JP4536256B2 - スラット付きコリメータ - Google Patents
スラット付きコリメータ Download PDFInfo
- Publication number
- JP4536256B2 JP4536256B2 JP2000546100A JP2000546100A JP4536256B2 JP 4536256 B2 JP4536256 B2 JP 4536256B2 JP 2000546100 A JP2000546100 A JP 2000546100A JP 2000546100 A JP2000546100 A JP 2000546100A JP 4536256 B2 JP4536256 B2 JP 4536256B2
- Authority
- JP
- Japan
- Prior art keywords
- collimator
- collimating
- longitudinal
- collimating elements
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000005855 radiation Effects 0.000 claims description 99
- 239000011347 resin Substances 0.000 claims description 55
- 229920005989 resin Polymers 0.000 claims description 55
- 230000001154 acute effect Effects 0.000 claims description 11
- 239000002131 composite material Substances 0.000 claims description 7
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000013011 mating Effects 0.000 claims description 3
- 238000003786 synthesis reaction Methods 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 description 34
- 238000000576 coating method Methods 0.000 description 34
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 8
- 239000007788 liquid Substances 0.000 description 7
- 108091006146 Channels Proteins 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- 238000007605 air drying Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 238000005273 aeration Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000010125 resin casting Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
Landscapes
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Paper (AREA)
Description
発明の分野
本発明は樹脂枠組を含む抄紙ベルトの製造方法および製造装置に関するものである。さらに詳しくは本発明は、このような樹脂枠組を製造するために感光性樹脂を硬化するために使用される減算コリメータに関するものである。
【0002】
発明の背景
一般に抄紙工程は数段階を含む。抄紙繊維の水性分散体は、初期脱水と繊維再配置が起きる長網式ワイヤ、または2枚ワイヤ抄紙機のような多孔性部材上で初期ウエブの形に形成される。
【0003】
通気空気乾燥法においては、初期脱水の後に、初期ウエブが、通気性偏向用部材を含む通気空気乾燥ベルトに移送される。偏向用部材(以下、偏向部材ともいう。)は、複数の偏向用導管(以下、偏向導管ともいう。)を有するパタン付き樹脂枠組を含み、これらの偏向導管を通して空気が差圧のもとに流れる。樹脂枠組は織成強化構造体に対して接合され、この強化構造体から外側に延在する。初期ウエブ中の抄紙用繊維が偏向導管の中に偏向され、これらの偏向導管を通して水が除去されて中間ウエブが形成される。次に、得られた中間ウエブを最終乾燥段階で乾燥し、この最終乾燥段階において樹脂枠組と整合したウエブの部分が刻印されて多区域構造体を形成する。
【0004】
強化構造体と樹脂枠組とを備えた通気空気乾燥抄紙ベルトは1985年4月30日発行のジョンソン等の米国特許第4,514,345号明細書、1985年7月9日発行のトロクハンの米国特許第4,528,239号明細書、1985年7月16日発行のトロクハンの米国特許第4,529,480号明細書、1987年1月20日発行のトロクハンの米国特許第4637.859号明細書、1994年8月2日発行のトロクハン等の米国特許第5,334,289号明細書に記載されている。通気空気乾燥抄紙ベルトの好ましい構造体を示す目的で前記の各特許を参照として本明細書を取込んでいる。このようなベルトは、バウンティ(Bounty)(登録商標)紙タオルおよびチャーミン・ウルトラ(Charmin Ultra)(登録商標)トイレ・ティシュなどの商業的に成功した製品の製造に使用され、これらの両製品は本譲り受け人によって製造され市販されている。
【0005】
現在、通気空気乾燥式抄紙ベルトの樹脂枠組は、感光性樹脂を所望のパタンに従ってUV放射によって硬化する段階を含む方法によって製造される。ここに引例とする1996年5月7日発行のトロクハン等の米国特許第5,514,523号明細書は、光透過差技術を使用して抄紙ベルトを製造する方法を開示している。このようなベルトを製造するために、液状感光性樹脂のコーティングが強化構造体に対して加えられる。次に、不透明区域と透明区域が所定のパタンを画成するようにしたマスクが塗被物とUV光線などの放射線源との間に配置される。この放射線源からマスクを通してUV放射線に液状感光性樹脂の塗被物を暴露することによって硬化が実施される。代表的には、硬化用放射は、放射線源からの直接放射と、断面方向に見た場合に楕円形および/または放物線形またはその他の形状を有する反射面からの反射放射とを含む。マスクの透過性区域を通過する硬化用UV放射線が、暴露区域中の樹脂を硬化し(すなわち固化)して、強化構造体から突出したナックルを形成する。マスクの不透明区域に対応する非暴露区域は硬化されないままで(すなわち液状に)留まり、次に除去される。
【0006】
放射線の入射角度は、抄紙ベルトの導管の壁体のテーパの有無に対して大きな影響を与える。放射線が大きな平行性を有するほど、導管の壁体のテーパが小さくなる(またはさらに垂直に近くなる)。導管が垂直になるほど、より大きなテーパの壁体を有する抄紙ベルトと比較して、その抄紙ベルトの与えられたナックル区域における通気度が高くなる。
【0007】
代表的には、硬化用放射線の入射角を制御して、所望区域における光感光性樹脂の硬化を促進しまた仕上がり抄紙ベルトの壁体の中に所望のテーパ角度を得るため、硬化用放射線がコリメートされる。放射線の入射角度を制御する1つの手段は減算コリメータである。減算コリメータは実際上、所望の方向以外の方向のUV放射線を阻止する角度分配フィルタである。先に引用しここに引例とする米国特許第5,514,523号明細書は減算コリメータを使用する抄紙ベルトの製造法を開示している。先行技術の一般的減算コリメータは、硬化用放射線が所望方向に通過することのできる複数のチャンネル系列を備えた暗色で非反射性で好ましくは黒色の構造体を有す。先行技術のコリメータのチャンネルは縦方向と横方向において比較可能のサイズを有し、また縦方向と横方向において個々別々である。
【0008】
先行技術の減算コリメータは放射線を所望の方向に配向するのに役立つが、硬化される感光性樹脂に到達する放射線エネルギー全体が、減算コリメータにおけるこのエネルギーの損失の故に減少される。ところで、このような損失、特に縦方向におけるコリメーション硬化用放射線の損失を低減できることが発見された。抄紙ベルトが製造工程中に縦方向に移動されるのであるから、硬化用放射線が感光性樹脂に到達するとき通過するアパーチュアの縦方向サイズを制御することにより、硬化用放射線を縦方向においてコリメートすることが実現可能である。さらに、反射面の楕円形または放物面の全体形状は硬化用放射線の少なくとも反射部分を縦方向において十分高度にコリメートすることが可能である。しかし横方向における硬化用放射線のコリメーションはアパーチュアの横方向サイズの調整によって制御できない。これは単に、アパーチュアの横方向サイズが製造されるベルトの幅以上でなければならないことによる。また楕円形および放物面の反射面は、横方向ではなく主として縦方向において硬化用(反射)放射線の角度分布を変更するように設計されている。従って、横方向におけるコリメーションの必要レベルを保持しながら縦方向における放射線のコリメーションに起因する放射線損失を低減させることによって、ベルト製造全工程の硬化用放射線出力と効率が著しく増大される。
【0009】
従って、本発明の目的は樹脂枠組を有する抄紙ベルトを製造するため感光性樹脂を硬化する方法において使用される新規な減算コリメータにおいて、硬化エネルギーの損失を著しく低減させるコリメータを提供することである。
【0010】
本発明の他の目的は、縦方向における硬化用放射線のコリメーションを横方向における硬化用放射線のコリメーションと切り離すように設計された新規なスラット付きコリメータを提供することである。
【0011】
また本発明の目的は、本発明のこのようなスラット付きコリメータを使用して感光性樹脂を硬化する改良法を提供することである。
【0012】
発明の概要
本発明の減算スラット付きコリメータは、縦方向における硬化用放射線の減算コリメーションを減少させながら横方向における硬化用放射線の減算コリメーションの必要程度を保持して、硬化エネルギーの損失を実質的に低減させることを可能とする。
【0013】
本発明の代表的実施例においては、幅を有する樹脂状塗被物の形の液状感光性樹脂が縦方向とこの縦方向に対して垂直な横方向とを有する加工面の上に支承される。液状感光性樹脂の硬化を引き起す波長範囲内に主としてある放射線を提供するべく硬化用放射線源が選択される。コリメータがこの硬化用放射線源と硬化される感光性樹脂との間に配置される。好ましくは感光性樹脂のコーティングが縦方向に走行する。
【0014】
好ましい実施態様において、本発明のコリメータはフレームと、このフレームによって支承された複数の相互に平行なコリメーティング要素またはスラットとを含む。好ましくは各コリメーティング要素は均一厚さを有し、またフレームによって画成される開放区域の中においてすべてのコリメータ要素が同一厚さを有する。フレームによって画成される開放区域の中においてコリメーティング要素は横方向に、好ましくは相互に一定間隔で離間される。相互に平行なまた横方向において等間隔のコリメーティング要素が好ましいが、本発明は相互に平行でなくまた/あるいは横方向において等間隔に配置されていないコリメーティング要素を考慮する。
【0015】
フレームは、硬化用放射線が所定のパタンに従って感光性樹脂を硬化するため硬化用放射線が通過して感光性樹脂に到達することのできる開口区域(以下、開放区域ともいう。)を画成する。フレームにより画成されるこの開放区域は(横方向に測定される)幅と(縦方向に測定される)長さとを有する。好ましくは、開放区域の幅は硬化される樹脂状塗被物の幅と同等またはこれ以上とする。好ましくは、複数のコリメーティング要素がそれぞれ樹脂状塗被物の表面に対して実質的に垂直となるように開放区域の中に配置される。本明細書においてコリメーティング要素は、平面図に見てフレームによって画成される開放区域の中において所定の1方向に配向され実質的に硬化用放射線を吸収するように設計された個別要素と定義される。好ましくは各コリメーティング要素は樹脂状塗被物の面に対して実質的に垂直にその形状と位置を保持することができる比較的薄い、放射線非透過性のまた実質的に非反射性のシートからなる。
【0016】
2つずつの相互隣接コリメーティング要素がそれらの間に縦方向間隙と横方向間隙とを有する。2つの隣接コリメーティング要素が横方向に離間されるピッチは、これらのコリメーティング要素の横方向間隙と、各コリメーティング要素の厚さの横方向への投影との合計である(この横方向投影は本明細書でコリメーティング要素の「横方向厚さ」と定義される)。2つの相互に隣接するコリメーティング要素の間の縦方向間隙はこれらの同一の横方向隣接コリメーティング要素間の横方向間隙より大である。コリメーティング要素と縦方向は相互に鋭角を成し、この鋭角は45゜以下である。好ましくは、しかし必ずしも必要ではないが、すべてのコリメーティング要素は縦方向と同一角度を成す。しかし、相異なるコリメーティング要素が縦方向との間に相異なる鋭角を成す実施態様も可能である。好ましくはコリメーティング要素と縦方向との間に形成される鋭角は1゜乃至44゜の範囲内とする。さらに好ましくはこの鋭角は5゜乃至30゜の範囲内である。最も好ましくは、この鋭角は10゜乃至20゜の範囲内である。
【0017】
好ましい実施態様において、ベルトの製造工程中に樹脂塗被物が縦方向に走行する間に、樹脂塗被物の全幅に渡って分布されたすべての差のある縦方向マイクロ区域(すなわち、縦方向に走行する差のあるマイクロ区域)が同一量の硬化用放射線を受けるようにコリメーティング要素が配置される。そのために、樹脂塗被物が硬化用放射線の下を縦方向に一定速度で移動する際に、硬化されている各縦方向マイクロ区域が、同一時間、コリメーティング要素によって硬化性放射線から遮断される。
【0018】
各コリメーティング要素は第1末端とこの第1末端の反対側の第2末端とを有する。第1末端と第2末端はフレームに隣接し、また好ましくはフレームがこれらの末端を支承することによって各コリメーティング要素を支承する。好ましい実施態様において、1つのコリメーティング要素の第1末端が縦方向において他のコリメーティング要素の第2末端と整列するように、これらのコリメーティング要素が開放区域の中に配置される。好ましい実施態様においては、コリメーティング要素と縦方向との間に形成される鋭角と、開放区域の長さと、コリメーティング要素が横方向において相互に離間されるピッチとの間の相互関係は全体として下記の等式によって表わされる:鋭角のタンジェント=ピッチ×整数÷開放区域の長さ。
【0019】
本発明のコリメータは、硬化用放射線の縦方向コリメーションより大きな横方向コリメーションを与える。本発明のコリメータは、縦方向と横方向の硬化用放射線の示差コリメーションを成すことによって、縦方向コリメーションと横方向コリメーションを効果的に切離す。
【0020】
本発明の詳細な説明
本発明のコリメータ10は抄紙ベルトの製造工程において感光性樹脂を硬化させるために効果的に使用することができる。このような抄紙ベルトは「発明の背景」において引用された二、三の特許に記載されている。
【0021】
図1は感光性樹脂を含有する抄紙ベルトの本発明による製造工程の一部を概略図示する。図1において樹脂塗被物の形の液状感光性樹脂20が加工面25によって支承されている。加工面25は実質的に平坦な形状(図示されていない)を有することができる。あるいはまた加工面25は図1に図示のように湾曲させることができる。ここに引用する米国特許第4,514,345号、第5,098,522号、第5,275,700号および第5,364,504号は補強構造体の上にまた補強構造体を通して感光性樹脂を流延し次にマスクを通して樹脂を硬化用放射線に暴露することによって抄紙ベルトを製造する工程を記載している。図1において、補強構造体26が成形ユニットによって支承され、この成形ユニットは円筒形加工面25を有するドラム24を含む。ドラム24は、業界公知の従って図示されていない通常手段によって回転させられる。ドラム24の加工面25が樹脂20によって汚されることを防止するため、この加工面25をバリヤフィルムによって被覆することができる。透明区域と不透明区域とを有するマスク28が樹脂状塗被物20に近接配置(以下、並置ともいう。)されて、マスク28の透明区域に対応し従って硬化用放射線から遮蔽されない樹脂20の部分のみを硬化させる。図1に図示の実施態様において、バリヤフィルム27,補強構造体26,感光性樹脂状塗被物20およびマスク28全体が縦方向に一緒に走行する単位体を成す。本明細書において、用語「縦方向」(付図においてMDで示される)は抄紙機によって形成されている抄紙ベルトの流れに対して平行な方向を言う。横方向(付図においてCDで示される)は縦方向に対して垂直で、形成されるベルトの全体面に対して平行な方向を言う。同様に、本明細書において「縦方向」と定義される要素(方向、サイズなど)は縦方向に対して平行な要素(方向、サイズなど)を意味し、また本明細書において「横方向」と定義される要素(方向、サイズなど)は横方向に対して平行な要素(方向、サイズなど)を意味する。
【0022】
硬化用放射線源30は、一般に液状感光性樹脂20の硬化を引き起す波長範囲内に主としてある放射線を出すように選定される。水銀アーク灯、パルス・キセノン灯、無電極ランプ、および蛍光灯など、任意適当な放射線源を使用することができる。放射線の強さおよびその持続時間は暴露区域において必要とされる硬化度に依存する。1997年5月14日出願のトロクハンの同時係属出願番号第08/799,852号、「感光性樹脂の硬化のために平行放射線を発生する装置」;1997年5月19日出願のトロクハン等の第08/858,334号、「感光性樹脂の硬化のための制御された放射線の発生装置」、および1997年10月24日出願のトロクハン等のその継続出願、「感光性樹脂の硬化のための制御された放射線の発生装置」をここに引用する。これらの出願は硬化用放射線を実質的に特定方向に指向することのできる装置を開示している。
【0023】
硬化用放射線の強さと硬化用放射線の入射角度は成形されている抄紙ベルトの樹脂枠組の品質にとって重要な作用を及ぼす。本明細書において使用される用語硬化用放射線の「入射角度」は硬化用放射線の方向と硬化されている樹脂表面に対する垂線との成す角度を言う。もし例えば偏向導管を有する抄紙ベルトが成形されている場合、入射角度はこれらの導管の壁体において正確なテーパを形成するために重要である。偏向導管を有する抄紙ベルトは二、三の特許および先の引用特許に開示されている。
【0024】
入射角度は導管の壁体のテーパに対して作用するのみならず、抄紙ベルトの硬化した枠組の通気度に影響する。当業者には明らかなように、硬化用放射線の高度のコリメーションはテーパ度の低い、すなわち「垂直」な壁体を有する導管の形成を容易する。テーパ度の低い導管壁体を有するベルトは、他のすべてのベルト特性を同等として、より大きなテーパ度の導管壁体を有する類似のベルトと比較して通気度が高い。これは与えられた導管面積と樹脂厚さにおいて、比較的小さいテーパ壁体を備えた導管を有するベルトにおいては空気が流れることができるベルトの面積全体がより大になる。
【0025】
工業規模のベルト製造工程においては、樹脂状塗被物20は図1に図示のようにまた前述のように縦方向に走行する。樹脂状塗被物20の縦方向の運動は、縦方向における硬化用放射線の強さの変動を均一化する傾向がある。しかし横方向においては硬化用放射線の強さの均一化は生じない。これは単に感光性樹脂状塗被物が横方向に進行しないことによる。また、硬化用放射線が感光性樹脂に達するために通るアパーチュア40の縦方向サイズは硬化用放射線を縦方向においてコリメートするように効率的に制御することができる。さらに、硬化用放射線の少なくとも反射された部分のコリメーション度を縦方向において制御するため、放射線源30の楕円形または放物線形状の反射面を使用することもできる。
【0026】
従って理論に拘泥するつもりはないが、出願人は縦方向において本発明の減算コリメータを使用して硬化用放射線の縦方向のコリメーションを減少することにより先行技術の減算コリメータを使用する方法と比較して、著しくエネルギーを節約しまた/あるいは硬化用放射線の強さの損失を低減させることができるものと考える。図5と図6に概略図示する先行技術の減算コリメータは全体として複数の区画50を含み、これらの区画は縦方向と横方向において個別でありまた縦方向および横方向において放射線に対して開かれた実質的に同一サイズの面積を有する。従って、先行技術のコリメータは硬化用放射線を縦方向と横方向とにおいて比較的同等にコリメートする。これに対して本発明のコリメータ10は硬化用放射線の縦方向コリメーションを減少させると同時に、必要程度の横方向コリメーションを保持する。
【0027】
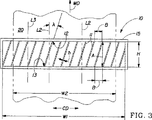
図2と図3において概略的に平面図で図示された好ましいコリメータ10は、複数の相互に平行に配置されたコリメーティング要素11を支承するフレーム15を含む。本明細書において、用語「コリメーティング要素」11は、硬化用放射線を少なくとも部分的に吸収するように設計され、図2、図3および図4に図示のようにフレーム15の中に一定方向に配向された個別の要素を指す。フレーム15は図2と図3において長方形構造として示されているが、所望ならば他の形状を有することができる。フレーム15の主な機能はコリメーティング要素11を下記に説明する位置に支承するにある。図2と図3においてフレーム15は硬化用放射線が感光性樹脂20に到達してこの樹脂20を所定のパタンで硬化させるための開放区域を画成している。フレーム15によって画成される開放区域は横方向幅W1と縦方向間隔Hとを有する。好ましくは幅W1は樹脂状塗被物20の幅W2と同等(図示されていない)またはこれより大(図2および図3)とする。
【0028】
フレーム15によって形成される開放区域の中に複数のコリメーティング要素11が配置される。各コリメーティング要素11は樹脂状塗被物20の面に対して実質的に垂直である。好ましくは各コリメーティング要素11は約37.8°C及至260°C(約100゜F乃至約500゜F)の温度のもとに樹脂状塗被物20の面に対して垂直にその形状を保持することのできる比較的薄い放射線不透過性シートからなる。これらのコリメーティング要素11は硬化用放射線による加熱によって引き起こされる熱膨張を収容するように片寄らされ、緊張されまたは自由直立することができる。また、これらのコリメーティング要素11は、その緊張、片寄りまたはその他の目的からフレーム15のサイズを越えてまた開放区域のサイズを越えて延在することができる。好ましくはこれらの要素11は放射線エネルギーを最大限吸収するため非反射性黒色に塗装する。
【0029】
図2、図3および図4に図示のように、コリメーティング要素11はフレーム15によって形成される開放区域の中に横方向に相互に離間して順次に配置されている。各コリメーティング要素11は1つの特定方向に配向されている。好ましくは、フレーム15によって画成される開放区域の中において任意の隣接の2つのコリメーティング要素が相互に当接しない。各コリメーティング要素11は第1末端12とこの第1末端と反対側の第2末端13とを有する。この場合、第1末端12は縦方向において第2末端よりも先方に配置されている。第1末端と第2末端12、13はフレーム15に対して隣接し、好ましくはフレーム15はこれらのコリメーティング要素11の末端12、13の支承体を成すことによって支承する。所望ならば、これらのコリメーティング要素11は開放区域とフレーム15を越えて延在することができる。従ってこれらの末端12と13は、さらに一般的に、硬化用放射線が感光性樹脂20に達する開放区域の境界とコリメーティング要素11が交差する幾何学的点と定義することができよう。図2と図3に図示の好ましい実施態様において、コリメーティング要素11はフレーム15によって形成される開放区域の中に、一方のコリメーティング要素11の第1末端が下記に詳細に説明するように他のコリメーティング要素11の第2末端13と縦方向において整列するように配置される。
【0030】
図2と図3に示すように、好ましくはコリメーティング要素11は相互に等間隔で離間される。相互に隣接する2つごとのコリメーティング要素11は相互間に縦方向間隙Aと横方向間隙Bとを有する。本明細書において、用語「縦方向間隙」とは、フレーム15の内部において2つの隣接コリメーティング要素11の間の縦方向に測定された間隔を意味する。また用語「横方向間隙」とは、フレーム15の中の2つの隣接コリメーティング要素11の間において横方向に測定された間隔を意味する。フレーム15の中において相互に平行に等間隔で配置されたコリメーティング要素11を収容する図2と図3に図示のコリメータ10の好ましい実施態様において、横方向間隔Bは一定である。しかし本発明は下記に詳細に説明するように相互に不等間隔で離間されまたは相互に平行でないように配置されたコリメーティング要素11を有するコリメータ10を考慮することができる。相互に平行でない2つのコリメーティング要素間の横方向間隔は、図4について説明すれば、2つの隣接不平行コリメーティング要素11の第1末端12の間の第1間隔B12と、同一の隣接不平行コリメーティング要素11の第2末端13の間の第2間隔B13との計算平均値と定義される(図4においてはコリメーティング要素11aと11bおよびコリメーティング要素11cと11dの末端間の間隔として表示)。
【0031】
本発明によれば、フレーム15の中において縦方向間隔Aは横方向間隔Bより大である。コリメーティング要素11と縦方向は相互に鋭角λをなし、この鋭角λは45゜以下である。この構造の硬化用放射線のコリメーティング度は横方向よりも縦方向において大である。縦方向と横方向における硬化用放射線のコリメーション度が相違することにより、本発明のコリメータ10は縦方向コリメーションを横方向コリメーションから効果的に分離することができる。
【0032】
コリメーティング要素は図2と図3に図示のように平坦である必要はないことを注意しよう。本発明は、図4に図示のような湾曲したコリメーティング要素11cを使用する場合を含む。湾曲コリメーティング要素11cは、この湾曲コリメーティング要素の第1末端12と第2末端13とを結ぶ線に対して平行な方向に配向される。湾曲コリメーティング要素の場合、鋭角λは縦方向と、この湾曲コリメーティング要素の第1末端12と第2末端13とを結ぶ線との成す角度(図4においてλc)と定義される。
【0033】
図2と図3に示す本発明のコリメータ10の好ましい実施態様において、塗被物20の幅W2全体に分布されたこの樹脂状塗被物20のすべてのマイクロ区域(すなわち、縦方向マイクロ区域)がベルトの製造工程中に樹脂状塗被物20が縦方向に走行する際にすべて同等の硬化用放射線を受けるように、コリメーティング要素11が配置されている。これを説明するために図2と図3においては、ダッシュ線L1は樹脂状塗被物20の任意に選定されたマイクロ区域の一例を示し、またダッシュ線L2は樹脂状塗被物20の任意に選定されたマイクロ区域の他の例を示す。これらの別々の2つのマイクロ区域L1とL2は相互に平行であって横方向に離間している。樹脂状塗被物20が縦方向に移動する場合、各線L1とL2は同一回数だけコリメーティング要素11を切る。図2において、各線L1とL2は要素11を2回ずつ切る。また図3において、各線L1とL2は要素11を一回切る。樹脂状塗被物20の速度が一定ですべてのコリメーティング要素11が同一厚さhを有する場合(図3)、塗被物20のマイクロ区域L1はマイクロ区域L2と同一時間だけ硬化用放射線から遮蔽される。従って、樹脂状塗被物20が同一速度で縦方向に移動する場合、両方のマイクロ区域L1とL2はコリメータ20の開放区域中において同一量の硬化用放射線を受ける。同様に当業者には明かなように、樹脂状塗被物20が縦方向に一定速度で進行する際に、樹脂状塗被物20の幅W2全体に横方向に配置された任意数のマイクロ区域がそれぞれコリメータ10の開放区域の中で同一量の放射線を受ける。
【0034】
図2において、コリメーティング要素11の第1端部12は、横方向に離間された2つ目のコリメーティング要素11の第2末端13と縦方向に整列する。図3において、コリメーティング要素11の第1末端12は、横方向に離間された隣接コリメーティング要素11の第2末端と縦方向に整列する。これら2つの構造の差違をさらに包括的に説明すれば、図2と図3において線L3が図示されている。線L3は、2つの別々のコリメーティング要素11の相互に縦方向に整列した2つの反対側末端12,13を相互に連結して1つの縦方向マイクロ区域を代表する縦方向「境界線」である。コリメーティング要素11の厚さhはフレーム15の全体サイズW1およびHと比較して小であるので、線L3はその両端12,13において要素11を切る時、各線L1とL2が硬化用放射線から遮蔽されるのと同様に、切られたコリメーティング要素11の等しい合成縦方向投影厚さによって硬化用放射線から遮蔽される。本発明の好ましい実施態様において、開放区域を通して走る任意の縦方向線はコリメーティング要素11の等しい合成縦方向投影厚さと交わる。樹脂状塗被物20が一定速度で縦方向に走行する際に、マイクロ区域L1,L2,L3によって受けられる硬化用放射線の合成量は樹脂状塗被物20の幅W2全体において同等である。従って、この好ましい実施態様において、コリメーティング要素11の厚さhは横方向における硬化用放射線の同等分布には実際上影響しない。
【0035】
図3Aは好適なコリメータ10の拡大断面を概略図示し、コリメーティング要素11の「合成縦方向投影厚さ」が意味するものを説明する。図3Aにおいて、コリメーティング要素11は相互に平行に等間隔で配置されている。本明細書において「縦方向投影厚さ」とは、コリメーティング要素11の厚さhの縦方向への投影を意味する。言い換えれば縦方向において測定されたコリメーティング要素11の厚さを意味する。同様に、用語「横方向投影厚さ」とは、横方向への厚さhの投影、即ち横方向において測定されたコリメーティング要素11の厚さを言う。図3Aにおいて、各コリメーティング要素は均一な厚さhを有し、コリメーティング要素11の縦方向投影厚さはfで示され、またコリメーティング要素11の横方向投影厚さはgで示される。図3Aにおいて、コリメーティング要素11の第1端部12は隣接コリメーティング要素11の第2端部13と縦方向において整列するので、一方のコリメーティング要素11の第1端部12の横方向投影厚さは他方のコリメーティング要素11の第2端部13の横方向投影厚さと整列する。従ってコリメーティング要素11は相互にピッチP=B+gで同等に離間されている。当業者には明かなように、縦方向投影厚さfは厚さhを各λのサインによって割った値に等しい。すなわちf=h/sinλ。また横方向投影厚さgは厚さhを角度λのコサインによって割った値に等しい。すなわちg=h/cosλ。
【0036】
図3Aにおいて、線L4は縦方向において2つの隣接コリメーティング要素11と交わる縦方向マイクロ区域を代表し、この際に縦方向投影厚さfの2つの部分、すなわち一方のコリメーティング要素11の部分f1と、他方のコリメーティング要素11の部分f2とを画定する。部分の合計f1+f2はコリメーティング要素11の合成縦方向投影厚さを画定する。線L5は縦方向において厚さhの1つのコリメーティング要素11のみを切る縦方向マイクロ区域を代表する。図3Aにおいて、線L4とL5はそれぞれ同一の合成縦方向投影厚さと交わり、この投影厚さは単一のコリメーティング要素11の縦方向投影厚さfに等しい。図3Aに図示の実施態様において合成縦方向投影厚さは単一のコリメーティング要素11の縦方向投影厚さfに等しいが、当業者には明かなように他の実施態様においてはこの合成縦方向投影厚さは単一のコリメーティング要素11の縦方向投影厚さfより小(図示されていない)である場合またはより大(図2)である場合がある。例えば図2の実施態様において、合成縦方向投影厚さは縦方向投影厚さの倍、即ち2fに等しい。樹脂状塗被物20の幅W2全体にわたって合成縦方向投影厚さが相異なる実施態様も可能である。例えば1つのコリメーティング要素11の第1末端12が他のコリメーティング要素11の第2末端13と整列しない場合、または単数または複数のコリメーティング要素11が不均一厚さを有する場合には、横方向全体にそって合成縦方向投影厚さが相違するが、これらのいずれの場合も本発明によって考慮される。
【0037】
1つのコリメーティング要素11の第1末端12が隣接コリメーティング要素11の第2末端13と整列させられた図3および図3Aに図示の実施態様においては、角度λ、開放区域の縦方向間隔Hおよび横方向間隙Bの間の相互関係は下記の式によって表わされる:tanλ=(B+g)/H、ここに「tanλ」は角度λのタンジェントである。コリメーティング要素11の第1末端12が2つ目ごとのコリメーティング要素11の第2末端13と整列された図2の実施態様において、角度λ、開放区域の縦方向間隔Hおよび横方向間隙Bの間の相互関係はtanλ=2(B+g)/Hとして表わされる。また当業者には明かなように、コリメーティング要素11の第1末端12が3つ目ごとのコリメーティング要素11の第2末端13と整列された実施態様(図示されていない)においては、同一の依存関係はtanλ=3(B+g)/Hとして表わされる。従って、隣接コリメーティング要素11間の角度λ、開放区域の縦方向間隔Hおよび横方向間隙Bの相互関係は下記の式によって表わされる:tanλ=n(B+g)/H、ここにnは整数である。従って角度λはn(B+g)/Hのアークタンジェントに等しい。好ましい角度λは1゜乃至44゜の範囲内にある。さらに好ましい角度λは5゜乃至30゜の範囲内にある。最も好ましい角度λは10゜乃至20゜の範囲内にある。
【0038】
図2と図3に図示のコリメータ10の実施態様が好ましいが、フレーム15中のコリメータ要素11の他の構造も可能である。例えばコリメータ要素11の第1および第2末端12,13が縦方向に整列しないことが可能である(図示されていない)。さらに後者の実施態様はなおも、縦方向コリメーションと横方向コリメーションとを分離する利点を与え、また特に好ましいコリメータ要素11の厚さがフレーム15の形成する開放区域のサイズと比較して無視できるほどに小さい場合には、縦方向コリメーションを減少させることによってエネルギーを節約できる利点がある。従って、不整列末端12,13の相互干渉による硬化用放射線の強さの変動は樹脂20の表面全体の硬化用放射線の横方向分布に対して著しく影響しないものと考えられる。
【0039】
整列末端12,13を有するコリメーティング要素11を備えたコリメータ10の他の実施態様が可能である。例えば、コリメーティング要素11の一方の末端が横方向に相互に離間された三つ目ごと(四つ目ごと、五つ目ごとなどの)コリメーティング要素11の他方の末端と整列されたコリメータ10(図示されていない)を当業者は容易に想到することができよう。また図2と図3に図示のような平坦なコリメータ要素11が好ましいが、図4に図示のような非平面構造のコリメータ要素をコリメータ10の中に使用することができる。図2と図3の好ましい実施態様においては個別の相互に当接しないコリメーティング要素11以外のコリメーティング要素は備えられていないが、コリメータ10はフレーム15によって画成される開放区域の中に少なくとも1つの追加的な(例えば横方向の)コリメータ要素(図示されていない)を含むことができることを理解されたい。所望ならば、このような追加的コリメータ要素は他のコリメーティング要素11の中間支持体を成しまたはコリメータ10全体を安定させることができる。もちろんこのような追加的コリメーティング要素でなく、例えば横方向ワイヤまたはロッドなどの他の中間支承手段を使用する事もできる。同様に、所望ならば、他のコリメーティング要素11に対して一定角度(例えば垂直)に配置された1つまたは複数のコリメーティング要素を配置する事もできる。コリメータ10の中においてコリメーティング要素11以外のものが使用された場合、相互に縦方向に隣接するコリメーティング要素の縦方向間隔は横方向に相互に隣接するコリメーティング要素間の横方向間隔より大でなければならない。これは本発明により横方向のコリメーション・レベルを高めるためである。
【0040】
前述のように、図2,図3および図3Aに示されたコリメータの実施態様が好ましいのであるが、本発明においてはコリメーティング要素11が相互間に不均一な間隔を有し、また/あるいはコリメーティング要素11と縦方向との間の角度λが相違する実施態様も含まれる。さらに、コリメーティング要素11は湾曲させることができる。一例として、図4は相異なる2つの型のコリメーティング要素11を有するコリメータ10の一部を示し、この場合、平坦なコリメーティング要素11a,11b、11dと、湾曲コリメーティング要素11cとが使用される。コリメーティング要素11aはその間に横方向間隙Baを有し、コリメーティング要素11bはその間に横方向間隙Bbを有し、コリメーティング要素11cはその間に横方向間隙Bcを有し、またコリメーティング要素11dはその間に横方向間隙Bdを有する。角度λa、λb、λcおよびλdはそれぞれ縦方向とコリメーティング要素11a、11b、11cおよび11dとの間に形成される。図4において、角度λa、λb、λcおよびλdは等しくない。また図4において、B12は隣接不平行コリメーティング要素の第1末端12間の横方向間隔を示し、B13は隣接不平行コリメーティング要素の第1末端13間の横方向間隔を示す。前述のように、2つの隣接不平行コリメーティング要素の間の(すなわち、11aと11b、および11cと11dの間の)横方向間隙は間隔B12と間隔B13の平均値として計算される。本発明によれば、縦方向間隙A(例えば図4においてAa,Aab,Ab,Abc,AcおよびAd)は同一ペアのコリメーティング要素11の間の対応の横方向間隙より大である。相異なる縦方向区域を有する抄紙ベルトの製造のためには、不等間隔のまた/あるいは不平行コリメーティング要素を有するコリメータ10を使用することが望ましい場合がある。
【図面の簡単な説明】
【図1】 本発明のスラット付きコリメータを使用する本発明の方法を示す概略側面図。
【図2】 図1の2−2線に沿って取られまた本発明のスラット付きコリメータの好ましい実施態様を示す概略平面図。
【図3】 本発明のスラット付きコリメータの他の好ましい実施態様の概略平面図。
【図3A】 図3の実施態様の概略部分図。
【図4】 本発明のスラット付きコリメータのさらに他の実施態様の概略平面図。
【図5】 複数の個別チャンネルを含む従来技術の減算コリメータの実施態様の概略平面図。
【図6】 複数の個別チャンネルを含む従来技術の減算コリメータの他の実施態様の概略平面図。
Claims (12)
- 加工面(25)上に配置される感光性樹脂(20)を硬化する工程において硬化用放射線源(30)と前記加工面(25)とを組み合せて使用されるコリメータ(10)であって、前記加工面(25)が、前記コリメータ(10)に対して縦方向(MD)に移動するように構成されると共に配置され、且つ前記縦方向(MD)に対して垂直な横方向(CD)を有し、前記硬化用放射線源(30)からの硬化用放射線が、前記縦方向(MD)については平行に角度が揃えられているが前記横方向(CD)については平行に角度が揃えられておらず、前記コリメータ(10)が、前記硬化用放射線が前記感光性樹脂(20)に到達することができて前記感光性樹脂(20)を硬化させるために通過する開放区域の中に相互に前記横方向(CD)に離間して配置された複数の個別のコリメーティング要素(11)を含み、前記コリメーティング要素(11)の各々が、前記加工面(25)に対して垂直であり、
ここで、少なくとも1組の相互に隣接するコリメーティング要素(11)が、前記1組の相互に隣接するコリメーティング要素(11)の間に縦方向間隙(A)と横方向間隙(B)とを形成し、前記縦方向間隙(A)が、前記横方向間隙(B)より大であり、前記コリメーティング要素(11)と前記縦方向(MD)とが、これらの間に1゜乃至44゜の鋭角λを形成することを特徴とするコリメータ(10)。 - 前記コリメーティング要素(11)と前記縦方向(MD)との間の前記角度λが、5゜乃至30゜であることを特徴とする、請求項1に記載のコリメータ(10)。
- 前記コリメーティング要素(11)と前記縦方向(MD)との間の前記角度λが、10゜乃至20゜であることを特徴とする、請求項2に記載のコリメータ(10)。
- 加工面(25)上に配置される感光性樹脂(20)を硬化する工程において硬化用放射線源(30)と前記加工面(25)とを組み合せて使用されるコリメータ(10)であって、前記加工面(25)が、縦方向(MD)に移動するように構成されると共に配置され、且つ前記縦方向(MD)に対して垂直な横方向(CD)を有し、前記硬化用放射線源(30)からの硬化用放射線が、前記縦方向(MD)については平行に角度が揃えられているが前記横方向(CD)については平行に角度が揃えられておらず、前記コリメータ(10)が、前記硬化用放射線が前記感光性樹脂(20)に到達することができて前記感光性樹脂(20)を硬化させるために通過する開放区域の中に相互に前記横方向(CD)に離間して配置された複数の相互に平行なコリメーティング要素(11)を含み、前記コリメーティング要素(11)の各々が、前記加工面(25)に対して垂直であり、
ここで、各組の相互に隣接するコリメーティング要素(11)が、2つの相互に隣接するコリメーティング要素(11)の間に縦方向間隙(A)と横方向間隙(B)とを形成し、前記縦方向間隙(A)が、前記横方向間隙(B)より大であり、前記コリメーティング要素(11)と前記縦方向(MD)とが、これらの間に角度λを形成し、前記角度λが、45°未満であることを特徴とするコリメータ(10)。 - 前記コリメーティング要素(11)が、前記横方向(CD)において等間隔に間隔を置いて配置されることを特徴とする、請求項4に記載のコリメータ(10)。
- 前記開放区域を通る任意の縦方向線が、前記コリメーティング要素(11)のそれぞれ等しい合成縦方向投影厚さを横切ることを特徴とする、請求項5に記載のコリメータ(10)。
- 前記複数の相互に平行なコリメーティング要素(11)を支承するフレームを含むことを特徴とする、請求項1又は4のいずれか1項に記載のコリメータ(10)。
- 加工面(25)上に配置される感光性樹脂(20)を硬化する工程において硬化用放射線源(30)と前記加工面(25)とを組み合せて使用されるコリメータ(10)であって、前記加工面(25)が、縦方向(MD)に連続的に走行するように構成されると共に配置され、且つ前記縦方向(MD)に対して垂直な横方向(CD)を有し、前記硬化用放射線源(30)からの硬化用放射線が、前記縦方向(MD)については平行に角度が揃えられているが前記横方向(CD)については平行に角度が揃えられておらず、前記コリメータ(10)が、
前記放射線源(30)からの前記硬化用放射線が前記感光性樹脂(20)に到達することができて前記感光性樹脂(20)を硬化させるために通過する開放区域を画定するフレームと;
前記開放区域の中に相互に前記横方向(CD)に離間して続けて配置された複数の相互に平行なコリメーティング要素(11)と、前記コリメーティング要素(11)の各々が、第1末端(12)と前記第1末端(12)に反対側の第2末端(13)とを有し、一方の前記コリメーティング要素(11)の第1末端(12)が他方のコリメーティング要素(11)の第2末端(13)と前記縦方向(MD)において整列されるように前記複数のコリメーティング要素(11)が前記開放区域の中に配向され;
を備え、
前記コリメーティング要素(11)が、前記横方向(CD)において相互にピッチPで等間隔に間隔をおいて配置され、前記第1末端(12)が、前記縦方向(MD)において前記第2末端(13)から前記縦方向(MD)の間隔Hで間隔を置いて配置され、
前記縦方向(MD)と前記コリメーティング要素(11)との間に形成される角度λが、アークタンジェントnP/Hに等しく、ここにnが、整数であり、前記角度λが、45°未満であることを特徴とするコリメータ(10)。 - 一方のコリメーティング要素(11)の前記第1末端(12)が、隣接コリメーティング要素(11)の前記第2末端(13)と前記縦方向(MD)において整列されることを特徴とする、請求項8に記載のコリメータ(10)。
- 一方の前記コリメーティング要素(11)の第1末端(12)が、前記横方向(CD)において前記一方のコリメーティング要素(11)から間隔を置いて離れて配置される第2のコリメーティング要素(11)の第2末端(13)と前記縦方向(MD)において整列されることを特徴とする、請求項8に記載のコリメータ(10)。
- 前記複数のコリメーティング要素(11)の少なくとも1つが、非平面構造を有することを特徴とする、請求項1、4、又は8のいずれか1項に記載のコリメータ(10)。
- 前記開放区域内の任意の縦方向線が、前記コリメーティング要素(11)のそれぞれ等しい合成縦方向投影厚さを横切ることを特徴とする、請求項1、4、又は8のいずれか1項に記載のコリメータ(10)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/065,164 | 1998-04-23 | ||
| US09/065,164 US6210644B1 (en) | 1998-04-23 | 1998-04-23 | Slatted collimator |
| PCT/IB1999/000647 WO1999055961A1 (en) | 1998-04-23 | 1999-04-12 | Slatted collimator |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002513101A JP2002513101A (ja) | 2002-05-08 |
| JP2002513101A5 JP2002513101A5 (ja) | 2006-06-01 |
| JP4536256B2 true JP4536256B2 (ja) | 2010-09-01 |
Family
ID=22060755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000546100A Expired - Fee Related JP4536256B2 (ja) | 1998-04-23 | 1999-04-12 | スラット付きコリメータ |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6210644B1 (ja) |
| EP (1) | EP1073792B1 (ja) |
| JP (1) | JP4536256B2 (ja) |
| KR (1) | KR20010042894A (ja) |
| CN (1) | CN1298464A (ja) |
| AU (1) | AU748185B2 (ja) |
| BR (1) | BR9909863A (ja) |
| CA (1) | CA2328322C (ja) |
| DE (1) | DE69902034T2 (ja) |
| ID (1) | ID26794A (ja) |
| TW (1) | TW451015B (ja) |
| WO (1) | WO1999055961A1 (ja) |
| ZA (1) | ZA200005296B (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7462852B2 (en) * | 2001-12-17 | 2008-12-09 | Tecomet, Inc. | Devices, methods, and systems involving cast collimators |
| WO2002098624A1 (en) * | 2001-06-05 | 2002-12-12 | Mikro Systems Inc. | Methods for manufacturing three-dimensional devices and devices created thereby |
| US7518136B2 (en) * | 2001-12-17 | 2009-04-14 | Tecomet, Inc. | Devices, methods, and systems involving cast computed tomography collimators |
| US7141812B2 (en) * | 2002-06-05 | 2006-11-28 | Mikro Systems, Inc. | Devices, methods, and systems involving castings |
| US7785098B1 (en) | 2001-06-05 | 2010-08-31 | Mikro Systems, Inc. | Systems for large area micro mechanical systems |
| US6874899B2 (en) * | 2002-07-12 | 2005-04-05 | Eastman Kodak Company | Apparatus and method for irradiating a substrate |
| US6943930B2 (en) * | 2002-09-12 | 2005-09-13 | Eastman Kodak Company | Method and system for fabricating optical film using an exposure source and reflecting surface |
| CA2509416A1 (en) * | 2002-12-09 | 2004-06-24 | Tecomet, Inc. | Densified particulate/binder composites |
| US6844913B2 (en) * | 2003-04-24 | 2005-01-18 | Eastman Kodak Company | Optical exposure apparatus for forming an alignment layer |
| JP4673676B2 (ja) * | 2005-06-10 | 2011-04-20 | シチズン電子株式会社 | バックライト装置 |
| EP2362822A2 (en) | 2008-09-26 | 2011-09-07 | Mikro Systems Inc. | Systems, devices, and/or methods for manufacturing castings |
| US8141388B2 (en) | 2010-05-26 | 2012-03-27 | Corning Incorporated | Radiation collimator for infrared heating and/or cooling of a moving glass sheet |
| US8601757B2 (en) * | 2010-05-27 | 2013-12-10 | Solatube International, Inc. | Thermally insulating fenestration devices and methods |
| US8813824B2 (en) | 2011-12-06 | 2014-08-26 | Mikro Systems, Inc. | Systems, devices, and/or methods for producing holes |
| KR101656832B1 (ko) * | 2014-07-18 | 2016-09-13 | 한국원자력연구원 | 원전연료 감마스캐닝 시스템 테스트용 표준봉 제작을 위한 시준기 및 그 제작방법 |
| US10517775B2 (en) | 2014-11-18 | 2019-12-31 | The Procter & Gamble Company | Absorbent articles having distribution materials |
| US10765570B2 (en) | 2014-11-18 | 2020-09-08 | The Procter & Gamble Company | Absorbent articles having distribution materials |
| EP3023084B1 (en) | 2014-11-18 | 2020-06-17 | The Procter and Gamble Company | Absorbent article and distribution material |
| US9816675B2 (en) | 2015-03-18 | 2017-11-14 | Solatube International, Inc. | Daylight collectors with diffuse and direct light collection |
| EP3271524A4 (en) | 2015-03-18 | 2018-11-21 | Solatube International, Inc. | Daylight collectors with diffuse and direct light collection |
| GB2543755B (en) * | 2015-10-22 | 2020-04-29 | Schlumberger Holdings | Method for producing solid particles |
| WO2017156203A1 (en) | 2016-03-11 | 2017-09-14 | The Procter & Gamble Company | A three-dimensional substrate comprising a tissue layer |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3275820A (en) * | 1963-12-26 | 1966-09-27 | Joseph M Szarkowski | Illuminating system |
| US3697758A (en) * | 1971-04-13 | 1972-10-10 | Melvin J Binks | Pinhole detector with internal light shield assembly |
| US4363176A (en) | 1981-04-10 | 1982-12-14 | Polychrome Corporation | Antibuckling apparatus for lithographic printing plates |
| US5059283A (en) * | 1990-04-12 | 1991-10-22 | The Procter & Gamble Company | Process for solvent delivery of chemical compounds to papermaking belts |
| US5098522A (en) * | 1990-06-29 | 1992-03-24 | The Procter & Gamble Company | Papermaking belt and method of making the same using a textured casting surface |
| FR2751093B1 (fr) * | 1996-07-09 | 1998-11-06 | Lumpp Christian | Dispositif emetteur/reflecteur de rayonnements electromagnetiques, appareil et procede mettant en oeuvre un tel dispositif |
| US5832362A (en) * | 1997-02-13 | 1998-11-03 | The Procter & Gamble Company | Apparatus for generating parallel radiation for curing photosensitive resin |
| KR20010012683A (ko) * | 1997-05-19 | 2001-02-26 | 데이비드 엠 모이어 | 제지 벨트 및 그 제조 방법과, 셀룰로오스 섬유 웹 및 그제조 방법과, 종이 웹 |
| US5962860A (en) * | 1997-05-19 | 1999-10-05 | The Procter & Gamble Company | Apparatus for generating controlled radiation for curing photosensitive resin |
-
1998
- 1998-04-23 US US09/065,164 patent/US6210644B1/en not_active Expired - Lifetime
-
1999
- 1999-04-12 AU AU29528/99A patent/AU748185B2/en not_active Ceased
- 1999-04-12 BR BR9909863-6A patent/BR9909863A/pt not_active IP Right Cessation
- 1999-04-12 CN CN99805356A patent/CN1298464A/zh active Pending
- 1999-04-12 WO PCT/IB1999/000647 patent/WO1999055961A1/en active IP Right Grant
- 1999-04-12 JP JP2000546100A patent/JP4536256B2/ja not_active Expired - Fee Related
- 1999-04-12 CA CA002328322A patent/CA2328322C/en not_active Expired - Fee Related
- 1999-04-12 EP EP99910627A patent/EP1073792B1/en not_active Expired - Lifetime
- 1999-04-12 DE DE69902034T patent/DE69902034T2/de not_active Expired - Lifetime
- 1999-04-12 KR KR1020007011679A patent/KR20010042894A/ko active IP Right Grant
- 1999-04-12 ID IDW20002160A patent/ID26794A/id unknown
- 1999-04-23 TW TW088106539A patent/TW451015B/zh active
-
2000
- 2000-09-29 ZA ZA200005296A patent/ZA200005296B/en unknown
- 2000-11-10 US US09/709,595 patent/US6258516B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1073792B1 (en) | 2002-07-03 |
| EP1073792A1 (en) | 2001-02-07 |
| WO1999055961A1 (en) | 1999-11-04 |
| KR20010042894A (ko) | 2001-05-25 |
| AU748185B2 (en) | 2002-05-30 |
| ZA200005296B (en) | 2002-01-02 |
| CA2328322C (en) | 2006-10-03 |
| DE69902034D1 (de) | 2002-08-08 |
| ID26794A (id) | 2001-02-08 |
| JP2002513101A (ja) | 2002-05-08 |
| CA2328322A1 (en) | 1999-11-04 |
| US6258516B1 (en) | 2001-07-10 |
| BR9909863A (pt) | 2000-12-19 |
| AU2952899A (en) | 1999-11-16 |
| US6210644B1 (en) | 2001-04-03 |
| TW451015B (en) | 2001-08-21 |
| CN1298464A (zh) | 2001-06-06 |
| DE69902034T2 (de) | 2003-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4536256B2 (ja) | スラット付きコリメータ | |
| FI97071B (fi) | Paperinvalmistuksessa käytettävä hihna ja menetelmä sen valmistamiseksi käyttämällä deformoitavaa valupintaa | |
| JP3243102B2 (ja) | 光導波路に回折格子を形成する方法 | |
| JP3145115B2 (ja) | 抄紙ベルトおよび示差光透過技術を使用する抄紙ベルト製造法 | |
| DE69817340T2 (de) | Vorrichtung zum erzeugen einer kontrollierten strahlung für die aushärtung eines lichtempfindlichen harzes | |
| BR9612379A (pt) | Sistema aperfeiçoado para fabricação de produtos de papel absorvente | |
| DE69807198T2 (de) | Vorrichtung zur erzeugung paralleler strahlen für die vernetzung von einer photoempfindlichen harzzusammensetzung | |
| NO178381C (no) | Sammensatt bane omfattende minst to ark absorberende papir | |
| EP1019578B1 (en) | Treatment of industrial fabrics | |
| US9034563B2 (en) | Micro-truss structures having in-plane structural members | |
| KR100922056B1 (ko) | 호모제니저 | |
| MXPA00010278A (es) | Colimador de tablillas | |
| HK1020616A1 (en) | Process for producing a screen printing form and screen printing fabric of a coated screen web | |
| KR100206984B1 (ko) | 위상반전 마스크장치 | |
| CN114026285A (zh) | 缠绕制成的网毯 | |
| TH36925A (th) | สายพานฟอร์อมินัสแบบหลายชั้นกับเส้นใยถักฟูจิทีฟ | |
| JPH04245994A (ja) | 横皺模様紙の製造法 | |
| ITTO960692A1 (it) | Trasparente per luce di segnalazione. | |
| JPH0332762B2 (ja) | ||
| JPH05270120A (ja) | 波線パターン印刷物 | |
| JPS6138910A (ja) | 光フアイバ構造物 | |
| KR960029912A (ko) | 정렬방법 및 이 정렬방법에 사용되는 노광장치 | |
| JPH01116501A (ja) | マイクロレンズアレイの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060329 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100525 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100616 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130625 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |