JP4499181B2 - 金型の急速加熱方法 - Google Patents
金型の急速加熱方法 Download PDFInfo
- Publication number
- JP4499181B2 JP4499181B2 JP2009118934A JP2009118934A JP4499181B2 JP 4499181 B2 JP4499181 B2 JP 4499181B2 JP 2009118934 A JP2009118934 A JP 2009118934A JP 2009118934 A JP2009118934 A JP 2009118934A JP 4499181 B2 JP4499181 B2 JP 4499181B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- channel
- heater unit
- heating medium
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010438 heat treatment Methods 0.000 title claims description 58
- 238000000034 method Methods 0.000 title claims description 55
- 238000005485 electric heating Methods 0.000 claims description 54
- 238000000465 moulding Methods 0.000 claims description 19
- 238000001816 cooling Methods 0.000 claims description 13
- 230000008878 coupling Effects 0.000 claims description 12
- 238000010168 coupling process Methods 0.000 claims description 12
- 238000005859 coupling reaction Methods 0.000 claims description 12
- 230000001681 protective effect Effects 0.000 claims description 3
- 238000007599 discharging Methods 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 37
- 239000002184 metal Substances 0.000 description 13
- 238000005259 measurement Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 238000012546 transfer Methods 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000010137 moulding (plastic) Methods 0.000 description 3
- 239000000088 plastic resin Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7331—Heat transfer elements, e.g. heat pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/04—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7306—Control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7312—Construction of heating or cooling fluid flow channels
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
また、本発明の他の目的は、金型のチャネル内部で加熱された高温の熱を、直接チャネルの表面を介して金型に伝達することができ、成形が完了した後には、前記チャネルの表面を介して金型の温度を直接冷却させることができる、金型の成形方法を提供することにある。
また、本発明のさらに他の目的は、前記金型の急速加熱方法を実現するのに適したヒータユニットを提供することにある。
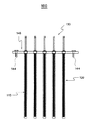
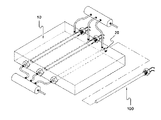
本発明による金型の急速加熱方法は、金型10のチャネル20の内部にヒータユニット100を挿入し、金型10に前記ヒータユニット100を結合させるヒータユニット100の結合段階S210を含む。
本発明において、前記金型10は、電熱媒体が通過するチャネル20と、溶融された成形物が満たされ、所定の形状を成すキャビティ30とを含む。
すなわち、△H=mCv(△T)である。
この時、前記チャネル20の全体積による質量をmch、前記ヒータユニット100の質量をmhu、前記電熱媒体の質量をmhtと言えば、前記電熱媒体の質量mhtは、前記チャネル20の質量mchに比べて非常に少ない量(すなわち、mht=mch−mhu<mch)を有する。
本発明において、金型10の成形段階S240は、前記金型10が前記キャビティ30の内部成形物の成形に必要な所定の温度に到逹すれば、前記金型10によって成形作業を行う。前記成形作業は、通常の方法で行われることができる。例えば、プラスチック樹脂の溶融物を前記注入ユニットと前記流動ランナーを介して前記キャビティ30に充填させ、前記キャビティ30に完全に充填されれば、その内部でプラスチック成形物が所定の形状を成すようにする。
本発明において、金型10の冷却段階S250は、外部で前記流入口12を介して低温の新しい電熱媒体を迅速で且つ継続的に前記チャネル20に投入させることから始まる。この時、前記流入口12及び前記流出口14を開放させ、外部で新しい電熱媒体を前記チャネル20の内部に投入させれば、前記チャネル20の内部に存在した既存の高温電熱媒体を押し出して排出させ、前記新しい低温の電熱媒体が前記チャネル20の内部に入ることによって、前記金型10から高温の熱が前記低温の電熱媒体に伝達される。前記低温の電熱媒体は、高温の熱を吸収すると同時に、前記流出口14を介して外部に排出され、さらに新しい低温の電熱媒体が流入される。
本発明によるヒータユニット100をチャネル20の内部に挿入する。この際、前記チャネル20の内径13mm、前記ヒータユニット100の保護部材120の外径8mm、前記ヒータ110(ヒーティングコイル)の長さ1000mm、前記ヒーティングコイルの容量2000Wで構成し、前記チャネル20の内径とキャビティ30との間の厚さを7mmに形成した。この状態で、前記流入口12を外部の熱媒体供給管62に結合させ、前記流出口14を外部の熱媒体回収管64に結合させ、前記熱媒体供給管62の内部圧力を測定するために圧力センサー55を設置し、前記キャビティ30の表面に温度センサー56を設置し、前記キャビティ30の表面温度を測定した。
前記測定実施例1において、前記チャネル20の内径とキャビティ30との間の厚さを8mmに形成したことを除いて、その残りの条件は、前記測定実施例1と同一にした。
この状態で、前記キャビティ30の表面温度が120℃に到達するまで同一の方式で到達時間を測定したところ、29秒が所要され、その後、さらに冷却水によって前記キャビティ30の表面温度が60℃に到達するまで同一の方式で到達時間を測定したところ、20秒が所要された。
前記測定実施例1において、前記チャネル20の内径とキャビティ30との間の厚さを10mmに形成したことを除いて、その残りの条件は、前記測定実施例1と同一にした。
この状態で、前記キャビティ30の表面温度が120℃に到達するまでの到達時間を同一の方式で測定したところ、37秒が所要され、その後、さらに冷却水によって前記キャビティ30の表面温度が60℃に到達するまでの到達時間を同一の方式で測定したところ、24秒が所要された。
20 チャネル
30 キャビティ
100 ヒータユニット
110 ヒータ
120 保護部材
130 電線部材
140 結合部材
Claims (4)
- 金型(10)のチャネル(20)の内部にヒータユニット(100)を挿入し、前記ヒータユニット(100)を加熱させて前記金型(10)の温度を上昇させる方法であって、
前記金型(10)の前記チャネル(20)の内部に前記ヒータユニット(100)を挿入し、前記金型(10)に前記ヒータユニット(100)を結合させる前記ヒータユニット(100)の結合段階(S210)と、
前記チャネル(20)の内部に連結された流入口(12)を介して前記電熱媒体を前記チャネル(20)の内部に流入させ、前記チャネル(20)の内部に前記電熱媒体が満たされれば、前記チャネル(20)の外部に連結された流出口(14)及び前記チャネル(20)の内部に連結された前記流入口(12)を閉鎖する前記電熱媒体の充填段階(S220)と、
前記チャネル(20)の内部に挿入された前記ヒータユニット(100)を加熱させて前記電熱媒体を高温に上昇させ、前記電熱媒体によって前記金型(10)を高温に上昇させる前記ヒータユニット(100)の加熱段階(S230)と
を含み、
前記ヒータユニット(100)の加熱段階(S230)は、前記チャネル(20)の内部で前記ヒータユニット(100)によって発生させた熱をその周囲の前記電熱媒体にそのまま吸収させ、前記電熱媒体に吸収させた熱をまた前記金型(10)に伝達されるようにすることを特徴とする金型の急速加熱方法。 - 金型用の前記ヒータユニット(100)は、1つの結合部材(140)に対して1つまたは2つ以上のヒータ(110)を備えて形成されることを特徴とする請求項1に記載の金型の急速加熱方法。
- 前記チャネル(20)の内部圧力は、1気圧乃至20気圧の範囲で行われることを特徴とする請求項1に記載の金型の急速加熱方法。
- 請求項1に記載の金型(10)の急速加熱段階と、
前記金型(10)によって成形作業を行う段階(S240)と、
新しい低温の前記電熱媒体が前記チャネル(20)の内部表面と前記ヒータユニット(100)の保護部材(120)の表面との間に存在する狭い隙間を介して迅速に流れ出し、これにより、前記チャネル(20)の高温熱を吸収して排出することにより、前記チャネル(20)の温度を急速に冷却させる前記金型(10)の冷却段階(S250)と、
を含むことを特徴とする金型の成形方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020080058073A KR100888985B1 (ko) | 2008-06-19 | 2008-06-19 | 금형의 급속 가열방법 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010000784A JP2010000784A (ja) | 2010-01-07 |
| JP2010000784A5 JP2010000784A5 (ja) | 2010-04-15 |
| JP4499181B2 true JP4499181B2 (ja) | 2010-07-07 |
Family
ID=40698318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009118934A Active JP4499181B2 (ja) | 2008-06-19 | 2009-05-15 | 金型の急速加熱方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110101565A1 (ja) |
| EP (1) | EP2293911B1 (ja) |
| JP (1) | JP4499181B2 (ja) |
| KR (1) | KR100888985B1 (ja) |
| CN (1) | CN101939149A (ja) |
| WO (1) | WO2009154332A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8360766B2 (en) * | 2008-10-28 | 2013-01-29 | Mitsubishi Heavy Industries Plastic Technology Co., Ltd. | Injection molding machine and injection molding method |
| KR101170354B1 (ko) | 2010-05-28 | 2012-08-01 | 서울과학기술대학교 산학협력단 | 웰드라인 지점의 강도 증가용 금형 |
| KR101307433B1 (ko) * | 2010-12-27 | 2013-09-12 | 조국현 | 사출금형의 온도 제어방법 및 장치 |
| GB201307436D0 (en) | 2013-04-25 | 2013-06-05 | Surface Generation Ltd | Mould tool heat transition management |
| CN103658591B (zh) * | 2013-11-30 | 2017-04-26 | 雄邦压铸(南通)有限公司 | 一种压铸模具温度保持器 |
| KR101788845B1 (ko) * | 2015-03-12 | 2017-10-23 | (주) 천우 | 가온구조를 가지는 사출금형 |
| KR101796455B1 (ko) * | 2015-05-29 | 2017-11-10 | 한국에너지기술연구원 | 예열 가능한 이젝터를 구비하는 사출 금형을 이용한 사출품 제조 방법 |
| CN112062087B (zh) * | 2019-09-17 | 2021-09-03 | 河北氢联新能源科技有限公司 | 一种反应器及其制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09314561A (ja) * | 1996-05-24 | 1997-12-09 | Mitsubishi Electric Corp | 均熱装置 |
| JP2000102958A (ja) * | 1998-09-28 | 2000-04-11 | Mitsuboshi Belting Ltd | 成形用金型 |
| JP2004082458A (ja) * | 2002-08-26 | 2004-03-18 | Tokai Rika Co Ltd | 金型装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3173175A (en) * | 1958-05-09 | 1965-03-16 | Jerome H Lemelson | Molding apparatus |
| US5410132A (en) * | 1991-10-15 | 1995-04-25 | The Boeing Company | Superplastic forming using induction heating |
| JPH06278139A (ja) | 1993-03-26 | 1994-10-04 | Janome Sewing Mach Co Ltd | 簡易型の製造方法及び製造装置 |
| US5461215A (en) * | 1994-03-17 | 1995-10-24 | Massachusetts Institute Of Technology | Fluid cooled litz coil inductive heater and connector therefor |
| US6781100B2 (en) * | 2001-06-26 | 2004-08-24 | Husky Injection Molding Systems, Ltd. | Method for inductive and resistive heating of an object |
| KR20050082485A (ko) * | 2004-02-19 | 2005-08-24 | 주식회사 포텍 | 금형의 열판 및 이를 이용한 친환경적몰드 제조공정 |
-
2008
- 2008-06-19 KR KR1020080058073A patent/KR100888985B1/ko active IP Right Grant
- 2008-10-22 WO PCT/KR2008/006233 patent/WO2009154332A1/en active Application Filing
- 2008-10-22 US US12/997,930 patent/US20110101565A1/en not_active Abandoned
- 2008-10-22 CN CN2008801265498A patent/CN101939149A/zh active Pending
- 2008-10-22 EP EP08874715.9A patent/EP2293911B1/en active Active
-
2009
- 2009-05-15 JP JP2009118934A patent/JP4499181B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09314561A (ja) * | 1996-05-24 | 1997-12-09 | Mitsubishi Electric Corp | 均熱装置 |
| JP2000102958A (ja) * | 1998-09-28 | 2000-04-11 | Mitsuboshi Belting Ltd | 成形用金型 |
| JP2004082458A (ja) * | 2002-08-26 | 2004-03-18 | Tokai Rika Co Ltd | 金型装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100888985B1 (ko) | 2009-03-17 |
| US20110101565A1 (en) | 2011-05-05 |
| WO2009154332A1 (en) | 2009-12-23 |
| JP2010000784A (ja) | 2010-01-07 |
| EP2293911A4 (en) | 2012-04-18 |
| EP2293911B1 (en) | 2016-03-16 |
| EP2293911A1 (en) | 2011-03-16 |
| CN101939149A (zh) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4499181B2 (ja) | 金型の急速加熱方法 | |
| JP4982519B2 (ja) | 冷却水路と伝熱コイルの同軸式構造、及びその冷却水路と伝熱コイルの同軸式構造を備える金型 | |
| KR100975014B1 (ko) | 사출금형의 급속 가열/냉각 장치 및 그 금형온도 제어방법 | |
| CN100372666C (zh) | 合成树脂成型模具及调节模具温度的设备和方法 | |
| CN100445072C (zh) | 射出成型系统 | |
| CN101698320B (zh) | 一种模具加热冷却棒及可实现急冷急热的模具 | |
| CN103552223B (zh) | 一种注塑模具快速加热与冷却方法及系统 | |
| CN201287451Y (zh) | 无痕注塑模具的磁效应加热装置 | |
| KR20070044251A (ko) | 금형장치와 금형용 히터 카트리지 | |
| KR100857264B1 (ko) | 금형온도 제어장치 | |
| CN113523230B (zh) | 一种热流道系统锌合金压铸模 | |
| JP2010000784A5 (ja) | ||
| KR20100052654A (ko) | 급속가열 및 급속냉각 금형구조 | |
| KR20120079368A (ko) | 웰드레스 및 무도장용 사출금형 | |
| GB2321959A (en) | Apparatus for controlling the temperature of a mould | |
| JPH0474620A (ja) | 低圧射出成形用金型 | |
| KR101030595B1 (ko) | 웰드레스 방식의 사출금형 장치 | |
| KR101342049B1 (ko) | 사출성형용 금형의 고온수 공급장치 | |
| KR100628427B1 (ko) | 할로겐 램프를 구비한 성형용 금형 시스템 및 이를 이용한성형방법 | |
| KR20140037323A (ko) | 핫런너 밸브장치 | |
| KR101413042B1 (ko) | 고주파 유도 가열 방식에 의하여 발생하는 증기를 이용한 금형 가열장치 | |
| TW202030073A (zh) | 疊夾碳纖維成型模之昇降溫裝置 | |
| KR101307433B1 (ko) | 사출금형의 온도 제어방법 및 장치 | |
| KR101239958B1 (ko) | 금형장치 | |
| KR101172392B1 (ko) | 히터 카트리지 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100301 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20100301 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20100305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100414 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4499181 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |