JP4497519B2 - 磁気テープ - Google Patents
磁気テープ Download PDFInfo
- Publication number
- JP4497519B2 JP4497519B2 JP2004028791A JP2004028791A JP4497519B2 JP 4497519 B2 JP4497519 B2 JP 4497519B2 JP 2004028791 A JP2004028791 A JP 2004028791A JP 2004028791 A JP2004028791 A JP 2004028791A JP 4497519 B2 JP4497519 B2 JP 4497519B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- powder
- layer
- tape
- magnetic layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000005291 magnetic effect Effects 0.000 title claims description 188
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 131
- 239000002245 particle Substances 0.000 claims description 118
- 239000006247 magnetic powder Substances 0.000 claims description 95
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 90
- 239000000843 powder Substances 0.000 claims description 66
- 239000011324 bead Substances 0.000 claims description 40
- 229910052742 iron Inorganic materials 0.000 claims description 27
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 claims description 16
- 239000000470 constituent Substances 0.000 claims description 16
- 238000004458 analytical method Methods 0.000 claims description 15
- 229910052727 yttrium Inorganic materials 0.000 claims description 14
- 229910052726 zirconium Inorganic materials 0.000 claims description 10
- 229910001337 iron nitride Inorganic materials 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 230000005294 ferromagnetic effect Effects 0.000 claims description 5
- 239000010410 layer Substances 0.000 description 132
- 239000006185 dispersion Substances 0.000 description 40
- 239000003973 paint Substances 0.000 description 32
- 239000011248 coating agent Substances 0.000 description 31
- 238000000576 coating method Methods 0.000 description 31
- 229920005989 resin Polymers 0.000 description 31
- 239000011347 resin Substances 0.000 description 31
- 235000014113 dietary fatty acids Nutrition 0.000 description 25
- 239000000194 fatty acid Substances 0.000 description 25
- 229930195729 fatty acid Natural products 0.000 description 25
- 239000006229 carbon black Substances 0.000 description 23
- 235000019241 carbon black Nutrition 0.000 description 23
- 239000011230 binding agent Substances 0.000 description 20
- 150000004665 fatty acids Chemical class 0.000 description 19
- 239000010408 film Substances 0.000 description 19
- 238000000034 method Methods 0.000 description 19
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 18
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 16
- 230000000694 effects Effects 0.000 description 15
- 229920005749 polyurethane resin Polymers 0.000 description 15
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 14
- 229910052761 rare earth metal Inorganic materials 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 13
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 12
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 12
- 239000004576 sand Substances 0.000 description 12
- 238000011282 treatment Methods 0.000 description 12
- -1 amine salt Chemical class 0.000 description 11
- 230000007423 decrease Effects 0.000 description 10
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 8
- 239000002270 dispersing agent Substances 0.000 description 8
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 8
- 238000004898 kneading Methods 0.000 description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 7
- 239000003431 cross linking reagent Substances 0.000 description 7
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 7
- 235000021355 Stearic acid Nutrition 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000011049 filling Methods 0.000 description 6
- 230000005415 magnetization Effects 0.000 description 6
- 239000002609 medium Substances 0.000 description 6
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 6
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 6
- 239000005056 polyisocyanate Substances 0.000 description 6
- 229920001228 polyisocyanate Polymers 0.000 description 6
- 239000008117 stearic acid Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 238000011109 contamination Methods 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 239000000314 lubricant Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000005245 sintering Methods 0.000 description 5
- 239000011734 sodium Substances 0.000 description 5
- 229920002554 vinyl polymer Polymers 0.000 description 5
- 229910018138 Al-Y Inorganic materials 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229910052684 Cerium Inorganic materials 0.000 description 4
- 235000021314 Palmitic acid Nutrition 0.000 description 4
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 4
- 238000010790 dilution Methods 0.000 description 4
- 239000012895 dilution Substances 0.000 description 4
- UKMSUNONTOPOIO-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O UKMSUNONTOPOIO-UHFFFAOYSA-N 0.000 description 4
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 238000003490 calendering Methods 0.000 description 3
- 239000012461 cellulose resin Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 229920006026 co-polymeric resin Polymers 0.000 description 3
- 239000002612 dispersion medium Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- ZQPPMHVWECSIRJ-MDZDMXLPSA-N elaidic acid Chemical compound CCCCCCCC\C=C\CCCCCCCC(O)=O ZQPPMHVWECSIRJ-MDZDMXLPSA-N 0.000 description 3
- 238000000921 elemental analysis Methods 0.000 description 3
- 238000009775 high-speed stirring Methods 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- MTRJKZUDDJZTLA-UHFFFAOYSA-N iron yttrium Chemical compound [Fe].[Y] MTRJKZUDDJZTLA-UHFFFAOYSA-N 0.000 description 3
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- DEXZEPDUSNRVTN-UHFFFAOYSA-K yttrium(3+);trihydroxide Chemical compound [OH-].[OH-].[OH-].[Y+3] DEXZEPDUSNRVTN-UHFFFAOYSA-K 0.000 description 3
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 2
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 2
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 2
- 235000021357 Behenic acid Nutrition 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical group [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 239000005639 Lauric acid Substances 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 239000000020 Nitrocellulose Substances 0.000 description 2
- 239000005642 Oleic acid Substances 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 229910052772 Samarium Inorganic materials 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052771 Terbium Inorganic materials 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- 239000006230 acetylene black Substances 0.000 description 2
- 229920000800 acrylic rubber Polymers 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 229940116226 behenic acid Drugs 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- GQVCNZBQZKXBMX-UHFFFAOYSA-N butan-2-one;toluene Chemical compound CCC(C)=O.CC1=CC=CC=C1 GQVCNZBQZKXBMX-UHFFFAOYSA-N 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical compound [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- GHVNFZFCNZKVNT-UHFFFAOYSA-N decanoic acid Chemical compound CCCCCCCCCC(O)=O GHVNFZFCNZKVNT-UHFFFAOYSA-N 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000005674 electromagnetic induction Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 239000006232 furnace black Substances 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 238000000462 isostatic pressing Methods 0.000 description 2
- 229910052746 lanthanum Inorganic materials 0.000 description 2
- 239000006249 magnetic particle Substances 0.000 description 2
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000005121 nitriding Methods 0.000 description 2
- 229920001220 nitrocellulos Polymers 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- 235000021313 oleic acid Nutrition 0.000 description 2
- 229910002077 partially stabilized zirconia Inorganic materials 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- GZCRRIHWUXGPOV-UHFFFAOYSA-N terbium atom Chemical compound [Tb] GZCRRIHWUXGPOV-UHFFFAOYSA-N 0.000 description 2
- 239000006234 thermal black Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- 238000001132 ultrasonic dispersion Methods 0.000 description 2
- OYHQOLUKZRVURQ-NTGFUMLPSA-N (9Z,12Z)-9,10,12,13-tetratritiooctadeca-9,12-dienoic acid Chemical compound C(CCCCCCC\C(=C(/C\C(=C(/CCCCC)\[3H])\[3H])\[3H])\[3H])(=O)O OYHQOLUKZRVURQ-NTGFUMLPSA-N 0.000 description 1
- QMMJWQMCMRUYTG-UHFFFAOYSA-N 1,2,4,5-tetrachloro-3-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=C(Cl)C(Cl)=CC(Cl)=C1Cl QMMJWQMCMRUYTG-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- IIZPXYDJLKNOIY-JXPKJXOSSA-N 1-palmitoyl-2-arachidonoyl-sn-glycero-3-phosphocholine Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCC\C=C/C\C=C/C\C=C/C\C=C/CCCCC IIZPXYDJLKNOIY-JXPKJXOSSA-N 0.000 description 1
- NGDQQLAVJWUYSF-UHFFFAOYSA-N 4-methyl-2-phenyl-1,3-thiazole-5-sulfonyl chloride Chemical compound S1C(S(Cl)(=O)=O)=C(C)N=C1C1=CC=CC=C1 NGDQQLAVJWUYSF-UHFFFAOYSA-N 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 229910000873 Beta-alumina solid electrolyte Inorganic materials 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- 239000005632 Capric acid (CAS 334-48-5) Substances 0.000 description 1
- 239000005635 Caprylic acid (CAS 124-07-2) Substances 0.000 description 1
- 239000004215 Carbon black (E152) Chemical group 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 101000606504 Drosophila melanogaster Tyrosine-protein kinase-like otk Proteins 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 241000219146 Gossypium Species 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229910021193 La 2 O 3 Inorganic materials 0.000 description 1
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical group CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 238000004125 X-ray microanalysis Methods 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000003342 alkenyl group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- JZQOJFLIJNRDHK-CMDGGOBGSA-N alpha-irone Chemical compound CC1CC=C(C)C(\C=C\C(C)=O)C1(C)C JZQOJFLIJNRDHK-CMDGGOBGSA-N 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- ULBTUVJTXULMLP-UHFFFAOYSA-N butyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCCC ULBTUVJTXULMLP-UHFFFAOYSA-N 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- TVFDJXOCXUVLDH-UHFFFAOYSA-N caesium atom Chemical compound [Cs] TVFDJXOCXUVLDH-UHFFFAOYSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- QJNYIFMVIUOUSU-UHFFFAOYSA-N chloroethene;ethenyl acetate;furan-2,5-dione Chemical compound ClC=C.CC(=O)OC=C.O=C1OC(=O)C=C1 QJNYIFMVIUOUSU-UHFFFAOYSA-N 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 239000007859 condensation product Substances 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000005347 demagnetization Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000003113 dilution method Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000004210 ether based solvent Substances 0.000 description 1
- OGPBJKLSAFTDLK-UHFFFAOYSA-N europium atom Chemical compound [Eu] OGPBJKLSAFTDLK-UHFFFAOYSA-N 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Chemical group 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- RHZWSUVWRRXEJF-UHFFFAOYSA-N indium tin Chemical compound [In].[Sn] RHZWSUVWRRXEJF-UHFFFAOYSA-N 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 159000000014 iron salts Chemical class 0.000 description 1
- SURQXAFEQWPFPV-UHFFFAOYSA-L iron(2+) sulfate heptahydrate Chemical compound O.O.O.O.O.O.O.[Fe+2].[O-]S([O-])(=O)=O SURQXAFEQWPFPV-UHFFFAOYSA-L 0.000 description 1
- SZQUEWJRBJDHSM-UHFFFAOYSA-N iron(3+);trinitrate;nonahydrate Chemical compound O.O.O.O.O.O.O.O.O.[Fe+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O SZQUEWJRBJDHSM-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 239000005453 ketone based solvent Substances 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 239000000787 lecithin Substances 0.000 description 1
- 229940067606 lecithin Drugs 0.000 description 1
- 235000010445 lecithin Nutrition 0.000 description 1
- 235000020778 linoleic acid Nutrition 0.000 description 1
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- SYSQUGFVNFXIIT-UHFFFAOYSA-N n-[4-(1,3-benzoxazol-2-yl)phenyl]-4-nitrobenzenesulfonamide Chemical class C1=CC([N+](=O)[O-])=CC=C1S(=O)(=O)NC1=CC=C(C=2OC3=CC=CC=C3N=2)C=C1 SYSQUGFVNFXIIT-UHFFFAOYSA-N 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229960002446 octanoic acid Drugs 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- AJCDFVKYMIUXCR-UHFFFAOYSA-N oxobarium;oxo(oxoferriooxy)iron Chemical compound [Ba]=O.O=[Fe]O[Fe]=O.O=[Fe]O[Fe]=O.O=[Fe]O[Fe]=O.O=[Fe]O[Fe]=O.O=[Fe]O[Fe]=O.O=[Fe]O[Fe]=O AJCDFVKYMIUXCR-UHFFFAOYSA-N 0.000 description 1
- MSZYQCNHWFXSAK-UHFFFAOYSA-N oxolane;phosphoric acid Chemical compound C1CCOC1.OP(O)(O)=O MSZYQCNHWFXSAK-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 229920000233 poly(alkylene oxides) Polymers 0.000 description 1
- 229920006290 polyethylene naphthalate film Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000011226 reinforced ceramic Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 229910002076 stabilized zirconia Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- BDHFUVZGWQCTTF-UHFFFAOYSA-M sulfonate Chemical compound [O-]S(=O)=O BDHFUVZGWQCTTF-UHFFFAOYSA-M 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- 239000011882 ultra-fine particle Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- NAWDYIZEMPQZHO-UHFFFAOYSA-N ytterbium Chemical compound [Yb] NAWDYIZEMPQZHO-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images




Landscapes
- Magnetic Record Carriers (AREA)
Description
また、記録密度を大きくするために、記録信号の短波長化とともに、トラックピッチの狭幅化も行われており、再生ヘッドがトラックを正確にトレースできるようにサーボトラックも併用されるシステムが登場している。
磁性粉末の微粒子化にともない、磁性粉末製造時の焼結防止と磁性塗膜の耐久性向上がさらに検討されている。また、磁性層の薄層化にともない、磁性層に添加する無機、有機粉末粒子についても、検討が必要になってきている。
磁性塗膜の耐久性向上のためには、モース硬度4以上の無機粒子を添加することが行われているが、近年では、微粒子磁性粉を分散させるための分散媒体である、ジルコニアビーズからの磨耗粉を耐久性向上のために利用することや、Zr含有微粉末を添加することが提案されている(たとえば、特許文献5〜8)。
本発明は、このような事情に照らし、超微粒子磁性粉末を用い、高記録密度特性にすぐれ、かつ耐久性の良好な磁気テープを提供することを目的としている。
また、本発明は、鉄を主たる構成元素とする磁性粉末が鉄以外の構成元素のひとつとしてYを含む上記構成のMR型ヘッド用の磁気テープ、鉄を主たる構成元素とする磁性粉末が強磁性鉄系金属磁性粉末または窒化鉄系磁性粉末である上記構成のMR型ヘッド用の磁気テープ、磁性層中にジルコニアビーズの摩耗粉として、Zr含有粉末が粒子径50nm未満の粒子として含まれている上記構成のMR型ヘッド用の磁気テープ、磁性層中にLaが含まれ、この元素のESCA分析による含有量が、La/Fe=1〜30at%である上記構成のMR型ヘッド用の磁気テープに係るものである。
鉄を主たる構成元素とする磁性粉末には、焼成、還元時の焼結を防止したり、耐食性を付与するため、Yを代表とする希土類元素を表面に被着させることが行われている。このときの希土類元素の被着量、被着膜の膜厚の均一性が、焼結性、耐食性に影響するだけではなく、磁性塗膜の耐久性、ヘッド磨耗性に影響する。
とくに、MR型ヘッドは、従来の誘導型ヘッドに比べて、使用されるMR素子が軟らかい材料であるため、ヘッド寿命を考慮して、MR素子の部分がわずかに凹んだ特異な設計になっている。このことが逆に、使用時に磁気テープから粉落ち成分が付着し出力の低下の原因になったりする問題を抱えている。
ここで、磁気テープの表面の元素構成は、必ずしも、磁性層全体の元素組成とは一致しない。本発明者らは、磁性層表面の元素組成が、ヘッド汚れと相関があることをはじめて見出した。テープ表面の元素構成を定量するのは、表面から数10Åの深さの元素構成を知ることができるESCAによる元素分析が好ましい。
すなわち、このESCA分析によるYおよびZrの含有量が、Y/Fe=40〜140at%であるのが好ましく、Y/Fe=60〜110at%であるのがより好ましく、Y/Fe=70〜100at%であるのが最も好ましい。また、Zr/Fe=2〜15at%であるのが好ましく、Zr/Fe=3〜13at%であるのがより好ましく、Zr/Fe=4〜11at%であるのが最も好ましい。
また、ESCA分析によるZr/Feの値が2at%未満であると、ジルコニアビーズからの磨耗粉であるZr含有粉末による磁性塗膜の補強効果が小さくなるためか、ヘッド汚れ量が増加し、走行耐久性が低下する。また、Zr/Feの値が15at%を超えると、相対的に塗膜中の磁性粉末の割合が小さくなり、出力が低下する。
ジルコニアビーズからの磨耗粉であるZr含有粉末の粒子径は、50nm未満であるのが好ましく、5〜30nmであるのがさらに好ましい。粒子径がこの範囲であるのが好ましいのは、50nm以上になると磁性粉末の軸比が2以上の針状磁性体粒子の磁性塗膜中での配向性が乱れやすく、磁性粉末の軸比が2未満の粒状磁性体である場合には、磁性粒子の充填性が低下する傾向があるためである。
ESCA分析によるLa/Feの値が、1at%未満ではこのようなLaの効果が得られず、30at%を超えると磁性塗膜表面の研磨性が大きくなりすぎて、ヘッド寿命が短くなる。Laの効果は、とくに磁性粉末が微粒子になるほど大きくなる。
また、上記のESCA分析によるZr/Feの値、Zr含有粉末の粒子径は、ジルコニアビーズを用いた磁性塗料の分散方法、分散条件(とくにジルコニアビーズの粒子径)の選択などにより、制御することができる。
さらに、上記のESCA分析によるLa/Feの値は、磁性粉末に被着(含有)させるLaの量、磁性塗料の分散方法、分散条件などの選択により、またLa2 O3 微粉末の添加の有無や添加量の選択などにより、制御することができる。
まず、特許文献1〜4には、Yなどの希土類元素を含む磁性粉末を用いた磁気記録媒体が開示されている。希土類元素を磁性粉末に含ませる目的は、磁性粉末の形状制御、焼成・還元時の焼結防止、薄くて緻密な酸化被膜の形成などであり、磁気記録媒体のSFDの向上、低ノイズ化、耐食性付与をはかっている。これらの特許文献には、磁性粉末に含ませる希土類元素の好ましい添加量範囲がそれぞれ開示されており、記録特性、耐食性にすぐれた磁性粉末が提案されている。しかし、得られる磁気記録媒体の磁性層表面の希土類元素成分の量については、なんら示されていない。
本発明は、上記の特許文献1〜4と同様に、希土類元素を含む磁性粉末を使用するが、MRヘッドを用いる記録再生装置で走行させた際のMRヘッド表面に付着する磁気テープからの粉落ち成分量を減少させるため、磁性層表面のY/Fe量を規定したものであり、この点で、特許文献1〜4とは明らかに異なっている。
さらに、特許文献6には、磁性層の蛍光X線測定でZr/Fe重量比が0.01〜2%である磁気記録媒体が開示されている。この測定方法による値は、塗膜全体の元素組成を示すもので、本発明の磁性層表面の元素組成とは異なっている。また、この文献に示されるZr/Fe重量比を原子比に換算すると、Zr/Fe=0.006〜1.2at%となり、本発明のZr/Fe=2〜15at%の範囲と異なっている。
また、特許文献7には、磁性層中に平均一次粒径が0.005〜0.2μmであるジルコニア粉末を含有させることが開示されている。しかし、ジルコニアビーズからの磨耗粉ではなく、ジルコニア粉末を別添加するものであり、また磁性層表面のZr/Fe量についての記載はなく、これらの点で本発明と異なっている。
また、摩耗粉として含まれるZr含有粉末の平均粒子径が0.01〜1.0μmの範囲が好ましく、0.1〜0.8μmの範囲がより好ましいとされているが、実施例で得られた磁気記録媒体の磁性層中に含まれるZr含有粉末の粒子サイズについての記載はなく、上記好ましい範囲に入っているのか明らかでない。しかも、実施例ではバリウムフェライト磁性粉末を用いた磁気記録媒体のデータしかなく、鉄を主たる構成元素とする磁性粉末を用いた磁気テープについては、なんら示されていない。
また、この文献では、磁性塗料の分散時に用いるジルコニアビーズは、粒子径が1mmのもので、本発明者らの検討によると、このようなジルコニアビーズでは、後述のとおり、摩耗粉のサイズが大きくなりすぎて、好ましい結果が得られない。
磁性塗料の調製方法においては、分散工程の前に、混合工程、混練工程おらび希釈工程を設けるのが望ましい。これらの工程のうち、混合工程では、混練工程の前工程として、磁性粉末の顆粒を高速攪拌混合機にて解砕し、その後、引き続き、高速攪拌混合機にてリン酸系やスルホン酸系の有機酸などやバインダ樹脂と混合して、磁性粉末の表面処理やバインダ樹脂との混合を行うものである。
上記の高速攪拌混合機としては、ホソカワミクロン社製のアグロマスタのような転動流動効果を利用したガス吹上げ式攪拌機、同社製のサイクロミックスやメカノフュージョンシステム、松山重工業社製のアキシャルミキサのような回転式混合機、三井鉱山社製のヘンシェルミキサなどを用いることができる。
上記の連続式2軸混練機には、栗本鐵工所製のKEX−30、KEX−40、KEX−50、KEX−65、KEX−80、日本製鋼所製のTEX30α、TEX44α、TEX65α、TEX77α、TEX90αなどを用いることができる。
ジルコニア材料としては、Y2 O3 −ZrO2 系、CaO−ZrO2 系、MgO−ZrO2 系の安定化ジルコニア(FSZ)、ジルコニアの立方晶中に微細な正方晶を析出させて両晶を混在させた部分安定化ジルコニア(PSZ:Partially Stabilized Zirconia)、正方晶ジルコニアをアルミナや窒化珪素などで分散させたジルコニア強化セラミックス(ZTC)が効果的である。
このようなジルコニアビーズの市販品としては、東レ(株)製の「トレセラム」、日本化学陶業(株)製の「ジルコニアボール」などがある。
また、ジルコニアビーズの粒子径が0.5mmを超えると、摩耗粉のサイズが大きくなる傾向があるので、本発明の好ましい範囲を超えないように適宜調節するのが好ましい。分散効率を向上させるため、サンドミルによる分散は、それぞれ粒子径の異なるジルコニアビーズを充填したサンドミルを組み合わせて行ってもよい。
また、上記の分散工程では、分散条件が前記したESCA分析による磁性層表面のY/Fe原子比(at%)の値にも影響し、分散条件をハードにすると、この値が小さくなる傾向があるので、適宜調製するのが好ましい。
さらに、サンドミル分散工程の工程中または/および工程後、超音波分散工程を設けてもよい。超音波分散工程を設けることにより、塗料の流動性が改善され、塗膜の厚さの均一性が向上するので、好ましい。超音波分散機は、滞留時間を0.1〜10秒とするのが好ましい。超音波分散機には、従来公知のものを使用できる。
このような磁性粉末の平均粒子径は、5nm以上、60nm未満の範囲にあるのが好ましく、10〜40nmの範囲がより好ましい。この範囲が好ましいのは、平均粒子径が5nm未満では、粒子の表面エネルギーが大きくなって分散が困難になり、平均粒子径が60nm以上になるとノイズが大きくなるためである。
上記の平均粒子径は、透過型電子顕微鏡(TEM)にて撮影した写真から各粒子の最大径(針状粉では長軸径)を実測し、100個の平均値により求めたものである。
また、焼結防止のため、イツトリウム、セリウム、イツテルビウム、セシウム、プラセオジウム、サマリウム、ランタン、ユーロピウム、ネオジム、テルビウムなどから選ばれる少なくとも1種の希土類元素を含ませてもよい。中でも、イツトリウム、セリウム、ネオジム、サマリウム、テルビウムを用いたときに、形状が良好に保持され、磁性粉末表面に均一なセラミック層が形成されるので、好ましい。
これら希土類元素の量は、鉄に対して、0.2〜25原子%、好ましくは0.3〜20原子%、より好ましくは0.5〜15原子%であるのがよい。本発明では、磁性層中にY(イツトリウム)を含ませるため、上記磁性粉末にイツトリウムを上記範囲内で含有させるのが望ましい。しかし、磁性粉末にYを含ませる代わりに、または含ませるとともに、イツトリウムの酸化物などからなる粉末を、磁性層に添加してもよい。
これらの磁性粉末の保磁力は、80〜320kA/mが好ましく、飽和磁化量は、80〜200A・m2 /kg(80〜200emu/g)が好ましく、100〜180A・m2 /kg(100〜180emu/g)がより好ましい。これらの磁気特性は、試料振動形磁束計で外部磁場1,273.3kA/m(16kOe)での測定値である。
また、これらの磁性粉末のBET比表面積は、35m2 /g以上が好ましく、40m2 /g以上がより好ましく、50m2 /g以上が最も好ましい。通常は100m2 /g以下であるのがよい。
これらのバインダ樹脂の中でも、塩化ビニル−水酸基含有アルキルアクリレート共重合体樹脂とポリウレタン樹脂を併用するのが好ましい。
ポリウレタン樹脂には、ポリエステルポリウレタン樹脂、ポリエーテルポリウレタン樹脂、ポリエーテルポリエステルポリウレタン樹脂、ポリカーボネートポリウレタン樹脂、ポリエステルポリカーボネートポリウレタン樹脂などがある。
このようなバインダ樹脂を使用すると、磁性粉末などの分散性が向上するためである。2種以上の樹脂を併用する場合には、官能基の極性を一致させるのが好ましく、中でも、−SO3 M基同士の組み合わせが好ましい。
また、これらのバインダ樹脂とともに、バインダ樹脂中に含まれる官能基などと結合させて架橋する熱硬化性の架橋剤を併用するのが好ましい。
これらの架橋剤は、バインダ樹脂100重量部に対して、通常1〜30重量部の割合で用いられる。より好ましくは5〜20重量部である。
また、上記した熱硬化性のバインダ樹脂に代えて、放射線硬化性樹脂を用いてもよい。放射線硬化性樹脂には、熱硬化性樹脂をアクリル変性し放射線感応性二重結合を持たせたものや、アクリルモノマー、アクリルオリゴマーが用いられる。
この研磨剤としては、α−アルミナ、β−アルミナ、炭化ケイ素、酸化クロム、酸化セリウム、α−酸化鉄、コランダム、人造ダイアモンド、窒化珪素、炭化珪素、チタンカーバイト、酸化チタン、二酸化珪素、窒化ホウ素など、主としてモース硬度6以上のものが単独でまたは組み合わせで使用される。これらの研磨剤の粒子サイズとしては、通常、平均粒子径で10〜200nmであるのが好ましい。
磁性層の保磁力は、80〜320kA/mが好ましく、100〜300kA/mがより好ましく、120〜280kA/mがさらに好ましい。この範囲が好ましいのは、80kA/m未満では、記録波長を短くすると反磁界減磁で出力低下が起こり、320kA/mを超えると、磁気ヘッドによる記録が困難になるためである。
非磁性支持体の厚さは、用途によって異なるが、通常は、1.5〜11μmであるのが好ましく、2〜7μmであるのがより好ましく、2〜5μmであるのが最も好ましい。この範囲の厚さが好ましいのは、1.5μm未満となると、製膜が難しくなり、またテープ強度が小さくなり、また11μmを超えると、テープ全厚が厚くなり、テープ1巻当りの記録容量が小さくなるためである。
非磁性支持体の長手方向のヤング率としては、5.8GPa(590kg/mm2 )以上が好ましく、7.1GPa(720kg/mm2 )以上がより好ましい。非磁性支持体の長手方向のヤング率が5.8GPa以上がよいのは、長手方向のヤング率が5.8GPa未満では、テープ走行が不安定になるためである。
また、リニアレコーディングタイプでは、長手方向のヤング率/幅方向のヤング率は、理由は明らかではないが、0.7〜1.3が好ましい。
以上のような特性を満足する非磁性支持体としては、たとえば、二軸延伸のポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、芳香族ポリアミドフィルム、芳香族ポリイミドフィルムなどが挙げられる。
下塗り層の厚さは、0.2μm以上、1.5μm以下が好ましく、1μm以下がより好ましく、0.8μm以下がさらに好ましい。この範囲が好ましい理由は、0.2μm未満では、磁性層の厚さむら低減効果や、耐久性の向上効果が小さくなり、また1.5μmを超えると、磁気テープの全厚が厚くなりすぎて、テープ1巻当りの記録容量が小さくなるためである。この下塗り層に使用するバインダ樹脂(ないし架橋剤)や下塗り層形成のための塗料溶剤には、磁性層の場合と同様のものが用いられる。
非磁性粉末を主成分とし、これに必要により粒子径が0.01〜0.1μmのカーボンブラック、粒子径が0.05〜0.5μmの酸化アルミニウムを補助的に含有させることが多い。下塗り層を平滑にかつ厚みムラを少なく塗布するには、上記の非磁性粒子およびカーボンブラックは、とくに粒度分布がシャープなものを用いるのが好ましい。
導電性改良の目的で、平均粒子径が10〜100nmのグラファイトのような板状炭素性粉末や平均粒子径が10〜100nmの板状ITO(インジウム・スズ複合酸化物)粉末などを添加してもよい。上記の非磁性板状粉末を添加することにより、膜厚の均一性、表面平滑性、剛性、寸法安定性が改善される。
下塗り層の潤滑剤と磁性層の潤滑剤の相互移動を排除するものではないが、一般に、下塗り層に、磁性層と下塗り層に含まれる全粉体に対して、0.5〜5重量%の高級脂肪酸を含有させ、0.2〜3重量%の高級脂肪酸のエステルを含有させると、ヘッドとの摩擦係数が小さくなるので、好ましい。上記範囲の高級脂肪酸の添加が好ましいのは、0.5重量%未満では、摩擦係数低減効果が小さく、5重量%を超えると、下塗り層が可塑化してしまい、強靭性が失われるおそれがあるからである。
また、上記範囲の高級脂肪酸のエステルの添加が好ましいのは、0.2重量%未満では、摩擦係数低減効果が小さく、3重量%を超えると、磁性層への移入量が多すぎるため、テープとヘッドが貼り付くなどの副作用を生じるおそれがあるためである。
磁性層への脂肪酸の添加量は、下塗り層と磁性層の間で脂肪酸が転移するので、とくに限定されず、磁性層と下塗り層を合わせた脂肪酸の添加量を上記の量とすればよい。下塗り層に脂肪酸を添加すれば、必ずしも磁性層に脂肪酸を添加しなくてもよい。
上記範囲の脂肪酸アミドの添加が好ましいのは、0.5重量%未満では、ヘッド/磁性層界面での直接接触が起こりやすく、焼付き防止効果が小さくなり、また3重量%を超えると、ブリードアウトしてしまい、ドロップアウトなどの欠陥が発生するおそれがあるからである。また、上記範囲の高級脂肪酸のエステルの添加が好ましいのは、0.2重量%未満では、摩擦係数低減効果が小さくなり、また3重量%を超えると、ヘッドに貼り付くなどの副作用を生じるおそれがあるためである。
下塗り層や磁性層に含ませる非磁性粉末、カーボンブラックまたは磁性粉末は、分散剤で表面処理したり、分散剤とともに各層用塗料を製造してもよい。これらは、単独でも組み合わせて使用してもよい。分散剤は、いずれの層においても、バインダ樹脂100重量部に対し、通常、0.5〜20重量部の範囲で添加される。
分散剤としては、カプリル酸、カプリン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸、オレイン酸、エライジン酸、リノール酸、リノレン酸、ステアロール酸などの炭素数12〜18個の脂肪酸〔RCOOH(Rは炭素数11〜17個のアルキル基またはアルケニル基)〕、上記脂肪酸のアルカリ金属またはアルカリ土類金属からなる金属石けん、上記脂肪酸エステルのフッ素を含有した化合物、上記脂肪酸のアミド、ポリアルキレンオキサイドアルキルリン酸エステル、レシチン、トリアルキルポリオレフィンオキシ第四級アンモニウム塩(アルキルは炭素数1〜5個、オレフィンはエチレン、プロピレンなど)、硫酸塩、スルホン酸塩、りん酸塩、銅フタロシアニンなどの従来公知の各種の分散剤を、いずれも使用することができる。
非磁性支持体の他方の面(磁性層が形成される面とは反対側の面)には、走行性の向上などを目的として、バックコート層が設けられる。バックコート層に磁性があると磁性層の磁気信号が乱れる場合があり、通常、バックコート層は非磁性である。
バックコート層の厚さは、0.2〜0.8μmであるのが好ましい。この範囲が好ましいのは、0.2μm未満では、走行性向上効果が不十分であり、0.8μmを超えると、テープ全厚が厚くなり、1巻当たりの記録容量が小さくなるためである。バックコート層の中心線平均表面粗さRaは、3〜8nmが好ましく、4〜7nmがより好ましい。
大粒子径カーボンブラックとして、小粒子径カーボンブラックの5〜15重量%、平均粒子径が200〜400nmの大粒子径カーボンブラックを使用すると、表面も粗くならず、走行性向上効果も大きくなる。
導電性改良の目的で、平均粒子径が10〜100nmの板状炭素性粉末や平均粒子径が10〜100nmの板状ITO粉末などを添加してもよい。また、必要に応じて、平均粒子径が0.1〜0.6μmの粒状酸化鉄粉末を添加してもよい。添加量としては、バックコート層中の全無機粉体の重量を基準にして、2〜40重量%が好ましく、5〜30重量%がより好ましい。また、平均粒子径が0.1〜0.6μmのアルミナを添加すると、耐久性がさらに向上するので、好ましい。
バインダ樹脂の含有量は、通常、カーボンブラックと無機非磁性粉末との合計量100重量部に対して、40〜150重量部、好ましくは50〜120重量部、より好ましくは60〜110重量部、さらに好ましくは70〜110重量部である。上記範囲が好ましいのは、50重量部未満では、バックコート層の強度が不十分であり、120重量部を超えると、摩擦係数が高くなりやすいためである。セルロース系樹脂を30〜70重量部、ポリウレタン系樹脂を20〜50重量部使用するのが好ましい。
(1)成分
針状酸化鉄粉末(平均粒子径:110nm) 64部
カーボンブラック(平均粒子径:25nm) 24部
アルミナ(平均粒子径:80nm) 12部
ステアリン酸 2.0部
塩化ビニル−ヒドロキシプロピルアクリレート共重合体 8.8部
(含有−SO3 Na基:0.7×10-4当量/g)
ポリエステルポリウレタン樹脂 4.4部
(Tg:40℃、含有−SO3 Na基:1×10-4当量/g)
シクロヘキサノン 25部
メチルエチルケトン 40部
トルエン 10部
(2)成分
ステアリン酸ブチル 1部
シクロヘキサノン 70部
メチルエチルケトン 50部
トルエン 20部
(3)成分
ポリイソシアネート 1.4部
シクロヘキサノン 10部
メチルエチルケトン 15部
トルエン 10部
(1)混練工程成分
磁性粉末(Co−Fe−Al−Y) 100部
〔Co/Fe:24at%、Al/(Fe+Co):4.7wt%、
Y/(Fe+Co):7.9at%、
σs:127A・m2 /kg(127emu/g)、
Hc:177.1kA/m(2,225Oe)、
平均粒子径:45nm、軸比:4〕
塩化ビニル−ヒドロキシプロピルアクリレート共重合体 13部
(含有−SO3 Na基:0.7×10-4当量/g)
ポリエステルポリウレタン樹脂 4.5部
(含有−SO3 Na基:1.0×10-4当量/g)
アルミナ粉末(平均粒子径:80nm) 8部
カーボンブラック(平均粒子径:25nm) 5部
メチルアシッドホスフェート 2部
テトラヒドロフラン 20部
メチルエチルケトン 4.5部
シクロヘキサノン 4.5部
(2)希釈工程成分
パルミチン酸アミド 1.5部
ステアリン酸n−ブチル 1部
メチルエチルケトン 125部
シクロヘキサノン 125部
(3)配合工程成分
ポリイソシアネート 1.5部
メチルエチルケトン 65部
シクロヘキサノン 64部
これとは別に、上記の磁性塗料成分のうち、(1)混練工程成分をあらかじめ高速混合しておき、その混合粉末を連続式2軸混練機で混練し、つぎに、(2)希釈工程成分を加えて、連続式2軸混練機で少なくとも2段階以上に分けて希釈を行い、一次分散用塗料とした。この塗料を、ジルコニアビーズ(粒子径0.5mm)を見掛け体積で80%充填したサンドミル(周速8m/s)で分散処理した(滞留時間50分)。この一次分散済み塗料に、さらに(3)配合工程成分を加えて攪拌し、ろ過して、磁性塗料とした。
カーボンブラック(平均粒子径:25nm) 80部
カーボンブラック(平均粒子径:350nm) 10部
非磁性板状酸化鉄粉末(平均粒子径:50nm) 10部
ニトロセルロース 45部
ポリウレタン樹脂(−SO3 Na基含有) 30部
シクロヘキサノン 260部
トルエン 260部
メチルエチルケトン 525部
このバックコート層用塗料を、前記方法で作製した磁気シートの磁性層の反対面側に、乾燥、カレンダ後の厚さが0.5μmとなるように塗布し、乾燥した。
スリットマシン(磁気テープ原反を所定幅の磁気テープに裁断する装置)は、構成している各種要素を下記のように改良したものを用いた。巻き出し原反からスリット刃物群に至るウェブ経路中にテンションカットローラを設け、このテンションカットローラをサクションタイプとし、吸引部は多孔質金属を埋め込んだメッシュサクションとした。刃物駆動部に動力を伝達する機構を持たないモータ直結のダイレクトドライブとした。
このようにして得られた磁気テープを用い、S−DLT用のサーボーライタにてバックコート層にサーボ信号を書き込んだのち、バックコート層に短繊維径が4μmの綿4本を撚り合わせた長さ2.5mmの繊維を植毛したベルベットを接触させながらテープを走行させて、サーボ信号書込み時の燃焼カスを除去して、カートリッジに組み込み、コンピュータ用テープを作製した。
41.9モルの硫酸鉄(II)七水塩と97.4モルの硝酸鉄(III )九水塩を、150kgの水に溶解した。つぎに、376モルの水酸化ナトリウムを150kgの水に溶解した。上記2種類の鉄塩の水溶液に、上記水酸化ナトリウムの水溶液を添加し、20分間攪拌し、マグネタイト粒子を生成させた。このマグネタイト粒子をオートクレーブに入れ、200℃で4時間加熱し、水熱処理後、水洗した。得られたマグネタイト粒子は、粒子サイズが25nmの球状ないし楕円形状であった。
このマグネタイト粒子1kgを、50リットルの水に、超音波分散機を用いて30分間分散させた。この分散液に、250gの硝酸イットリウムを加えて溶解し、30分間攪拌した。これとは別に、80gの水酸化ナトリウムを10リットルの水に溶解した。この水酸化ナトリウム水溶液を、上記の分散液に約30分間かけて滴下し、滴下終了後、さらに1時間攪拌した。この処理により、マグネタイト粒子表面にイットリウムの水酸化物を被着析出させた。これを水洗し、ろ過後、90℃で乾燥して、マグネタイト粒子の表面にイットリウムの水酸化物を被着形成した粉末を得た。
また、高分解能分析透過電子顕微鏡で粒子形状を観察したところ、ほぼ球状の粒子で、平均粒子サイズは20nmであった。さらに、BET法により求めた比表面積は53.2m2 /gであった。また、1,270kA/m(16kОe)の磁界を印加して測定した飽和磁化は135.2Am2 /kg(135.2emu/g)、保磁力は226.9kA/m(2,850Оe)であった。さらに、60℃、90%RH下で1週間保存したのち、上記と同様に飽和磁化を測定した結果、118.2A/m2 (118.2emu/g)となり、保存前後の飽和磁化の維持率が87.4%であった。
磁性塗料成分において、磁性粉末を、Co−Fe−Al−Y〔Co/Fe:24at%、Al/(Fe+Co):4.7wt%、Y/(Fe+Co):7.9at%、σs:112A・m2 /kg(112emu/g)、Hc:181.4kA/m(2,280Oe)、平均粒子径:60nm、軸比:5〕に変更し、また磁性塗料の分散処理において、ジルコニアビーズの粒子径を0.5mmから0.7mmに、ビーズの充填量を見掛け体積で80%から85%に、サンドミル分散の滞留時間を50分から80分に、それぞれ、変更した以外は、実施例1と同様にして、コンピュータ用テープを作製した。
磁性塗料の分散処理において、ビーズの充填量を見掛け体積で80%から75%に、サンドミル分散の滞留時間を50分から40分に、それぞれ、変更した以外は、実施例1と同様にして、コンピュータ用テープを作製した。
磁性塗料成分において、磁性粉末を、Co−Fe−Al−Y〔Co/Fe:24at%、Al/(Fe+Co):4.7wt%、Y/(Fe+Co):15.8at%、σs:121A・m2 /kg(121emu/g)、Hc:178.3kA/m(2,240Oe)、平均粒子径:45nm、軸比:4〕に変更した以外は、実施例1と同様にして、コンピュータ用テープを作製した。
磁性塗料の分散処理において、ジルコニアビーズをチタニアビーズに変更した以外は、実施例1と同様にして、コンピュータ用テープを作製した。
磁性塗料の分散処理において、サンドミル分散の滞留時間を80分から120分に変更した以外は、比較例2と同様にして、コンピュータ用テープを作製した。
VG社製の「ESCA LAB mark」を用い、励起用X線源はMgKαを用い、加速電圧12kV、電流値10mAの条件で、磁性層表面のY/Fe、Zr/Fe、La/Fe(at%)の測定を行った。
集束イオンビーム加工装置(FIB:日立製作所製の「FB−2000A」,加速電圧:30kv,加工イオン:Ga)を用いて、試料テープの長手方向の厚さ1〜1.5μmの薄膜サンプルを作成し、STEM−EDS(STEM=使用装置:日立製作所製の「HF−2210」、撮影方法:TEMモード、EDS=使用装置:Noran Instruments製の「X線微小分析システム Vantage」)にて、元素マッピングを行い、Zr粒子の所在を確認し、その部分を、TEM(日立製試作所製の「HF−2200」、加速電圧:200kv,撮影方法:明視野)にて100万倍にて透過像を撮影し、得られた粒子像10個から各粒子の最大径を測定したものを平均し、粒子径とした。
磁気テープの電磁変換特性の測定には、ドラムテスターを用いた。ドラムテスターには電磁誘導型ヘッド(トラック幅25μm、ギャップ0.2ミクロン)とMRヘッド(トラック幅8μm)を装着し、誘導型ヘッドで記録を行い、MRヘッドで再生を行った。これら電磁誘導型ヘッドとMRヘッドは回転ドラムに対して異なる場所に設置されており、両ヘッドを上下方向に操作することで、トラッキングを合わせることができるようにした。磁気テープはカートリッジに巻き込んだ状態から適切な量を引き出して廃棄し、さらに60cmを切り出し、さらに4mm幅に加工して、回転ドラムの外周に巻き付けた。
出力およびノイズは、ファンクションジェネレータにより矩形波を記録電流電流発生器に入力制御し、波長0.2μmの信号を書き込み、MRヘッドの出力をプリアンプで増幅後、スペクトラムアナライザーに読み込んだ。0.2μmのキャリア値を媒体出力Cとした。また、0.2μmの矩形波を書き込んだときに、記録波長0.2μm以上に相当するスペクトルの成分から、出力およびシステムノイズを差し引いた値の積分値をノイズ値Nとして用いた。さらに両者の比をとってC/Nとした。CおよびC/Nともに、比較例1のコンピュータ用テープの値との相対値を求めた。
スチル耐久性は、上記と同様にドラムテスターを用いて評価した。上記のように磁気テープを装着し同様の書き込み方法で0.9μmのキャリア信号を書き込み、両ヘッドを当てたまま出力を測定し続ける。その後、初期の出力値から95%にまで落ち込んだ時間をもって、スチル寿命と定義した。
薄手テープも測定できるように改良したS−DLTドライブを用いてテストモードにて記録(記録波長0.37μm)・再生することにより、走行前のエラーレートを求めた。また、25℃、55%RH環境下で、全長、全トラックを300時間走行させたのちのエラーレートを求め、走行後のエラーレートとした。
ヘッドの摩耗量は、フェライト角柱のエッジに磁気テープを摺接させて往復走行させたときの摩耗幅で評価した。この摩耗幅は、MR−headの摩耗量と相関があることを確認しており、10μm以下であれば実用上問題ないことがわかっている。
測定は、1/2インチ−2リールテスターにAlFeSil角柱(ECMA−288/AnnexH/H2に規定されている角柱)を専用ジグを用いて装着し、巻き付き角度164°、走行速度2.54m/s、走行時テンション1Nとして、180m区間往復させた。測定環境は、23℃,50%RHとした。走行後、角柱を光学顕微鏡で観察し、エッジの幅を持って、角柱摩耗量とした。

これに対し、上記の表2の結果から明らかなように、比較例1〜5の各コンピュータ用テープは、本発明の構成を満たさないことから、C/N、初期エラーレート、走行後のエラーレート、スチル耐久性のいずれかが不良であったり、ヘッド摩耗(角柱摩耗量)が大きすぎて、実用に適さないものであることがわかる。
この図1から、スチル耐久性は、磁性粉サイズが45nmの針状形状の磁性粉末を使用した場合に若干小さい値を示すことと、磁性粉サイズが20nmの球状形状の磁性粉末を使用した場合に若干高い値を示すことを除き、磁性粉サイズによらず良好な値を示すことがわかる。また、C/Nは、磁性粉サイズが小さくなるほど高くなる傾向にあり、とくに60nm以上になると低い値となることがわかる。
上記の傾向より、磁性粉末の平均粒子径は60nm未満であるのが好ましいことがわかる。加えて、平均粒子径が5nm未満では、粒子の表面エネルギーが大きくなって分散が困難になることを勘案すると、本発明における磁性粉末の平均粒子径の好適な数値範囲とは5nm以上、60nm未満であると考えられる。
この図2から、角柱摩耗量は、磁性層表面のY/Feの値が大きくなるとともに、大きくなる傾向があり、とくにY/Feの値が140at%を超えると、角柱摩耗量が10μmを超え、実用上もヘッド摩耗が問題となる。また、走行後のエラーレートは、Y/Feの値が60at%より小さくなると、大きくなる傾向がみられ、40at%未満になると、急激に大きくなる。以上のことを勘案すると、本発明におけるY/Feの値の好ましい範囲は40〜140at%であると考えられる。
この図3から、スチル耐久性は、磁性層表面のZr/Feの値が大きくなると、良好になる傾向がみられ、2at%未満になると、10分を切り、実用上の問題が出始め、15at%を超えると、効果が飽和する。また、Cは、磁性層表面のZr/Feの値が小さくなるとともに、大きくなる傾向があるが、0のものは、チタニアビーズを用いて磁性塗料の分散を行ったもので、塗料の分散状態が少し悪いため、Cが逆に低下する。以上のことを勘案すると、Zr/Feの値の好ましい範囲は2〜15at%であると考えられる。
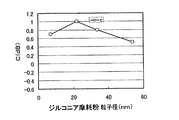
この図4から、磁性層中のジルコニア摩耗粉の粒子径が20〜30nm程度で最も高いCが得られている。ジルコニア摩耗粉の粒子径が50nm以上になると、磁性粉の配向が悪くなるためか、Cが低下し、またジルコニア摩耗粉の粒子径を小さくしたもの(塗料の分散条件を弱くしたもの)は、分散が不十分になるためか、Cがやや低下する。以上のことを勘案すると、ジルコニア摩耗粉の粒子径の好ましい範囲は50nm未満、より好ましい範囲は5〜30nmであると考えられる。
この図5から、磁性層表面のLa/Feの値が大きくなると、スチル耐久性が大きくなる傾向がみられる。しかし、磁性層表面のLa/Feの値が大きくなると、角柱摩耗量も大きくなり、La/Feの値が30at%を超えると、角柱摩耗量が10μmを超え、実用上のヘッド摩耗量が問題になる。一方、La/Feの値が2at%未満になると、スチル耐久性の低下が大きい。以上のことを勘案すると、La/Feの値の好ましい範囲は1〜30at%であると考えられる。
Claims (5)
- 非磁性支持体の一方の面に、非磁性粉末を含む下塗り層を介して、鉄を主たる構成元素とする磁性粉末を含む磁性層が形成され、他方の面に、非磁性粉末を含むバックコート層が形成されてなるMR型ヘッド用の磁気テープにおいて、上記の鉄を主たる構成元素とする磁性粉末の平均粒子径が20nm以上、45nm以下であり、かつ上記磁性層中にYおよびZrが含まれ、これら元素のESCA分析による含有量が、Y/Fe=40〜140at%、Zr/Fe=2〜15at%であることを特徴とするMR型ヘッド用の磁気テープ。
- 鉄を主たる構成元素とする磁性粉末は、鉄以外の構成元素のひとつとしてYを含む請求項1に記載のMR型ヘッド用の磁気テープ。
- 鉄を主たる構成元素とする磁性粉末は、強磁性鉄系金属磁性粉末または窒化鉄系磁性粉末である請求項1または2に記載のMR型ヘッド用の磁気テープ。
- 磁性層中に、ジルコニアビーズの摩耗粉として、Zr含有粉末が粒子径50nm未満の粒子として含まれている請求項1〜3のいずれかに記載のMR型ヘッド用の磁気テープ。
- 磁性層中にLaが含まれ、この元素のESCA分析による含有量が、La/Fe=1〜30at%である請求項1〜4のいずれかに記載のMR型ヘッド用の磁気テープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004028791A JP4497519B2 (ja) | 2004-02-05 | 2004-02-05 | 磁気テープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004028791A JP4497519B2 (ja) | 2004-02-05 | 2004-02-05 | 磁気テープ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005222598A JP2005222598A (ja) | 2005-08-18 |
| JP4497519B2 true JP4497519B2 (ja) | 2010-07-07 |
Family
ID=34998114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004028791A Expired - Lifetime JP4497519B2 (ja) | 2004-02-05 | 2004-02-05 | 磁気テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4497519B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6292937B2 (ja) * | 2014-03-27 | 2018-03-14 | 第一工業製薬株式会社 | フィルム形成用コーティング剤およびその硬化物 |
| WO2023008293A1 (ja) * | 2021-07-26 | 2023-02-02 | 富士フイルム株式会社 | 磁気テープ、磁気テープカートリッジおよび磁気テープ装置 |
-
2004
- 2004-02-05 JP JP2004028791A patent/JP4497519B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005222598A (ja) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005228377A (ja) | 磁気テープ | |
| JP2006054000A (ja) | 磁気記録媒体 | |
| US6517934B1 (en) | Magnetic recording medium containing nanometer-size substantially spherical or ellipsoidal fe-b-re magnetic powder and method for producing magnetic powder | |
| JP2011048878A (ja) | 磁気記録媒体およびその製造方法 | |
| JP2009259402A (ja) | 磁気記録媒体および磁気テープカートリッジ | |
| JP2004005891A (ja) | 磁気テープおよび磁気テープカートリッジ | |
| JP6635215B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6635218B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP4497519B2 (ja) | 磁気テープ | |
| JP2004288332A (ja) | 磁気記録媒体 | |
| JP3864339B2 (ja) | 磁気テープ | |
| JP2005025870A (ja) | 磁気記録媒体 | |
| JP4383316B2 (ja) | 磁気記録媒体および磁気テープカートリッジ | |
| JP2004005898A (ja) | 磁気テープ | |
| JP4305589B2 (ja) | 磁気記録媒体の非磁性下地層用非磁性粒子粉末及びその製造法並びに磁気記録媒体 | |
| JP4532341B2 (ja) | 磁気記録媒体 | |
| JP4335093B2 (ja) | 磁気記録媒体 | |
| JP3828534B2 (ja) | 磁性塗料の製造方法および磁気記録媒体 | |
| JP4191525B2 (ja) | 磁気テープ | |
| JP2005158186A (ja) | 磁気記録媒体およびその製造方法 | |
| KR100322819B1 (ko) | 자기기록매체 | |
| JP4562671B2 (ja) | 磁性塗料の製造方法 | |
| JP2011060365A (ja) | 磁気記録媒体 | |
| JP2021034105A (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP2021034104A (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060117 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20060118 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20060201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060710 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061020 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100123 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100412 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4497519 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |