010036588A (en) * | 2009-10-16 | 2010-02-18 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | Device for adjusting mold temperature |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005329577A (en) | 2005-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4549733B2 (en) | Mold temperature adjusting device and adjusting method | |
| KR100676566B1 (en) | Mold temperature adjusting apparatus and method of the same | |
| KR101110987B1 (en) | Injection molding system, computer readable recording media, method of injection molding, and injection molding machine | |
| US20110210461A1 (en) | Injection molding device and injection molding method | |
| CN110997274B (en) | Method and device for variable mold temperature tempering of injection molding molds | |
| KR100848865B1 (en) | Heating and cooling system and heating and cooling method of mold for thermal press or injection molding | |
| JP4999905B2 (en) | Mold temperature adjusting device | |
| KR100782309B1 (en) | Forming machine and its temperature controlling method | |
| JP4994916B2 (en) | Injection molding machine and injection molding method | |
| JPWO2017171044A1 (en) | Injection molding machine | |
| EP3778182A1 (en) | Mold system | |
| EP4067045A1 (en) | Injection molding machine, control device for injection molding machine, and control method | |
| CN104070653B (en) | Injection molding machine | |
| JP7528005B2 (en) | Injection molding machine | |
| KR19990010600A (en) | Mold temperature automatic control system | |
| JP5087585B2 (en) | Injection molding method and injection molding apparatus | |
| KR100401157B1 (en) | System for controlling temperature at die casting | |
| JP2000141012A (en) | Mold clamping force adjustment method for molding machine | |
| JP6889748B2 (en) | Cooling control method of press equipment and press equipment | |
| JP3605499B2 (en) | Mold temperature control device | |
| US20230398725A1 (en) | Injection molding machine and control device of injection molding machine | |
| JPH03187721A (en) | Control of mold temperature | |
| CN112638616A (en) | Injection molding machine | |
| JPH0299311A (en) | Method and device for mold temperature adjusting | |
| JPH05253938A (en) | Mold temperature adjusting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040928 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20051222 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20051222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060324 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060324 |
|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20070314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100702 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4549733 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |